Способ изготовления кармана
Номер патента: 3225
Опубликовано: 15.03.1996
Авторы: Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич, Горбушкин Владимир Дмитриевич
Формула / Реферат
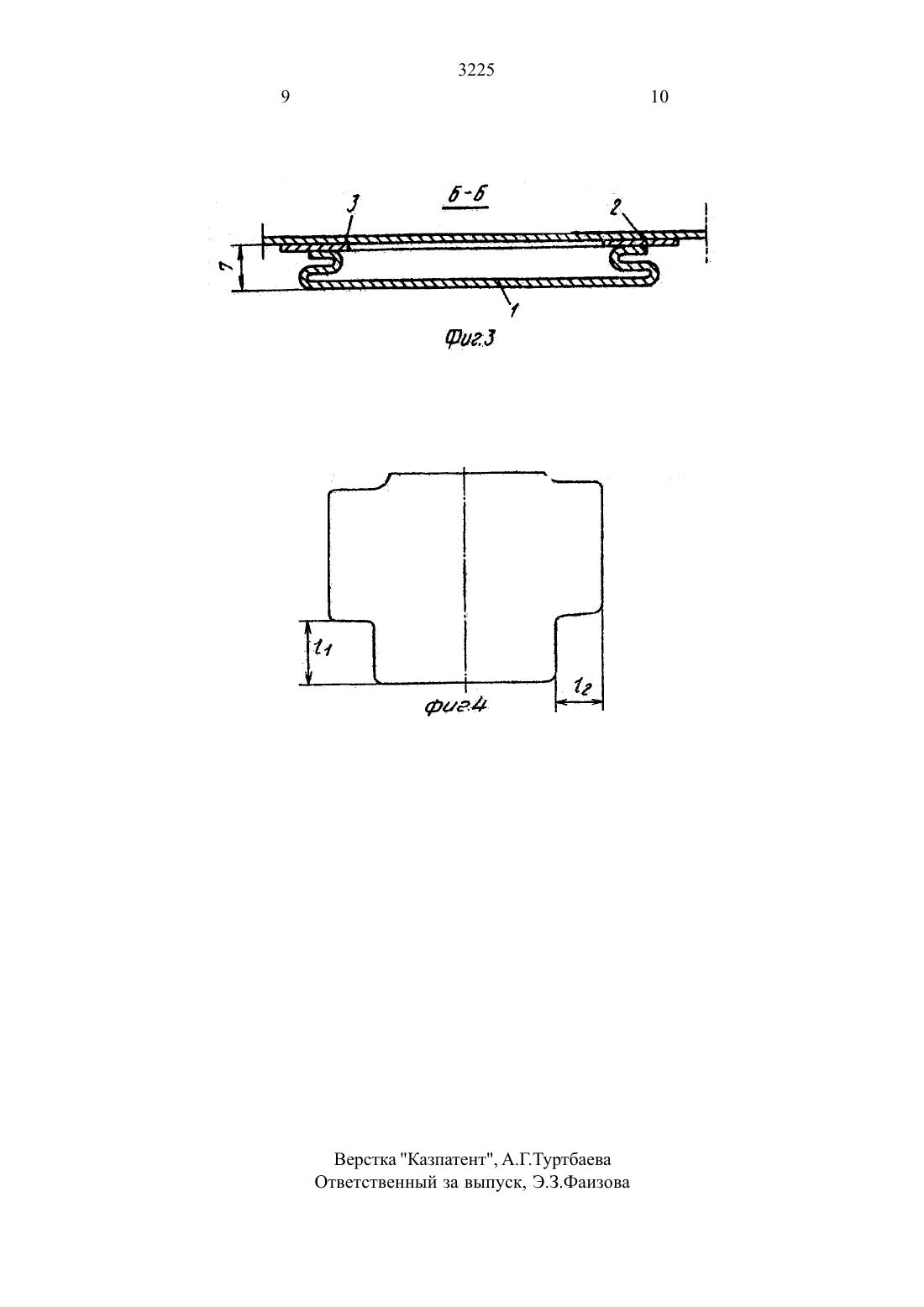
Изобретение относится к способу изготовления кармана при производстве детских средств защиты от токсичных аэрозолей и может быть использовано при изготовлении карманов для хранения объемных предметов в текстильной и швейной отраслях промышленности Способ заключается в том, что из пакета материалов вырубают заготовки пластины кармана, конфигурация которого предусматривает выступы снизу и по бокам, вырубают накладки и пришивают их к выступам заготовки пластины, затем сборку крепят к изделию. Припуск на формирование полости кармана выбирают для нижней стороны 2.5Т, а для боковых - 2Т, где Т-глубина кармана При формировании полости кармана накладку присоединяют к нижней стороне симметрично, а к боковым сторонам - со смещением в сторону верхнего края заготовки кармана на 20 - 25% длины накладки, при этом соединение заготовок кармана и накладок с деталью изделия выполняют клеевым швом. 4ил.
