Способ нанесения пластмассового покрытия на внутреннюю поверхность металлической трубы
Номер инновационного патента: 24242
Опубликовано: 15.07.2011
Авторы: Идрисов Бауржан Рыскалиевич, Ермеков Толеухан Ермекович, Керей Бекберген Дуйсенбайулы, Ермеков Алмаз Толеуханович, Арпабеков Муратбек Ильясович, Идрисов Рыскали Накипович
Формула / Реферат
Изобретение относится к способам нанесения полимерного покрытия на внутреннюю поверхность металлической трубы для защиты этой поверхности от коррозия.
В основе лежит то, что берется мерная металлическая труба, в нее вводят с осевой центровкой, то есть соосно, извлекаемый кондуктор - трубу или стержень с противоадгезийной, к применяемой пластмассе поверхностью. Соосным положением трубы, или труба к стержень образуют цилиндрический кольцевой зазор. В этот зазор засыпают, в виде порошка или гранул, полимер служащий основой образования пластмассового слоя. Для фиксации положения трубы и кондуктора относительно друг друга, и сохранения постоянной величины зазора, в зазор, между засыпаемыми порциями порошка или гранул, вводят перфорированные, с отверстиями кольца. Эти кольца были предварительно изготовлены из пластмассы родственной используемой для наполнения зазора, но с более высокой температурной устойчивостью к размягчению, или деструкции, если используемый материал реактопластик.
Засыпанный материал в труба, с целью устранения каверы и пустот, подвергают осевому двухстороннему давлению в течении всего времени операции. В качестве давящего инструмента используют кольцевые цилиндрические диэлектрические поршни устройств надеваемых и закрепляемых на концах изолируемой трубы.
Нагревание полученной системы - труба и кондуктор, осуществляет включением их в электрическую сеть по параллельной схеме. Такое включение позволяет использовать трубу и кондуктор как нагреватели с максимальным использованием электротеплового эффекта.
Текст
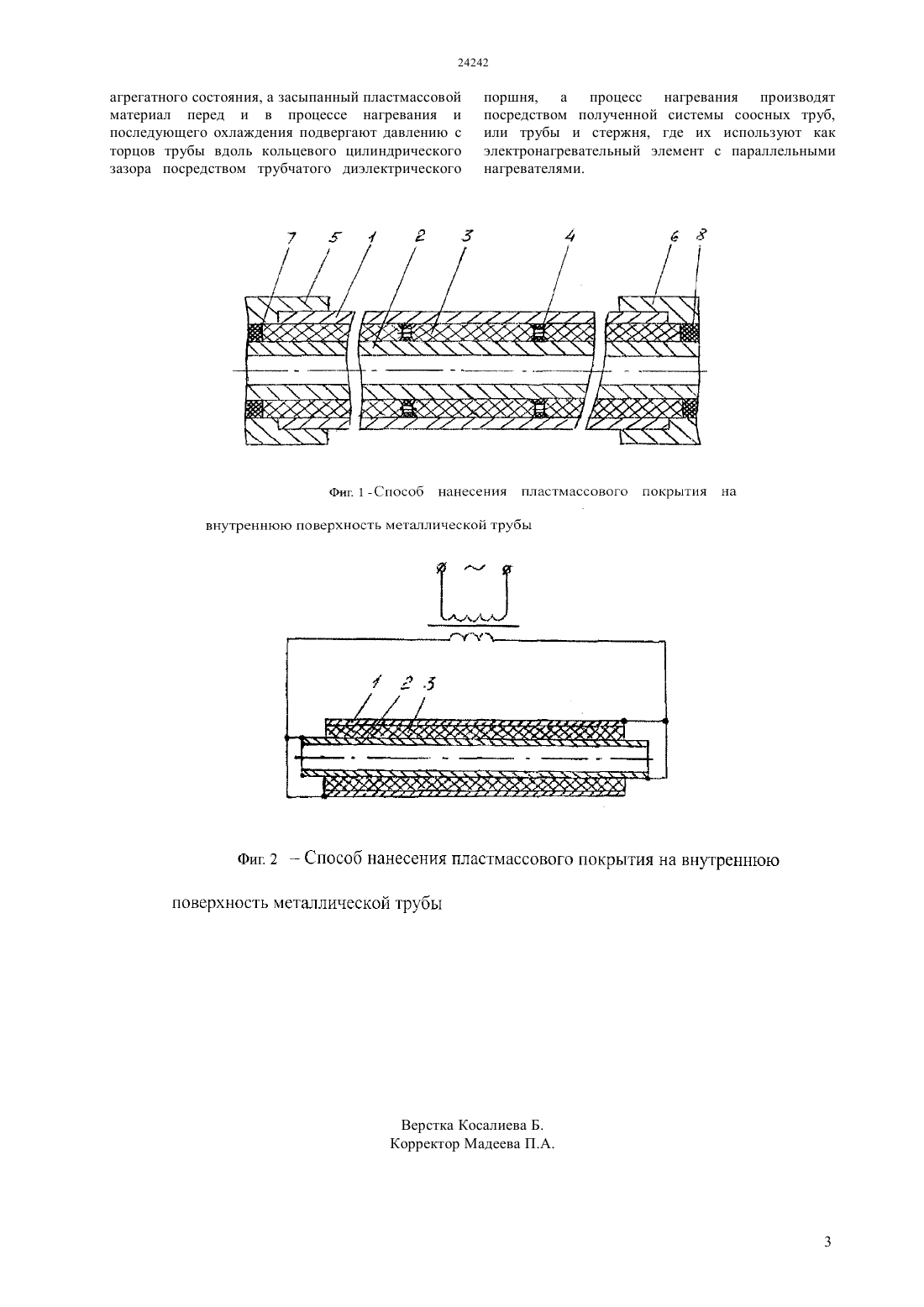
(51) 29 49/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ цилиндрический кольцевой зазор. В этот зазор засыпают, в виде порошка или гранул, полимер служащий основой образования пластмассового слоя. Для фиксации положения трубы и кондуктора относительно друг друга, и сохранения постоянной величины зазора, в зазор, между засыпаемыми порциями порошка или гранул,вводят перфорированные, с отверстиями кольца. Эти кольца были предварительно изготовлены из пластмассы родственной используемой для наполнения зазора, но с более высокой температурной устойчивостью к размягчению, или деструкции,если используемый материал реактопластик. Засыпанный материал в труба, с целью устранения каверы и пустот, подвергают осевому двухстороннему давлению в течении всего времени операции. В качестве давящего инструмента используют кольцевые цилиндрические диэлектрические поршни устройств надеваемых и закрепляемых на концах изолируемой трубы. Нагревание полученной системы - труба и кондуктор, осуществляет включением их в электрическую сеть по параллельной схеме. Такое включение позволяет использовать трубу и кондуктор как нагреватели с максимальным использованием электротеплового эффекта.