Способ Дагиса комбинированной обработки металлических поверхностей
Формула / Реферат
Изобретение относится к способам обработки металлических поверхностей и может быть использовано в машиностроении. Цель изобретения - повышение качества поверхностей, работающих в условиях одностороннего скольжения, и повышение стойкости за счет уменьшения износа. Способ комбинированной обработки металлических поверхностей включает механическую обработку и последующую поверхностную пластическую деформацию. При механической обработке обрабатываемой поверхности сообщают однонаправленное вращение относительно инструмента в направлении, противоположном ее вращению при эксплуатации, при поверхностной пластической деформации обрабатываемую поверхность вращают в направлении, совпадающем с направлением ее вращения при эксплуатации, а инструменту дополнительно сообщают, перемещение в радиальном направлении.
Текст
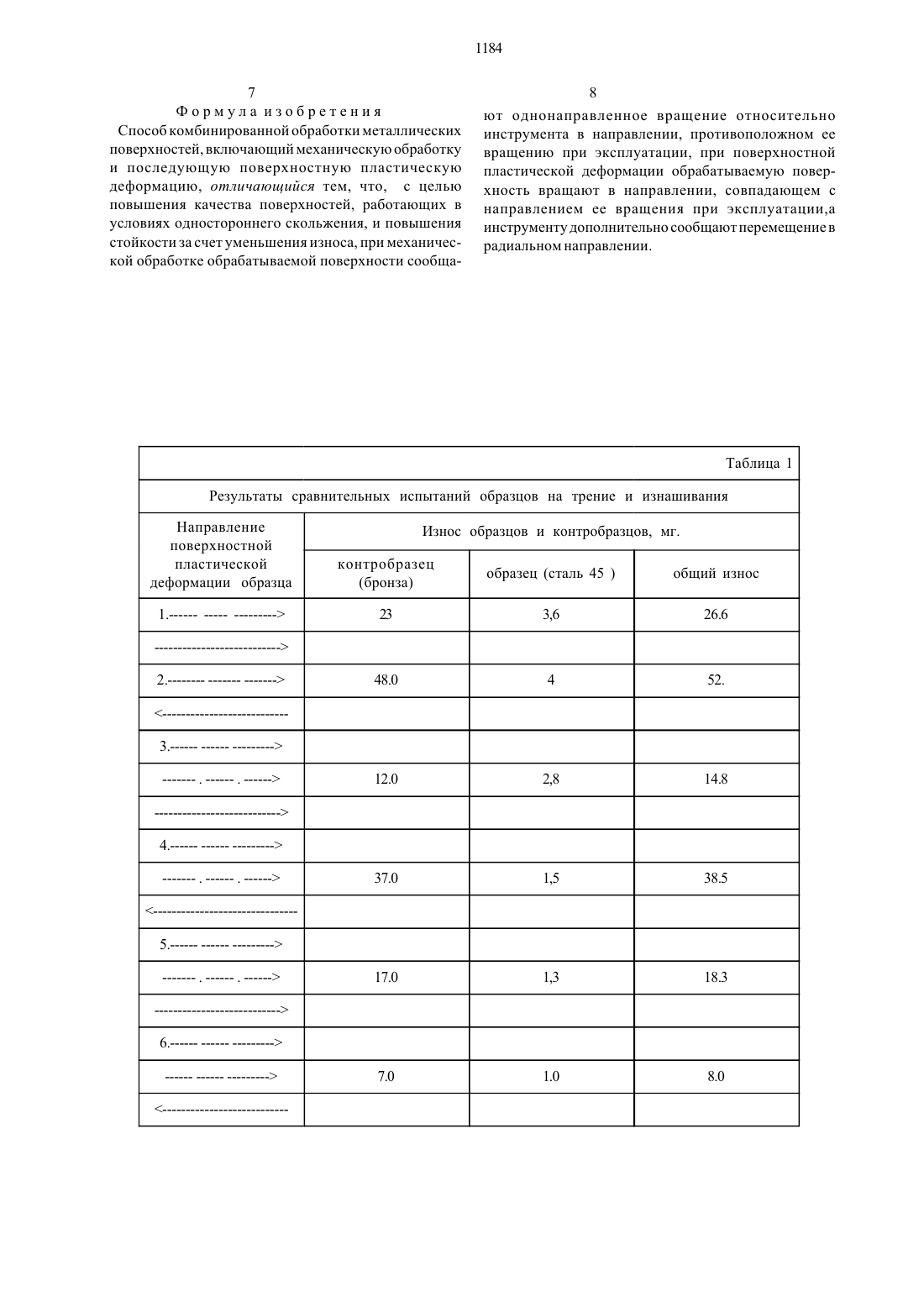
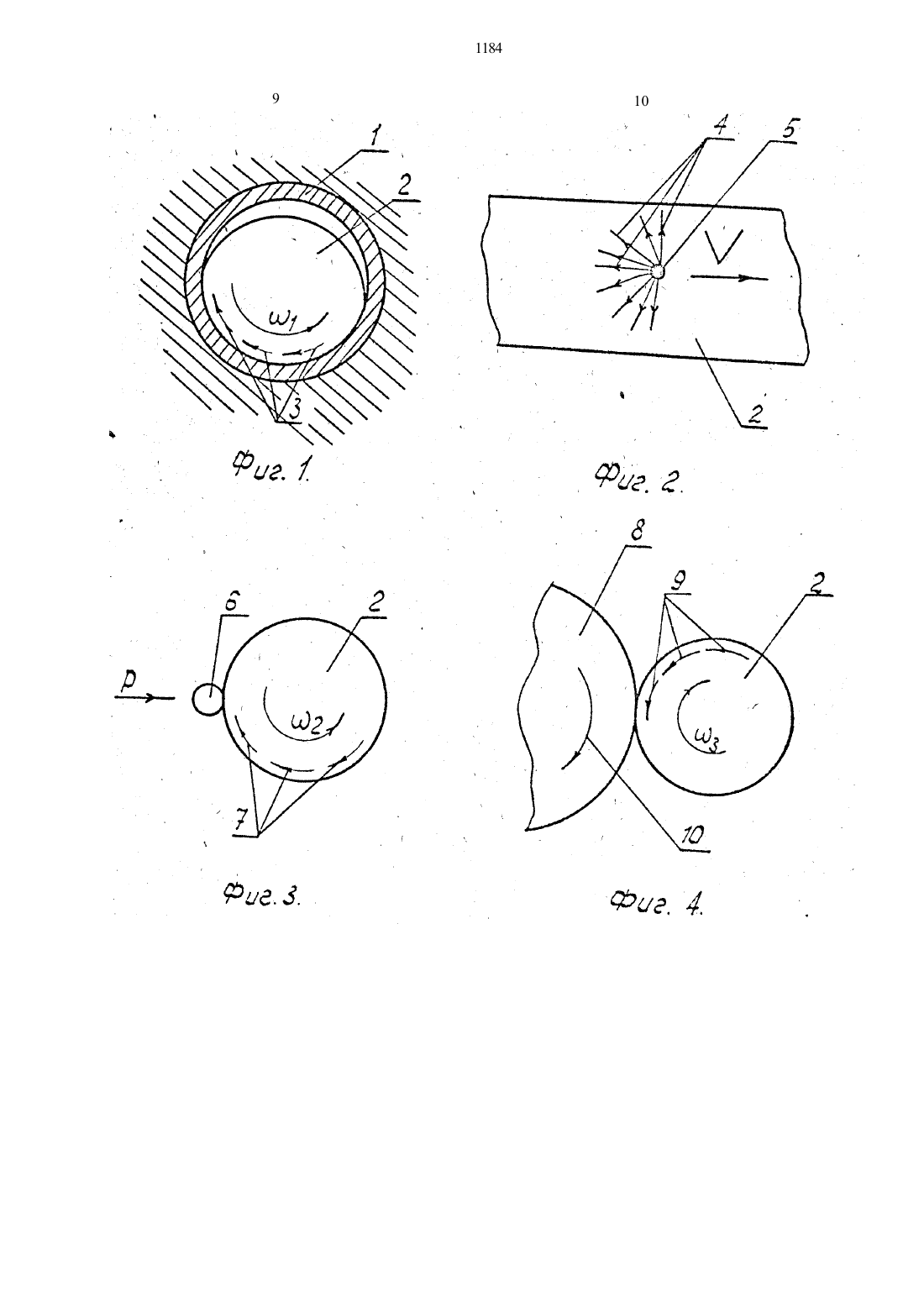
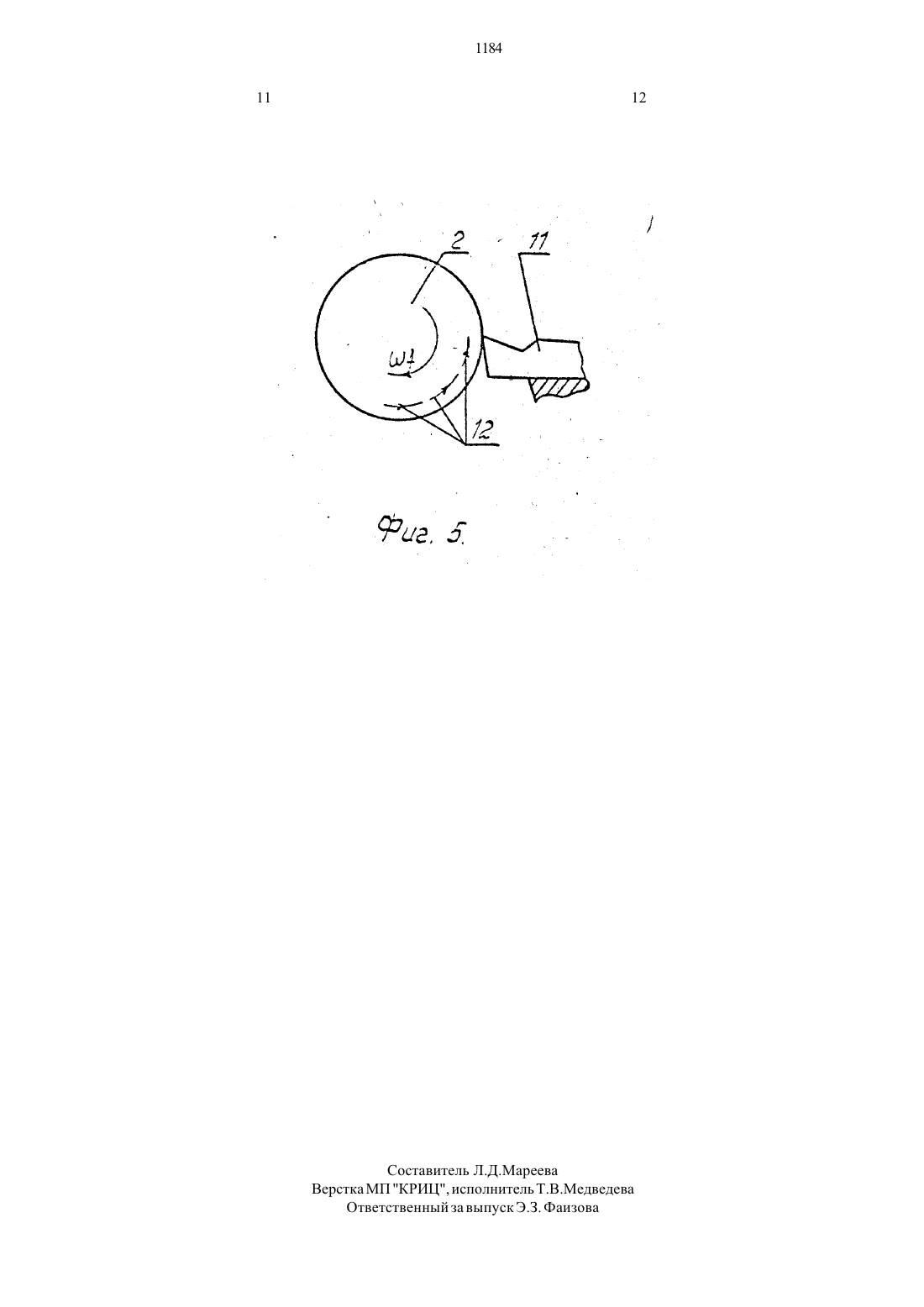
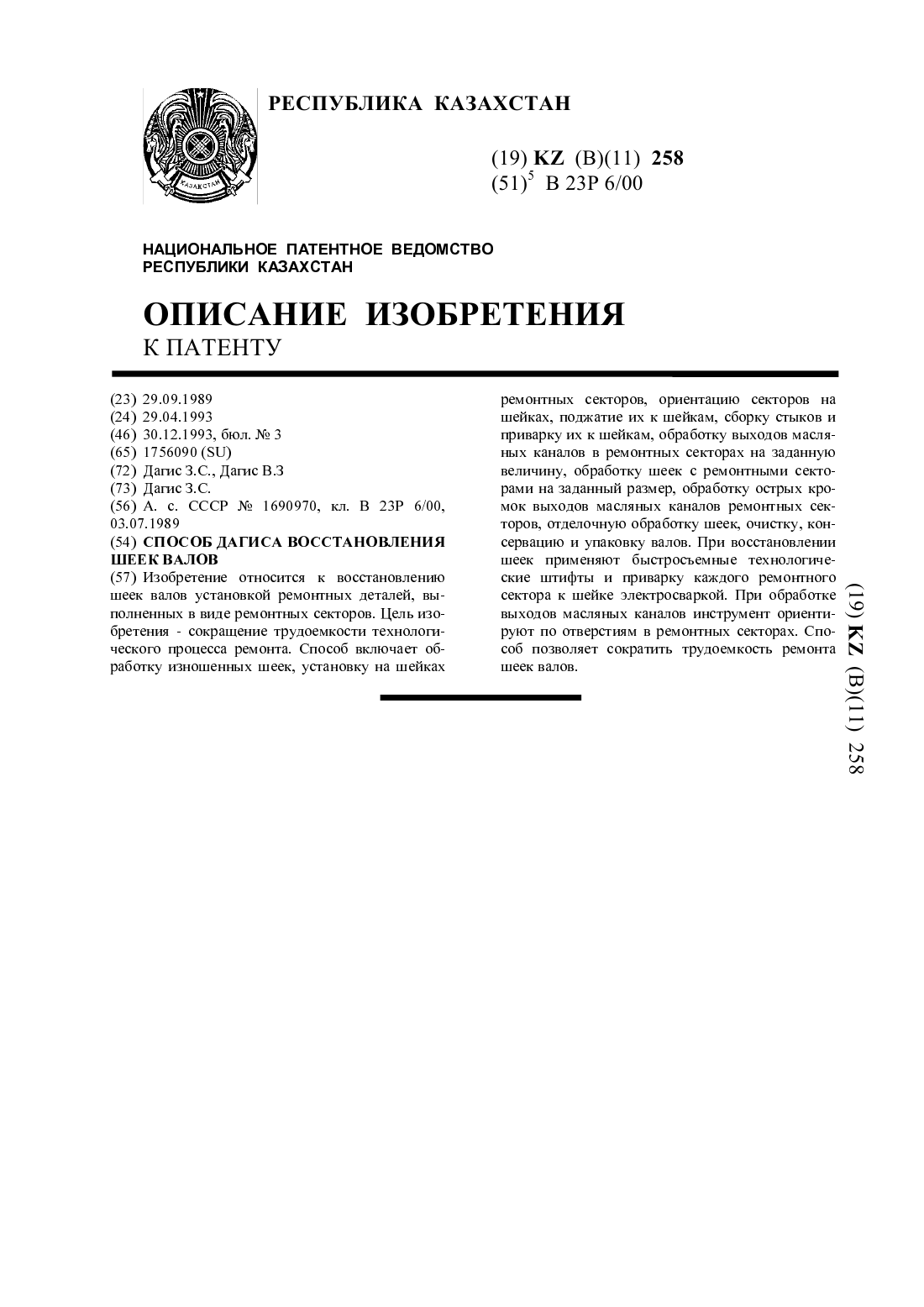
поверхностей в условиях эксплуатации. Направление движения Деталей И инструментазадают произвольно И не используют потенциальные возможности ППД.Известен также способ комбинированной обработки металлических поверхностей, включающий механическую обработку резанием и ППД, (2).Установлено, что в процессе выглаживания и раскатывания шаром после выполнения операции тонкого растачивания одной и той же борштангой, при изменении направления вращения борштанги с выглаживающим или раскатывающим инструментом шероховатость обработанной поверхности и затрачиваемое усилие меняются.При направлении вращения борштанги с вь 1 глаживающим или раскатывающим инструментом, совпадающим с направлением вращения борщанги при расточке,Шероховатость обработанной поверхности и усилие деформирования больше, чем при вращении борщтанг в противоположном направлении.При вращении борштанги в процессе раскатывания и выглаживания в противоположном направлении вращению при растачивании, пластичес-кая деформация металла в поверхностном слое происходит в противо-положных направлениях. Это способствует уменьшению шероховатости и повышению эксплуатационных качеств поверхностей изделий, например,повышению износостойкости.