Текст
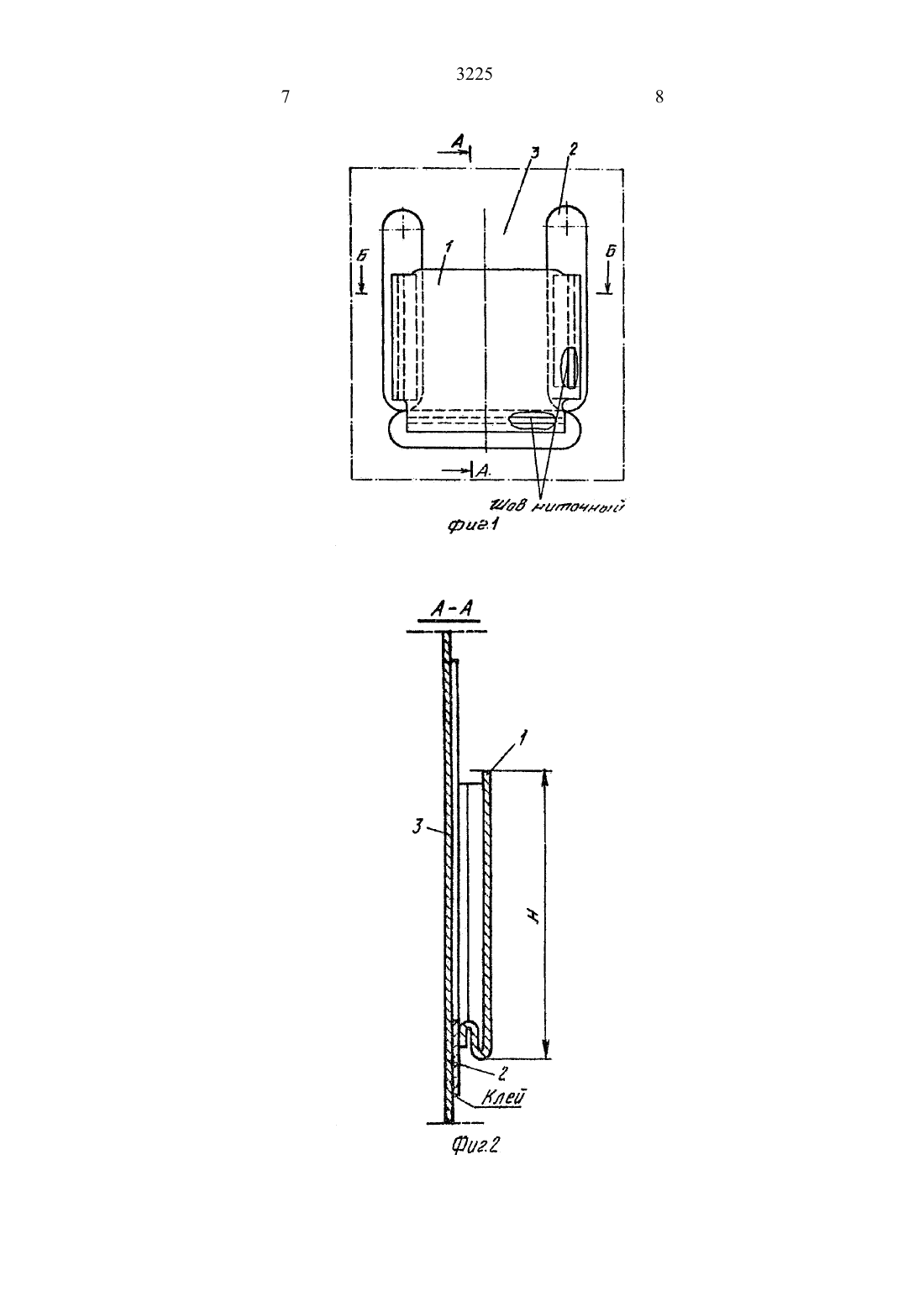
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(72) Солдатенко ПА Сэшантьев С.С Горбушкин ВД Непомнящий АС.(73) АО Серебрянский завод неоргантеамх(57) Изобретение относится к способу изготовления кармана при производств детских средств защиты от токсичных аэрозолей и может быть использовано три изготовлении карманов для хранения объемных предметов в текстильной и идвейной отраслях про 2мыишенности Способ заключается в том, что из пакета материалов вырубают заготовки пластины кармана конфигурация которого предусматривает выступы снизу и по бокам. вырубают накладки и пришивают их к выступам заготовки пластины затем сборку крепят к изделию. Припуск на формирование полости кармана выбирают шт нижней стороны 2,5 Т, а для боковых - 2 Т, где Т-глубина кармана При формировании полости кармана накладку присоединяют к нижней стороне симметрично, а к боковым сторонам со смещением в сторону верхнего края заготовки кармана на 20 25 длины накладки, при этом соединение заготовок кармана инакладок с деталью изделия выполняют клеевым швом. див.Изобретение относится к способуиэго ттовления кармана при производстве де тских средств защитыгкиможет бытьдля хранения объемных предметов в текстильной ишвеиных (отрасляхжпвомышленнести.ч ронеосновной деталилинии. вкодавкапман 1 обработки обтонкой и строчкой формировач ния мешковины с-основной деталью-втащены ПеНИЯ С ПОМОЩЬЮ ШВОВ КОДНОБНОЙ ДВТЗЛЙ. 1 Е Недостатками данного способа являются сложная-технология и использование швов нескольких разновидностей 3 Известен способ обработки кармана внщвак изделий (авъсвцсссР Мг 1595437 Ц клА 41 В 21/20. 1988)включающий опера ции выкраивания детали изделияд наложе ние-одной из деталей-с намеченным карманом .наподкладку. настрачивание понамеченным линиям. при этом одну иа деталей выкраивают с припуском на обработку- причем-одну из обтачек притачивают полид Чнии входа в карман. а, другуъо до края- припускана вход в карман, разрезают рам куюбразованную швами притачивания об тачек, выворачивают обтачки наизнанкуизделия стачивают срезы обтачек. выкраи вают и закрепляют концы обтачек с под КЛЭДКОЙКЗОМЗНЭ С изнаночной стороны. приотделочного материала. Этот способ несколько проще. но ему свойственны некоторые недостатки во-пер вых.изготовление ведется с использова нием второй стенки в виде подкладки итребуются операции разреза рамки и вы ВООЭЧИВЗНИЯ. ЧТО вызывает ПОВЫШЭННЪЛЙнарушения целостности ткани иголками необеспечивает герметичности соединения,что недопустимо в нашем случае. в-треть их, не учитывается тообстоятельствцччто нагрузка в швах кармана при хранении объемных предметов распределяется неравномерно. в результате чего шов теряет прочность у верхнего края кармана. оУстранение отмеченных недостатков достигаетсятем. что в известном способе.