Способ Дагиса восстановления шеек валов
Номер патента: 258
Опубликовано: 30.12.1993
Авторы: Дагис Валерий Зигфридович, Дагис Зигфрид Станиславович
Формула / Реферат
Изобретение относится к восстановлению шеек валов установкой ремонтных деталей, выполненных в виде ремонтных секторов. Цель изобретения - сокращение трудоемкости технологического процесса ремонта. Способ включает обработку изношенных шеек, установку на шейках ремонтных секторов, ориентацию секторов на шейках, поджатие их к шейкам, сборку стыков и приварку их к шейкам, обработку выходов масляных каналов в ремонтных секторах на заданную величину, обработку шеек с ремонтными секторами на заданный размер, обработку острых кромок выходов масляных каналов ремонтных секторов, отделочную обработку шеек, очистку, консервацию и упаковку валов. При восстановлении шеек применяют быстросъемные технологические штифты и приварку каждого ремонтного сектора к шейке электросваркой. При обработке выходов масляных каналов инструмент ориентируют по отверстиям в ремонтных секторах. Способ позволяет сократить трудоемкость ремонта шеек валов.
Текст
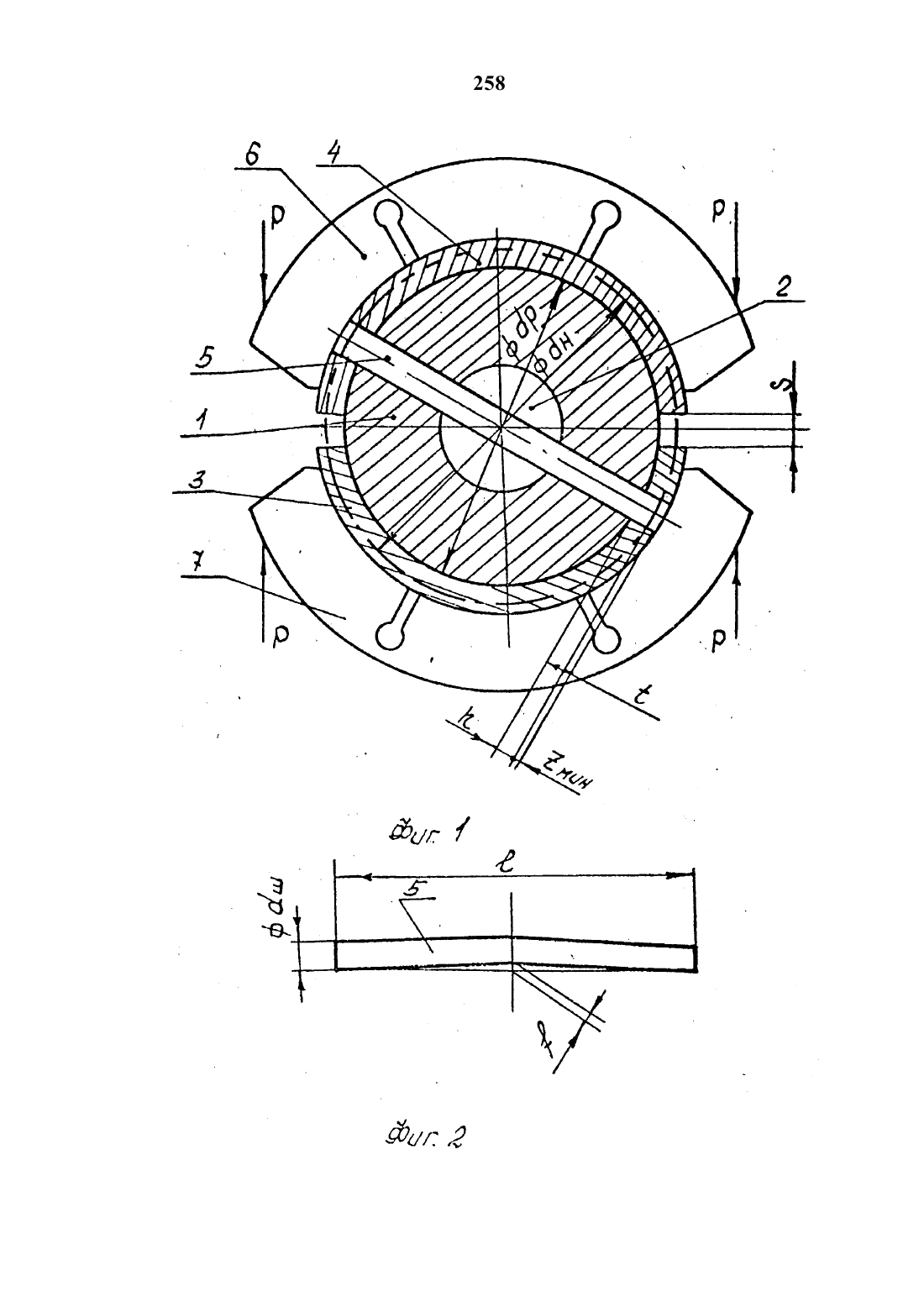
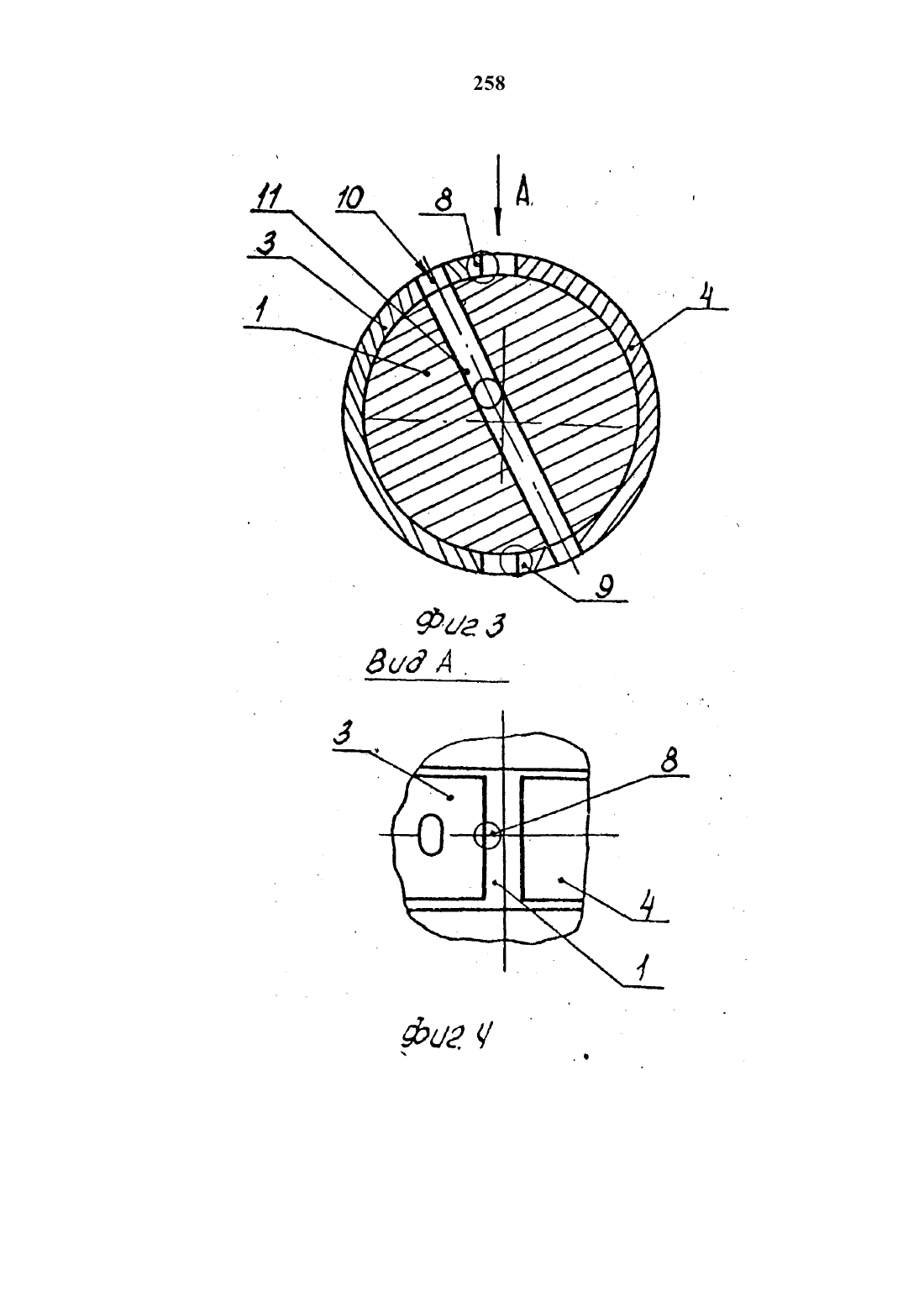
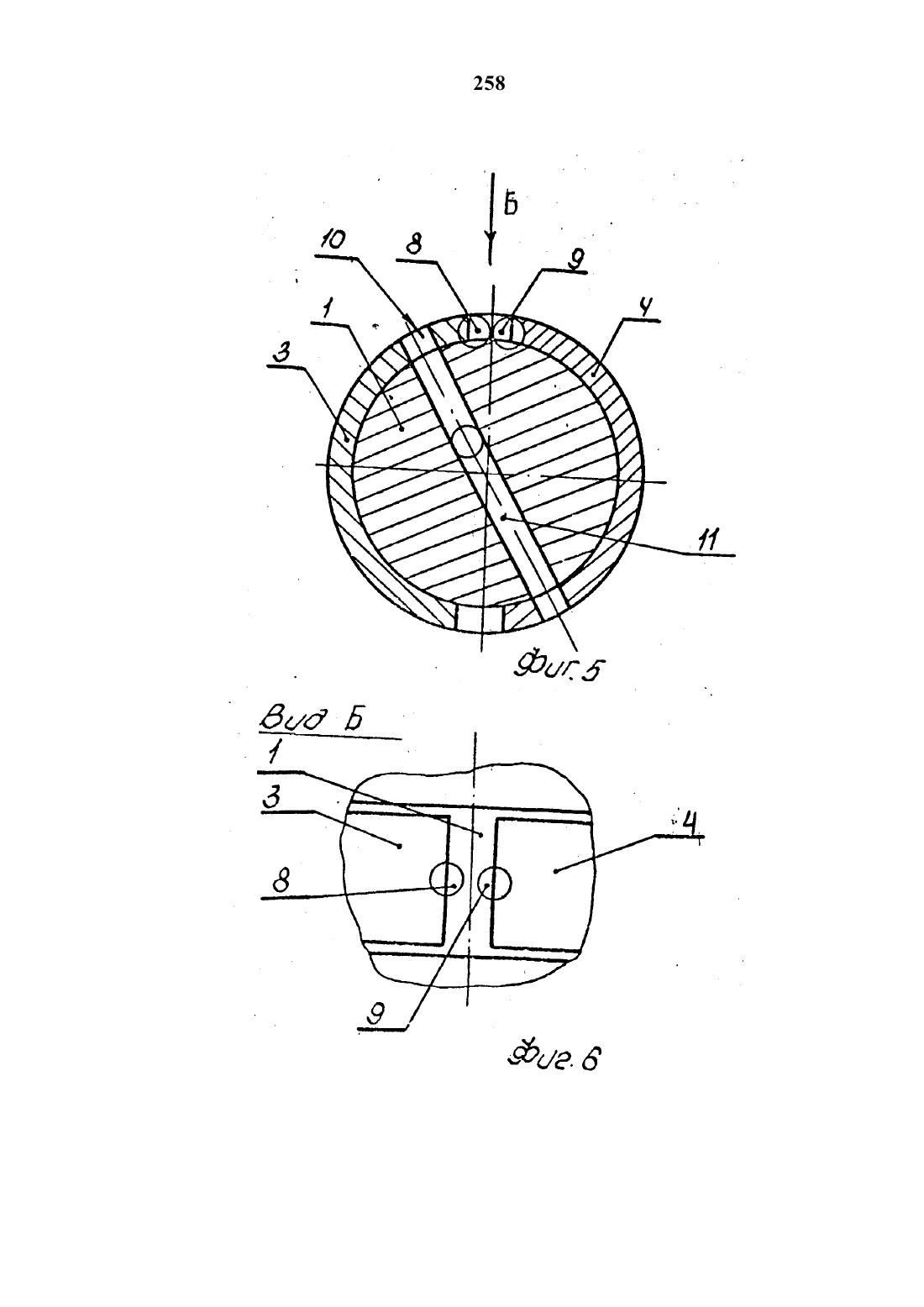
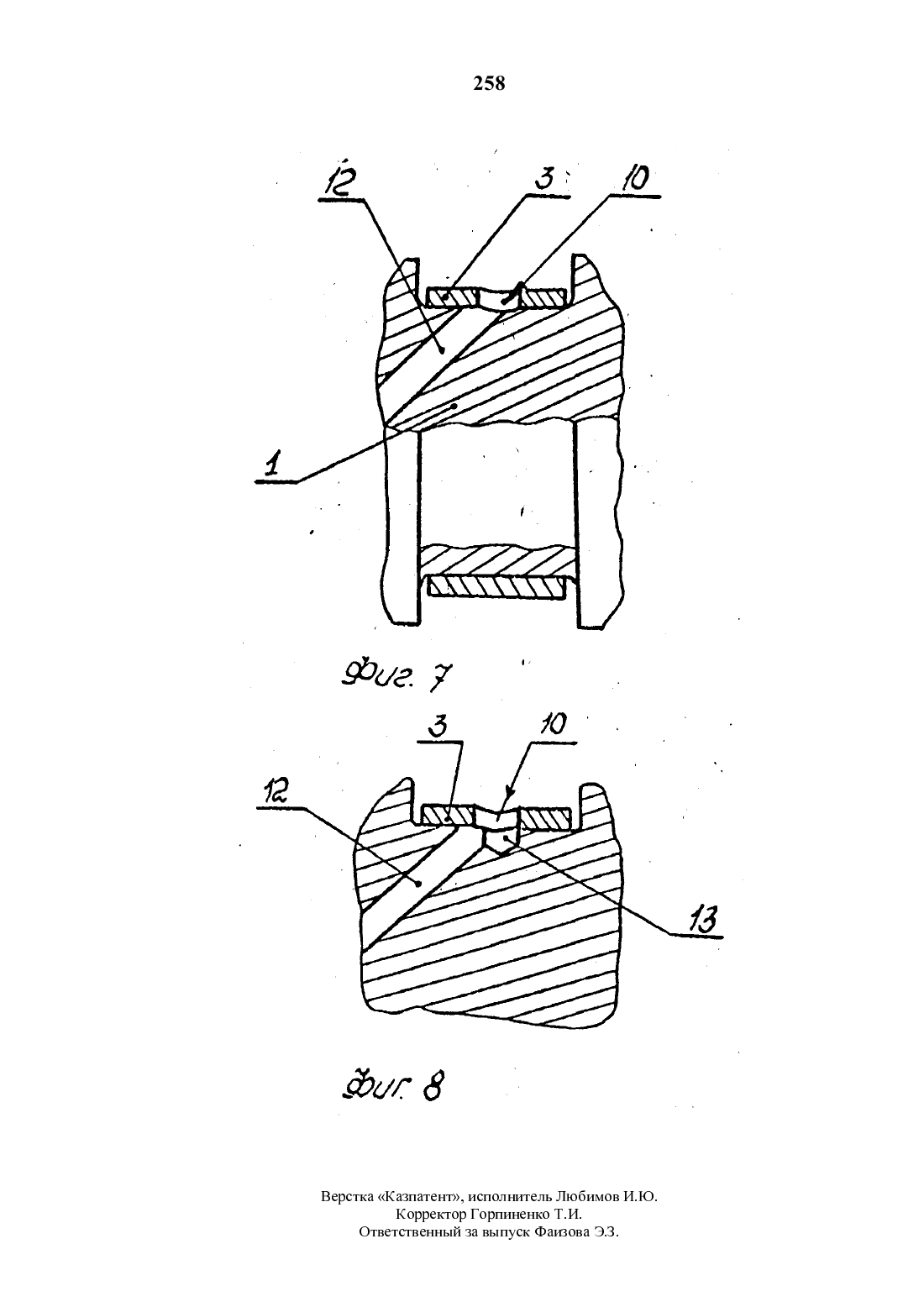
Изобретение относится к механосборочному производству, преимущественно к ремонтным сборочным процессам, и может быть использовано при восстановлении шеек валов автотракторных двигателей установкой ремонтных деталей.В современном ремонтном производстве восстанавливают шейки коленчатых валов установкой на них ремонтных деталей, выполненных в виде ремонтных секторов (полуколец), и соединяют их на шейках сваркой стыков с одновременной приваркой к шейкам.Однако в известном способе при сборке не обеспечивается надежная ориентация ремонтных секторов на шейках, например, снабженных масляными каналами, так как секторы на шейках удерживаются за счет сил трения. Поэтому при установке прижимных приспособлений происходит разориентация ремонтных секторов и шеек,перекрытие ремонтными секторами масляных каналов и требуется дополнительная затруднительная корректировка положения ремонтных секторов на шейках.Целью изобретения является сокращение трудоемкости сборки шеек с ремонтными деталями, упрощение процесса сборки и повышение надежности ориентации.