Способ контурной обработки и получение формы заготовок обуви и устройство для его реализации
Номер инновационного патента: 23216
Опубликовано: 15.11.2010
Авторы: Талипов Асхат Жетписбаевич, Баубеков Садуакас Сабитович, Баубеков Сабит Джумабаевич, Таукебаева Кунсулу Сатхановна, Казахбаев Сейсенбек Заурбекович
Формула / Реферат
Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для выполнения контурных строчек и получении заданной формы заготовок изделия без формования, что позволяет расширить их технологические возможности.
Задача заключаются в разработке способа контурной обработки для получения формы заготовок обуви и устройство для его реализации.
Технический результат достигается тем, что деталь перемещается двумя рабочими инструментами, одним из которых являются ролики вращающиеся с разными скоростями, а вторым - игла, причем игла расположена на перпендикуляре к направлению перемещения детали роликами и скорость ее линейного перемещения (при отклонении) в несколько раз превышает скорость перемещения детали роликами, причем ролики также имеют разные скорости вращения. Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод, перемещение детали сопровождается ее поворотом до расположенного в рабочих зонах упоров. В результате выполняется контурная обработка и сборка двух деталей образуя заданную форму.
Этот способ позволяет сократить операцию формирования носочной части заготовки обуви, а также сохраняет кожу от напряжений формирования, что позволяет увеличить срок носки обуви.
Текст
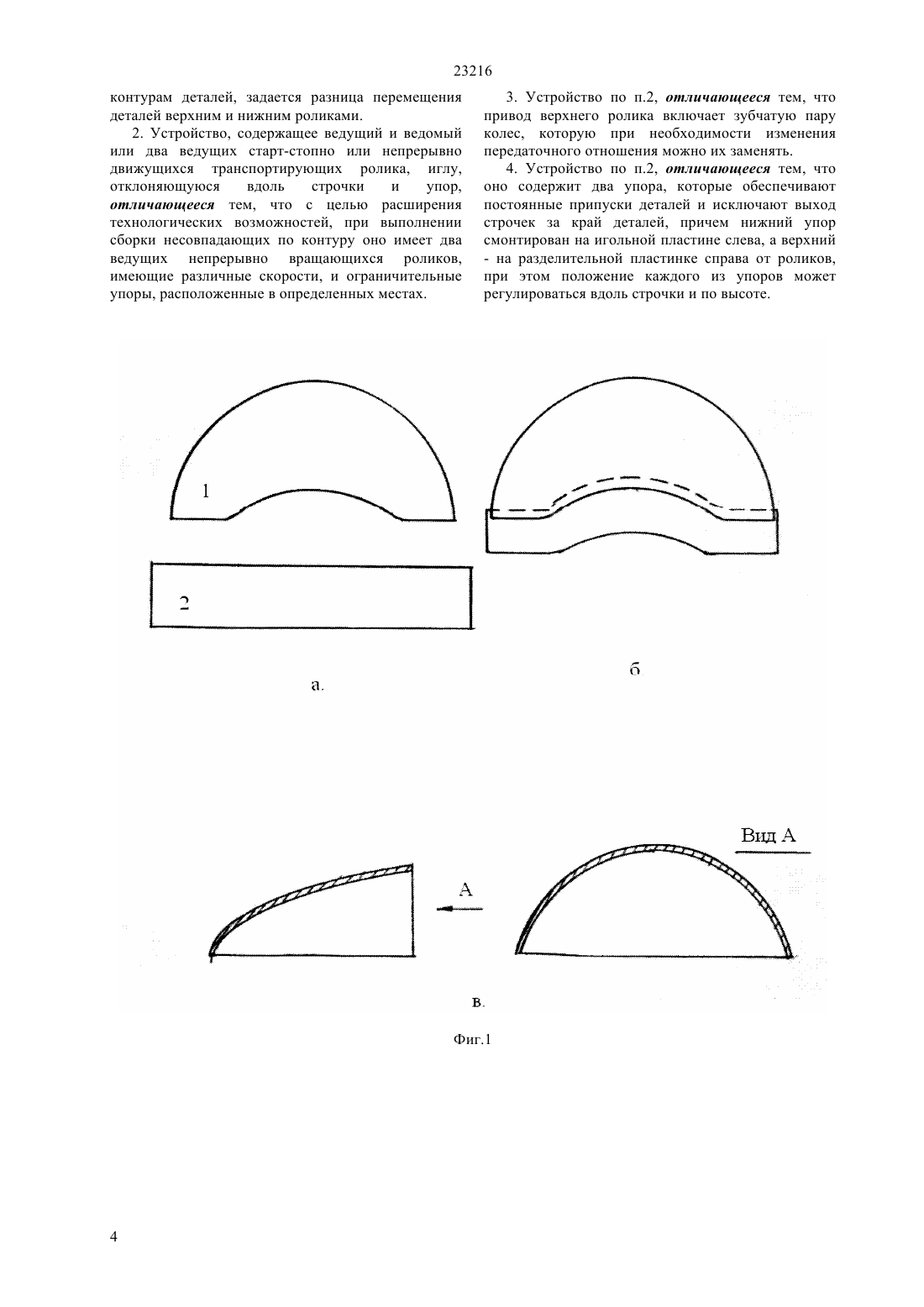
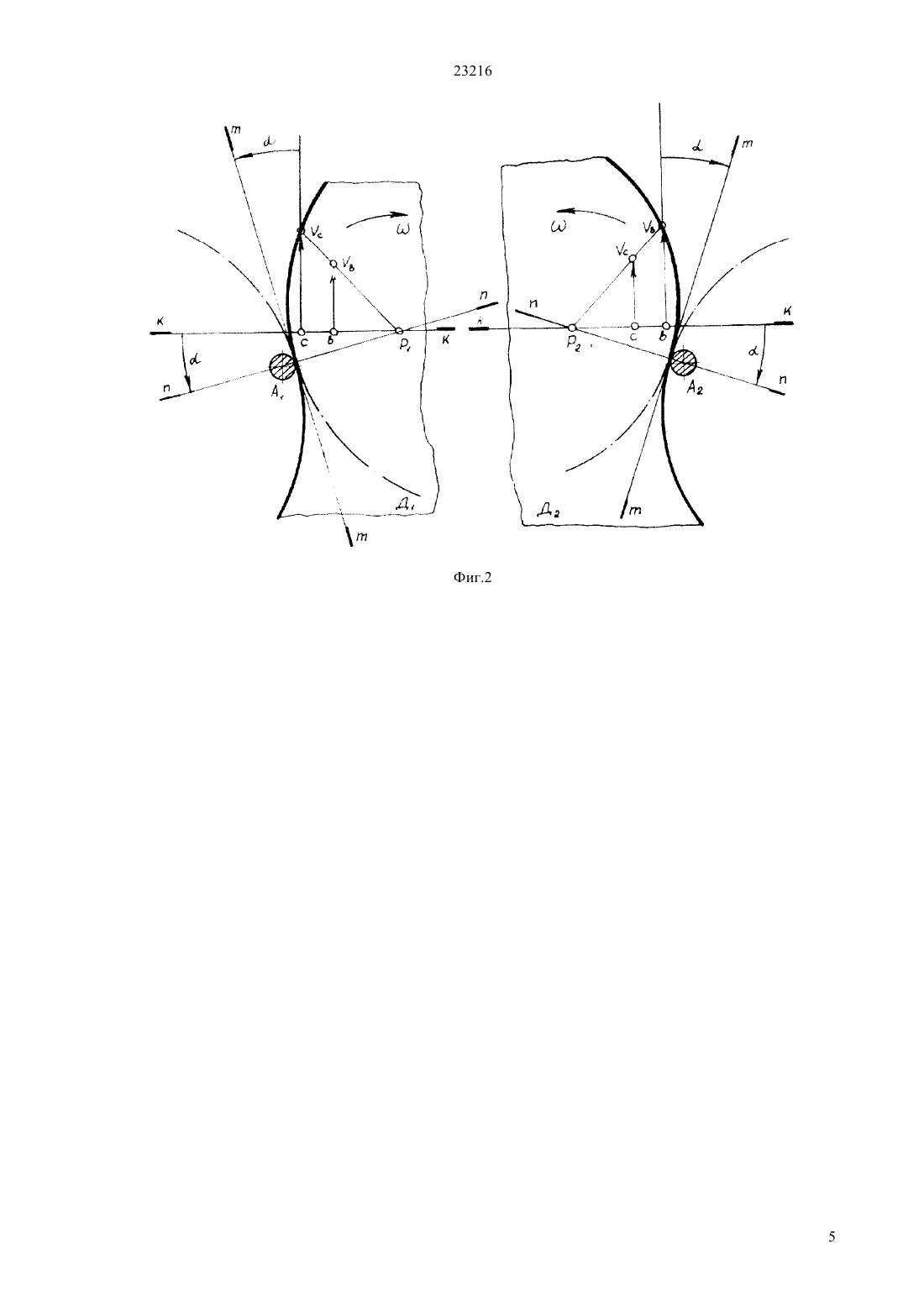
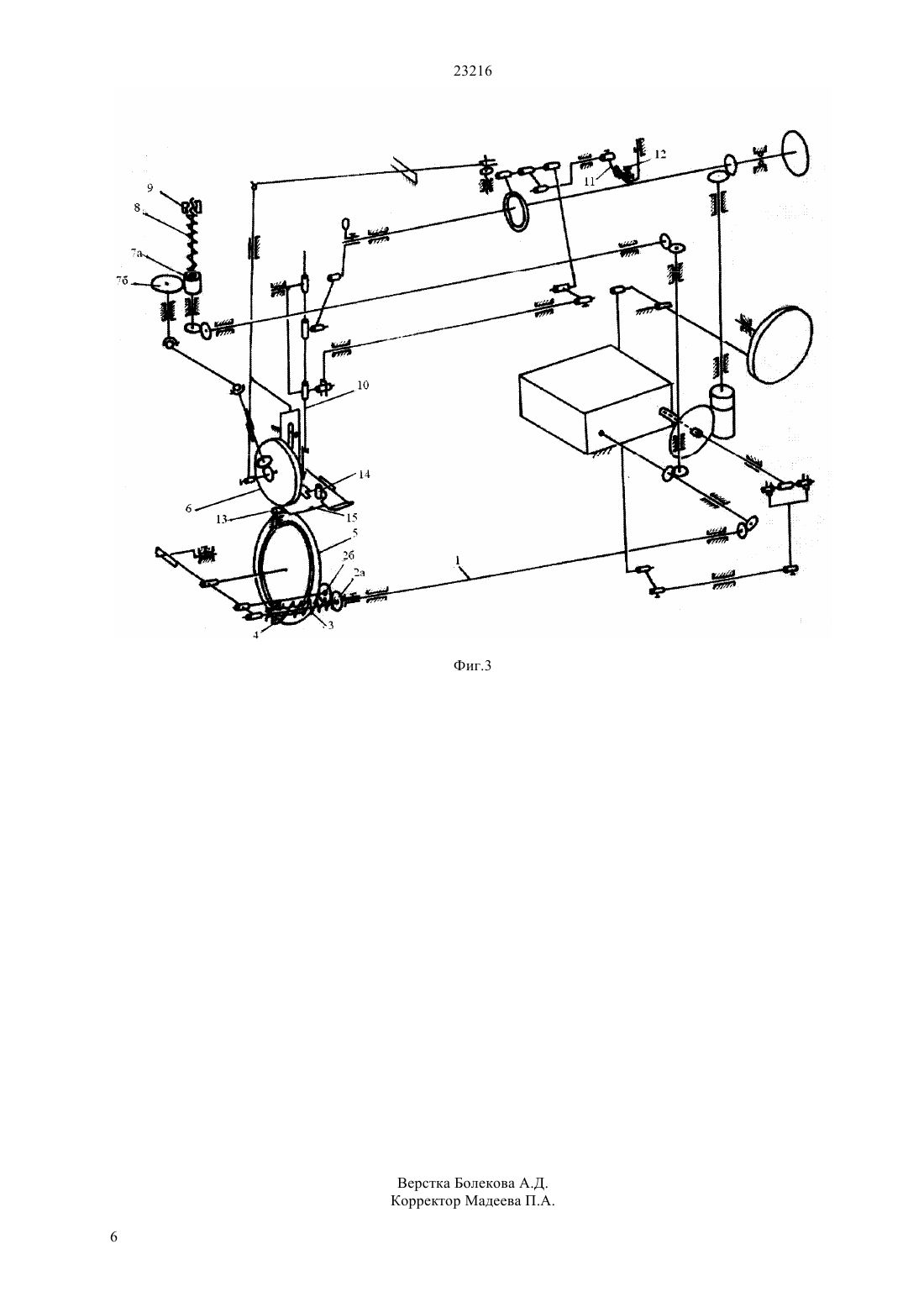
(51) 05 17/00 (2009.01) 05 21/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Технический результат достигается тем, что деталь перемещается двумя рабочими инструментами, одним из которых являются ролики вращающиеся с разными скоростями, а вторым игла, причем игла расположена на перпендикуляре к направлению перемещения детали роликами и скорость ее линейного перемещения (при отклонении) в несколько раз превышает скорость перемещения детали роликами, причем ролики также имеют разные скорости вращения. Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод,перемещение детали сопровождается ее поворотом до расположенного в рабочих зонах упоров. В результате выполняется контурная обработка и сборка двух деталей образуя заданную форму. Этот способ позволяет сократить операцию формирования носочной части заготовки обуви, а также сохраняет кожу от напряжений формирования, что позволяет увеличить срок носки обуви.