Способ получения и устройство для обжатия заготовок на машине непрерывного литья заготовок
Номер инновационного патента: 23131
Опубликовано: 15.11.2010
Авторы: Сержанов Радул Идаятович, Богомолов Алексей Витальевич, Быков Петр Олегович, Маздубай Асылхан Владимирович
Формула / Реферат
Изобретение относится к металлургическому производству, конкретно к непрерывной разливке металлов и сплавов.
Техническим результатом изобретения является повышение качества непрерывнолитых заготовок за счет снижения осевой пористости и повышения однородности внутренней структуры за счет обжатия заготовки в клети поперечно-винтовой прокатки, установленной в зоне вторичного охлаждения машины непрерывного литья заготовок, где происходит окончательное затвердевание слитка, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок.
Требуемый технический результат достигается тем, что в зоне вторичного охлаждения машины непрерывного литья заготовок в области окончания жидкой лунки, также как и в известном способе, в предлагаемом способе осуществляют обжатие непрерывнолитой заготовки. Однако, в отличие от известного способа в предлагаемом обжатие осуществляют парой специальных роликов, вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса, установленных под углом 5-12º к линии вытягивания заготовки, зависящего от сечения заготовки, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок.
Требуемый технический результат достигается тем, что, также как известное, предлагаемое устройство содержит ролики для обжатия заготовок. Однако, в отличие от известного устройства, в предлагаемом устройстве установлена пара специальных роликов, вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса, установленных под углом 5-12° к линии вытягивания заготовки, зависящего от сечения заготовки и поддерживающего устройства.
Текст
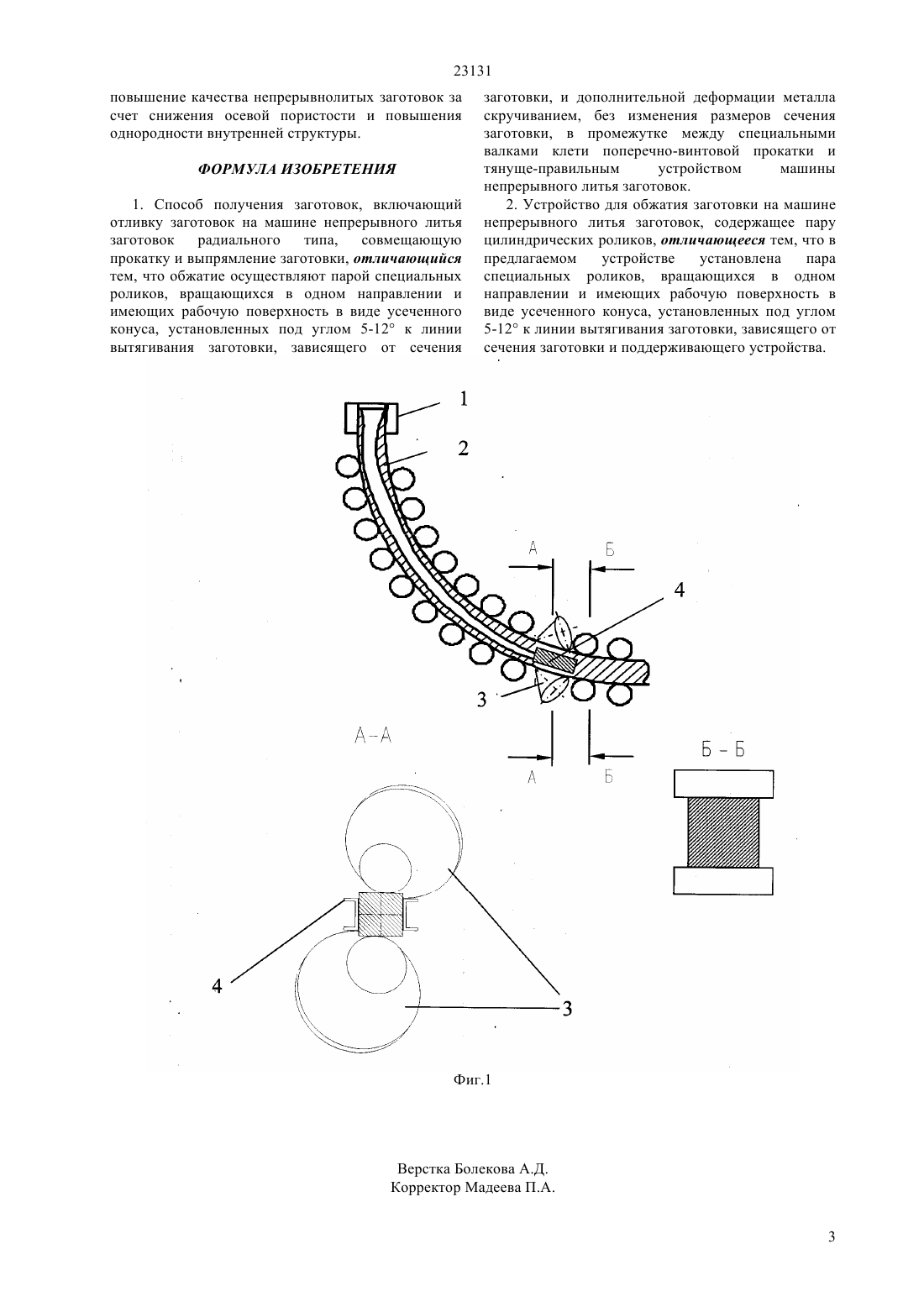
(2010.01), 22 11/22 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ тянуще-правильным устройством машины непрерывного литья заготовок. Требуемый технический результат достигается тем, что в зоне вторичного охлаждения машины непрерывного литья заготовок в области окончания жидкой лунки, также как и в известном способе, в предлагаемом способе осуществляют обжатие непрерывнолитой заготовки. Однако, в отличие от известного способа в предлагаемом обжатие осуществляют парой специальных роликов,вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса,установленных под углом 5-12 к линии вытягивания заготовки, зависящего от сечения заготовки, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок. Требуемый технический результат достигается тем, что, также как известное, предлагаемое устройство содержит ролики для обжатия заготовок. Однако, в отличие от известного устройства, в предлагаемом устройстве установлена пара специальных роликов, вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса, установленных под углом 5-12 к линии вытягивания заготовки, зависящего от сечения заготовки и поддерживающего устройства.