Способ восстановленя изношенных шеек валов
Формула / Реферат
СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ, при котором производят механическую обработку изношенных шеек, изготовление разрезных ремонтных оболочек и присоединение их к шейкам, отличающийся тем, что, с целью повышения надежности валов, стыки оболочек при их присоединении размещают в зоне наименьшего износа шейки. 2. Способ по п. 1, отличающийся тем, что перед механической обработкой изношенных шеек производят отжиг.
Текст
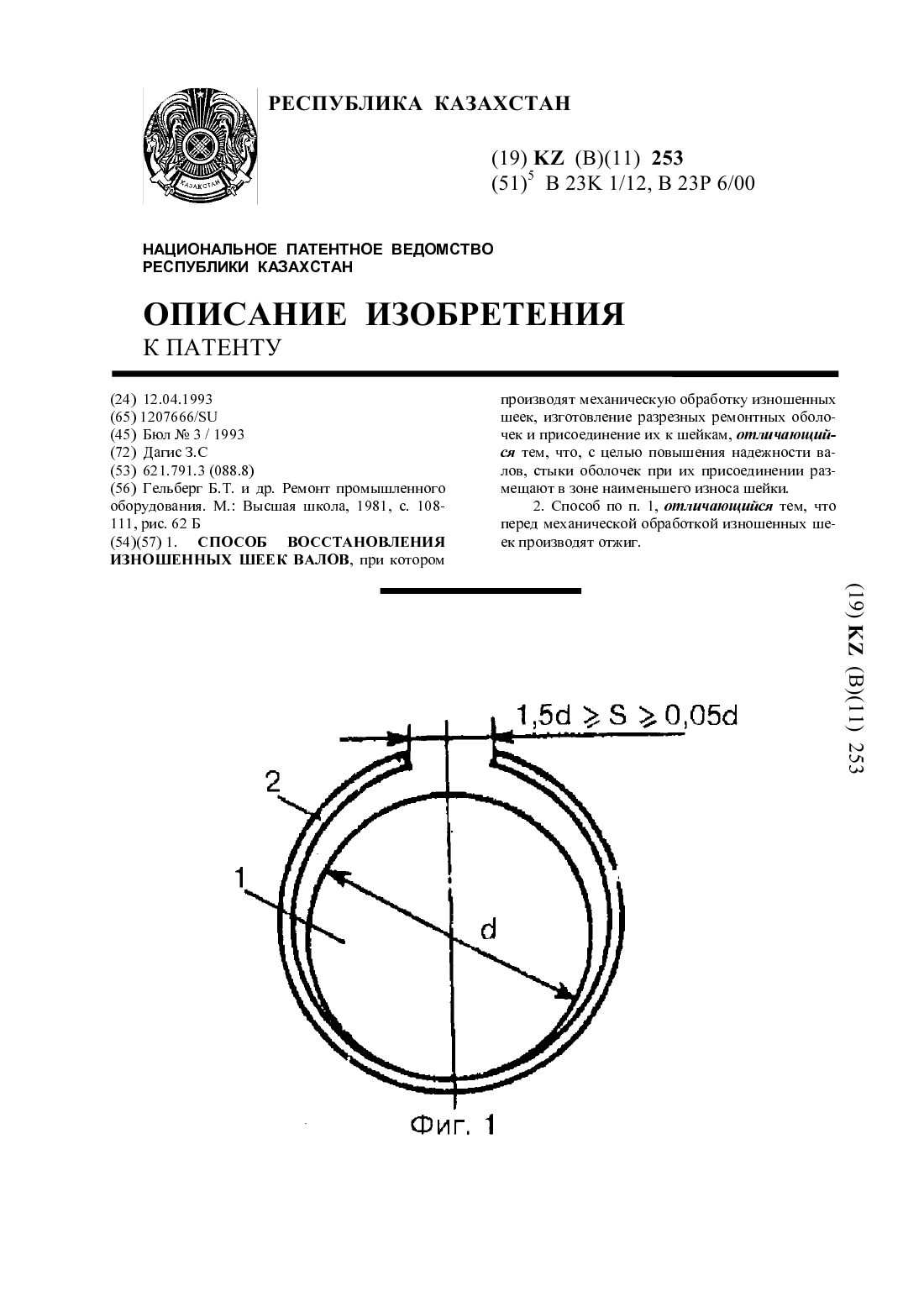
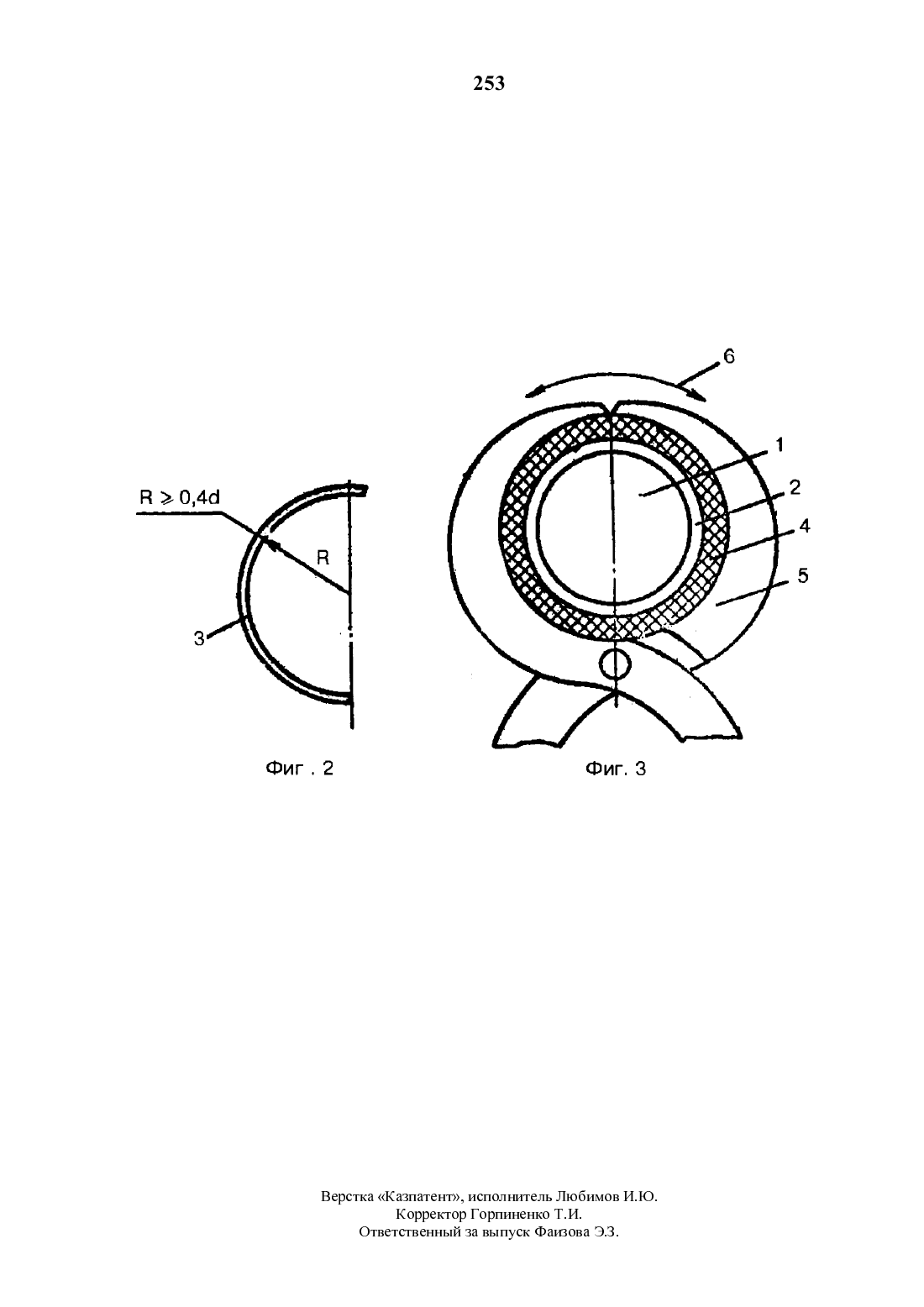
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(54)(57) 1. СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ, при которомпроизводят механическую обработку изношенных шеек, изготовление разрезных ремонтных оболочек и присоединение их к шейкам, отличающийся тем, что, с целыо повышения надежности валов, стыки оболочек при их присоединении размешают в зоне наименьшего износа шейки.2. Способ по п. 1, отличающийся тем, что перед механической обработкой изношенных шеек производят отжиг.Изобретение относится к восстановлению изношенных шеек валов установкой дополнительных деталей. Целью изобретения является повышение надежности восстановленных валов.На фиг. 1 показана оболочка, изготовленная по форме разрезной втулки на фиг. 2 - то же, изготовленная в виде разрезного полукольца на фиг. 3 - то же, прижатая к шейке при помощи приспособления.На чертежах приняты следующие обозначения 1 - шейка вала (1 -диаметр шейки вала, подготовленной для установки оболочки 2 - металлическая оболочка, выполненная в виде разрезной втулки 8 - зазор в стыке оболочки 3 - оболочка,выполненная в виде разрезного полукольца, К радиус оболочки 4 - теплостойкая прокладка приспособления, предназначенная для прижатия оболочки к шейке вала 5 - приспособление для прижатия оболочки к шейке вала, выполненное в виде клещей 6 - условное изображение возвратно-поступательного вращения оболочки относительно шейки вала после расплавления припоя.