Способ управления машиной непрерывного литья заготовок
Номер патента: 3504
Опубликовано: 10.06.1996
Авторы: Астраханцев Александр Константинович, Спиридонов Иван Александрович, Гельд Ирина Артуровна, Шипилов Виктор Ефимович
Формула / Реферат
Изобретение относится к автоматизации машин непрерывного литья заготовок в циклическом режиме вытягивания - пауза за счет изменения параметров вытягивания и выработки управляющего воздействия на привод механизма вытягивания изменяют скорость литья и шаг вытягивания в каждом цикле по среднему отклонению фактического шага вытягивания от заданного. Время цикла изменяют в соответствии с заданной скоростью литья, фактическим шагом вытягивания текущего цикла и с учетом отклонения фактической скорости литья от заданной. ил.
Текст
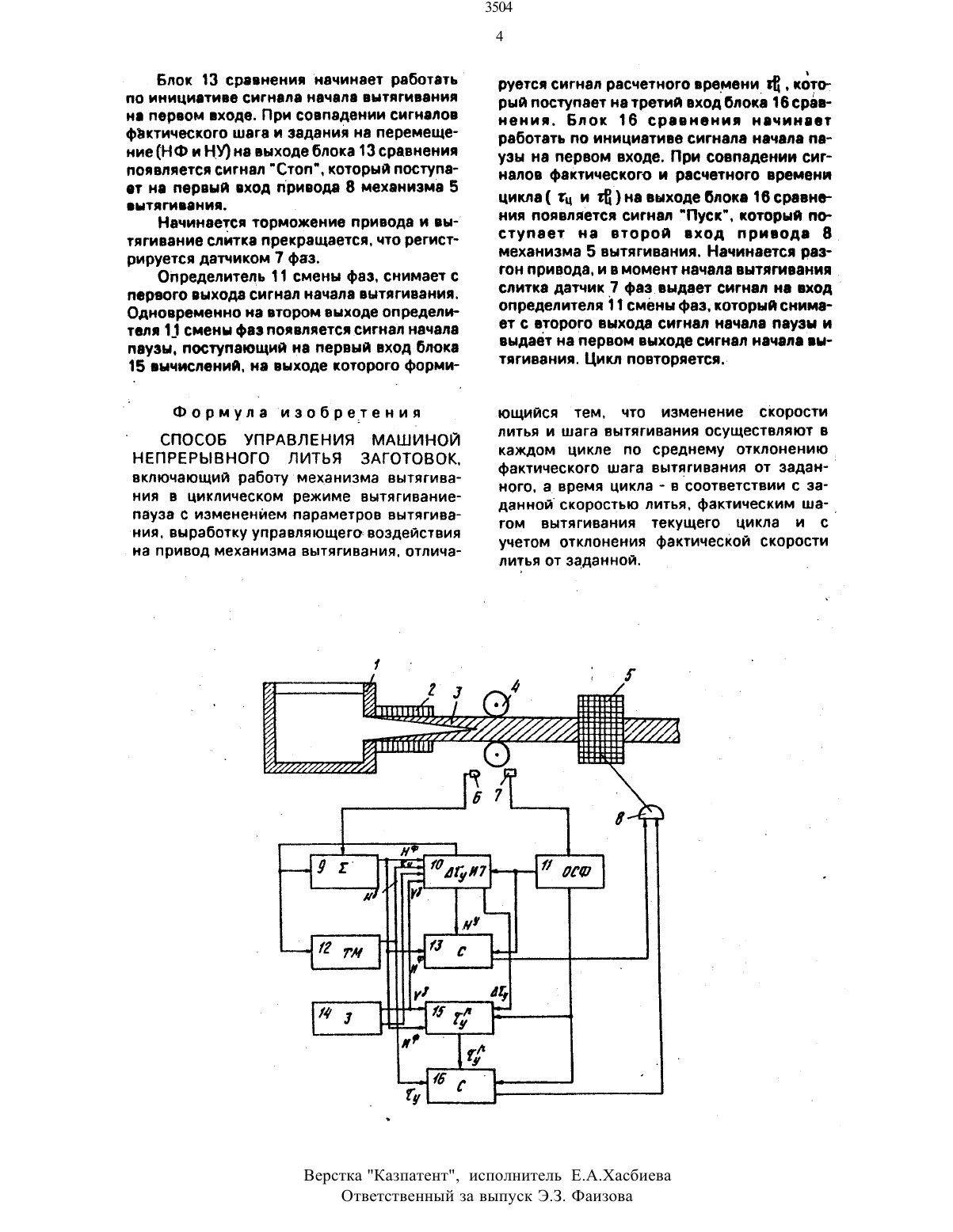
ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(50) 1. Авторское свидетельство СССР И 482240,тот В 22011/04. 1974.2 Автороюе шидететьство СССР М 784975,тот В 22011/1 В 11 Ю 0. 3. Авторское свидетегьство СССР М 954165. тот В 220 11/16. 1982 я(54) 010005 ПРАВЛЕНИЯ ИАШИНОП НЕПРЕРЫВНЫО ЛИТЬЯ ЗАГОТОВОК(57) Изобретение относится к автоматизации ма шли негрерьтвного питья заготовок горизонтального типа Сущность изобретения ваточается в томчто при украшении маимтой непрерывного мыт.заготовок в циклическом реимме вытягивание пауза за (нет изменения параметров вытягивают и отработки итравттяющего воздействия на тивод механизма вьттгиватмя изменяет скорость ттитья и шагвытягттватмявкакдомцитотепосредттемуоттотонетио фаттитестюго шага вытягивания от заданного. время цитата изтленют в соответствии с запятой скоростью питья фактическим шагом вытягивания текущего цикла и с учетом оттотонеттия фаттческой скорости питья от заданий 1 илИзобретение относится к автоматизации литья на МНЛЗ горизонтального типа с односторонним циклическим вытягиванием слитка из неподижного криствллнзатора.Известен способ автоматического управления машиной непрерывного литья заготовок. заключающийся в том. что путем измерения температуры поверхности заготовки на выходе из кристаллизатора регулируют продолжительность интервала времени паузы и таким образом поддерживают постоянный температурный режим кристаллизатора и толщину корочки твердойфазы заготовки 1.Недостаток указанного способа заключается в отсутствии возможности регулирования скорости и шага вытягивания.Известно также устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов. состоящее из металлоприемника. кристаллизатора. вытягивающего устройства. регулятора расхода охладителя. регулятора частоты вытягивания заготовки. входы которого соединены с измерителем температуры слитка и датчиком расхода охладителя. эадатчика расхода охладителя. сумматора и регулирующего выпрямителя и снабженное компенсирующим дифференциально-грвнсформвторным преобразователем. вторичная обмотка которого электрически соединена с вторичной обмоткой задающего дифференциальнотрансформаторного преобразователя, установленного на пульте управления. причем обе обмотки подключены к входу фазочувствительного выпрямителя. выход которого подсоединен на вход усилителя. а выход усилителя подсоединен