Гибкий складываемый материал

Формула / Реферат
Использование: изготовление водонепроницаемых с размерной стабильностью упаковочных контейнеров. Сущность: гибкий складываемый материал в листовой или рулонной форме содержит один или более базовых слоев из термопластика с минеральным гранулированным наполнителем в количестве 50-80%. Термопластик выбирают из полимеров на основе пропилена с показателем текучести расплава 0,5-5 по ASTM (2,16 кг, 230°С). 6 з.п. ф-лы, 7 ил.
Текст
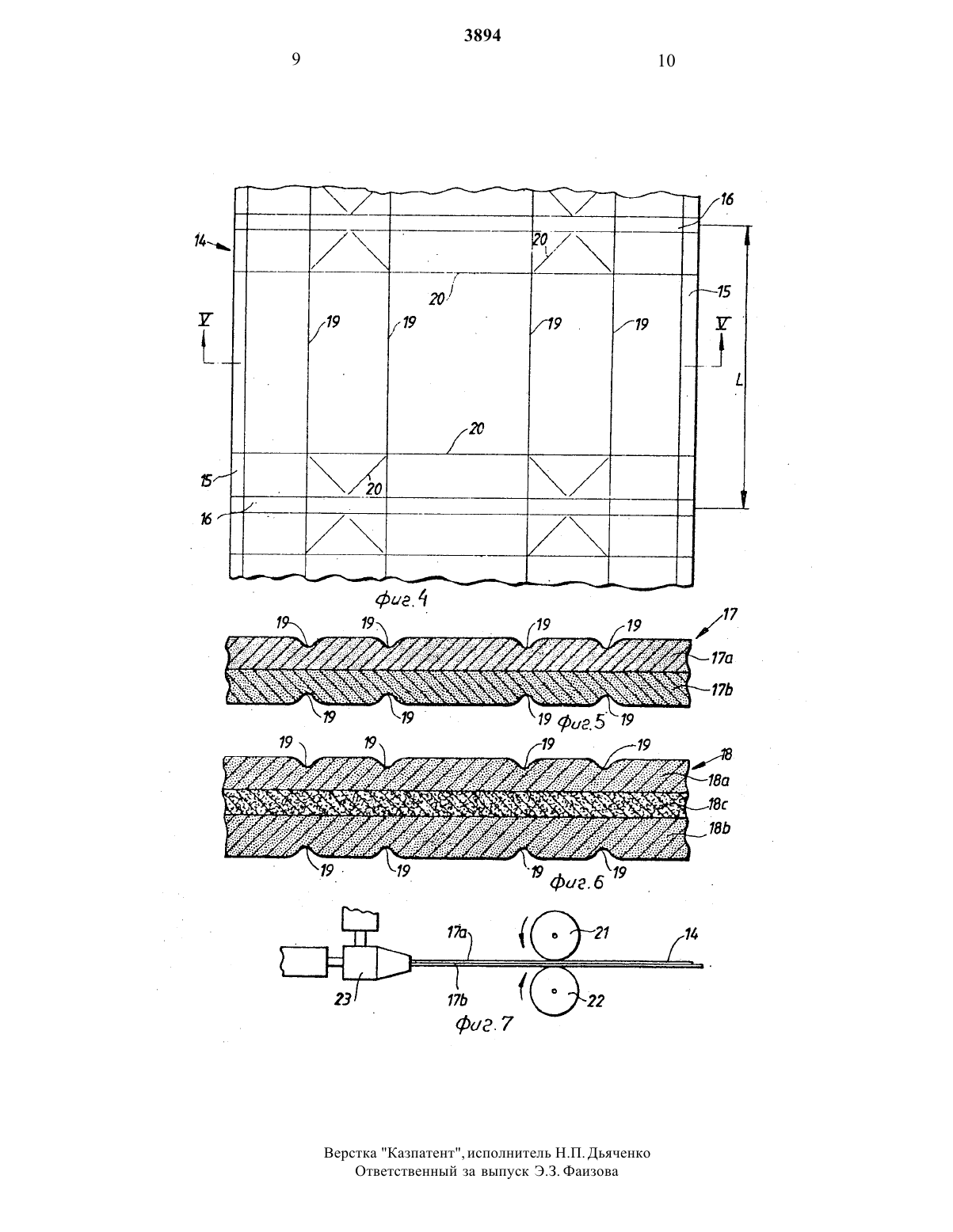
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(73) Тетра Лавал Холдингз энд Файненс С.А (ЗЕ) Й(56) Патент Великобритании Мг 1554144. кл.(54) ГИБКИЙ СКЛАДЫВАЕМЫЙ МАТЕРИАЛ(57) Использование изготовление водонепроницаемых с размерной стабильностью упаковочных контейнеров. Сущность гибкий складываемый материал в-листовой или рулонной форме содержит один или более базовых слоев из термопластика с мине Изобретение относится к гибкому. складываемому фальцовакному материалу в форме листа или рулона дл-я изготовления водонепроницаемых упаковочных контейнеров с различной стабильностью. Этот ма-териал содержит один йли более экструдированных подкладочныхслоев. нанесенных один на другой. из наполненного минеральными наполнителем термопластика. содержащего от 50 до 80 в расчете на весь вес смеси неорганический. в частности. минеральный наполнитель.Цель изобретения - обеспечение направлений. относящихся к такому упаковочному материалу. свобздному от бумаги или картона. а также создание упаковочного материала. который с помощью современных высокопроизводительных упаковочных машин может быть быстро преобразован в водонепроницаемые размерно жесткие упаковочные контейнеры без риска трещинообразования. когда материал загибают во время изготовления контейнеров.ральным гранупированным наполнителем в количестве 5 О 80. Термопластик выбирают из полимеров на основе пропилена с показателем текучести расплава 0.55 поЭти цели. наряду С другими целями. достигнуты в соответствии с данным изобретением за счет того. что гибкому упаковочному материалу в листовой или рулонной форме придают характеристики. сформулированные в последующем пункте формулы 1.Кроме того. предпочтительные варианты реализации упаковочного материала вНа фиг.1 показана часть упаковочного материала в виде рулона в соответствии с изобретением в виде его предпочтительного варианта.На фиг.2 показано сильно увеличенное поперечное сечение материала с фиг 1 по линии Н.Фиг.3 представляет собой схематическое изображение устройства для изготовления упаковочного материала.На фиг.4 показана часть. соответствующая всей длине упаковки. упаковочного материала в виде рулона в соответствии со вторым примером реализации данного изобретения.Фиг.5 представляет собой сильно увеличенное сечение материала с фиг.4 по линии //.Фипб представляет собой сечение. со ответствующее сечению на Фиг.5 упаковоч ного материала в соответствии с еще одним примером реализации данного изобретеНИЯ.Фиг.7 схематическое изображение устройства для изготовления упаковочного материала с фиг.4 и 5.