Способ включает следующую совокупность операций отжиг изношенных шеек, механическую обработку изношенной шейки перед установкой оболочки построение эпюры нагрузок,действующих на шейку вала, и определение участка поверхности шейки с наименьшей загрузкой приготовление припоя нанесение слоя припоя на оболочку и шейку сборку оболочки с шейкой,прижатие оболочки к шейке, нагрев оболочки и шейки до температуры плавления припоя уменьшение усилия прижатия оболочки и перемещение ее относительно шейки возвратновращательно совмещение оболочки и шейки в заданном положении увеличение усилия прижатия оболочки к шейке и охлаждение обработка шейки с оболочкой на номинальный размер.Пример. Коленчатый вал изготовлен из стали 65 Г. Номинальный диаметр коренной шейки 110 мм. Поле допуска на размер 0,015 мм. Длина шейки т 560,200 мм. Радиус галтели К 16,0-0,5 мм. Наименьшая предельная температура 415 С. Наибольшая допустимая кратковременная температура шейки в условиях эксплуатации 120 С. Толщина слоя припоя на сторону 2 п 0,05-0,15 мм.Определяем диаметр шейки (1 перед установкой оболочки по формулегде ф, - номинальный диаметр шейки по чертежам, 206 Щ - общий припуск на обработку шейки перед установкой оболочки на сторону.Определяем общий припуск на диаметре шейки по формуле22 обш(22 щ 22 п 2 е) (1 4- 1 6) где Д, - предельный износ поверхности на сторону, равныйгде 1 - коэффициент предельного износа шейки (110-4) (чем точнее изготовлена шейка,тем больше величина коэффициента К).б - допуск на диаметр шейки2 - толщина слоя припоя на стороныСогласно изобретению оболочки изготавливают как из однородного, так и из биметаллического листового или полосового материала, который состоит из слоя материала, обладающего хорошей смачиваемостью припоем, и слоя особо износостойкого материала в заданных условиях.При восстановлении шеек установкой биметаллической оболочки общий припуск на обработку изношенной шейки определяют по формуле22 6 Щ(22 щ 222 е) (1,41,6)22, где 20 - толщина слоя ленты, обладающего улучшенной смачиваемостью припоем.В данном примере общий припуск на механическую обработку шейки определяют по формуле (2)Общий припуск (Ддщ) отсчитывают от номинального размера в тело шейки. По формуле(1) определяют, что диаметр коренной шейки перед установкой оболочки равен 109 мм.Ориентировочно толщину оболочки 11 находят по следующей формулеЬ 2 о 6 шАМ мм, где АМ - общий односторонний припуск на механическую обработку шейки после соединения оболочки с шейкой.