Устройство для автоматизированной контурной обработки детали при шитье
Номер патента: 27813
Опубликовано: 18.12.2013
Авторы: Казахбаев Сейсенбек Заурбекович, Талипов Асхат Жетписбаевич, Таукебаева Кунсулу Сатхановна, Баубеков Сабит Джумабаевич, Баубеков Садуакас Сабитович
Формула / Реферат
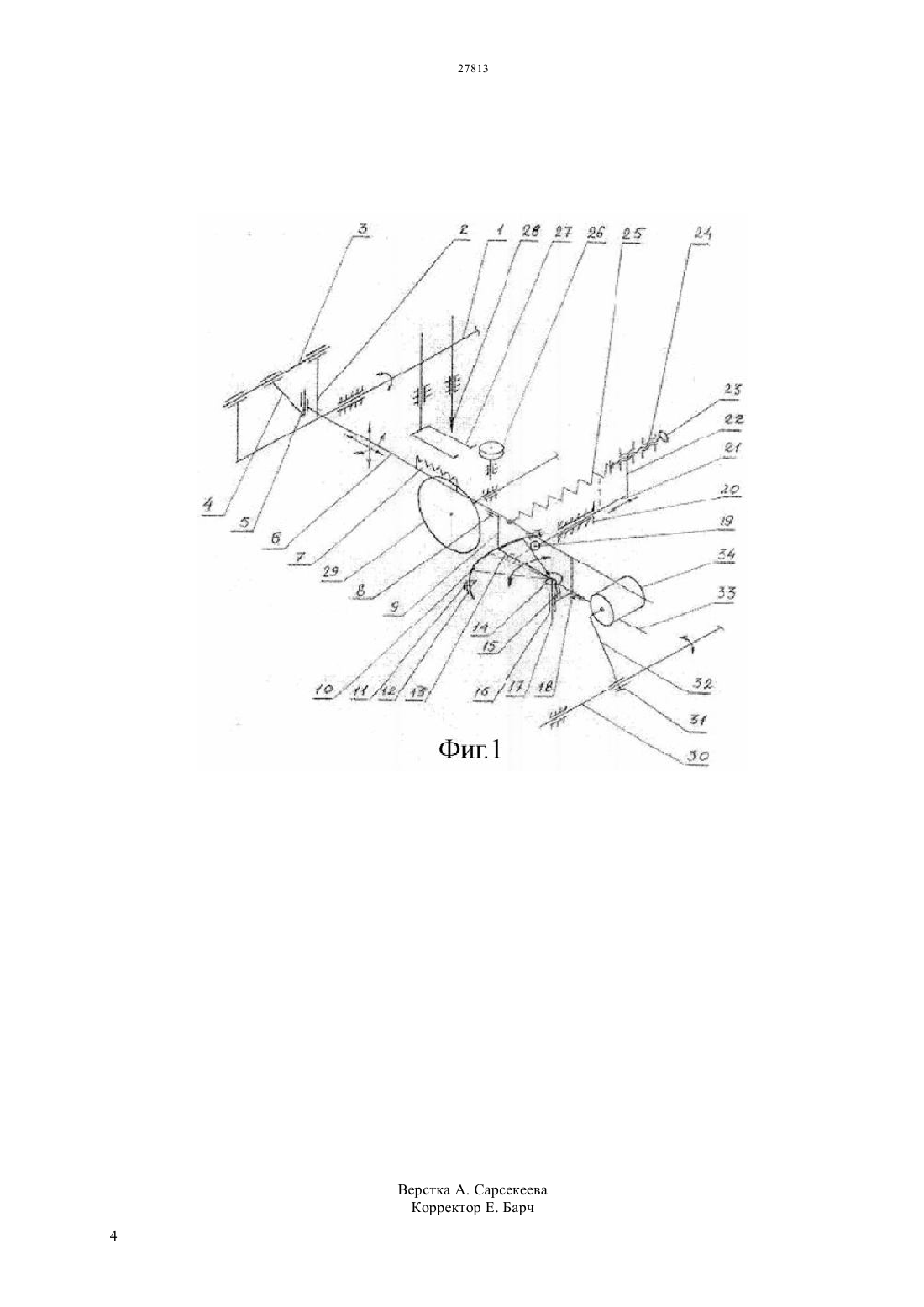
Особенностью предлагаемого устройство для автоматизированной контурной обработки детали при шитье, состоит в том, что в базовой машине изменению подвергается только транспортирующий механизм и его комплектующие элементы. В механизме транспортирования, рама рейки имеет возможность перемещения по горизонтали и вертикали, а также поворачиваться во время транспортирования материала относительно иглы, поворот рамы относительно оси обеспечивается шарнирно установленным на раме клином имеющим пружину кручения. Устройство имеет возможность обрабатывать различных модулей кривизн контуров без дополнительной настройки т.е. устройство самонастраивается на изменения контура.
