Способ термофрикционной обработки плоскости и конструкция диска трения
Номер инновационного патента: 22998
Опубликовано: 15.10.2010
Авторы: Имашева Кульжан, Бузауова Тоты Мейрбековна, Жетесова Гульнара Сантаевна, Аликулов Джавлан Ергешович, Муравьев Олег Павлович, Уалиев Дани Шайтмахметович, Шеров Карибек Тагаевич
Формула / Реферат
Предлагаемое изобретение относится к металлообрабатывающей промышленности, в частности к способам механической обработки резанием плоскости металлических заготовок дисками трения.
Задачей изобретения является повышение эффективности процесса термофрикционной обработки плоскости и качества обработанной поверхности металлических изделий, а также повышение износостойкости диска трения.
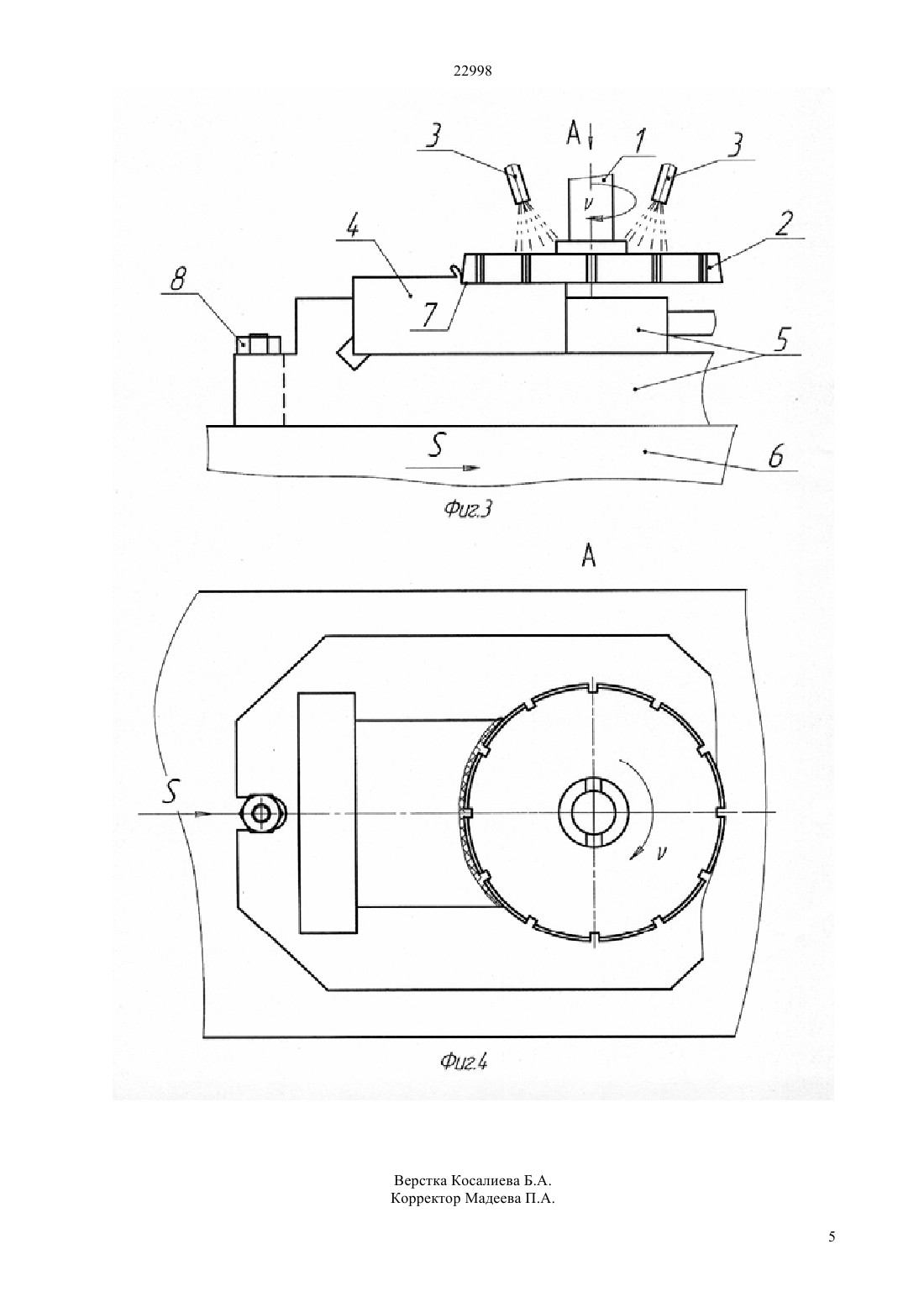
Способ термофрикционной обработки плоскости металлических заготовок, включающий подачу заготовки относительно вращающегося диска, отличающийся тем, что на поверхность диска трения относительно его оси с двух сторон подают смазочно-охлаждающую жидкость.