Поставленная цель достигается тем, что при известном способе восстановления шеек валов,включающем операции обработки изношенных шеек, в том числе имеющих масляные каналы,для установки ремонтных секторов, установку ремонтных секторов на шейках, прижатие их к шейкам, сварку стыков и обработку шеек, при сборке ремонтных секторов с шейками установку ремонтных секторов на шейках производят по масляным каналам шеек посредством быстросъемных технологических штифтов, имеющих величину одностороннего выступания над поверхностью шеек, определяемую из соотношения 0,5 т 11 т, где т - толщина ремонтного сектора после обработки внутренней поверхности 11 - одностороннее отступание технологического штифта, а после сварки стыков ремонтных секторов технологические штифты извлекают из масляных каналов.Кроме того, после ориентации установки ремонтных секторов на шейках производят предварительную приварку в точке одного конца каждого сектора к шейкам и после прижатия ремонтных секторов к шейкам с заданным усилием поочередно сваривают их стыки.Помимо этого, при частичном перекрытии ремонтными секторами выходов масляных каналов в шейках, вызванном неточностью расположения масляных каналов в шейках, кромки масляньтх каналов в шейках обрабатывают и расширяют их выход в отверстия ремонтных секторов,при этом ориентируют обрабатывающий инструмент по отверстиям в ремонтных секторах.съемным технологическим штифтом, сечение на фиг. 2 - технологический цпифт на фиг.3 - шейка в сборе с ремонтными секторами и первая схема расположения точек предварительной прихватки их к шейкам электросваркой, сечение на фиг.4 вид А на фиг. 3 на фиг. 5 - шейка в сборе с ремонтными секторами и вторая схема расположения точек предварительной прихватки их к шейкам электросваркой, сечение на фиг. 6 - вид Б на фиг. 5 на фиг. 7 - шейка, которая снабжена масляным каналом, расположенным под углом к оси шейки (показан вариант перекрытия выхода масляного канала ремонтным сектором), осевое сечение на фиг. 8 - шейка в сборе с ремонтными секторами и выходом масляного канала в шейке, обработанным через отверстие в ремонтном секторе, осевое сечение.