Авторы:
Баубеков С.Д., Таукебаева К.С, Казахбаев С.З. , Баубеков С.С, Талипов А.Ж.
Текст
(51) 05 21/00 (2006.01) 05 17/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ возможностью поворота при транспортировании соответственно материала относительно иглы- клин установлен шарнирно на раме на вертикальной оси- штырь-упор выполнен с возможностью перемещения по направляющей втулке- штырь - упор выполнен в виде шарикового наконечника, что обеспечивает минимальное трение между штырем и боковой поверхностью клина- клин выполнен с возможностью выбора с различными углами подъема в зависимости от модуля и величины кривизны обрабатываемого контура т.е. качаться относительно оси вправо или влево, по направляющим, установленной на раме рейки крайние положения качения клина ограничивается ограничителями, выполненными с возможностью изменения своего положения, что увеличивает диапозон изменения модулей кривизн контура обрабатываемой детали- величина поворота рамы относительно оси зависит от настройки гибкого звена, а также от модуля и величины кривизны обрабатываемого контура- устройство выполнено с возможностью обрабатывать как плюсовых так и минусовых модулей кривизн контуров без дополнительной настройки,т.е. устройство выполнено с возможностью самонастройки на изменение контура.(72) Баубеков Сабит Джумабаевич Таукебаева Кунсулу Сатхановна Казахбаев Сейсенбек Заурбекович Баубеков Садуакас Сабитович Талипов Асхат Жетписбаевич(73) Учреждение Таразский инновационногуманитарный университет(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОЙ КОНТУРНОЙ ОБРАБОТКИ ДЕТАЛИ ПРИ ШИТЬЕ(57) Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для выполнения контурных строчек и позволяет расширить их технологические возможности. Технический результат достигается тем. что на базе машины разработано устройство состоящее из шьющего механизма, челнока, нитепритягивателя,лапки и модернизированного механизма ориентированного транспортирования и ограничительного упора. Новизной предлагаемого устройство для автоматизированной контурной обработки детали при шитье, состоит в том, что- рейка выполнена с возможностью перемещения по горизонтали и вертикали, а также и выполнена с Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для выполнения контурных строчек и позволяет расширить их технологические возможности. Известен способ выполнения краевой на швейных деталях при их обработке по контуру и устройство для его реализации (А.с. СССР 1333728, кл. 05 17/00, 05 21/00, 1985),который состоит в следующем. Деталь перемешается двумя рабочими инструментами,одним из которых являются ролики, а вторым отклоняющаяся игла, причем игла расположена на перпендикуляре к направлению перемещения детали роликами и скорость ее линейного перемещения(при отклонении) в несколько раз превышает скорость перемещения детали роликами. Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод, перемещение детали сопровождается ее поворотом до расположенного в рабочей зоне упора. Способ может быть реализован в двух вариантах - при непрерывном или стартстопном вращении роликов. Однако из-за изгиба, деформации иглы и прорезания ею материала длина стежка непостоянна, что ухудшает точность выполнения строчки. Устройство (А.с. СССР 1333728, кл. 05 17/00, 05 21/00, 1985) в таком случае может иметь ведущий и ведомый или два ведущих старт стопно или непрерывно движущихся транспортирующих ролика, иглу, отклоняющуюся вдоль строчки и упор. При этом величина отклонения иглы вдоль строчки регулируется автономно,т.е. независимо от величины перемещения детали транспортирующими роликами. Для уменьшения деформаций края детали и уменьшения проскальзывания поверхности роликов, относительно детали, транспортирующие ролики снабжены фрикционной передачей. Однако,из-за проскальзывания детали из-под роликов и смятия краев детали ограничительным упором не обеспечивается равномерность и эквидистантность строчек к краю детали. Известно устройство (Патент РК 23217 кл. 05 17/00, 05 21/00, НПВ РК. опубл. от 27.04 2010 (от 15.11.2010), где при транспортировании,рама рейки имеет возможность перемещения по горизонтали и вертикали, а также поворачиваться во время транспортирования материала относительно иглы,поворот рамы относительно оси обеспечивается клином жестко установленным на раме машины. Но устройство может обрабатывать только выпуклые контуры, т когда модуль кривизны контуров положителен. Задача и технический результат изобретения заключаются в разработке устройства позволяющего повышение точности выполнения контурной строчки и упрощение конструкции устройства за счет автоматизации выполнения краевых строчек,кривизна контура которых изменяется