Диск трения для термофрикционной обработки плоскости, содержащий гладкие рабочие поверхности, отличающийся тем, что на перифериях диска выполнены специальные выемки для подачи смазочно-охлаждающей жидкости на контактную зону.
Техническим результатом изобретения является следующие:
Повышение эффективности термофрикционной обработки за счет изменения конструкции инструмента (Ди ≤ 300 мм и выполненные специальные выемки) и снижения энергетического затрата на осуществление обработки (Nэ ≈ 3...7 квт );
Повышение качества термофрикционной обработки, обеспечением шероховатости обработанной поверхности Ra = 3,2...1,25 мкм, соответствующие чистовой обработке плоскости;
Повышение долговечности и износостойкости диска трения (Т ≤ 1000 мин) за счет изменения конструкций диска трения и охлаждения диска трения смазочно-охлаждающей жидкостью в процессе работы.
Текст
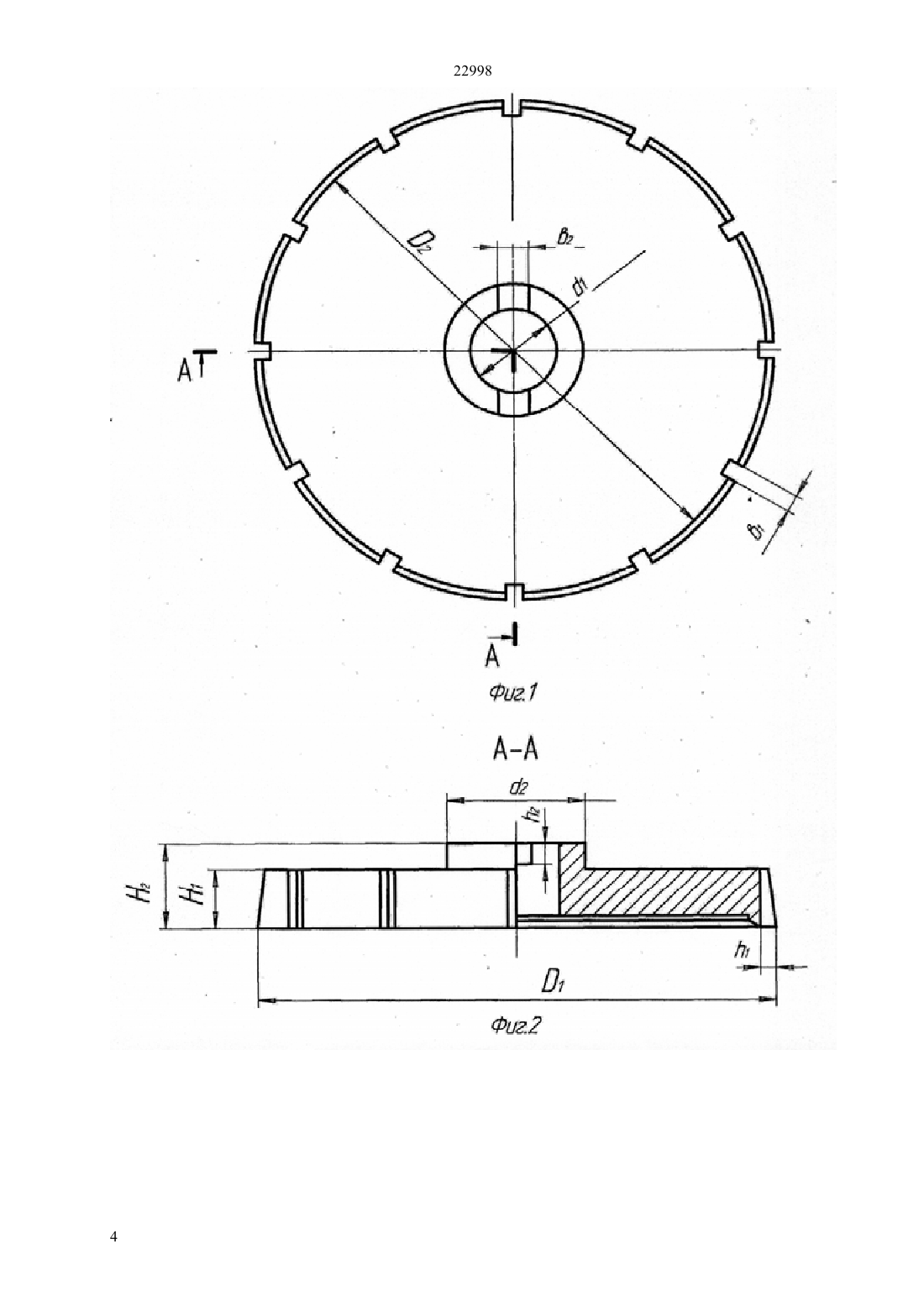
(51) 23 45/26 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ поверхности металлических изделий, а также повышение износостойкости диска трения. термофрикционной обработки 1. Способ плоскости металлических заготовок, включающий подачу заготовки относительно вращающегося диска, отличающийся тем, что на поверхность диска трения относительно его оси с двух сторон подают смазочно-охлаждающую жидкость. 2. Диск трения для термофрикционной обработки плоскости, содержащий гладкие рабочие поверхности, отличающийся тем, что на перифериях диска выполнены специальные выемки для подачи смазочно-охлаждающей жидкости на контактную зону. Техническим результатом изобретения является следующие 1. Повышение эффективности термофрикционной обработки за счет изменения конструкции инструмента (Ди 300 мм и выполненные специальные выемки) и снижения энергетического затрата на осуществление обработки (э 37 квт ) 2. Повышение качества термофрикционной обработки,обеспечением шероховатости обработанной поверхности 3,21,25 мкм,соответствующие чистовой обработке плоскости 3. Повышение долговечности и износостойкости диска трения (Т 1000 мин) за счет изменения конструкций диска трения и охлаждения диска трения смазочно-охлаждающей жидкостью в процессе работы.(72) Шеров Карибек ТагаевичАликулов Джавлан ЕргешовичЖетесова Гульнара СантаевнаМуравьев Олег ПавловичУалиев Дани ШайтмахметовичБузауова Тоты МейрбековнаИмашева Кульжан(73) Республиканское государственное казенное предприятие Карагандинский государственный технический университет Министерства образования и науки Республики Казахстан(56) Зарубицкий Е.У. Термофрикционная обработка деталей//Машиностроитель. 1987 г.11, стр.30-31 Талантов Н.В., Зарубицкий Е.У., Костина Т.П. Влияние материала и геометрических параметров на стойкость инструмента при термофрикционной обработке сталей.// Обработка деталей машин резанием. Сборник трудов. Волгоград. 