при КОТОРОМ выкраивают ДЗТЗЛИ кармана Сприпуском на обработку. выкраивают накладки для оформления боковых сторон и формируют полость кармана посредством соединения накладок и деталей кармана сдетальюизделия. при этом накладки выполняютиз материала изделия. припуск на формирование. полости кармана выбираютидггя нижней стороны 2,5 Т. а для боковых г 2 Т. где Т глубина карманащри этом при формировании полости кармана накладку присоединяют к нижнейстороне симметрично а к боковым сторонам Р со смещением в сторону верхнего краязаготовки кармана наА 20 т-257 Б длины накладки. при. этом спели нение заготовок кармана и накладки с де талью-иаделия выпопняроткпкеевым швом. П-редложенныйг способ уп рощает технологию изготовления кармана. так как основная деталь д пластина кармана черезнаклвдкикрепится. непосредственно кизделию и полость кармана формируется между изделием игпластиной кармана. что ведет к уменьшению операций и снижениюрасхода сырья. Присоединение сборкикарманак изде лию клеевым швом обеспечивает удобствокрепления в связи с габаритностью самого изделия и отсутствия его проколов. что спочгсобствувт герметичности изделия вусловш о лх эксплуатациипри наличии в окружающейСмещение крепления накладок .позво-. ляет распределить нагрузку. в результате чего обеспечивается. прочность крепления кармана К-ИЗДВПИЮ.На фиг. 1 изображен оощий видкармана чПриняты следующие обозначения Н высота кармана. Т глубина. Н- длина ниж него выступа. 2 длина боковых выступов.Карман изготавливают следующим 064 разом.Из пакета материалов выкраивают заготовки пластины 1, конфигурация которой предусматриваетвыступы снизу и по бо кам. и вырезают накладки 2 из ткани, оди-ч наковой с. тканью изделия 3. к которому крепится кармнт. Накладки 2 ниточным швом пришивают к выступам заготовки пластины 1. причем накладку к нижнему выступу пришивают симметрично. а к боковым со смещением так, чтобы верхний край накладки вълступал над верхним краем пластины на 20-251, длины накладки. Длину нижнего выступа 1 упринимают 2.5 Т. а боковых 2 2 Т. не считая припуска на ниточный шов. Такие размеры выступов позволяют придать карману объемную форт му. облегчить помещение обьемныхлредметов внутрь полосы кармана и извлечение из нее.Сшитую таким образомсборку устанавливают на шаблон (не показа н).