по знаку и величине. Особенностью предлагаемого устройства для автоматизированной контурной обработки детали при шитье, состоит в том, что в базовой 2 машине изменению подвергается только транспортирующий механизм и его комплектующие элементы. Технический результат достигается тем, что на базе машины 22 кл., (фиг.1) разработано устройство,состоящее из шьющего механизма 27, челнока 29,нитепритягивателя, лапки 27 и модернизированного механизма ориентированного транспортирования и ограничительного упора 26. В машине также изменен паз игольной пластины, тут же предусмотрен паз для установки ограничительного упора с возможностью его перемещения относительного иглы, ограничительный упор имеет возможность менять свое положение (на фиг.1 не показано). Новым является то, что- рейка выполнена с возможностью перемещения по горизонтали и вертикали, а также выполнена с возможностью поворота при транспортировании соответственно материала относительно иглы- клин установлен шарнирно на раме на вертикальной оси- штырь-упор выполнен с возможностью перемещения по направляющей втулке- штырь - упор выполнен в виде шарикового наконечника, что обеспечивает минимальное трение между штырем и боковой поверхностью клина- клин выполнен с возможностью выбора с различными углами подъема в зависимости от модуля и величины кривизны обрабатываемого контура может качаться относительно оси вправо или влево, по направляющим, установленный на раме рейки крайние положения качания клина ограничивается ограничителями, выполненными с возможностью изменения своего положения, что увеличивает диапозон изменения модулей кривизн контура обрабатываемой детали- величина поворота рамы относительно оси зависит от настройки гибкого звена, а также от модуля и величины кривизны обрабатываемого контура- устройство имеет возможность обрабатывать как плюсовых так и минусовых модулей кривизн контуров без дополнительной настройки т.е. устройство выполнено с возможностью самонастройки на изменение контура. Изобретение поясняется чертежом, где на фиг.1 приведена кинематическая схема устройства. В механизме транспортирования, рама 6 рейки 7,рейка выполнена с возможностью перемещения по горизонтали и вертикали, а также выполнена с возможностью поворота при транспортировании соответственно материала относительно иглы 28,поворот рамы 6 относительно оси 5 обеспечивается клином 13 (как у прототипа). Новым является то,что клин установлен на оси 17 шарнирно на раме 6,посредством кронштейна и винта 18, а также втулки 16 на оси 17 с пружиной кручения 14. Штырь-упор 19 перемешается по направляющей 20 и ползуна 21,а штырь упор 19 выполнен в виде шарикового наконечника, что обеспечивает минимальное трение между штырем - упором 19 и боковой поверхностью клина 13. Постоянный контакт штырь-упора 19 с клином 13 обеспечивает пружина натяжения 25,который через кронштейн 22 соединен со штырьупором 19. Натяжение пружины 25 регулируется винтом 23 и фиксируется гайкой 24. Клин 13, в зависимости от модуля и величины кривизны обрабатываемого контура может качаться относительно оси 17, по втулке 16, который устанавливается на раме 6 через кронштейн 9 винта 8. Крайнее положение качания клина ограничивается ограничителем 12(правый ограничитель на фиг.1 не отмечен). Ограничитель 12 имеет возможность изменять свое положения посредством винта 11 (правый винт ограничителя на фиг.1 не отмечен), что увеличивает диапазон изменения модулей кривизн контура обрабатываемой детали. Величина поворота рамы 6 зависит от настройки гибкого звена (пружина) 25, а также от кривизны обрабатываемого контура. Устройство работает следующим образом. При проколе детали иглой 28, рейка 7 находится ниже игольной пластины. После выхода иглы 28 из материала детали с помощью вала горизонтального перемещения 1, рычага 2, оси 3, соединительного звена 4, на котором шарнирно на оси 5 соединена рама 6 рейки 7, начинает горизонтальное перемещение вдоль направления строчки на один шаг стежка. При этом рейка 7 поворачивается направо на величину угла подъема клина 13. Так как, кинематический контакт штыря-упора 19 с клином 13 обеспечивается постоянно гибким звеном(пружина) 25, (а посредством винта 23 и гайки 24 регулируется натяжение пружины 25). На каждом шагу рейки 7 поворот детали к ограничительному упору 26 повторяется. В случае изменения модулей кривизн контура обрабатываемой детали происходит следующее. Так как клин 13 установлен на оси 17 шарнирно на вилке 33, вмонтированный посредством кронштейна 9 и винта 8 на раме 6 через кронштейн (на фиг.1 необозначен) на втулке 16 и с пружиной кручения 14, клин 13 всегда стремиться в свое исходное положение, а штырь-упор 19 перемешается