(72) Баубеков Сабит Джумабаевич Таукебаева Кунсулу Сатхановна Казахбаев Сейсенбек Заурбекович Баубеков Садуакас Сабитович Талипов Асхат Жетписбаевич(73) Учреждение Таразский инновационногуманитарный университет(54) СПОСОБ КОНТУРНОЙ ОБРАБОТКИ И ПОЛУЧЕНИЕ ФОРМЫ ЗАГОТОВОК ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ(57) Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для выполнения контурных строчек и получении заданной формы заготовок изделия без формования, что позволяет расширить их технологические возможности. Задача заключаются в разработке способа контурной обработки для получения формы заготовок обуви и устройство для его реализации. 23216 Изобретение относится к легкой промышленности и может быть использовано в швейных машинах для выполнения контурных строчек и позволяет расширить их технологические возможности. Известен способ выполнения краевой на швейных деталях при их обработке по контуру и устройство для его реализации (А.с. СССР 1333728, кл. 05 17/00, 05 21/00, 1985),который состоит в следующем. Деталь перемещается двумя рабочими инструментами,одним из которых являются ролики, а вторым отклоняющаяся игла, причем игла расположена на перпендикуляре к направлению перемещения детали роликами и скорость ее линейного перемещения (при отклонении) в несколько раз превышает скорость перемещения детали роликами. Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод,перемещение детали сопровождается ее поворотом до расположенного в рабочей зоне упора. Способ может быть реализован в двух вариантах - при непрерывном или стартстопном вращении роликов. Однако этот способ не позволяет сборку детелей несовпадающих по контуру. Устройство (А.с. СССР 1333728, кл. 05 17/00, 05 21/00, 1985) в таком случае может иметь ведущий и ведомый или два ведущих стартстопно или непрерывно движущихся транспортирующих ролика, иглу, отклоняющуюся вдоль строчки и упор. При этом величина отклонения иглы вдоль строчки регулируется автономно,т.е. независимо от величины перемещения детали транспортирующими роликами. Для уменьшения деформаций края детали и уменьшения проскальзывания поверхности роликов относительно детали транспортирующие ролики снабжены фрикционной передачей. Однако устройство не позволяет сборку деталей не совпадающих по контуру. Известен способ оконтовывания детали осуществляющий устройством,имеющее кинематически связанные с приводом механизма транспортирования ориентирующие основную и дополнительную рейки (Патент РК 