Штамп Дагиса для горячего деформирования
Формула / Реферат
Использование: гибка штучных заготовок с обеспечением одновременно горячей гибки и закалки деталей из заготовок средней и высокоуглеродистой листовой стали. Сущность изобретения: штамп содержит сменные полые пуансон и матрицу, причем матрица выполнена с глухой рабочей поверхностью, направляющими упорами для заготовок, дополнительными подводящими и отводящими штуцерами и рядом отверстий, связанных лабиринтно друг с другом и со штуцерами. Пуансон и матрица соединены гибким трубопроводом.
Текст
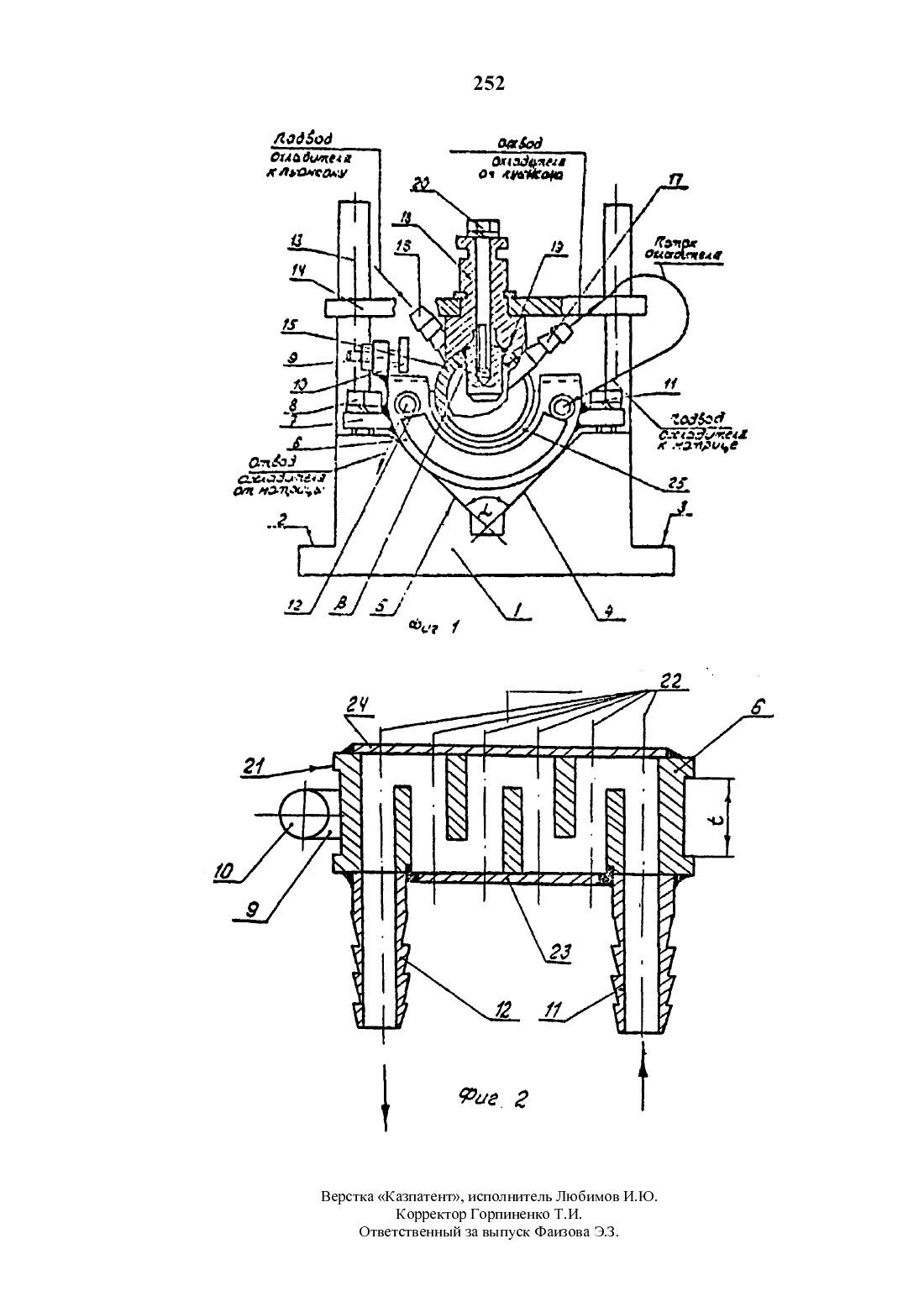
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАНАтлас схем. М. Машиностроение, 1975, с.143, калки деталей из заготовок средней-и высокоуглеродистой листовой стали. Сущность изобретения штамп содержит сменные полые пуансон и матрицу, причем матрица выполнена с глухой рабочей поверхностью, направляющими упорами для заготовок, дополнительными подводящими и отводящими ШгуЦерами и рядом отверстий, свя фиг. 296 занных лабиринтно друг с другом и со штуцера(54) ШТАМП ДАГИСА ДЛЯ ГОРЯЧЕГО ДЕ- ми. Пуансон и матрица соединены гибким трубоФОРМИРОВАНИЯ проводом.(57) Использование гибка штучных заготовок с обеспечением одновременно горячей гибки и за 292 (1 та) 21(61)Изобретение относится к кузнечноштамповому производству и может быть использовано при горячей штамповке, в частности, заготовок ремонтных деталей для восстановления изношенных деталей на ремонтных предприятиях из стальных штучных листовых заготовок.В современном кузнечно-штамповом производстве применяют неперестраиваемые штампы для горячей штамповки изделий из листовых заготовок, снабженные системами охлаждения пуансонов (Бойцов В.В., Трофимов И.Д. Горячая штамповка. М. Высшая школа, 1978, с. 251-253,256, 257, рис. 180 и 186Известные непереналаживаемые штампы позволяют производить горячую штамповку деталей из стальных штучных заготовок.Известен также непереналаживаемый штамп для горячей вытяжки деталей из штучных заготовок листового стального проката с охлаждаемой центральной частью пуансона (Мещерин В.Т. Листовая штамповка Атлас схем. М. Машиностроение, 1975, с. 113, рис. 296).Известные штампы для горячей гибки не являются переналаживаемыми, в них не предусмотрена возможность быстрой, нетрудоемкой замены пуансонов и матриц. В матрицах штампов не имеется каналов для их равномерного охлаждения,или охлаждающие системы не обеспечивают равномерного охлаждения формообразующих поверхностей.Поэтому не представляется возможным совместить горячую штамповку с закалкой и этим расширить технологические возможности штампа.В известных штампах регулируемые и нерегулируемые упоры штучных заготовок прикреплены к плитам. Поэтому при смене матриц требуется их дополнительная регулировка, что увеличивает трудоемкость и сложность работ при замене матриц и пуансонов.Конструкция посадочных гнезд матриц в штампах и пуансонов затрудняет замену матриц и пуансонов и увеличивает трудоемкость операции.Целью изобретения является расширение технологических возможностей штампа за счет дополнительного охлаждения матрицы, упрощение процесса смены матриц и пуансонов, упрощения эксплуатации штампов преимущественно для гибких стальных штучных листовых заготовок.