(72) Ермеков Толеухан Ермекович Идрисов Рыскали Накипович Керей Бекберген Дуйсенбайулы Арпабеков Муратбек Ильясович Идрисов Бауржан Рыскалиевич Ермеков Алмаз Толеуханович(73) Республиканское государственное казенное предприятие Евразийский национальный университет им. Л.Н. Гумилева Министерства образования и науки Республики Казахстан(54) СПОСОБ НАНЕСЕНИЯ ПЛАСТМАССОВОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОЙ ТРУБЫ(57) Изобретение относится к способам нанесения полимерного покрытия на внутреннюю поверхность металлической трубы для защиты этой поверхности от коррозия. В основе лежит то, что берется мерная металлическая труба, в нее вводят с осевой центровкой, то есть соосно, извлекаемый кондуктор- трубу или стержень с противоадгезийной, к применяемой пластмассе поверхностью. Соосным положением трубы, или труба к стержень образуют Инновационная технология относится к способу нанесения пластмассового покрытия из пластмассы на внутреннюю поверхность металлической трубы мерной длины. Известен способ изготовления изделий из смеси термопластической смолы с мелкогранулированным полимером (см. Япония , заявка 52-32656, В 29 С 11/00, В 29 3/00, Сумимото кагаку коге К.К.), где формуемое из данной смеси изделие подвергают температурной обработке между температурой размягчения термопластической смолы и температурой ее текучести. Недостатком является наличие связывающего компонента типа термопластической смолы, не образующего в процессе реализации изделия однородное вещество с используемым гранулятом. Известен способ изготовления трубопроводных изделий (см. Германия (ДЕ), заявка 3326387,В 29 С 65/64, 47/20), где предварительно экструдером из порошка или гранул получают стренгу и формуют с остаточным механическим напряжением. Полученное изделие вставляют в металлическую трубу, раздувают и нагревают. Посредством снятия остаточного напряжения под действием нагревания пластмассовая труба впрессовывается в металлическую трубу. Недостатком является предварительная изготовление используемой заготовки из пластического материала и двухстадийность процесса, где пластический материал дважды подвергается нагреванию. Задачей изобретения является повышения коррозионной стойкости металлической трубы вследствие изоляции ее поверхности слоем пластмассового покрытия от соприкосновения с веществом, транспортируемым по трубе. Поставленная задача достигается тем, что в покрываемую трубу вводят трубу или стержень с диаметром меньше внутреннего диаметра облицовываемой металлической трубы, причем вводимая труба или стержень имеет противоадгезийную для используемого пластмассового вещества поверхность. В цилиндрический кольцевой зазор полученной системы засыпают с уплотнением порошок или гранулы используемой пластмассы. Затем обе металлические обкладки нагревают, а процесс нагревания производят посредством полученной системы соосных труб, или трубы и стержня, где их используют как электронагревательный элемент с параллельными нагревателями, до температуры размягчения или спекания используемой пластмассы, одновременно с торцов вводят, под давлением, дополнительное количество материала для устранения каверн и пустот. После завершения процесса образования однородного пластмассового слоя вся система охлаждается до температуры