Приняты следующие обозначения 1 - шейка вала, 2 - полость шейки, 3 и 4 - ремонтные секторы, 5 - технологический штифт, 6 и 7 - поджимные секторы приспособления, 8 - сварочная точка,фиксирующая ремонтный сектор 3 на шейке 1,9 сварочная точка, фиксирующая ремонтный сектор 4 на шейке 1, 10 - отверстие в ремонтном секторе,совмещаемое с масляным каналом шейки, 11 масляный канал в шейке (радиальный), 12 - масляный канал шейки, расположенный под углом к ее оси, 13 - выход масляного канала после обработки кромок через отверстие 10, т - толщина ремонтного сектора, 11 - заданное одностороннее выступание технологического цпифта над поверхностью шейки, мин - наименьший припуск на обработку ремонтных секторов, с 1 - номинальный диаметр шейки, (11, - диаметр шейки после ее обработки для установки ремонтных секторов, с 1 ш диаметр технологического цпифта, 1 - длина быстросъемного технологического штифта, 1 - величина изгиба технологического штифта.По первому варианту (фиг. 1 и 2) способ включает обработку изношенных или поврежденных шеек 1 под ремонтные секторы 3 и 4, зачистку и притупление острых кромок масляных каналов 11 (фиг.3) шеек, установку в масляные каналы 11 быстросъемных технологических штифтов 5 с заданной величиной одностороннего выступания над поверхностью 11, которое выбирают из соотношения 0,5 т 11 т, где т -толщина ремонтного сектора, сборку шеек 1 с ремонтными секторами 3 и 4, поджатие ремонтного сектора, сборку шеек 1 с ремонтньпии секторами 3 и 4, поджатие ремонтных секторов к шейкам с заданным усилием Р, поочередное соединение стыков ремонтных секторов заваркой зазоров 5 в стыках и приварку их к шейкам, извлечение штифтов 5 из шеек, обработку шеек на заданный размер, обработку кромок выходов масляных отверстий 10 в ремонтных секторах 3 и 4, очистку, консервацию и упаковку валов.По второму варианту (фиг. 3-6) ремонтные секторы при сборке на шейках ориентируют и совмещают их отверстия 10 с масляными канала 5ми 11 шеек визуально, без применения технологических штифтов, после ориентации, руками досылают ремонтные секторы до плотного их прилегания к шейкам, производят предварительное закрепление ремонтных секторов 3 и 4 путем приварки в точках 8 и 9 (прихватки) одного конца каждого сектора к шейке, поджимают ремонтные секторы к шейкам с заданным усилием при помощи приспособления, поочередно сваривают стыки и приваривают их к шейкам.