а наоболочкв защитнойкамеры производят разметку под карман. обезжиривают это место марлевым тампоном. смоченным в. нефрасе. после чего наносят два слоя клея из раствора. резиновой смеси на основе натурального. каучука в нефрасе с сушкой каждоюслоя в течение 5-7 мин п ривлажности 70. После этого производят соединение сборки кармана-и оболочки камеры и поджимают усилием 0.2 кг/см 2 затем шаблрнвынимают и производят сушку клеевого соединениям.Таким образом, пр.и предлагаемом способе изготовления кармана однуиз его стенокобразует поверхность оболочки камеры. другую. тестественно, пластина кармана. что уменьшает расход материала на карман минимум вдвое. Кроме-того. присоединение заготовки пластины к накладкам. выполненным из того же материала-что и материал оболочки. с помощью ниточного шва и последующего приклеивания накладок кобо у почке позволяет, во-перв-ьпх. сохранитьгерметичность оболочки камеры (негерме шормула изооретенияСПОСОБ ИЗГОТОВЛЕНИЯ КАРМАНА. при котором выкраивают детали кармана с припуском на обработки выкраивают нат кладки для оформления Боковых сторон и формируют полость кармана посредством. соединения накладок и деталей кармана с деталью изделия. при этом накладки выполняют из. глатери-апа изделия, отличаю- щийся тем что с целью повышениятехнологичности изготовления изделия и повышения качества соединения карманатичность не допустима по условиям эксплуатации), во-вторыж. поскольку склеивать одинаковые материалы значительнолегче. чем разные. а для ниточного шва это обстоятельстоо не имеет значениядданный способ. упрощает технологию изготовлении и снижает себестоимость кармана. поскольку небольшие по величине накладки можно из готовить из отходов. получаемых прираскрое оболочки камеры (материал оболочки вследствие высоких требований. предъявляемых к его прочности и герметичности. достаточно дорогой). а заготовку пластины можно изготавливать иэдругого материала причал-достаточно дешевого, Наконец. смет щение боковых накладок относительноверхнего края заготовки пластины позволяетувеличить площадь клеевого шва. которымкарман присоединяется к изделию именно в том месте. какое испытывают наибольшее напряжение при помещении вкарман объемных предметов. что увеличивает прочность крепления кармана коболочке.(56) Авторское свидетельство СССР 18121595437. кл. А 41 В 27/20, 1990с изделием. припуск на формирование полости- кармана с изделием выбирают для нижней стороны 2.5 Т. а для. боковых 1 2 Т,где Т глубина кармана, при этом при формировании полости кармана накладку присоединяют к . нижней стороне симметрично. а кбоковым сторонам А- со смещением в сторону верхнего края заготовки кармана на 20 т 25 длины накладки, при этом соединение заготовок кармана и-накладок с деталью изделия выполняют клеевым швом.