(72) Сержанов Радул Идаятович Быков Петр Олегович Богомолов Алексей Витальевич Маздубай Асылхан Владимирович(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(54) СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ОБЖАТИЯ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК(57) Изобретение относится к металлургическому производству, конкретно к непрерывной разливке металлов и сплавов. Техническим результатом изобретения является повышение качества непрерывнолитых заготовок за счет снижения осевой пористости и повышения однородности внутренней структуры за счет обжатия заготовки в клети поперечно-винтовой прокатки, установленной в зоне вторичного охлаждения машины непрерывного литья заготовок,где происходит окончательное затвердевание слитка, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и 23131 Изобретение относится к металлургическому производству, конкретно к непрерывной разливке металлов и сплавов. Известен способ получения заготовок, отлитых на радиальных машинах непрерывного литья заготовок, при котором с целью упрощения состава технологического оборудования и улучшения качества заготовок,операцию выпрямления заготовок совмещают с операцией прокатки (А.с. СССР 499951, кл. 22 11/12, 1976). Недостатком способа является низкая степень снижения осевой пористости и низкая степень повышения однородности внутренней структуры(Смирнов А.Н., Пилюшенко В.Л., Минаев А.А.,Момот С.В., Белобров Ю.Н. Процессы непрерывной разливки.-Донецк Изд-во ДНТУ, 2002, с. 535). Известно устройство для обжатия заготовки на машине непрерывного литья заготовок, содержащее две пары цилиндрических роликов, установленных в обойме в эксцентрично расположенных опорах (А.с. СССР 515579, кл. 22 11/12, 1976). Недостатком устройства является невозможность обеспечения необходимой схемы обжатия. Техническим результатом изобретения является повышение качества непрерывнолитых заготовок за счет снижения осевой пористости и повышения однородности внутренней структуры за счет обжатия заготовки в клети поперечно-винтовой прокатки, установленной в зоне вторичного охлаждения машины непрерывного литья заготовок,где происходит окончательное затвердевание слитка, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок. Требуемый технический результат достигается тем, что в зоне вторичного охлаждения машины непрерывного литья заготовок в области окончания жидкой лунки, также как и в известном способе, в предлагаемом способе осуществляют обжатие непрерывнолитой заготовки. Однако, в отличие от известного способа в предлагаемом обжатие осуществляют парой специальных роликов,вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса,установленных под углом 5-12 к линии вытягивания заготовки, зависящего от сечения заготовки, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок. Требуемый технический результат достигается тем, что, также как известное, предлагаемое устройство содержит ролики для обжатия заготовок. Однако, в отличие от известного устройства, в предлагаемом устройстве установлена пара специальных роликов, вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса, установленных под углом 2 5-12 к линии вытягивания заготовки, зависящего от сечения заготовки и поддерживающего устройства. На фиг. 1 изображено устройство для осуществления данного способа. Устройство состоит из кристаллизатора 1, слитка 2, специальных роликов 3, имеющих форму усеченного конуса, установленных вдоль линии вытягивания заготовки под углом 5-12 к линии вытягивания заготовки, и поддерживающего устройства 4. Устройство работает следующим