Неточность расположения выходов масляных каналов на шейках приводит к их частичному перекрытию ремонтными секторами (фиг. 7) и уменьшению выходного сечения. Если перекрытие масляных каналов превышает заданную величину (перекрытие площади сечения превышает 30), кромки выходов масляных каналов в шейках обрабатывают после закрепления ремонтных секторов на щетках и расширяют выход масляных каналов в шейках с учетом несовпадения отверстий (фиг. 8), причем обрабатывающий инструмент ориентируют по отверстиям в ремонтных секторах.Затем шейки в сборе с ремонтными секторами обрабатывают на заданный размер, обрабатывают острые кромки выходов масляных каналов ремонтных секторов, проводят отделочную обработку поверхностей шеек, очистку валов, консервацию и упаковку.Пример 1. Требуется восстановить шатунные шейки стальных коленчатых валов автотракторньтх 8-цилиндровых дизельных двигателей ЯМЗ 238 НБ. Шатунные шейки снабжены полостями и сквозными диаметральными каналами. Диаметр масляных каналов - 6 мм (фиг. 1).Для восстановления шеек применяют толщину ремонтных секторов, равную д, 2,5 мм,наименьший припуск на обработку наружной поверхности ремонтных секторов 2 - 0,5 мм.Определяют диаметр шеек, обработанных для установки ремонтных секторовОпределяют толщину ремонтных секторов перед установкой на шейки.т д, 23,0 мм, одностороннее выступание технологических штифтов над поверхностью шеек, подготовленных для установки ремонтных секторов, определяют по формуле, выбранной из соотношения 0,5 т Ь тДлина быстросьемного технологического штифтаДиаметры технологических штифтов выбирают меньше диаметра масляного канала примерно в пределах 0,5-1,0 мм. Это исключает возможность их заклинивания в масляных каналах и обеспечивает быстросьемность. Стрелу прогиба 1 технологических штифтов (фиг. 2) выбирают больше разности диаметров масляного канала и диаметра штифта. При этом должна обеспечиваться фиксация технологического штифта в масляном канале за счет сил трения и возможность его извлечения (выталкивания) из масляного канала вручную.Восстанавливают шейки следующим образом.