Таким образом, на фиг.1 показана часть. соответствующая всей длине 1. материала в форме рулона. в соответствии с изобретением, которая обозначена общейпозицией 1. Из рулона 1 изготовлены упако- вочные контейнеры, о которых говорилось ранее. у которых обе продольныекромочные зоны 2 рулона состыкованы друг с другом с перехлестом, так чтобы получилась трубка. которая впоследствии заполняется необходимым содержимым. наполненная трубка после этого разделяется на отдельные контейнерные блоки посредством повторного распрямления и запаиваниятрубки вдоль узких поперечных уплотни тельных зон 3 под прямыми углами к продольной оси трубки. Окончательно контейнерные блоки отделяют друг от друга срезанием в поперечных уплотнительных зонах 3 и им придают заданную форму. например. параллелепипеда. за счет других операций формовки и запаивания. материале соответствии с данным примером реализации данного изобретения, д как очевидно из фиг 2. содержит базовыйслой 4 из полимера на основе пропилена с минеральным наполнителем с показателем текучести расплава по АЗТМ между 0.5 и 5 в определенном при нагрузке 2,16 кг и температуре 23090 Количество наполнителя в полимере может варьировать между 50 и 80 от общего веса смеси. предпочтительно это количество в пределах 65-7536 по весу. что. как было установлено. позволяет создать оптимальные свойства материала в отношение жесткости и модуля упругости. Этот полимер на основе пропилена может быть гомополимером полипропилена с показателем плавления ниже 1 в соответствии с АЗТМ (246 кг. 230 С). но предпочтительно полимер на основе пропилена выбирают из сополимеров пропилен-этилена с показателем плавления в пределах вышеуказанного диапазона между 0.5 и 5, 4поскольку они могут противостоять операциям загиба и перегиба без трещин даже при низкой температуре. которые нормально возникают во время преобразования упаковочного материала в упаковочный контейнер и наполнения его жидкой пищей типа молока.Выбор наполнителя не является критичным в соответствии с изобретением. но го ВОрЯ практически. МОГУТ применяться ВСЕ известные минеральные наполнители. например слюда, тальк. соли кальция типа фосфата кальция или карбоната кальция и т.д. Базовый слой. содержащий 65 по весу карбоната кальция в виде частиц с размером зерна до 10 мкм. как оказалось. является материалом. функционирующим хорошо на практике. что позволяет изготавливать водонепроницаемые упаковочные контейнеры с заданной хорошей размерной жесткостью. Толщина о материала базового слоя может варьировать на практике в диапазоне от 100 до 400 мкм, но предпочтительно она составляет величину до 300 мкм.Для облегчения преобразования рулона 1 в упаковочные контейнеры базовый слой 4 снабжен произвольным рисунком линий перегиба 5 и б. облегчающими сгибание. которое соответственно проходит параллельно и поперечно продольному направлению рупона. В показанном примере линии изгиба 5 и б образованы за счет пластической деформации базового слоя 4 одновременно или сразу после зкструзии этого слоя.Материал в виде рулона 1, описанный выше. может быть изготовлен с помощью устройства. показанного схематически на фиг.3. Устройство содержит экструдер 7 с соответствующим образом выбранной форсункой 8 и двумя подающими воронками 9 и 10 для выдачи исходного материала. необходимого для экструзии. то есть гранулированного полимера на основе пропилена с показателем плавления между 0.5 и 5 по АЗТМ (2.16 кг. 2 З 0 С). типа гомополимераПОЛИПРОПИПСНЭ ИЛИ сополимера ПРОПИПВНэтилена и соответственно минерального наполнителя. Термопластичная масса. содержащая от 50 до 80. например, 65 по весу наполнителя. нагревается до размягчения или начинающегося плавления (примерно 1803 О 0 С). и зкструдируется через насадку-8 до образования пленки 1 толщиной 100-400 мкм. например. 300 мкм. Пленка 1 пропускается через зажим между взаимодействующими охлажденными нажимными цилиндрами 11. 