к электроприводу винтовой пары со штоком, а выходной вал редуктора с электроприводом клетей механически соединен с крейцкопфом с помощью электромагнитной муфты с обмоткой, подсоединенной к силовому выходу управляемого выпрямителя. на вход которого подсоединено реле продолжительности паузы. входной контакт которопЗЗМКНУТ ЦЕЛЬЮ КОНЗЧНОГО ВЫКЛЮЧЗТВЛЯ. УСтановленного на линейке в конечном пункте возвратного хода первой клети 2. Недостатком известного устройства яв ляется невозможность обеспечения ста бильности разливки стали на ГМНЗ из-за отсутствия измерения у параметров вытяги й вания (шага и времени вытягивания. време ни паузы).Наиболее близким по технической сущности к предлагаемому является способ управления машиной непрерывного литья заготовок. заключающийся в том. что придостижении нулевого разбаланса между фактическим и заданным значениями температуры поверхности заготовки на выходе из кристаллизатора в цикле вытягиваниепауза уменьшают время вытягивания. не из МВНЯЯ времени ПЭУЗН. ДО ПОЛУЧОНИЯразбалвнса между Фактическим и заданным значениями температуры. затем вытягивание осуществляют при достигнутом времени вытягивания. уменьшая время паузы. до достижения нулевого разбаланса. между ФВКТИЧССКИМ И заданным значениями ТОМпературы. затем процесс повторяют до достижения допустимой для данной машины цикличности 3. нНедостаток указанного способа состоит в отсутствии измерения параметров вытягивания (ШЗГВ БНТЯГИВЭНИЯ. времени ОБТЯГИвания и времени паузы). что не позволяет стабилизировать скорость литья и шаг вытягивания в условиях возможного проскальЗЫВЗНИЯ СЛИТКЗ В МЕХЗНИЗМВ ВЫТЯГИВЭНИЯ И работы привода на неуправляемых переходных процессах разгона И торможения.цель изобретения обеспечение заданных технологией скорости литья и шага вы тягивания на МНЛЗ горизонтального типа вусловиях возможного проскальзывания слитка в механизме вытягивания и работы привода на неуправляемых переходных процессах разгона и торможения без выхода на установившуюся скорость.Цель достигается тем, что поддержание скорости и шага вытягивания осуществляют в каждом цикле с учетом возможного проскальзыаания слитка в механизме вытягивания. причем задание на перемещение слитка определя ют с учетом среднего отклонения фактического шага вытягивания от заданного, а время цикла в соответствии с заданной скорости литья. фактическим шагом вытягивания текущего цикла и с учетом отклонения фактической скорости литья о заданной. Предлагаемый способ по поддержанию заданной скоростгглитья и шага вытягивания реализуют следующим образом.По началу каждого вытягивания измеряют время предыдУЩего цикла т (м).Рассчитывают скорость предыдущего циклаОпределяют задание на перемещение слиткаПо перемещению слитка на величину Н(п) на привод механизма вытягивания выдается команда Стоп. Привод переходит в режим торможения. После остановки слитка принимается сигнал Пауза. В начале каждой паузы измеряют фактический шаг НФ(п). Определяют расчетное время циклагде / скорость литья Н - шаг вытягивания тд время цикла т. - время вытягивания. Гп - время паузы п - номер текущего цикла вытягивания11 (п) расчетное время цикла п-го цикла