Шлифуют шатунные шейки до диаметра 83,0 мм, защищают и притупляют острые кромки выходов масляных каналов. Устанавливают коленчатый вал на стенд-кантователь, предназначенный для сборки шеек с ремонтными секторами и сварки их стыков. Ставят коленвал в вертикальное положение. Устанавливают в масляные каналы технологические штифты и выравнивают величину их выступания из шеек. На шейки устанавливают ремонтные секторы, причем в отверстия ремонтных секторов вводят технологические штифты. Переводят коленвал в горизонтальное положение. Поджимают при помощи приспособления ремонтные секторы к шейкам с заданным усилием (9000-15000 Н), сваривают стыки ремонтных секторов и приваривают их к шейкам. Снимают приспособление, поджимающее ремонтные секторы к шейкам. Извлекают технологические штифты из шеек и направляют коленвал на шлифование.Шлифуют шейки на заданный размер, обрабатывают фаски масляных каналовв ремонтных секторах, производят отделочную обработку шеек, очистку, консервацию и упаковку коленвала.Пример 2. Требуется восстановить коренные шейки чугунных коленвалов автомобильных двигателей 3 М 3-53.Номинальный диаметр коренных шеек 70,0 мм, шейки снабжены масляными каналами,которые расположены под углом к оси шеек и их образующим (фиг. 7 и 8).Задают номинальную толщину ремонтных секторов т 2.0 мм и наименьший односторонний припуск на обработку наружной поверхности ремонтного сектораОпределяют диаметр шеек, обработанных для установки ремонтных секторов, др ф, - 2 ъ 66,0 мм. толщину ремонтного сектораПри восстановлении шеек, снабженных наклонными масляными каналами (фиг. 7), применение технологических штифтов для ориентации ремонтных секторов при сборке неприемлемо.Восстановление шеек коленчатого вала выполняют следующим образом.Шлифованием обрабатывают коренные шейки коленвала до диаметра 66,0 мм. Защищают и притупляют кромки масляных каналов. Устанавливают коленвал в стенд-кантователь и располагают его в вертикальном положении.На шейки устанавливают ремонтные секторы и визуально совмещают масляные каналы в шейках с отверстиями в ремонтных секторах, выравнивают зазоры в стыках и досылают ремонтные секторы вручную до полного прилегания их к шейкам. Производят предварительную приварку в точке одного конца каждого ремонтного сектора к шейке (фиг. 3-6). Для приварки применяют электродуговую сварку в среде углекислого газа, сварочную проволоку Св-08 Г 2 С ГОСТ 2246-70,01,2 мм.