Согласно известному способу предложено при ППД и мехобработке выбирать направления относительного движения деталей и инструментов, создающие противоположные направления деформации поверхностей.В известном способе не учитывается, что эксплуатационные свойства, в частности, износостойкость и надежность поверхностей после поверхностного пластического деформирования имеет более сложный характер и будет зависеть от выбора направления деформации микронеровностей и поверхностного слоя металла в процессе обработки ППД и направления деформации микронеровностей и поверхностного слоя при работе поверхности в сопряжении деталей. Экспериментальные исследования показали, что при условии совпадения направления деформации микронеровностей и поверхностных слоев в процессе обработки ППД с направлением деформации их при работе поверхности в сопряжении, износ сопряженных поверхностей при граничном трении значительно повышается.Результаты экспериментальных исследований приведены ниже в таблице.Из таблицы видно, что недостатком известного способа комбинированной обработки поверхностей является то, что направление движе-ния поверхности при механической обработке резанием и при ППД выбирают без учета направления относительного движения деталей в сопряжениях работающей машины. Это приводит примерно к двукратной потере изнсостойкости а соответственно, и надежности поверхностей в парах трения скольжения.Выбором направления относительного движения поверхности и инструмента при механической4 обработке резанием И при ППД, можно создавать как Попутное, так и встречное деформирование поверхностей по сравнению с их деформированием в условиях эксплуатации.Кроме того, недостатки этого способа заключаются в следующемНе определена последовательность выбора направления относительного движения поверхностей и инструментов на операциях ППД и при мехобработки с учетом направления пластического деформирования поверхности в условиях эксплуатации.Не решен вопрос о упрощении и возможности контроля соблюдения заданных направлений относительного движения поверхностей и инструментов при ППД и мехобработки.Целью изобретения является повышение качества поверхностей, работающих в условиях одностороннего скольжения, и повышения стойкости за счет уменьшения износа.