Матрица выполнена с глухой рабочей поверхностью, направляющими упорами для заготовок, дополнительными подводящими и отводящими штуцерами и рядом отверстий с размещенными параллельно рабочей поверхности матрицы осями, связанных лабиринтно одно с другим и с полостями дополнительных штуцеров, а отводя 252щий штуцер пуансона связан с подводящим штуцером матрицы трубопроводом.На фиг. 1 изображен предлагаемый штамп на фиг. 2 - сменная матрица, развертка сечения (т ширина паза для установки заготовки детали).Штамп для горячего деформирования преимущественно штучных заготовок содержит нижнюю плиту, охлаждаемую сменную матрицу,охлаждаемый сменный пуансон, направляющие колонки, верхнюю плиту, гибкие трубопроводы(шланги), соединяющие полости пуансона и матрицы.Нижняя плита 1 снабжена выступами 2 и 3 для крепления ее к столам прессов. В нижней плите 1 выполнено открытое образованное двумя опорными плоскостями 4 и 5 углублениями в форме призмы (матрицедержатель) для установки и закрепления матрицы 6. Плоскости 4 и 5 расположены под углом а, равным, например, 90.Сменная матрица 6 имеет цилиндрическую наружную поверхность. Внутренняя формообразующая поверхность матрицы может быть открытой цилиндрической (как в данном случае). На матрице 6 установлены кронштейны 7, предназначенные для закрепления ее на нижней плите винтами 8, и кронштейн 9 регулируемого упора 10, определяющего положение заготовок деталей перед штамповкой. Матрица снабжена штуцерами 11, 12 для подвода охладителя и отвода его от матрицы, К нижней плите 1 прикреплены направляющие колонки 13 верхней плиты 14, обеспечивающие необходимое возвратно-поступательное движение пуансону 15 в заданном положении. Последний выполнен в виде полого цилиндра, закрытого с торцов крышками. К торцовым крышкам прикреплены штуцеры 16 и 17, предназначенные для подвода и отвода от пуансона охладителя (воды, сжатого воздуха, специальных жидкостей и т.д.). Формообразующая поверхность пуансона, кроме цилиндрической, может иметь и другую форму, соответствующую форме матрицы.Пуансон 15 снабжен хвостовиком 18, который закреплен в верхней плите 14. Хвостовик 18 имеет посадочное гнездо для пуансона в виде двух пересекающихся под заданным углом В плоскостей 19 (как показано на фиг. 1).Плоскости 19 образуют открытое призматическое посадочное место для пуансона 15. Пуансон 15 прикреплен к хвостовику 18 винтом 20,Угол В между плоскостями 19 в данном случае выбран равньпи 120.Выходной штуцер 17 для охладителя пуансона 15 соединен с выходным штуцером 11 матрицы 6 гибким трубопроводом, длина которого позволяет перемещать пуансон как в верхнее, так и в нижнее положение.Последовательное соединение охлаждающей полости пуансона с системой каналов матрицы упрощает регулировку потока охладителя подво 5да и слив охладителя, улучшает качество работы штампа по сравнению со случаем раздельного подвода охлаждающей среды к пуансону и матрице.Матрица 6 дополнительно снабжена нерегулируемыми упорами 21 и системой каналов 22(фиг. 2), которые расположены в теле матрицы параллельно формообразующей поверхности матрицы и охватывают всю ее рабочую поверхность. С торцов матрицы охлаждающие каналы 22 закрыты крышками 23 и 24. В результате образуется лабиринт для движения охлаждающей среды, охватывающий равномерно всю формообразующую поверхность матрицы.