по направляющей втулке 20, а штырь - упор 19 выполнен в виде шарикового наконечника, что обеспечивает минимальное трение между штыремупором 19 и боковой поверхностью клина 13. Постоянный контакт штырь - упора 19 с клином 13 обеспечивает пружина натяжения 25. Тогда, клин 13, в зависимости от модуля и величины кривизны обрабатываемого контура,может качаться относительно оси 17, по направляющим 10, который устанавливается на раме 6 посредством кронштейна винтом 8 направо или налево, относительно иглы 28. Крайние положения качания клина ограничивается ограничителями 12. Ограничитель 12 имеет возможность изменять свое положение посредством винта 11, что увеличивает диапазон изменения модулей кривизн контура обрабатываемой детали. Величина поворота рамы 6 зависит от настройки гибкого звена (пружина) 25, а также от кривизны обрабатываемого контура. В результате обеспечивается ориентирование края детали относительно иглы машины для автоматического выполнения эквидистантной строчки к контуру детали различной кривизны. В вертикальном направлении рейка поднимается и опускается посредством вилки 33 рамы 6 и ползуном 34, коромысла 32, закрепленным винтом 31 на валу подъема рейки 30 (как у обычной машины 22 кл.). Итак, на каждом шагу стежка обеспечивается постоянный контакт контура детали с ограничительным упором 26, т.е. процесс ориентирования детали при контурной обработке детали обеспечивается приведенным устройством,причем не меняя настройки устройства, т.е. устройство самонастраивается на изменение кривизны контура. В этом случае контур является программой для работы устройства. Так же, в зависимости от вида материала обрабатываемой детали изделия, выбирается жесткость гибкого звена для обеспечения постоянного контакта клина со штырь-упором и для обеспечения минимальной деформации края детали об ограничительный упор при ее ориентировании. Таким образом, в результате модернизации базовой машины 22 кл. процесс ориентации и перемещения деталей, относительно рабочих органов швейной машины может выполняться без участия рук оператора, т.е. автоматически. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для автоматизированной контурной обработки детали при шитье, состоящее из шьющего механизма,челнока,нитепритягивателя, лапки, модернизированного механизма ориентированного транспортирования и ограничительного упора, рейка выполнена с возможностью перемещения по горизонтали и вертикали, а также с возможностью поворота во время транспортирования материала относительно иглы,поворот рамы относительно оси обеспечивается клином, штырем-упором и гибким звеном, отличающееся тем, что клин установлен шарнирно и содержит пружину кручения, при этом штырь-упор выполнен с шариковым наконечником. 2. Устройство по п.1, отличающееся тем, что штырь-упор выполнен с возможностью перемещения по направляющей втулке. 3. Устройство по п.1, отличающееся тем, что клин выполнен с возможностью его качания влево или вправо относительно оси по направляющим,установленным на раме рейки, с различными углами подъема, в зависимости от модуля и величины кривизны обрабатываемого контура. 4. Устройство по п.1, отличающееся тем, что крайние положения качания клина ограничиваются ограничителями, выполненными с возможностью изменения своего положения, что увеличивает диапазон изменения модулей кривизны контура обрабатываемой детали. 5. Устройство по п.1, отличающееся тем, что устройство выполнено с возможностью самонастройки на изменение контура. 3
МПК / Метки
МПК: D05B 21/00, D05B 17/00
Метки: обработки, детали, контурной, устройство, автоматизированной, шитье
Код ссылки
<a href="https://kz.patents.su/4-27813-ustrojjstvo-dlya-avtomatizirovannojj-konturnojj-obrabotki-detali-pri-shite.html" rel="bookmark" title="База патентов Казахстана">Устройство для автоматизированной контурной обработки детали при шитье</a>
Устройство для автоматизированной контурной обработки детали при шитье
Номер инновационного патента: 23217
Опубликовано: 15.11.2010
Авторы: Таукебаева Кунсулу Сатхановна, Казахбаев Сейсенбек Заурбекович, Талипов Асхат Жетписбаевич, Баубеков Садуакас Сабитович, Баубеков Сабит Джумабаевич
МПК: F05B 17/00, F05B 21/00
Метки: детали, шитье, контурной, обработки, устройство, автоматизированной
Формула / Реферат:
Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для автоматизации выполнения контурных строчек. Особенностью предлагаемого устройство для автоматизированной контурной обработки детали при шитье, состоит в том, что в базовой машине изменению подвергается только транспортирующий механизм и его комплектующие элементы. Например, у базовой машины 22 кл. модернизирован механизм ориентированного...