образом, в кристаллизатор 1 сверху поступает жидкий металл,в котором происходит первоначальное затвердевание слитка 2,после этого затвердевающий слиток вытягивается из кристаллизатора в зону вторичного охлаждения, где происходит окончательное затвердевание слитка. В конце зоны вторичного охлаждения непрерывнолитая заготовка (слиток) захватывается парой специальных роликов 3 и обжимается между ними со степенью обжатия от 2 до 7. При этом происходит устранение (заваривание) дефектов осевой зоны заготовки. Далее, вытягиваемый слиток захватывается тянуще-правильным устройством МНЛЗ, обжимается между его валками, вследствие чего происходит восстановление геометрии (формы) поперечного сечения заготовки. При этом осуществляется дополнительная деформация металла скручиванием, без изменения размеров сечения заготовки,в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок. Способ реализуется следующим образом, после заполнения кристаллизатора 1 металлом до заданного уровня, включают привод валков,обеспечивающий вытягивание слитка с заданной скоростью. В конце зоны вторичного охлаждения непрерывнолитая заготовка (слиток) захватывается парой специальных роликов 3 и обжимается между ними со степенью обжатия от 2 до 7. При этом происходит устранение (заваривание) дефектов осевой зоны заготовки. Далее, вытягиваемый слиток захватывается тянуще-правильным устройством МНЛЗ, обжимается между его валками, вследствие чего происходит восстановление геометрии (формы) поперечного сечения заготовки. При этом осуществляется дополнительная деформация металла скручиванием, без изменения размеров сечения заготовки,в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок. Результаты радиально-сдвигового обжатия заготовок с просверленными осевыми отверстиями,моделирующими естественные дефекты центральной зоны показывают, что обжатие в области углов подачи 512 сопровождается уменьшением площади поперечного сечения осевого отверстия от 50 до 70. Использование предлагаемого устройства и способ получения заготовок на машине непрерывного литья заготовок обеспечивает 23131 повышение качества непрерывнолитых заготовок за счет снижения осевой пористости и повышения однородности внутренней структуры. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения заготовок, включающий отливку заготовок на машине непрерывного литья заготовок радиального типа,совмещающую прокатку и выпрямление заготовки, отличающийся тем, что обжатие осуществляют парой специальных роликов, вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса, установленных под углом 5-12 к линии вытягивания заготовки, зависящего от сечения заготовки, и дополнительной деформации металла скручиванием, без изменения размеров сечения заготовки, в промежутке между специальными валками клети поперечно-винтовой прокатки и тянуще-правильным устройством машины непрерывного литья заготовок. 2. Устройство для обжатия заготовки на машине непрерывного литья заготовок, содержащее пару цилиндрических роликов, отличающееся тем, что в предлагаемом устройстве установлена пара специальных роликов, вращающихся в одном направлении и имеющих рабочую поверхность в виде усеченного конуса, установленных под углом 5-12 к линии вытягивания заготовки, зависящего от сечения заготовки и поддерживающего устройства.