отвердевания пластмассы и введенную трубу или стержень извлекают. Для устранения смещения и несоосности вставляемой трубы или стержня внутри облицовываемой трубы для в кольцевой зазор вводят, с интервалом между слоями засыпаемого пластмассового полуфабриката,кольцевые перфорированные фиксаторы положения, заранее изготовленные из применяемого пластмассового материала, но с более высокой температурной стойкостью, которые в процессе образования изолирующего слоя становится его составной частью. На фиг. 1 показан способ получения пластмассового облицовочного слоя на внутренней поверхности мерной металлической трубы. На фиг.2 показана схема использования полученной соосной системы для нагревания пластмассового материала. Внутрь металлической трубы 1 вводят трубу или стержень из металла 2 с противоадгезийной внешней поверхностью. В кольцевой цилиндрический зазор с уплотнением засыпают порошок с более высокой температурной устойчивостью изменения агрегатного состояния или гранулы из пластмассы 3. Засыпанный пластмассовый материал перед и в процессе нагревания и последующего охлаждения подвергают давлению с торцов трубы вдоль кольцевого цилиндрического зазора посредством трубчатого диэлектрического поршня, а процесс нагревания производят посредством полученной системы соосных труб. Для устранения кривляния в кольцевой цилиндрический зазор могут быть введены кольцевые перфорированные фиксаторы положения 4 из материала родственного используемому для создания облицовочного слоя. На концах облицовываемой трубы располагают съемные прессующие устройства 5,6 с диэлектрическими трубчатыми поршнями 7,8, посредством которых вводят порции пластмассового полуфабриката устраняющие пустоты и каверны, и осуществляют обжим пластмассового слоя и сохраняют на трубе до отвердевания пластмассы. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ покрытия внутренней поверхности металлической трубы мерной длины слоем пластической массы из насыпного порошкообразного или гранулированного пластмассового материала, расплавляемого или спекаемого посредством нагревания металлической трубы электрическим током, отличающийся тем,что внутрь покрываемой трубы соосно вводят металлическую трубу или стержень с наружной поверхностью исключающей налипание используемого пластмассового материала, причем используемый материал засыпают с уплотнением в кольцевой цилиндрический зазор, образованный поверхностями двух тел, покрываемой трубы и введенной соосно трубы или стержня, причем в кольцевой цилиндрической зазор вводят, с интервалами между засыпаемыми порциями пластмассового порошка или гранул, кольцевые перфорированные фиксаторы положения из материала с той же химической основой, что порошок или гранулы, но с более высокой температурной устойчивостью изменения 2 агрегатного состояния, а засыпанный пластмассовой материал перед и в процессе нагревания и последующего охлаждения подвергают давлению с торцов трубы вдоль кольцевого цилиндрического зазора посредством трубчатого диэлектрического поршня, а процесс нагревания производят посредством полученной системы соосных труб,или трубы и стержня, где их используют как электронагревательный элемент с параллельными нагревателями.