12. причем один из цилиндров 11 снабжен на внешний слой поверхности рисунком. образованным из приподнятой поверхности или матрицы. ко 3894торые прижимаются к пленке 1 . проходящей через остаток дополнительного рисунка поверхности, создавая линии складок 5 и б. Охлажденная пленка 1 с линиями складок затем может наматываться на накопительный ролик 13.На фиг.4 и фиг.5 показана часть. соответствующая всей длине 1. упаковки упаковочного материала в виде рулона в соответствии со старым примером реализации данного изобретения. которой присвоен номер позиции 14. Из рулонного материала 14 изготавливают наполненные водонепроницаемые упаковочные контейнеры. описанные-выше. за счет того. что продольные кромочные зоны 15 рулона 14 стыкуются друг с другом с перехлестом. образуя трубку, которая затем наполняется нужным содержимым. Наполненную трубку после отделяют в запаянные контейнерные блоки посредством повторного выпрямления и запаивания трубки вдоль поперечныхк продольной оси трубки. После этого контейнерные блоки приобретают необходимую конечную форму. например. параллелепипеда с помощью другой операции сгибания и запаивания.Как очевидно из фиг.5 а, материал в соответствии с данным примером реализации содержит основание 17, состоящее из базовых слоев 17 а и 1713. наложенных друг на друга. которые изготовлены способом экструзии смеси, содержащей полимер на основе пропилена с минеральным НЭПОЛНИТВПВМ С ПОКЭЗЗТВЛЕМ ПЛЗВЛЭНИЯ между 0.5 и 5 по АЗТМ (2,16 кг. 230 С) и между 50 и 80, предпочтительно 65-7824,приведенного к общему весу смеси зернистого неорганического минерального наполнителя. Полимер на основе пропилена с показателем плавления в пределах указан. ногодиапазона может представлять собойгомополимер пропилена с показателем плавления ниже 1 по АЗТМ (216 кг. 23 ОС). но с учетом описанных выше соображений предпочтителен сополимер пропилен-зтилена.Наполнителем. используемым в полимере на основе пропилена в базовых слоях 17 а и 17 Ь может быть слюда, тальк. соли кальция типа сульфата кальция или карбоната кальция и т.д. В показанном примере предполагается, однако что один базовый слой 17 а, то есть тот. который обращен вовнутрь изготавливаемого упаковочного контейнера. содержит слюду. тогда как другой базовый слой 17 Ь содержит карбонат кальция в виде частиц с размером зерна до 10 мкм. Толщина соответствующих базовыхслоев 17 а и 171), входящих в основание 17. может варьировать между 50 и 200. но из практических соображений толщина соот ветствующих базовых слоев предпочтитель но составляет 100 мкм.На фиг.5 показано сечение, соответствующее тому. которое показано на фиг.5,упаковочного материала в соответствии с другим примером реализации изобретения. В соответствии с этим другим примером ма териал содержит основание 18 с наружнымибазовыми слоями 18 а и 18 Ь из того же материала, что и базовые слои 17 а и по, описанные выше со ссылкой на фиг.5. которые состыкованы друг с другом промежуточным слоем 18 с из вспененного или с невысокой плотностью полимера на основе пропилена с показателем плавления между 0.5 и 5 по АЗТМ (2,1 б кг, 230 С).Общая толщинаматериала основания 18 может варьировать, но из практических соображений она составляет примерно 300 мкм. причем все слои, включенные в основание 18, предпочтительно имеют одну и ту же взаимную толщину слоя, т.е. 100 мкм.