МПК / Метки
МПК: A41D 27/20
Метки: способ, изготовления, кармана
Код ссылки
<a href="https://kz.patents.su/5-3225-sposob-izgotovleniya-karmana.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления кармана</a>
Способ изготовления кармана
Номер предварительного патента: 121
Опубликовано: 20.12.1993
Авторы: Солдатенко Леонид Анатольевич, Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович, Горбушкин Владимир Дмитриевич
МПК: A41D 27/20
Метки: кармана, изготовления, способ
Формула / Реферат:
Изобретение относится к способу изготовления кармана при производстве детских средств защиты от токсичных аэрозолей и может быть использовано при изготовлении карманов по упрощенной технологии для хранения объемных предметов в текстильной и швейной отраслях промышленности. Способ изготовления кармана заключается в том, что из пакета материала выкраивают заготовки кармана с припуском на обработку, выкраивают из материала изделия накладки для...
Устройство каркаса с поддоном
Номер предварительного патента: 729
Опубликовано: 15.06.1994
Авторы: Горбушкин Владимир Дмитриевич, Колпаков Юрий Евгеньевич, Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич
МПК: A47C 19/12
Метки: поддоном, устройство, каркаса
Формула / Реферат:
Разборный каркас с гибким основанием предназначен для производства детских разборных кроваток, камер защитнык детсвих и может быть использован при производстве стеллажей, подставок для хранения материалов. Для снижения материалоемкости, упрощения изготовления, сборки, разборки изделия и обеспечения надежной фиксации разборный каркас с гибким основанием, состоящий из отдельных участков каркаса, опорных элементов и связанного с каркасом гибкого...
Способ изготовления плашки Курилова
Номер патента: 1489
Опубликовано: 15.12.1994
Автор: Курилов Виктор Викторович
МПК: B23G 5/04
Метки: курилова, плашки, изготовления, способ
Формула / Реферат:
Изобретение относится к способу изготовления инструмента для нарезания резьбы. Цель изобретения - упрощение изготовления плашки. Способ изготовления плашки включает выполнение режущих перьев на боковой поверхности отверстия корпуса. Для корпуса берут пластину и изгибают ее из условия выполнения отверстия многогранным, для этого при изгибе пластины каждую последующую грань отверстия располагают выше предыдущей, а число граней отверстия выбирают...
Способ изготовления полумаски респиратора
Номер патента: 2379
Опубликовано: 15.09.1995
Авторы: Демидов Вадим Александрович, Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич, Колпаков Юрий Евгеньевич, Сидоров Геннадий Михайлович
МПК: A62B 18/02
Метки: изготовления, способ, полумаски, респиратора
Формула / Реферат:
Изобретение относится к средствам индивидуальной защиты органов дыхания рабочих различных отраслей народного хозяйства. Способ изготовления полумаски респиратора включает предварительный нагрев листового материала, с последующей фиксацией по контуру заготовок оболочек полумаски, подвод матрицы и объемное формование пуансоном заготовок оболочек под давлением с термофиксацией волокон, шаговое перемещение листового материала, сборку полумаски,...