1986 г. стр.125-129(54) СПОСОБ ТЕРМОФРИКЦИОННОЙ ОБРАБОТКИ ПЛОСКОСТИ И КОНСТРУКЦИЯ ДИСКА ТРЕНИЯ(57) Предлагаемое изобретение относится к металлообрабатывающей промышленности,в частности к способам механической обработки резанием плоскости металлических заготовок дисками трения. Задачей изобретения является повышение эффективности процесса термофрикционной обработки плоскости и качества обработанной 22998 Предлагаемое изобретение относится к металлообрабатывающей промышленности,в частности к способам механической обработки резанием плоскости металлических заготовок дисками трения. Известен способ термофрикционной обработки плоских стальных заготовок,который осуществляется путем сообщения движения заготовки относительно вращающегося гладкого режущего диска(Зарубицкий Е.У. Термофрикционная обработка деталей//Машиностроитель. - 1989. -11. -с. 3031). Недостатками выше указанного способа является следующие- низкое качество обработки,способом обеспечивается шероховатость 80-40 мкм соответствующая черновой обработке плоскости- большие энергетические затраты э 1020 квт Известен диск трения для термофрикционной обработки плоскости, содержащий гладкие рабочие поверхности (Талантов Н. В., Зарубицкий Е. У.,Костина Т. П. Влияние материала и геометрических параметров на стойкость инструмента при термофрикционной обработке сталей. // Обработка деталей машин резанием. Сборник научных трудов. Волгоград-1986 г. стр. 125-129) который изготовляется из сталей 45, 50, 65 Г. Недостатком является следующее чрезмерно большой диаметр диска Ди 500 мм и соответственно большая масса инструмента, приводящая к повышению жесткости шпиндельного узла станка недостаточное охлаждение режущего диска, которое осуществляется воздушным потоком,создаваемым вращающимся диском, что приводит к появлению трещин на периферии диски из-за его перегрева и последующих циклов расширения и сжатия.- износ передней поверхности диска при высокоскоростном трении из-за потери механических свойств, адгезией и налипанием на переднюю поверхность сильно нагретых и оплавленных частиц обрабатываемого материала. низкий период стойкости диска трения Т 500 мин. Задачей изобретения является повышение эффективности процесса термофрикционной обработки плоскости и качества обработанной поверхности металлических изделий, а также повышение износостойкости диска трения. Сущность изобретения достигается тем, что в предлагаемом способе термофрикционной обработки плоскости металлических заготовок,включающем подачу заготовки относительно вращающегося диска трения, подачу смазочноохлаждающей жидкости на поверхность диска трения относительно его оси с двух сторон для охлаждения инструмента и подачу смазочноохлаждающей жидкости через специальные выемки,выполненные на перифериях диска трения для непосредственного охлаждения контактной зоны,2 инструмент-заготовка, где происходит процесс резания при обработке. Подача смазочно-охлаждающей