Для обработки шлифованием принимаем АМ в пределах 0,2-1,0 мм. Для данного примера принимают АМ 0,6 мм. По формуле (4) находят,что общая толщина оболочки должна быть равной 11 1,1 мм.Размеры заготовки для оболочки определяют по следующим формулам.Длина заготовки для оболочки после стыков равнаа т (с 12,0 Д), мм, где (1 - диаметр шейки, подготовленной для установки оболочки2 - толщина слоя припоя между шейкой и оболочкой.Для шеек с одной галтелью 1 т - 2111, мм, где т - длина шейки по чертежу, мм, К - радиус , мм.Оболочка выполняется в виде разрезного кольца или разрезного полукольца, Цилиндрические оболочки изготавливают с зазором в стыке, равным или больше 0,05 диаметра шейки и меньше 1,5 (1 (фиг. 1). Оболочки, выполненные в виде полуколец, имеют кривизну по внутренней поверхности, радиус которой К равен или больше 0,4 диаметра шейки.Припой выбирают с учетом температуры нагрева шейки в условиях эксплуатации. Температура распайки должна быть не менее, чем на 40 процентов больше наибольшей допустимой температуры нагрева шейки в условиях эксплуатации. Для увеличения качества и надежности восстановленных валов (уменьшения термического влияния на деталь, повышения температуры работы паянного соединения и получения возможности повторного восстановления валов) применяют припой, в котором в процессе пайки при охлаждении, а также после пайки происходят изменения, приводящие к заметному увеличению температуры распайки соединения по сравнению с температурой пайки, Для получения равномерной, заданной толщины слоя припоя в соединении и интенсификации разрушения окисных пленок в расплавленный припой перед нанесением его на шейки и оболочку добавляют металлический, тугоплавкий смачиваемый припоем микропорошок (например,медный), зернистость которого выбирают по величине заданного зазора между оболочкой и шейкой. В данном примере наибольшие размеры частиц порошка не должны превышать 0,1 мм, а наименьший размер частиц ориентировочно 0,05 мм.Для добавления в припой применяют металлический порошок, способствующий увеличению температуры распайки.Шейки валов в машинах обычно воспринимают нагрузки, изменяющиеся по величине. Причем, например, на шейках коленчатых валов, действуют закономерно изменяющиеся силы. Шейкиимеют нагруженные участки поверхности и разгруженные. Для обеспечения более надежной работы восстановленных шеек валов целесообразно стыки концов свертных втулок размещать на участках шеек, воспринимающих наименьшие усилия.