Способ контурной обработки и получение формы заготовок обуви и устройство для его реализации
Номер инновационного патента: 23216
Опубликовано: 15.11.2010
Авторы: Баубеков Садуакас Сабитович, Талипов Асхат Жетписбаевич, Казахбаев Сейсенбек Заурбекович, Таукебаева Кунсулу Сатхановна, Баубеков Сабит Джумабаевич
МПК: F05B 21/00, F05B 17/00
Метки: заготовок, формы, обуви, контурной, способ, обработки, реализации, устройство, получение
Формула / Реферат:
Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для выполнения контурных строчек и получении заданной формы заготовок изделия без формования, что позволяет расширить их технологические возможности.Задача заключаются в разработке способа контурной обработки для получения формы заготовок обуви и устройство для его реализации. Технический результат достигается тем, что деталь перемещается двумя рабочими...
Устройство и способ для комбинированной обработки фасонной тонкостенной обрабатываемой детали
Номер патента: 27372
Опубликовано: 16.09.2013
Авторы: ВЭЙ, Бин, МИЛЛЕР, Джошуа, Ли, ЛАМФЭР, Майкл, Скотт, КРЭЙ, Николас, Джозеф, ТРИММЕР, Эндрю, Ли
МПК: B23H 5/02, B23H 5/14, B23H 5/06...
Метки: тонкостенной, обработки, фасонной, детали, способ, устройство, обрабатываемой, комбинированной
Текст:
... что обрабатываемая деталь представляет собой лопатку турбины. 14. Способ по п.9, отличающийся тем, что степень зернистости непроводящего абразивного материала составляет от примерно 60 зерен до примерно 340 зерен. 15. Способ по п.9, отличающийся тем, что средство для увеличения электрического разряда содержит одну или более присадок в охлаждающем веществе. 16. Способ по п.15, отличающийся тем, что одна или более присадок содержит бромид...
Устройство для измерения радиуса полуцилиндрических деталей и механической обработки их до номинальных размеров их эталонов
Номер предварительного патента: 4340
Опубликовано: 14.03.1997
Авторы: Хальзов Виктор Владимирович, Бекмагамбетов Мурат Махметович, Синельников Борис Иосифович
МПК: G01B 3/22
Метки: радиуса, обработки, эталонов, деталей, размеров, измерения, механической, полуцилиндрических, устройство, номинальных
Формула / Реферат:
Изобретение относится к контрольно-измерительной технике и технике механической обработки и может быть использовано при изотовлении полуцилиндрических деталей, например, шатунных и коренных вкладышей двигателей внутреннего сгорания.Достигаемый технический результат - повышение точности измерений и точности обработки, а также возможности устранения дефектов после измерения.Устройство состоит из корпуса, обоймы для размещения детали, механизма...
Установочный палец для базирования детали по отверстию
Номер инновационного патента: 26371
Опубликовано: 15.11.2012
Авторы: Шеров Карибек Тагаевич, Ракишев Асет Каригулович, Боярский Вячеслав Григорьевич, Сихимбаев Муратбай Риздихбаевич, Шеров Айбек Карибекович
МПК: B23Q 3/06
Метки: отверстию, палец, установочный, детали, базирования
Формула / Реферат:
РЕФЕРАТУСТАНОВОЧНЫЙ ПАЛЕЦ ДЛЯ БАЗИРОВАНИЯ ДЕТАЛИПО ОТВЕРСТИЮTETIKTITECIK БОЙЫНШ А ОРНЬЩТАНДЫРУ УШШБЕК1ТУШ1САУСАК; Изобретение относится к машиностроению, а именно к установочным пальцам для центрирования обрабатываемых изделий по отверстию при базировании в станочных приспособлениях.Задачей изобретения является повышение технологичности конструкции и точности базирования.Установочный палец для базирования детали по отверстию, содержащий...
Предыдущий патент: Способ переработки сурьмяного сырья
Следующий патент: Машина для обработки белья (варианты)
Случайный патент: Штамм "VRC-RZ2" вируса-фикс бешенства для приготовления профилактических и диагностических препаратов