Рельсовое стыковое соединение
Номер патента: 946
Опубликовано: 15.06.1994
Автор: Касылкасов Женыс Мадыкенович
МПК: E01B 11/30
Метки: соединение, рельсовое, стыковое
Формула / Реферат:
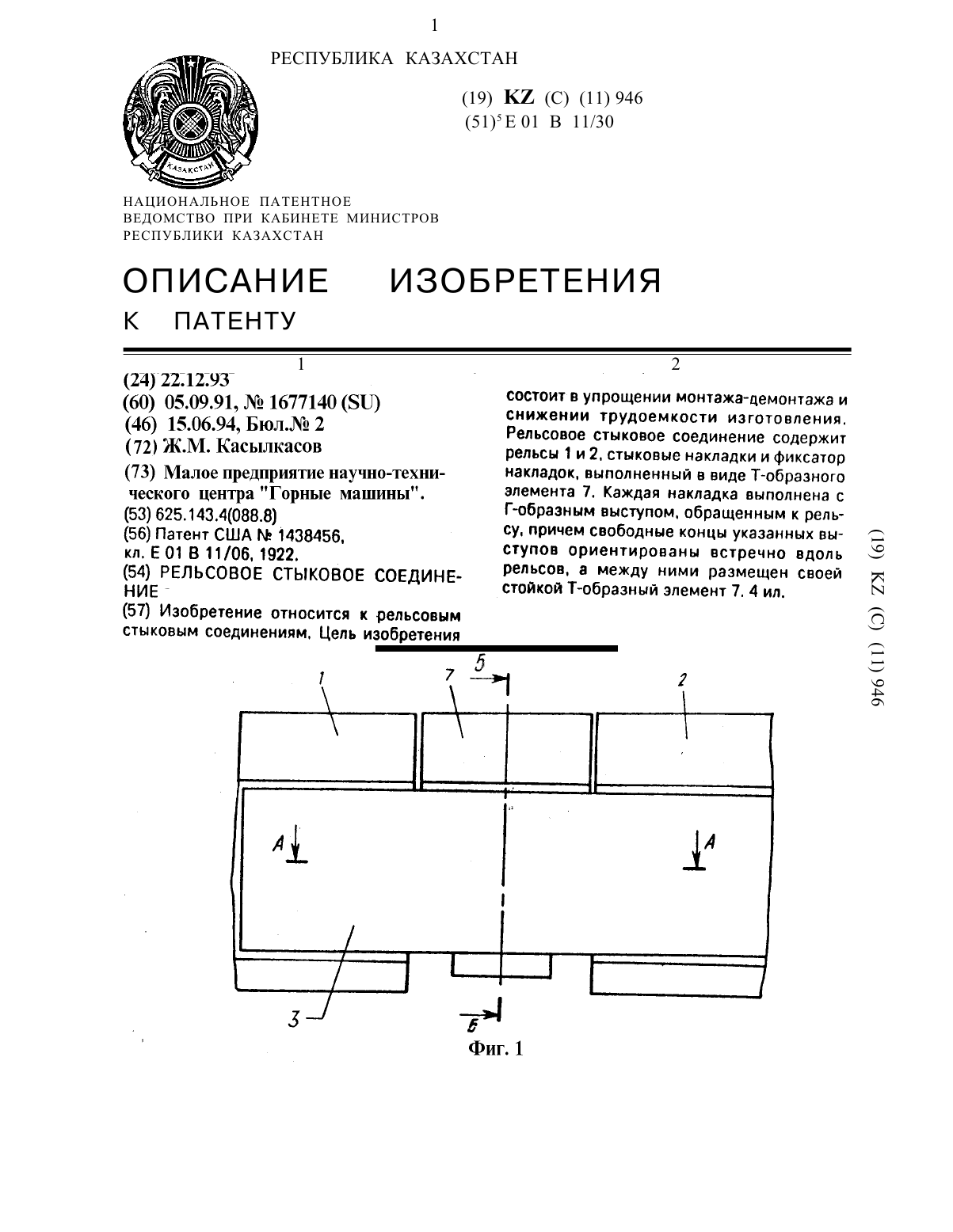
Изобретение относится к рельсовым стыковым соединениям. Цепь изобретения состоит в упрощении монтажа-демонтажа и снижении трудоемкости изготовления. Рельсовое стыковое соединение содержит рельсы 1 и 2, стыковые накладки и фиксатор накладок, выполненный в виде Т-образного элемента 7. Каждая накладка выполнена с Г-образным выступом, обращенным к рельсу, причем свободные концы указанных выступов ориентированы встречно вдоль рельсов, а между ними...
Предыдущий патент: Огнеупорный клиновидный камень
Следующий патент: Способ плазменной поверхностной термообработки режущего инструмента