Для облегчения сгибания рулона 14 при изготовлении упаковочных контейнеров описанным выше способом рулон 14, как это очевидно из фиг.4. снабжен произвольным рисунком продольных и поперечных складок 19 и 20 соответственно. Эти линиискладок (из которых на фиг.5 показаны топь ко продольные линии складок 19) образованы за счет пластической деформации одной стороны или. как в показанном примере, с обеих сторон основания 17. Таким же способом- соответствующие пинии складок, которые для ясности обозначены теми же номерами, что и на фиг.5. образованы в основании 18 показанном на фиг.6.На фиг.7 схематически показано устройство для изготовления рулона 14 в соответствии с изобретением, приведенном на фиг.4 и фиг.5. Устройство содержит коэкструдер известного типа с соответственно подобранным по размеру соплом 23,содержащим два щелевых отверстия. через которые совместно экструдируются соответствующие базовые слои 17 а и 17 Ь. входящие в материал. из исходного материала,необходимого для соответствующих слоев. Рулон 14. выслоенный из совместно экструдированных слоем основания, пропускают в еще размягченном состоянии через зажим между двух взаимодействующих охлажденных нажимных цилиндров 21 и 22, у которых на поверхности имеются выступающие части или матрицы с рисунком. который при прохождении по рулону 14, проходящему сквозь них. создает рисунок из скпадочныхлиний, облегчающих сгибание. образуемое с обеих сторон рулона за счет пластической деформации. Охлажденный рулон 14, снабженный складочными. линиями, вслед за этим может быть намотан на накопитель. который не показан. Соответствующим способом может аналогично изготовляться рулонообразный упаковочный материал в соответствии с другим примером реализации. показанным нафипб. и в этом случае зкструдер еще содержит и насадку с тремя щелевыми отверстиями, так чтобы можно было производить совместное экструдирование трех слоев 18 а 18 с. входящих в основание 18.1. Гибкий складываемый материал в виде листа или рулона для изготовления водонепроницаемых с размерной стабильностью упаковочных контейнеров. содержащий по меньшей мере один базовый слой из термопластичного материала с линиями перегиба для образования складок при изготовлении контейнера. о т л и ч а ющ и й с я тем, что, с целью повышения прочности. базовый слой или слои выполнены путем зкструзии или из смеси пропиленгомополимера с показателем текучестирасплава по АЗТМ менее 1. определеннымпри нагрузке 2.16 кг и 230 С. и гранулированных частиц неорганического минерального наполнителя в количестве 50-801, от общей массы смеси. или из смеси пропиленэтилен-сополимера с показателем текучести расплава по АЗТМ от 0.5 до 5. определенным при нагрузке 2.16 кг и 23 ОС. и гранулированных частиц неорганического минерального наполнителя в количестве 5080 от общей массы смеси. при этом линии перегиба образованы пластической деформацией во время или непосредственно после зкструзии.2 Материал по п.1,отличающийс я тем, что при наличии одного базового слоя его толщина составляет 100-400 мкм, 3. Материал по п.1,отличающийс я тем, что он содержит два базовых слоя,при этом слой. предназначенный для образования внутренней стенки контейнера, в качестве наполнителя содержит слюду, а второй сульфат кальция или карбонат кальция.4. Материал по п.3,отличающийс я тем. что он образован совместным экструдированием обоихслоев.5. Материал по п.3,отличающийс я тем, что толщина каждого базового слоя составляет 50-200 мкм.6. Материал по п.3,отличающийс я тем. что базовые слои соединены между собой посредством промежуточного слоя. выполненного из вспененного материала. идентичного материалу соединяемых слоев.7. Материал попботличающий С Я тем. ЧТО ОН образован СОВМЭСТНЫМ ЭКСтрудированием базовых И промежуточного слоев, каждый из которых имеет толщину 100 мкм.