вытягивания САтц (л) корректировка времени цикла для п-го цикла вытягивания/(п) заданная скорость литья п-го цикла вытягиванияН(п) - заданный шаг вытягивания п-го цикла вытягиванияН 1(п)- задание на перемещение слитка в п-м цикле вытягиваният (п) фактическое время цикла п-го цикла вытягиванияПо истечении расчетного времени цикла на привод механизма вытягивания выдается команда Пуск. Привод переходит в режим разгона. С начала движения слитка принимается сигнал Вытягивание.При дополнительном поиске не выявлены источники с признаками. аналогичными отличительным признакам заявляемого способа. что позволяет сделать вывод о соответствии их критериям Новизна и Изобретательский уровень.На чертеже приведена схема предлагаемого устройства.Устройство. реализующее данный способ. содержит металлоприемник 1. кристаллизатор 2. слиток 3. прижимной ролик 4. механизм 5 вытягивания. Устройство состоит из датчика 6 импульсов. расположенного на прижимном ролике 4. датчика 7 фаз цикла вытягивания, привода 8 механизма 5 вытягивания, сумматора 9 импульсов. блока 10ВНЧИСЛОНИЛ КОРОВКЦИИ ОРЗМОНИ ЦИКЛВ И 38 дания на перемещение слитка. определителя 11 смены фаз, измерителя 12 временных параметров цикла. блока 13 сравнения задания на перемещение слитка и фактического шага вытягивания. блока 14 задания скорости и шага вытягивания. блока 15 вычисления расчетного времени цикла. блока 16 сравнения расчетного и фактического времени цикла.Устройство работает следующим образом. Жидкий металл из металлоприемника 1 поступает в кристаллизатор и затвердевает в паузах между вытягиваниями.Слиток 3 периодически вытягивается из кристаллизатора 2 механизмом 5 вытягивания. Сигнал с выхода датчика 7 фаз поступает на вход определителя 11 смены фаз. На первом выходе определителя 11 смены фаз формируется сигнал начала вытягивания. который поступает на первые входы блока 10 вычислений и блока 13 сравнения и инициирует их работу. На втором выходе определителя 11 смены фаз формируется сигнал начала паузы который поступает на первые входы блока 15 вычислений и блока 16 сравнения и инициирует их работу.Сигналы с датчика 6 импульсов поступают на первый вход сумматора 9. на выходе которого формируется сигнал. соответствующий фактическому шагу Нф. Последний поступает на вторые входы блоков 10. 15 вычислений и блока 13 сравнения. Сигнал с выхода измерителя 12 временных параметров. соответствующий времени цикла. поступает на третий вход блока 10 вычислений и второй. вход блока 16 сравнения.Сигнал с первого выхода блока 14 задания скорости и шага вытягивания поступает на четвертый вход блока 10 вычислений и третий вход блока 15 вычислений. Сигнал с второго выхода блока 14 задания скорости и шага вытягивания поступает на пятый вход блока 10 вычислений.По инициативе сигнала начала вытягивания блок 10 вычислений формирует на первом выходе сигнал коррекции времени цикла Ат который поступает на четвертый вход блока 15 вычислений. На втором выходе блока 10 вычислений формируется сигнал задания на перемещение слитка Н,который поступает на третий вход блока 13 сравнения. На третьем выходе блока 10 вы числений появляется импульсный сигнал.