Призматические посадочные поверхности в нижней плите 1 и в хвостовике 18 пуансона 15 обеспечивают быструю легкую смену матриц и пуансонов без дополнительных регулировок положения, причем исключено их застревание в гнездах и держателях. Расположение и закрепление упоров, определяющих положение заготовок на съемных матрицах, также упрощает процесс замены матриц и сокращает трудоемкость работ,обеспечивает легкость сборочно-разборочных работ при обслуживании и эксплуатации, так как расположение упоров на матрице требует их регулировки только один раз при первой настройке штампа на заготовку.При подготовке к работе устанавливают штампы на пресс, соединяют хвостовик 18 пуансона 15 со штоком пресса, а нижнюю плиту 1 прикрепляют к столу пресса. Включают подачу охлаждающей среды в пуансон 15 и матрицу 6. Поднимают пуансон в верхнее положение и устанавливают в упорах 10 и 21 матрицы и штучно нагретую заготовку детали 25 (фиг. 1), например полукольца. Посылают пуансон 15 до упора в матрицу 6. Пуансон 15 изгибает заготовку, и она принимает форму полукольца 25.Если требуется выполнить гибку средне- и высокоуглеродистых стальных полуколец с одновременной закалкой, заготовки нагревают несколько больше закалочной температуры с учетом их охлаждения в процессе установки заготовок в штампе. При штамповке производят выдержку детали в штампе на 20-30 с, этим обеспечивают ее охлаждение и закалку в зажатом состоянии между пуансоном и матрицей. Поднимают пуансон и удаляют из матрицы деталь. Ориен 252тировочно наибольшая толщина заготовки из листовой стали 5 мм.Смену матрицы и пуансона выполняют следующим образом. Отсоединяют хвостовик 18 от штока пресса. Вывертывают винт 20 и снимают пуансон 15. Вместо снятого пуансона устанавливают пуансон других размеров и крепят его в хвостовике 18 винтом 20. Соединяют хвостовик со штоком пресса и поднимают пуансон в верхнее положение. Отворачивают винты 8, крепящие матрицу 6 к нижней плите. Снимают и устанавливают в нижнюю плиту другую матрицу и крепят ее винтами 8 к нижней плите.При смене матрицы 6 и пуансона 15 отсоединение гибкого трубопровода (шланга) от штуцеров 17 и 11 не требуется.Изобретение расширяет технологические возможности штампа за счет равномерного охлаждения всей формообразующей поверхности. Возникает возможность одновременно со штамповкой производить закалку деталей из листовой средне- и высокоуглеродистой стали. Повышается точность размеров заготовок деталей, требующих термообработки. Упрощается конструкция штампа, уменьшается трудоемкость и облегчается замена матриц и пуансонов, уход за штампами, их регулировка и ремонт.Штамп для горячего деформирования штучных, преимущественно листовых, заготовок, содержащий верхнюю плиту, размещенный на ней сменный полый пуансон с рабочей поверхностью,нижнюю плиту со сменной матрицей и матрицедержателем и систему охлаждения пуансона в виде закрепленных на пуансоне подводящего и отводящего штуцеров для охлаждающей жидкости, отличающийся тем, что, с целью расширения технологических возможностей за счет охлаждения матрицы, преимущественно при гибке штучных листовых заготовок, матрица выполнена с глухой рабочей поверхностью, направляющими упорами для заготовок, дополнительными подводящими и отводящими штуцерами и рядом отверстий, причем оси отверстий параллельны рабочей поверхности матрицы, связанных лабиринтно одно с другим и с полостями дополнительных штуцеров, а отводящий штуцер пуансона связан с подводящим штуцером матрицы трубопроводом.