Поставленная цель достигается тем, что в способе комбинированной обработки металлических поверхностей, включающем механическую обработку и последующую поверхностную пластическую деформацию, согласно изобретению, при механической обработке резанием обрабатываемой поверхности сообщают однонаправленное вращение относительно инструмента в направлении, противоположном ее вращению при эксплуатации, при поверхностной пластической деформации обрабатываемую поверхность вращают в направлении, совпадающим с направлением ее вращения при эксплуатации, а инструменту дополнительно сообщают перемещение в радиальном направлении.На фиг.1 изображена схема движения шейки вала,вращающегося в подшипнике, и показано направление поверхностной пластической деформации щейки,вызываемое силами трения при эксплуатации, На фиг.2 приведена развертка нижней части поверхности шейки с изображением направлений движения и деформации микронеровностей, возникающих при ППД, которые условно считают совпадающими с направлением деформации поверхностного слоя при работе шейки в подшипниковой втулке.На фиг.3 изображена схема относительного движения поверхности при пластической деформации вала при ППД накаткой.На фиг.4 изображена схема относительного движения поверхности и пластической деформации поверхности при шлифовании, предшествующей ППД.На фиг.5 изображена схема относительного движения поверхности и ее пластической деформации при обработке шейки резцами на операции,предшествующей ППД.Подшипниковый узел (фиг.1) состоит из втулки 1 и шейки вала 2. Вал 2 в эксплуатации имеет направление вращения 001 , во втулке 1. При вращении вала 1, под действием сил трения, поверхность вала 2 пластически деформируется в направлении 3.направление деформации 4 при ППД, изображенное на фиг.2, совпадающим с направлением поверхностной пластической Деформации при эксплуатации 3 (фиг. 1).Способ комбинированной обработки включают следующие операции.Определяют однонаправленное относительное движение (вращение) обрабатываемой поверхности в сопряжении деталий в подшипниках в эксплуатации. Отмечают это направление на заготовке детали или на детали перед чистовой ее обработкой резанием.