жидкости на поверхность диска трения относительно его оси из двух сторон осуществляет постоянное охлаждение диска трения, а подача смазочно-охлаждающей жидкости, через специальные выемки, выполненные на перифериях диска трения, непосредственно в зону резания локализует тепловое поле, что позволяет перевести внешнее трение между инструментом и обрабатываемым материалом во внутреннее. За счет локализации теплового поля увеличивается градиент температуры. Тепло в зоне деформации выделяется непосредственно в контакте, а также в слоях, лежащих под ним. При этом тонкий поверхностный слой металла, лежащий перед диском,будет подвергнут термоциклированию с заданной частотой, что вызовет образование микротрещин в этом слое и облегчит работу разрушения. Увеличение температуры в слоях лежащих под поверхностью резания приведет к уменьшению твердости. Последнее сокращает энергетические затраты на осуществление обработки (э 37 квт). На фиг. 1 и фиг. 2 показаны эскиз конструкции диска трения. На фиг. 1 показан вид сверху. На фиг. 2 показан разрез А-А. где, Д 1, Д 2 - наружные диаметры Н 1, Н 2 - высота инструмента 1 -внутренний посадочный диаметр 2 - наружный диаметр в 1 - ширина выемки 1 глубина выемки в 2 - ширина паза 1 - глубина паза. На фиг. 3 и фиг. 4 показаны схема термофрикционной обработки плоскости. На фиг. 3 показан вид спереди. На фиг. 4 показан вид сверху. где, шпиндель станка - 1 диск трения - 2 трубки для подачи смазочно-охлаждающей жидкости-3 обрабатываемая заготовка - 4 приспособления для закрепления заготовки-5 стол станка-6 контактная площадка, диск трения - заготовка, где происходит процесс резания-7 болт с гайкой для зажима приспособления к столу станка - 8. Обработка предлагаемым способом осуществляется в следующей последовательности. Диск трения 2 закрепляют на шпинделе 1 вертикально-фрезерного станка по типу торцовых фрез. Заготовку 4 закрепляют в приспособлении 5 установленного и закрепленного к столу 6 станка болтом с гайкой 8. Заготовке, закрепленной в приспособлении установленного на столе станка,сообщают поступательное движение подачиотносительно вращающегося со скоростьюдиска трения. На поверхность диска трения, снабженного на перифериях специальными выемками, подают смазочно-охлаждающую жидкость с двух сторон, с помощью двух трубок 3, относительно оси диска трения. При этом смазочно-охлаждающая жидкость,попадая на поверхность диска трения,распространяется по нему, охлаждая диск трения и принимая его скорость. Под действием центробежной силы смазочно-охлаждающая жидкость перемещается к периферии диска трения и попадает через специальные выемки 22998 непосредственно на контактную площадку 7, где происходит процесс резания. Пример. На вертикально фрезерном станке модели 1050 были проведены 12 опытов с поочередной повторной обработкой трех заготовок из стали 45 длиной 350 мм и шириной 200 