Для определения этих участков строят эпюру сил, действующих на шейку вала. Участки поверхности шеек, воспринимающие наименьшую нагрузку по эпюре, отмечают поверхности вала,прилежащих к шейке. Поэтому для соединения оболочек с шейками коленчатых валов можно применять легкоплавкие оловянно-свинцовые припои, содержащие элементы, повышающие температуру распайки.Пайку производят следующим образом.Лудят соединяемые поверхности заготовок оболочек и шеек. Для этого очищают шейки и поверхности оболочек от загрязнений, обезжиривают в растворе каустической соды, подогретой до 80 С. После обезжиривания промывают горячей водой. Промытую поверхность смазывают травленной цинком соляной кислотой (раствором хлористого цинка). Нагревают шейки и оболочки до температуры кипения кислоты, кладут на поверхность куски припоя, затем поверхность посыпают нашатырем (хлористым аммонием) и растирают жидкий припой паклей до получения на поверхности равномерного слоя припоя в виде полуды. После лужения толщина слоя припоя на поверхностях шейки и оболочки должна быть не менее заданной толщины. Заготовки оболочек,покрытых припоем, изготавливают в запас.Устанавливают оболочку 2 на шейку 1, а затем в приспособление 5 (фиг. 3) и прижимают к шейке. Нагревают оболочку и шейку до температуры расплавления припоя. Для улучшения качества слоя уменьшают усилие прижатия оболочки к шейке и перемещают 5-6 раз оболочку с приспособлением возвратно-поступательно относительно шейки (позиция 6 на фиг. 3). Совмещают стык оболочки с наименее нагруженным участком шейки. Увеличивают усилие прижатия оболочки к шейке. Охлаждают шейки вала, обдувая воздухом, или без обдува.Для получения заданного размера шейки с высокой точностью ее обрабатывают, например,шлифованием.Верстка Казпатент, исполнитель Любимов И.Ю. Корректор Горпиненко Т.И. Ответственный за выпуск Фаизова Э.3.
МПК / Метки
Метки: способ, шеек, изношенных, восстановленя, валов
Код ссылки
<a href="https://kz.patents.su/4-253-sposob-vosstanovlenya-iznoshennyh-sheek-valov.html" rel="bookmark" title="База патентов Казахстана">Способ восстановленя изношенных шеек валов</a>