16691 МПК 05 17/00, 05 21/00, 2004). Однако из-за проскальзывания детали от тесьмы во время ее ориентирования относительно иглы не обеспечивается захват иглой края детали, то есть строчка проходит мимо контура детали, тем самим нарушается эквидистантность строчки относительно края детали. Задача и технический результат изобретения заключаются в разработке способа сборки деталей не совпадающих по контуру и устройства для его осуществления. Изобретение поясняется чертежом, где на фиг.1 а, б и в описан способ контурной обработки заготовок при их сборке. Устройство, реализующее этот способ, позволяет осуществлять сборку изделий ЛП, например обуви, даже при несовпадении контуров деталей, (фиг.1 а). В результате плоские детали 1,2 принимают форму 2 носка стопы. Этот способ позволяет сократить операцию формирования носочной части заготовки обуви, а также сохраняет кожу от напряжений формирования, что позволяет увеличить срок носки обуви. Технический результат достигается тем, что детали перемещается двумя рабочими инструментами, одним из которых являются ролики С (фиг. 2), а вторым - игла В, причем игла расположена на перпендикуляре - к направлению перемещения детали роликами и скорость ее линейного перемещения (при отклонении) в несколько раз превышает скорость перемещения детали скорость перемещения детали иглой С-линейная скорость перемещения детали роликами -перпендикуляр к нормали нормаль к контуру детали в точке А - - горизонталь проведенная в точках контакта детали роликами С и иглой В или перпендикуляр к направлению перемещения детали роликами и скорость ее линейного перемещения угол -определяет место расположения упора А - по условиям обеспечения работоспособности предлагаемого устройства, упор располагается впереди иглы,-определен в результате исследования и имеет величину от 7-21 градусов в зависимости от физического свойства материала обрабатываемой скоростей определяется исследованиями и выбирается в пределах 3-5). Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод, перемещение детали сопровождается ее поворотом до расположенного в рабочей зоне упора А. Способ сборки заключается в следующем. Нижняя деталь Д 1 (см. фиг. 2) укладывается на игольной пластине и е край совмещается с упором А 1 а верхняя деталь Д 2 - на разделительной пластинке, и е край совмещается с упором А 2. Затем опускается верхний ролик (на фиг. 2-точка С),который прижимает верхнюю деталь Д 2 к разделительной пластинке. Давление через разделительную пластинку передатся на нижнюю деталь Д 