Проводят механическую обработку поверхности резанием. При этом перемещают обрабатываемую поверхность относительно инструментав направлении,противоположном ее перемещению в подшипниках в эксплуатации.Проводят отделочно-упрочнявшую обработку ППД. При этом перемещают обрабатываемую поверхность относительно инструмента при ППД в направлении,совпадающем с ее перемещением в условиях эксплуатации. Дополнительно сообщают инструменту перемещении в радиальном И продольном направлениях.Проводят дальнейшую обработку детали, например,очистку, консервацию И упаковку.Подвергались обработке комбинированным способом опорные шейки кулачкового вала газораспределительного механизма поршневого автотракторного двигателя.Распределительный вал изготовлен из стали 45,он является многоопорным И снабжен цилиндрическими опорными шейками. В процессе эксплуатации вал совершает однонаправленное вращение в подшипниках скольжения.Перед ППД применяют обработку шеек способом,при котором происходит удаление металла резанием,например, шлифованием.По кинематической схеме механизма определяют,что шейки вала в эксплуатации имеют однонаправленное вращение в подшипниках, направление которого изображено на фиг.1, т.е. вал совершает вращение против движения часовой стрелки. При этом микронеровности И поверхностный слой шейки вала в подшипниках скольжения деформируется в направлении по часовой стрелке. Отмечают направление движение вала в эксплуатации. Шлифуют шейки вала.При шлифовании шеек вала (фиг.4) вал 2 вращают в направленииоо 3 относительно шлифованного круга 8,т,е. создают направление движения вала 2 относительно инструмента 8 в направлении противоположном вращению 001 вала 2 в подшипнике 1.Дополнительно совершают радиальную И продольную подачи. После обработки шеек на заданный размер вал снимают со станка. Обрабатывают шейки вала ППД накаткой (фиг.3).При обработке шеек вала 1 ППД, например, на токарно-винторезном станке, создают движение 002 детали относительно инструмента 6.Дополнительно сообщают перемещение инструмента в радиальном И продольном направлениях.После ППД всех шеек вал снимают со станка И отправляют на выполнение последующих операций обработки, например на очистку, консервацию И упаковку.При комбинированной обработке поверхностей режимы механической обработки резанием И ППД выбирают по известным рекомендациям И нормативам.