Устанавливают коленвал в горизонтальное положение. Поджимают ремонтные секторы к шейкам с заданным усилием при помощи приспособления, сваривают их стыки и приваривают к шейкам поочередно.В связи с наклонным положением масляных каналов в щетках при их шлифовании под ремонтные секторы выходы масляных каналов смещаются. Поэтому наблюдается их неизбежное частичное перекрытие.Если перекрытие масляных каналов приводит к уменьшению выходного сечения канала больше чем на 30 , то после закрепления ремонтных секторов на шейках сваркой производят обработку кромок выходов масляных каналов в шейках и расширяют площадь выхода с учетом перекрытия. При обработке кромок выходов масляных каналов шеек обрабатывающий инструмент (сверло, зенкер и т.д.) ориентируют по отверстию в ремонтном секторе.После сварки стыков ремонтных секторов и обработки перекрытых выходов масляных каналов шейки коленчатых валов шлифуют на заданные размеры и обрабатывают кромки масляных каналов в секторах. Производят отделочную об 258Предлагаемый способ восстановления упрощает выполнение сборочных работ и сокращает трудоемкость сборки шеек с полукольцами, исключает недопустгпиьте смещения ремонтных секторов относительно шеек при выполнении операций поджатия и сварки стыков. Кроме того, упрощен процесс расширения выходов масляных каналов шеек, частично перекрытых ремонтнымисекторами, причем обработка масляных каналов выполняется с учетом фактического несовпадения каналов и отверстий в ремонтных секторах.1. Способ восстановления шеек валов, включающий обработку изношенных и поврежденных шеек, установку на шейках ремонтных секторов,имеющих отверстия для выхода масляных каналов, прижатие их к шейкам, сварку стыков и обработку шеек с ремонтными секторами под заданный размер, отличающийся тем, что, с целью сокращения трудоемкости сборки шеек с ремонтными секторами, установку ремонтных секторов на шейках производят по масляным каналам шеек посредством быстросъемных технологических цпифтов, имеющих величину одностороннего выступания над поверхностью шеек, определяемую из соотношения 0.5 11 т, где т - толщина ремонтного сектора после обработки внутренней поверхности, включающая наименьший припуск на механическую