МПК / Метки
МПК: B65D 65/40
Метки: материал, гибкий, складываемый
Код ссылки
<a href="https://kz.patents.su/5-3894-gibkijj-skladyvaemyjj-material.html" rel="bookmark" title="База патентов Казахстана">Гибкий складываемый материал</a>
Гибкий упаковочный материал для изготовления контейнеров
Номер патента: 3079
Опубликовано: 15.03.1996
Автор: Ханс Раусинг
МПК: B65D 65/40
Метки: гибкий, материал, изготовления, контейнеров, упаковочный
Формула / Реферат:
Использование: изобретение относится к упаковке, в частности к материалам, из которых изготавливают контейнеры для пищевых продуктов. Сущность изобретения: гибкий упаковочный материал содержит слой, имеющий по меньшей мере на одной стороне рельеф из множества выступов и/или впадин, причем слой выполнен из материала, содержащего 50 - 80% минерального наполнителя, а рельеф выполнен посредством пластической деформации. 8 з.п. ф-лы. 8 ил.
Упаковочный слоистый материал для упаковки жидких пищевого масла или пищевого продукта, содержащего пищевое масло
Номер патента: 3080
Опубликовано: 15.03.1996
Автор: Торбьерн Андерссон
МПК: B22B 21/06, B32B 21/06
Метки: слоистый, содержащего, масла, масло, пищевого, упаковочный, упаковки, продукта, материал, пищевое, жидких
Формула / Реферат:
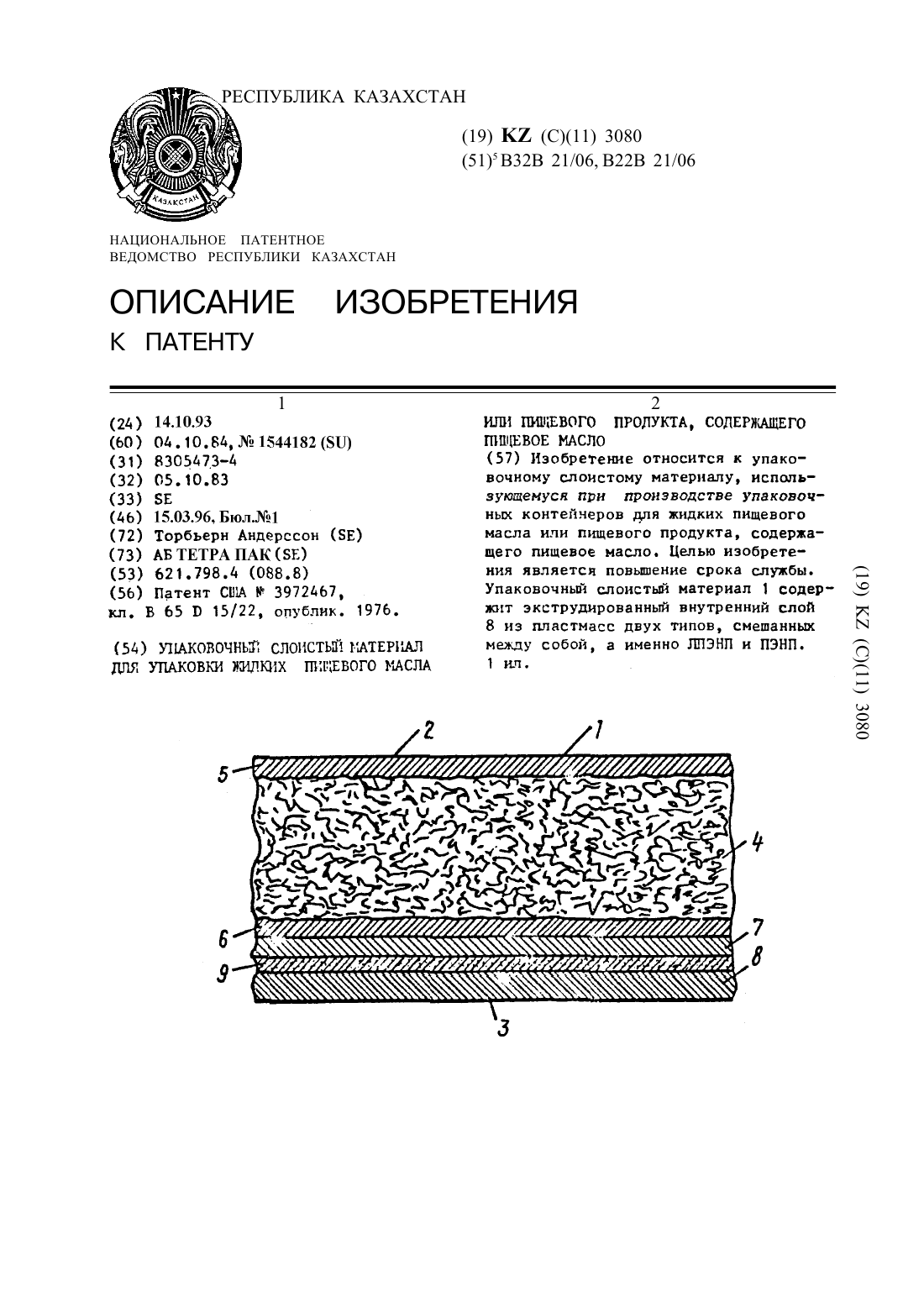
Изобретение относится к упаковочному слоистому материалу, использующемуся при производстве упаковочных контейнеров для жидких пищевого масла или пищевого продукта, содержащего пищевое масло. Целью изобретения является повышение срока службы. Упаковочный слоистый материал 1 содержит экструдированный внутренний слой 8 из пластмасс двух типов, смешанных между собой, а именно ЛПЭНП и ПЭНП.
I ил.
Порошковый материал на основе оксида алюминия
Номер патента: 3507
Опубликовано: 10.06.1996
Авторы: Болотов Альберт Васильевич, Фильков Михаил Николаевич, Колесников Андрей Викторович, Болотов Сергей Альбертович
МПК: C04B 35/10
Метки: порошковый, оксида, алюминия, материал, основе
Формула / Реферат:
Изобретение относится к области получения керамических порошковых материалов, в частности, ультрадисперсных (размер частиц менее 1000 нм) порошков металлов, оксидов, нитридов и др. керамических порошков.Целью изобретения является повышение прочности.Порошковый материал, полученный окислением в низкотемпературной плазме на основе гамма, тетта и дельта-фаз из частиц сферической формы с размерами менее 1000 нм, дополнительно содержит оксинитрид...
Фрикционный материал.
Номер предварительного патента: 2651
Опубликовано: 15.12.1995
Автор: Злотников Игорь Иванович
МПК: C08J 5/14, C08L 63/04
Метки: материал, фрикционный
Формула / Реферат:
Изобретение предназначено для использования при изготовлении тормозных колодок автомобилей и технологического оборудования с повышенными экологическими требованиями.Фрикционный материал содержит, мас.%: базальтовое волокно - 12-17, стеклянное волокно - 3-6, порошок железа /окисленный/ - 13-38, порошок меди /окисленный/ - 5-9, барий сернокислый - 14-26, политетрафторэтилен - 0,6-1,4, тальк - 0,9-1,7 и фенол-формальдегидную смолу. Компоненты...
Фильтрующий материал
Номер патента: 1785
Опубликовано: 15.03.1995
Авторы: Гаганина Валентина Ивановна, Солдатенко Леонид Анатольевич, Сидоров Геннадий Михайлович, Баташова Лариса Ивановна, Андрианов Сергей Алексеевич
МПК: B01D 39/00
Метки: фильтрующий, материал
Формула / Реферат:
Изобретение относится к области фильтрующих материалов, предназначенных для изготовления фильтрующих элементов средств очистки воздуха и газов от пылевых аэрозолей и может быть использован в промышленных фильтрах, в средствах индивидуальной защиты органов дыхания. Фильтрующий материал состоит из воздухопроницаемой подложки и слоя электрически заряженных ультратонких полимерных волокон. Он снабжен дополни тельным фильтрующим защитным каркасным...
Предыдущий патент: Нагревательное устройство, закрепленное на камере сгорания и работающее на дизельном топливе
Следующий патент: Способ производства стали из фосфористого чугуна
Случайный патент: Система питания двигателя внутреннего сгорания