В процессе разработки способа, исследовалась его влияние на изнашивание поверхностей трениявусловиях однонаправленного скольжения.Экспериментальные Исследования проводились на образцах из стали 45 ,которь 1 е были закалены до твердости 45 НКСЭ . Образцы были выполнены в виде дисков И их цилиндрические поверхности имитировали шеики. Контробразцы были изготовлены из бронзы ОСЦ - 5 - 5- 5 И имели форму колодок. Испытания проводились на машинах трения СМЦ - 2 в идентичных условиях смазки,нагружения И длительности циклов. Износ образцов И контробразцов определялся по потере Ими массы. При этом микронеровности И поверхностный слой шейки вала в подшипниках И скольжения деформируется в направлении по часовой стрелке.Результаты сравнительных испытаний приведены в таблице 1. Сравнительные Испытания показывают, что величины Износов сопрягаемых поверхностей при однонаправленном скольжении зависят от направления движения поверхности в условиях эксплуатации и сочетания направлений движения поверхностей относительно инструментов при механической обработке резанием И при ППД.Оптимальным сочетанием относительных движений является вариант, приведенный в строке 6 таблицы 1.Таким образом, способ комбинированной обработки поверхностей дает возможность без дополнительных материальных затрат И практически без усложнения техпроцессов повысить показатели качества поверхностей, работающих в условиях однонаправленного скольжения.Условные обозначения в таблице 1 Направление деформации поверхности при обработке резанием (шлифованием), предшествующим ППД- - Направление деформации поверхности при ППД (обкатка роликом) Направление деформации поверхности при эксплуатации (изнашивании) уменьшить износы в сопряжениях деталей, повысить надежность соединений деталейСпособ осуществим на имеющемся технологическом оборудовании при помощи Известной технологической оснастки.