обработку наружной поверхности 11 - одностороннее выступание технологического цпифта, а после сварки стыков ремонтных секторов технологические цпифты извлекают из масляных каналов.2. Способ по п. 1, отличающийся тем, что после установки ремонтных секторов на шейках производят предварительную приварку в точке одного конца каждого сектора к шейке и после прижатия ремонтных секторов к шейкам с заданным усилием поочередно сваривают их стыки.3. Способ по пп.1 и 2, отличающийся тем,что при частичном перекрытии ремонтными секторами выходов масляных каналов в шейках их кромки обрабатывают, ориентируя обрабатывающий инструмент по отверстиям в ремонтных секторах.
МПК / Метки
МПК: B23P 6/00
Метки: валов, способ, восстановления, дагиса, шеек
Код ссылки
<a href="https://kz.patents.su/8-258-sposob-dagisa-vosstanovleniya-sheek-valov.html" rel="bookmark" title="База патентов Казахстана">Способ Дагиса восстановления шеек валов</a>
Способ восстановления шеек валов
Номер патента: 256
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Блох Вадим Ефимович
МПК: B23P 6/00
Метки: способ, восстановления, шеек, валов
Формула / Реферат:
Изобретение относится к восстановлению деталей, в частности к способам фиксации на шейках валов различного назначения ремонтных оболочек, состоящих из двух и более частей. Целью изобретения является повышение качества восстановленных шеек за счет исключения возникновения трещин и разрушения ремонтных оболочек вследствие напряжений, создающихся из-за усадки сварочных швов. Восстановление изношенных шеек производят путем обработки их под ремонтные...
Способ восстановленя изношенных шеек валов
Номер патента: 253
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
Метки: способ, валов, шеек, восстановленя, изношенных
Формула / Реферат:
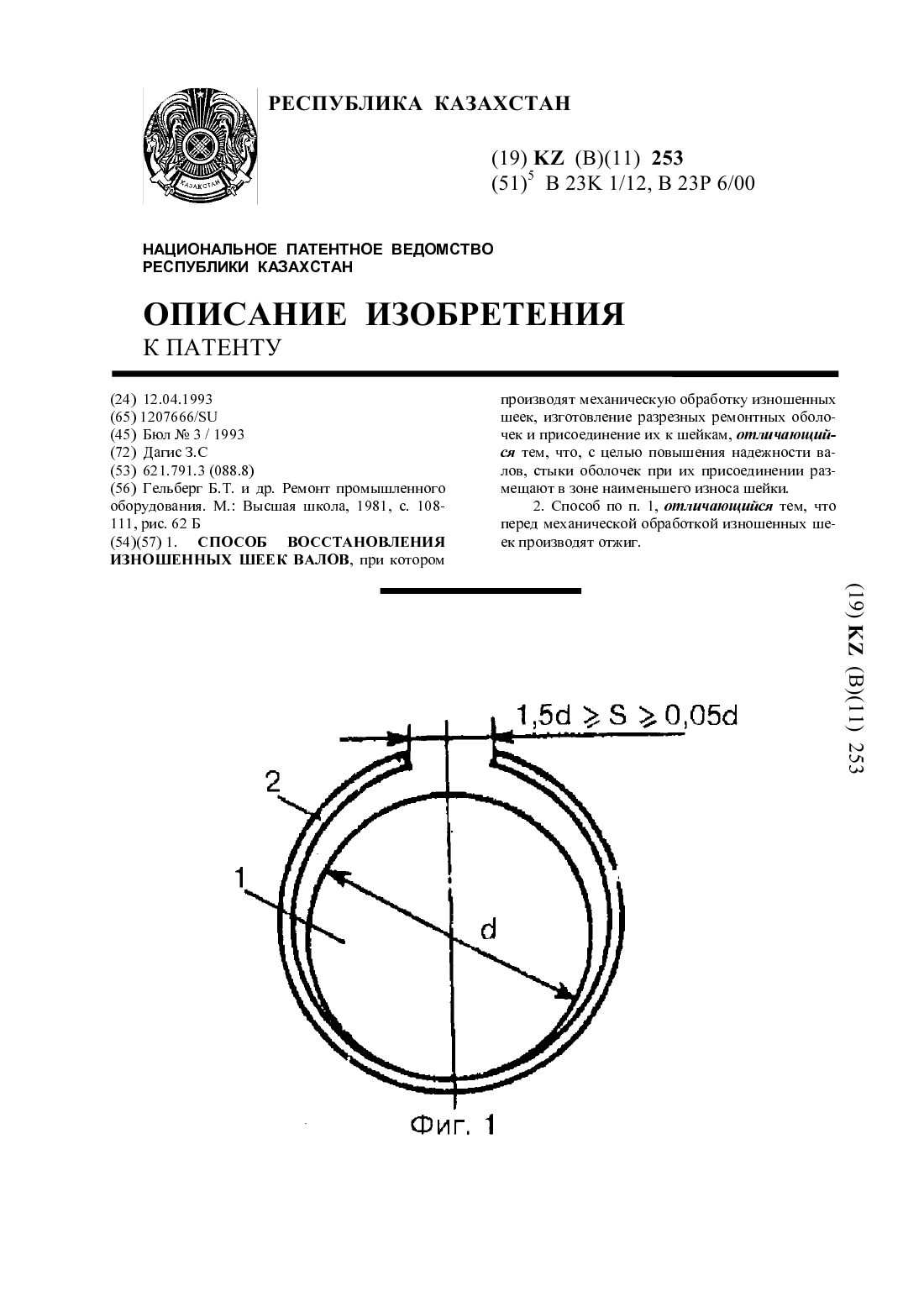
СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ, при котором производят механическую обработку изношенных шеек, изготовление разрезных ремонтных оболочек и присоединение их к шейкам, отличающийся тем, что, с целью повышения надежности валов, стыки оболочек при их присоединении размещают в зоне наименьшего износа шейки. 2. Способ по п. 1, отличающийся тем, что перед механической обработкой изношенных шеек производят отжиг.