1, вследствие чего она прижимается к нижнему ролику. Перемещение деталей Д 1 и Д 2 осуществляется роликами и иглой, причем,величина перемещения детали нижним роликам в 35 раз больше, а величина перемещения верхней детали верхним роликам в 3-5 раз меньше, чем перемещения деталей иглой. Это достигается за счт соответствующего расположения коромысла на валу механизма отклонения иглы и увеличения передаточного отношения зубчатой пары в цепи верхнего ролика. В результате деталь Д 1 поворачивается вокруг мгновенного центра вращения Р 1 по часовой стрелке, а деталь Д 2 - вокруг центра Р 2 в противоположенную сторону, что приводит к их соприкосновению с упорами А 1 и А 2. 23216 Силы давления деталей Д 1 и Д 2 на упоры А 1 и А 2 могут быть изменены путм регулирования предварительной деформации пружин тормозных устройств, создающих постоянные моменты сопротивления вращению роликов при разных величинах их проскальзывания. В результате выполняется контурная строчка на деталях,соединяемых внакладку, несовпадающих по контуру. Новым в способе является то, что предлагаемый способ позволяет сборки деталей несовпадающих по контуру. Новым в изобретении является то, в устройстве для осуществления способа для сборки привод верхнего ролика включает сменную зубчатую пару колеса, позволяющая при необходимости изменять передаточного отношения. Таким образом, вследствие разных величин перемещения деталей иглой и роликами, наличия упоров, тормозных устройств, разделительной пластинки, уменьшения ширины нижнего ролика и изменения конструкции игольной пластины, а также возможность замены колес транспортирующего верхнего ролика обеспечивается эквидистантность строчки краям обеих деталей, минимальный припуск на накладку при их сборке и предохраняются от чрезмерной деформации края деталей. Изобретение поясняется чертежом 3, где представлена кинематическая схема устройства для сборки. Устройство содержит два ведущих непрерывно вращающихся ролика 1 и С 2, иглу В,отклоняющуюся вдоль строчки и упор А. Привод нижнего ролика состоит из вала 1,зубчатых передач 2 а, 2 б и тормозного устройства 3 с регулировочной гайкой 4, как в рассмотренной выше машине. Однако здесь ролик 5 уменьшен по ширине до 2 мм и соответственно модифицирована игольная пластина, что позволяет уменьшить припуск нижней детали на накладку до 4 мм. При расположении челнока слева, а ролика справа от иглы припуск уменьшается до 2 мм. Привод верхнего ролика 6 включает зубчатую пару 7 а, 7 б колеса, которую при необходимости изменения передаточного