МПК / Метки
МПК: B29C 49/00
Метки: пластмассового, способ, нанесения, трубы, покрытия, поверхность, металлической, внутреннюю
Код ссылки
<a href="https://kz.patents.su/3-ip24242-sposob-naneseniya-plastmassovogo-pokrytiya-na-vnutrennyuyu-poverhnost-metallicheskojj-truby.html" rel="bookmark" title="База патентов Казахстана">Способ нанесения пластмассового покрытия на внутреннюю поверхность металлической трубы</a>
Способ нанесения на поверхность металла эмалевого покрытия
Номер патента: 6565
Опубликовано: 15.08.2000
Авторы: Нижник Анатолий Николаевич, Туленков Владимир Львович, Иващенко Владислав Анатольевич, Пак Виссарион Владимирович, Огурцов Олег Владимирович
МПК: C23D 5/04
Метки: металла, покрытия, способ, нанесения, эмалевого, поверхность
Формула / Реферат:
Изобретение относится к эмалированию металлических поверхностей, в частности к процессам нанесения эмалевого покрытия на поверхность металлических изделий.Nпособ включает предварительную подготовку поверхности металла, а также использование фриты с определенным гранулометрическим составом. Для повышения производительности процесса и улучшения качества формируемого покрытия фриту с заданным гранулометрическим составом наносят на поверхность...
Устройство и способ для нанесения покрытия на подложку
Номер патента: 22226
Опубликовано: 15.01.2010
Авторы: БАТИСТ, Лоран, Кристоф, Бернар, ГЛЕЙМ, Герардус, СХАДЕ ВАН ВЕСТРЮМ, Йоханнес, Альфонсус, Франсискус Мария
МПК: C23C 14/22, C23C 14/26, C23C 14/24...
Метки: покрытия, устройство, подложку, нанесения, способ
Формула / Реферат:
Изобретение относится к устройству для нанесения покрытия на подложку с использованием физического осаждения из паровой фазы содержащему вакуумную камеру, в которой размещена катушка (1) для удержания некоторого количества проводящего материала (10) в состоянии левитации и для нагревания и испарения этого материала при использовании переменного электрического тока в катушке, при этом в катушке размещены средства (3) для изоляции катушки от...
Способ нанесения огнезащитного покрытия и установка для его осуществления
Номер предварительного патента: 1054
Опубликовано: 15.09.1994
Авторы: Ермаков Евгений Иосифович, Умаев Хасан Умарбекович, Ларев Николай Васильевич
МПК: B05D 1/02
Метки: способ, осуществления, нанесения, покрытия, огнезащитного, установка
Формула / Реферат:
Изобретение относится к защите металлических поверхностей от коррозии и к защите различных материалов от воздействия высоких температур. Предложен способ нанесения огнезащитного покрытия, предусматривающий подачу материала покрытия из емкости сжатым воздухом в распылительное устройство и последующее распыление, отличается тем, что до подачи материала покрытия в распылительное устройство, в него подают пластификатор, а при выводе из емкости...
Способ нанесения покрытия погружением в расплав и устройство для его осуществления
Номер патента: 15848
Опубликовано: 15.12.2008
Авторы: ТРАКОВСКИ, Вальтер, БРИСБЕРГЕР, Рольф
МПК: C23C 2/24
Метки: осуществления, расплав, погружением, покрытия, нанесения, способ, устройство
Формула / Реферат:
Изобретение относится к способу и устройству для нанесения на поверхность, в частности, полосообразного материала, например, полосы из цветных металлов или стальной полосы (1), по меньшей мере одного металлического покрытия при прохождении через по меньшей мере одну емкость, содержащую расплавленный покрывной материал. Металлическая полоса, на которую наносится покрытие, проходит через расплав покровного материала в емкости сверху...
Устройство для нанесения покрытия на металлическую заготовку погружением в расплав
Номер патента: 22550
Опубликовано: 17.05.2010
Авторы: БЕРЕНС, Хольгер, ЦЕРБЕ, Рюдигер, ХАРТУНГ, Ханс-Георг, БРИСБЕРГЕР, Рольф
МПК: C23C 2/24
Метки: заготовку, покрытия, нанесения, металлическую, устройство, расплав, погружением
Формула / Реферат:
Изобретение относится к устройству для нанесения покрытия на металлическую заготовку (1), в частности металлическую полосу погружением в расплав, причем в устройстве металлическую заготовку (1) пропускают вертикально через содержащую расплавленный металл (2) для покрытия ванну (3) и через включенный перед ней направляющий канал (4), в зоне которого по обе стороны металлической заготовки (1) установлены, по меньшей мере, два индуктора (5) для...
Предыдущий патент: Устройство для получения моноблочных изделий из термопластической пластмассы
Следующий патент: Загрузочное устройство конвейеров
Случайный патент: Воздухоочиститель, установленный на транспортном средстве