мм. Применялся диск трения (фиг. 1, 2.) изготовленный из стали 50 Г, диаметром Д 1300 мм и высотой 135 мм. На перифериях диска были выполнены специальные выемки глубиной 19 мм и шириной в 110 мм. В процессе обработки на поверхность диска трения относительно его оси с двух сторон была подана смазочно-охлаждающая жидкость для охлаждения диска трения и через специальные выемки, выполненные на перифериях диска трения была подана смазочно-охлаждающая жидкость для непосредственного охлаждения контактной зоны,где происходит процесс резания. Обработка заготовок выполнялась при режимах частота вращения шпинделя 2000-2500 об/мин скорость диска трения 30-40 м/с подача заготовки 250-280 мм/мин снимаемый припуск 1-3 мм. Были получены следующие результаты параметр шероховатости обработанных поверхностей 3,21,25 мкм глубина упрочненного слоя 0,20,5 мм. Во всех опытах диск трения абсолютно не нагревался и трещины на рабочих поверхностях не были обнаружены. В результате проведенных исследований установлено, что диск трения при обработке стали 45, имеет стойкость до 1000 мин. Результат испытаний предложенного способа термофрикционной обработки плоскости металлических заготовок подтверждает,что смазочно-охлаждающая жидкость отбирает достаточное количество тепла у тела диска трения и не вызывает напряжения сжатия - растяжения,приводящие к появлению трещин на рабочей поверхности диска трения, а также не наблюдался налипание на переднюю поверхность диска трения сильно нагретых и оплавленных частиц обрабатываемого материала. Это повышает долговечность и износостойкость диска трения,поскольку, во избежание отрыва от него крупных частиц металла, диски выбраковывают при появлении двух близко расположенных трещин. Техническим результатом изобретения является следующие 1. Повышение эффективности термофрикционной обработки за счет изменения конструкции инструмента (Ди 300 мм и выполненные специальные выемки) и снижения энергетического затрата на осуществление обработки э 37 квт) 2. Повышение качества термофрикционной обработки,обеспечением шероховатости обработанной поверхности 3,21,25 мкм,соответствующие чистовой обработке плоскости 3. Повышение долговечности и износостойкости диска трения (Т 1000 мин) за счет изменения конструкций диска трения и охлаждения диска трения смазочно-охлаждающей жидкостью в процессе работы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ термофрикционной обработки плоскости металлических заготовок, включающий подачу заготовки относительно вращающегося диска, отличающийся тем, что на поверхность диска трения относительно его оси с двух сторон подают смазочно-охлаждающую жидкость. 2. Диск трения для термофрикционной обработки плоскости, содержащий гладкие рабочие поверхности, отличающийся тем, что на перифериях диска выполнены специальные выемки для подачи смазочно-охлаждающей жидкости на контактную зону.