отношения можно заменять и тормозное устройство 8, регулируемое гайкой 9. Наличие тормозных устройств 3 и 8,предохраняет края деталей от излишней деформации величины передаваемых роликами крутящих моментов регулируются путм изменения предварительной деформации пружин гайками 4 и 9, фиг.3. Устройство работает следующим образом. Нижний транспортирующий ролик 1 получает движение от ведущего вала с помощью коробки передач, позволяющей изменять длину стежка. На валу 2 установлена приводная шестерня 3 с упругим звеном / фрикционной муфтой / 4, которая обеспечивает ролику С возможность как в режиме транспортирования / когда игла находится вне материала детали /, так и в режиме торможения с постоянным моментом / когда игла перемещает материал /. Верхний транспортирующий ролик С 2 получает движение от вала 5 посредством зубчатой пары 6 и упругого звена 9, работающего аналогично упругому звену 4. Отклонение иглы В вдоль строчки осуществляется от эксцентрика через систему рычагов. Величина отклонения изменяется поворотом рычага 11 по пазу сектора с последующей фиксацией гайки 16. Конструктивное оформление упора А зависит от вида выполняемой строчки. Если строчка по краю нижней детали, то упор устанавливается на игольной пластине. Если же строчка выполняется по краю верхней детали, то упор устанавливается на лапке - упоре, как показано на фиг.3. С целью расширения технологических возможностей конструкция упора позволяет изменять его положение в горизонтальной плоскости, по высоте,а также регулировать величину давления на прошиваемую деталь. Регулировка осуществляется с помощью винтов 12, 17, 19, гайки 15 и пружины 18 Устройство содержит два упора, которые обеспечивают постоянные припуски деталей и исключают выход строчек за край деталей. Нижний упор 13 смонтирован на игольной пластине слева, а верхний 14 - на разделительной пластинке 15 справа от роликов 5 и 6. При этом положение каждого из упоров может регулироваться вдоль строчки и по высоте. Таким образом, упоры А 1 и А 2 смещены относительно оси вращения роликов в сторону,противоположную скорости поступательного движения деталей, и расположены на нормалях (-) к контурам деталей, повернутых от линии (-) на угол(для верхней детали - по часовой стрелке, а для нижней - против часовой стрелки). Разделительная пластинка смонтирована на лапке(или на платформе машины). Величина давления пластинки на нижнюю деталь регулируется пластинчатой пружиной с помощью винта. Данное устройство исключает операцию по предварительному скреплению