Способ комбинированной обработки металлических поверхностей, включающий механическую обработку и последующую поверхностную пластическую деформацию, отличающийся тем, что, с целью повышения качества поверхностей, работающих в условиях одностороннего скольжения, и повышения стойкости за счет уменьшения износа, при механической обработке обрабатываемой поверхности сообща 1184ют однонаправленное вращение относительно инструмента в направлении, противоположном ее вращению при эксплуатации, при поверхностной пластической деформации обрабатываемую поверхность вращают в направлении, совпадающем с направлением ее вращения при эксплуатации,а инструменту дополнительно сообщают перемещение в радиальном направлении.РСЗУЛЬТЭТЫ сравнительных ИСПЫТЗНИЙ ОбрЗЗЦОВ на ТрСНИС И изнашиванияНаправление поверхностной пластической деформации образца
МПК / Метки
МПК: B24B 39/04
Метки: металлических, комбинированной, обработки, поверхностей, дагиса, способ
Код ссылки
<a href="https://kz.patents.su/6-1184-sposob-dagisa-kombinirovannojj-obrabotki-metallicheskih-poverhnostejj.html" rel="bookmark" title="База патентов Казахстана">Способ Дагиса комбинированной обработки металлических поверхностей</a>
Способ Дагиса восстановления деталей

Номер патента: 1178
Опубликовано: 15.09.1994
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/00
Метки: деталей, способ, восстановления, дагиса
Формула / Реферат:
Использование: механосборочное производство. Сущность изобретения: при создании слоя затвердевающего материала между контактирующими поверхностями ремонтных и восстанавливаемых деталей зазоры и поверхности в зоне сварочных швов в стыках предохраняют от попадания в них затвердевающего клеящего материала. Приварку ремонтных деталей в стыках к восстанавливаемым деталям производят после заполнения зазоров между ремонтными и восстанавливаемыми...
Способ Дагиса восстановления шеек валов
Номер патента: 258
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Дагис Валерий Зигфридович
МПК: B23P 6/00
Метки: валов, восстановления, шеек, способ, дагиса
Формула / Реферат:
Изобретение относится к восстановлению шеек валов установкой ремонтных деталей, выполненных в виде ремонтных секторов. Цель изобретения - сокращение трудоемкости технологического процесса ремонта. Способ включает обработку изношенных шеек, установку на шейках ремонтных секторов, ориентацию секторов на шейках, поджатие их к шейкам, сборку стыков и приварку их к шейкам, обработку выходов масляных каналов в ремонтных секторах на заданную величину,...