МПК / Метки
МПК: B22D 11/22, B22D 11/06, B22D 9/00
Метки: обжатия, литья, получения, непрерывного, заготовок, способ, устройство, машине
Код ссылки
<a href="https://kz.patents.su/3-ip23131-sposob-polucheniya-i-ustrojjstvo-dlya-obzhatiya-zagotovok-na-mashine-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Казахстана">Способ получения и устройство для обжатия заготовок на машине непрерывного литья заготовок</a>
Способ и устройство для получения заготовок на машине непрерывного литья заготовок
Номер инновационного патента: 21195
Опубликовано: 15.05.2009
Авторы: Канаев Амангельды Токешевич, Тусупбекова Марал Жанбулатовна, Кусманова Динара Ризахметовна, Быков Петр Олегович, Сержанов Радул Идаятович, Богомолов Алексей Витальевич
МПК: B22D 11/12
Метки: способ, устройство, непрерывного, машине, получения, литья, заготовок
Формула / Реферат:
Изобретение относится к металлургическому производству, конкретно к непрерывной разливки металлов и сплавов.Техническим результатом изобретения является следующая задача: повышение качества непрерывнолитых заготовок за счет снижения осевой пористости и повышения однородности внутренней структуры за счет применения в устройстве пары конических и пары цилиндрических валков.Требуемый технический результат достигается тем, что, в зоне вторичного...
Способ управления машиной непрерывного литья заготовок
Номер патента: 3504
Опубликовано: 10.06.1996
Авторы: Астраханцев Александр Константинович, Спиридонов Иван Александрович, Шипилов Виктор Ефимович, Гельд Ирина Артуровна
МПК: B22D 11/16
Метки: литья, машиной, непрерывного, способ, заготовок, управления
Формула / Реферат:
Изобретение относится к автоматизации машин непрерывного литья заготовок в циклическом режиме вытягивания - пауза за счет изменения параметров вытягивания и выработки управляющего воздействия на привод механизма вытягивания изменяют скорость литья и шаг вытягивания в каждом цикле по среднему отклонению фактического шага вытягивания от заданного. Время цикла изменяют в соответствии с заданной скоростью литья, фактическим шагом вытягивания...
Способ горизонтального непрерывного литья заготовок
Номер патента: 2775
Опубликовано: 15.12.1995
Авторы: Бабиев Николай Георгиевич, Литвинова Валентина Ивановна, Жуковин Игорь Викторович, Смирнов Юрий Александрович, Куликов Виктор Иванович, Добромилов Александр Александрович
МПК: B22D 11/00
Метки: литья, непрерывного, способ, заготовок, горизонтального
Формула / Реферат:
Изобретение относится к металлургии, в частности к горизонтальному непрерывному литью металлов и сплавов.Способ горизонтального непрерывного литья заготовок включает подачу жидкого металла в кристаллизатор из металлоприемника, измерение температуры металла, формирование заготовки в кристаллизаторе и ее вытягивание из него с изменением рабочей скорости в зависимости от температуры металла в металлоприемнике. Температуру металла в металлоприемнике...
Кристаллизатор для непрерывного литья полых заготовок
Номер патента: 10078
Опубликовано: 15.01.2003
Авторы: Мышкин Олег Николаевич, Креймер Эдуард Львович, Кашуба Марина Владимировна
МПК: B22D 11/04
Метки: непрерывного, кристаллизатор, полых, литья, заготовок
Формула / Реферат:
Изобретение относится к литейному производству и предназначено для производства полых заготовок, например, из меди и её сплавов, методом горизонтального непрерывного литья.Техническим результатом изобретения является повышение стабильности начала процесса литья.Кристаллизатор для непрерывного литья полых заготовок соединен с металлоприемником и содержит водоохлаждаемый корпус, в котором размещена графитовая форма с дорном, образующим кольцевой...
Устройство для вытягивания слитков установки непрерывного горизонтального литья
Номер патента: 9711
Опубликовано: 15.12.2004
Авторы: Креймер Эдуард Львович, Кашуба Марина Владимировна, Мышкин Олег Николаевич
МПК: B22D 11/128
Метки: установки, вытягивания, слитков, горизонтального, непрерывного, устройство, литья
Формула / Реферат:
Изобретение относится к цветной металлургии, к непрерывному литью цветных металлов и сплавов. Устройство содержит станину, тянущий и тормозной элементы, механизм захвата слитка и гидропривод, при этом тянущий элемент представляет собой подвижную траверсу, выполненную в виде стола со станочными пазами, в которых крепится механизм захвата слитка, и подвешенную на гидроцилиндрах. Станина состоит из двух опорных поверхностей с выполненными в них...
Предыдущий патент: Установка для испытания на перегиб
Следующий патент: Способ точения малых диаметров в сплошном материале и инструмент для его осуществления
Случайный патент: Способ очистки воздуха в животноводческих помещениях от аммиака и сероводорода