деталей. Уменьшает расход материала за счт уменьшения припуска деталей на накладку, улучшает качество изделий за счт строгого выполнения строчек эквидистантно краю как верхней так и нижней деталей. Таким образом, вследствие разных величин перемещения деталей иглой и роликами, наличия упоров, тормозных устройств, разделительной пластинки, уменьшения ширины нижнего ролика и изменения конструкции игольной пластины обеспечивается эквидистантность строчки по краям обеих деталей, минимальный припуск на накладку и предохраняются от чрезмерной деформации края деталей. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ сборки заготовок обуви,заключающийся в обработке деталей,не совпадающих по контуру, отличающийся тем, что с целью расширения технологических возможностей, для получения формы заготовки и выполнения эквидистантной строчки относительно 3 23216 контурам деталей, задается разница перемещения деталей верхним и нижним роликами. 2. Устройство, содержащее ведущий и ведомый или два ведущих старт-стопно или непрерывно движущихся транспортирующих ролика, иглу,отклоняющуюся вдоль строчки и упор,отличающееся тем, что с целью расширения технологических возможностей, при выполнении сборки несовпадающих по контуру оно имеет два ведущих непрерывно вращающихся роликов,имеющие различные скорости, и ограничительные упоры, расположенные в определенных местах. 3. Устройство по п.2, отличающееся тем, что привод верхнего ролика включает зубчатую пару колес, которую при необходимости изменения передаточного отношения можно их заменять. 4. Устройство по п.2, отличающееся тем, что оно содержит два упора, которые обеспечивают постоянные припуски деталей и исключают выход строчек за край деталей, причем нижний упор смонтирован на игольной пластине слева, а верхний- на разделительной пластинке справа от роликов,при этом положение каждого из упоров может регулироваться вдоль строчки и по высоте.
МПК / Метки
МПК: F05B 17/00, F05B 21/00
Метки: заготовок, формы, обработки, контурной, способ, получение, реализации, обуви, устройство
Код ссылки
<a href="https://kz.patents.su/6-ip23216-sposob-konturnojj-obrabotki-i-poluchenie-formy-zagotovok-obuvi-i-ustrojjstvo-dlya-ego-realizacii.html" rel="bookmark" title="База патентов Казахстана">Способ контурной обработки и получение формы заготовок обуви и устройство для его реализации</a>
Предыдущий патент: Кольцевой гидроэлеватор
Следующий патент: Устройство для автоматизированной контурной обработки детали при шитье
Случайный патент: Поливная арматура