Верстка Казпатент, исполнитель Любимов И.Ю. Корректор Горпиненко Т.И. Ответственный за выпуск Фаизова Э.3.
МПК / Метки
МПК: B21D 7/02
Метки: штамп, горячего, дагиса, деформирования
Код ссылки
<a href="https://kz.patents.su/4-252-shtamp-dagisa-dlya-goryachego-deformirovaniya.html" rel="bookmark" title="База патентов Казахстана">Штамп Дагиса для горячего деформирования</a>
Устройство для изготовления полупустотелых заклепок
Номер предварительного патента: 138
Опубликовано: 20.12.1993
Авторы: Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич, Сидоров Геннадий Михайлович
МПК: B21K 1/60
Метки: изготовления, полупустотелых, устройство, заклепок
Формула / Реферат:
Изобретение относится к устройствам для изготовления изделий штамповкой, предназначено для изготовления полупустотелых заклепок и может быть применено в машиностроительных производствах. Устройство для изготовления полупустотелых заклепок из проволоки содержит станину с зафиксированной на ней плитой, имеющей отрезную матрицу и высадочную матрицу с прошивным пуансоном и средством для удаления заклепок, нож с накладными прижимными лапками, а также...
Устройство для сварки деталей из полиолефинов
Номер патента: 170
Опубликовано: 20.12.1993
Авторы: Непомнящий Аркадий Самуилович, Колпаков Юрий Евгеньевич, Солдатенко Леонид Анатольевич
МПК: B29C 65/18
Метки: деталей, полиолефинов, сварки, устройство
Формула / Реферат:
Изобретение относится к области сварки пластмасс и деталей из полиолефинов. Устройство для сварки деталей из полиолефинов содержит установленный на станине многопозиционный стол с приводом, подвижную траверсу, на которой установлены сварочные блоки по числу сварных швов, привод перемещения траверсы в вертикальной плоскости, механизм съема деталей в приемный бункер. Новым в устройстве является то, что каждый сварочный блок выполнен в виде двух...
Способ изготовления полумаски респиратора
Номер предварительного патента: 208
Опубликовано: 30.12.1993
Авторы: Сидоров Геннадий Михайлович, Колпаков Юрий Евгеньевич, Солдатенко Леонид Анатольевич
МПК: A62B 18/02
Метки: полумаски, способ, респиратора, изготовления
Формула / Реферат:
Изобретение относится к средствам индивидуальной защиты органов дыхания рабочих различных отраслей народного хозяйства. Способ заключается в предварительном нагреве листового материала, с последующей фиксацией по контуру заготовок оболочек полумаски, подводом матрицы и объемном формовании пуансоном заготовок оболочек под давлением с термофиксацией волокон, шаговом перемещении листового материала, сборке полумаски, совместной вырубки не менее...
Предыдущий патент: Устройство для очистки труб
Следующий патент: Способ восстановленя изношенных шеек валов
Случайный патент: Гидроксикверцетин, проявляющий радиопротекторные свойства и способ его получения