Способ изготовления полумаски респиратора
Номер предварительного патента: 208
Опубликовано: 30.12.1993
Авторы: Колпаков Юрий Евгеньевич, Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич
МПК: A62B 18/02
Метки: респиратора, изготовления, полумаски, способ
Формула / Реферат:
Изобретение относится к средствам индивидуальной защиты органов дыхания рабочих различных отраслей народного хозяйства. Способ заключается в предварительном нагреве листового материала, с последующей фиксацией по контуру заготовок оболочек полумаски, подводом матрицы и объемном формовании пуансоном заготовок оболочек под давлением с термофиксацией волокон, шаговом перемещении листового материала, сборке полумаски, совместной вырубки не менее...
Пояс
Номер предварительного патента: 126
Опубликовано: 20.12.1993
Авторы: Тулеубаева Гульшат Фатиховна, Бусаева Елена Леонидовна, Герасименко Владимир Георгиевич
МПК: A61H 1/02
Метки: пояс
Формула / Реферат:
Изобретение относится к медицине, а именно к травматологии, ортопедии и общей хирургии, и может найти применение при эндопротезировании тазобедренного сустава. В эндопротезе шейки и ножки бедренной кости, содержащем шейку и соединенную с ней под углом 135° бедренную ножку, шейка эндопротеза выполнена в виде полого цилиндра с ребрами жесткости по наружной поверхности и резьбой на внутренней поверхности, в которую ввинчен сердечник с возможностью...
Способ сварки разнотолщинных деталей из полиолефинов
Номер патента: 169
Опубликовано: 20.12.1993
Авторы: Побединский Сергей Алексеевич, Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич
МПК: B29C 65/02
Метки: способ, разнотолщинных, деталей, полиолефинов, сварки
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты. Способ сварки разнотолщинных деталей из полиолефинов заключается в размещении литой и пленочной детали на кондукторе внахлест, сдавливании деталей в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагреве указанной зоны. Новым в способе сварки является то, что перед...
Предыдущий патент: Штамп Дагиса для горячего деформирования
Следующий патент: Устройство для прижима полуколец к цилиндрическим поверхностям Дагиса
Случайный патент: Способ агломерации металлических частиц и металлические частицы с улучшенными свойствами