МПК / Метки
МПК: B23D 45/26
Метки: способ, диска, термофрикционной, обработки, конструкция, трения, плоскости
Код ссылки
<a href="https://kz.patents.su/5-ip22998-sposob-termofrikcionnojj-obrabotki-ploskosti-i-konstrukciya-diska-treniya.html" rel="bookmark" title="База патентов Казахстана">Способ термофрикционной обработки плоскости и конструкция диска трения</a>
Устройство для тренировки метателей диска
Номер предварительного патента: 5209
Опубликовано: 15.10.1997
Авторы: Федоров Владимир Иннокентьевич, Герасименко Владимир Георгиевич
МПК: A63B 65/10
Метки: диска, тренировки, метателей, устройство
Формула / Реферат:
Изобретение относится к области спорта, в частности, к тренажерам для метания легкоатлетического диска.Техническим результатом изобретения является совершенствование техники вращения диска и повышение удобств в пользовании.Устройство содержит поворотный барабан 1, диск 2 для метания, соединенный осью с поводком 3, направляющую втулку 4 и поворотный стержень 5, барабан 1 свободно уложен на основании горизонтально, втулка 4 прикреплена вертикально...
Устройство для контроля угла наклона боковой плоскости приматической направляющей станины токарного станка к плоскости направляющих станка
Номер инновационного патента: 22441
Опубликовано: 15.04.2010
Авторы: Аликулов Джавлан Ергешович, Шеров Карибек Тагаевич
МПК: G01B 5/24
Метки: направляющей, станка, контроля, боковой, станины, устройство, направляющих, приматической, токарного, плоскости, угла, наклона
Формула / Реферат:
Изобретение относится к области станкостроения и может найти применение при ремонте и восстановлении станков, в приборостроении и в других отраслях машиностроения.Задачей изобретения является повышение точности измерения величины угла наклона боковой плоскости призматической направляющей к плоскости направляющей станины станка.Указанная задача достигается тем, что устройство для контроля угла наклона боковой плоскости призматической направляющей...
Способ автоматического перемещения в плоскости изделия или машины
Номер предварительного патента: 9530
Опубликовано: 16.10.2000
Авторы: Таукебаева Кунсулу Сатхановна, Тлеуов Сакен Тузелович, Баубеков Сабит Жумабаевич
МПК: D05B 35/10
Метки: плоскости, изделия, способ, перемещения, автоматического, машины
Формула / Реферат:
Изобретение относится к швейному машиностроению, в частности, к способам автоматизированного перемещения объектов обработки относительно машины или, наоборот, машины относительно объектов обработки.Технический результат изобретения - повышение точности обработки изделия.Способ автоматического перемещения в плоскости изделия или машины путем их поворота вокруг неподвижных осей, при этом перемещение осуществляют путем попеременного поворота...
Устройство для отделения кромки шины от обода диска колеса
Номер предварительного патента: 7480
Опубликовано: 17.05.1999
Автор: Печуркин Леонид Степанович
МПК: B60C 25/01
Метки: колеса, обода, диска, шины, отделения, кромки, устройство
Формула / Реферат:
Изобретение относится к оборудованию, применяемому при ремонте автомобильных шин, а именно для отделения кромки шины от обода колеса при ее демонтаже.Устройство для отделения кромки шины от обода диска колеса содержит замок, снабженный диаметрально противоположно расположенными верхней и нижней пятами. Над нижней пятой выполнен выступ, образующий с ней паз для фиксации замка в осевом отверстии диска колеса. В замке вертикально установлена и...
Смазочно-охлаждающая жидкость для механической обработки металлов
Номер предварительного патента: 14562
Опубликовано: 15.07.2004
Автор: Комков Николай Михайлович
МПК: C10M 173/02
Метки: механической, металлов, жидкость, смазочно-охлаждающая, обработки
Формула / Реферат:
Изобретение относится к смазочно-охлаждающим жидкостям (СОЖ), применяемым при механической обработке металлов, и может быть использовано при операциях резания.Разработан новый состав СОЖ с улучшеннойсмазывающей способностью.Технический результат от использования изобретения состоит в улучшении смазки обрабатываемой поверхности и, как следствие, в повышениеизносостойкости режущего инструмента.Предложенная смазочно-охлаждающая жидкость для...
Предыдущий патент: Сборная протяжка
Следующий патент: Способ нанесения защитных покрытий на рабочие поверхности тяжелонагруженных зубчатых колес
Случайный патент: Установка для переработки подсолнечника