Полимерная вспенивающаяся композиция для огнезащиты деревянных и металлических поверхностей
Номер предварительного патента: 2
Опубликовано: 10.12.1993
Авторы: Никитина Ирина Ильинична, Косилова Ольга Ивановна, Сафронова Антонина Сигизмундовна, Гибов Константин Михайлович, Архипова Ида Александровна
МПК: C09K 21/00, C09K 21/14
Метки: огнезащиты, поверхностей, деревянных, композиция, полимерная, металлических, вспенивающаяся
Формула / Реферат:
В результате многолетнейселекционно-племенной работы учеными Казахского Государственного аграрногоуниверситета и Казахского научно-исследовательского технологического институтаовцеводства, специалистами племенного завода ОАО «Женис» и крестьянскогохозяйства «Сарысу» Карагандинской области создана сарыаркинская курдючнаяпорода овец.
Способ Дагиса и Блоха восстановления изношенных деталей
Номер патента: 257
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Блох Вадим Ефимович
МПК: B23P 6/00
Метки: дагиса, способ, деталей, изношенных, блоха, восстановления
Формула / Реферат:
Изобретение относится к восстановлению деталей, в частности шеек коленчатого вала. Цель изобретения - повышение надежности восстановленных деталей и упрощение технологии ремонта. Способ предусматривает установку на изношенных поверхностях дополнительных составных ремонтных деталей, стыки которых сваривают между собой и приваривают одновременно к восстанавливаемой детали. При этом перед сваркой устанавливают зазор, который обеспечивает прочность...
Способ Дагиса ремонта двигателей
Номер патента: 255
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/00
Метки: двигателей, способ, ремонта, дагиса
Формула / Реферат:
Изобретение относится к способам ремонта бывших в работе комплектов деталей при ремонте машин, к технологическим процессам разборочно-сборочных работ при ремонте поршневых автотракторных двигателей и других поршневых машин, в частности, к способам необезличивания цилиндро-поршневых комплектов при ремонте. Цель изобретения - упрощение процесса ремонта, исключение повреждения деталей в процессе ремонта и сохранение коплектности бывших в...
Предыдущий патент: Способ упрочнения галтелей валов
Следующий патент: Смеситель-активатор
Случайный патент: Индивидуальное обезболивающее средство ингаляционного типа