Способ Дагиса и Блоха восстановления изношенных деталей
Номер патента: 257
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Блох Вадим Ефимович
МПК: B23P 6/00
Метки: дагиса, способ, деталей, изношенных, восстановления, блоха
Формула / Реферат:
Изобретение относится к восстановлению деталей, в частности шеек коленчатого вала. Цель изобретения - повышение надежности восстановленных деталей и упрощение технологии ремонта. Способ предусматривает установку на изношенных поверхностях дополнительных составных ремонтных деталей, стыки которых сваривают между собой и приваривают одновременно к восстанавливаемой детали. При этом перед сваркой устанавливают зазор, который обеспечивает прочность...
Устройство для прижима полуколец к цилиндрическим поверхностям Дагиса

Номер патента: 254
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
МПК: B23K 37/04, B23P 6/00
Метки: устройство, поверхностям, дагиса, цилиндрическим, прижима, полуколец
Формула / Реферат:
Изобретение относится к оборудованию для сборки сварных конструкций, в частности к переносным ручным сборочным устройствам, предназначенным для закрепления полуколец относительно друг друга на цилиндрической поверхности детали при изготовлении сварных конструкций, и может быть применено при ремонте и устранении повреждений трубопроводов различного назначения. Цель изобретения - расширение технологических возможностей, повышение...
Способ Дагиса ремонта двигателей
Номер патента: 255
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/00
Метки: способ, двигателей, дагиса, ремонта
Формула / Реферат:
Изобретение относится к способам ремонта бывших в работе комплектов деталей при ремонте машин, к технологическим процессам разборочно-сборочных работ при ремонте поршневых автотракторных двигателей и других поршневых машин, в частности, к способам необезличивания цилиндро-поршневых комплектов при ремонте. Цель изобретения - упрощение процесса ремонта, исключение повреждения деталей в процессе ремонта и сохранение коплектности бывших в...
Предыдущий патент: Способ Дагиса и Блоха восстановления изношенных деталей
Следующий патент: Машинка для стрижки животных
Случайный патент: Производные оксазолидинона, фунгицидная композиция и способ борьбы с грибковыми заболеваниями