поступающий на второй вход сумматора 9 и на вход измерителя 12 временных параметров и инициирующий их обнуление.ПО ИНИЦИОУИОО СИГНОЛЕ НОЧВПО ВНТЯГИВВНИЯ на первом входе. При совпадении сигналов фактического шага и задания на перемещение (НФ и НУ) на выходе блока 13 сравнения появляется сигнал Стоп. который поступает на первый вход привода 8 механизма 5 ОНТЯГИЦОНИЯ.Начинается торможение привода и вытягивание слитка прекращается. что регистрируется датчиком 7 фаз.Определитель 11 смены фаз, снимает с первого выхода сигнал начала вытягивания. Одновременно на втором выходе определителя 1 смены фаз появляется сигнал начала паузы. поступающий на первый вход блока 15 вычислений. на выходе которого форми Формула изобретенияСПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК. включающий работумеханизма вытягивания в циклическом режиме вытягиваниепауза с изменением параметров вытягивания. выработку управляющего воздействия на привод механизма вытягивания. отлича 0111, у ,руется сигнал расчетного времени 11 . который поступает на третий вход блока 16 сравнения. Блок 16 сравнения начинает работать по инициативе сигнала начала паузы на первом входе. При совпадении сигналов фактического и расчетного временицикла ( т и те ) на выходе блока 16 сравнения появляется сигнал Пуск. который по ступает на второй вход привода 8слитка датчик 7 фаз выдает сигнал на входопределителя 1 1 смены фаз. который снимает с второго выхода сигнал начала паузы и выдает на первом выходе сигнал начала вы тягивания. Цикл повторяется.ющийся тем. что изменение скорости литья и шага вытягивания осуществляют в каждом цикле по среднему отклонениюФЗКТИЧВСКОГО шага ВЬПТЦГИВЭНИЯ ОТ задан-лНОГО. Э ВОЗМЯ ЦИКПЗ В СООТВСТСТВИИ С за данной скоростью литья, фактическим ша- угом вытягивания текущего цикла и с учетом отклонения фактической скорости литья от заданной.Верстка Казпатент, исполнитель Е.А.Хасбиева Ответственный за выпуск ЭЗ. Фаизова
МПК / Метки
МПК: B22D 11/16
Метки: непрерывного, управления, заготовок, литья, машиной, способ
Код ссылки
<a href="https://kz.patents.su/4-3504-sposob-upravleniya-mashinojj-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Казахстана">Способ управления машиной непрерывного литья заготовок</a>
Способ горизонтального непрерывного литья заготовок
Номер патента: 2775
Опубликовано: 15.12.1995
Авторы: Литвинова Валентина Ивановна, Куликов Виктор Иванович, Смирнов Юрий Александрович, Жуковин Игорь Викторович, Добромилов Александр Александрович, Бабиев Николай Георгиевич
МПК: B22D 11/00
Метки: способ, горизонтального, заготовок, непрерывного, литья
Формула / Реферат:
Изобретение относится к металлургии, в частности к горизонтальному непрерывному литью металлов и сплавов.Способ горизонтального непрерывного литья заготовок включает подачу жидкого металла в кристаллизатор из металлоприемника, измерение температуры металла, формирование заготовки в кристаллизаторе и ее вытягивание из него с изменением рабочей скорости в зависимости от температуры металла в металлоприемнике. Температуру металла в металлоприемнике...
Тянущее устройство для многоручьевой машины непрерывного литья слитков
Номер патента: 2077
Опубликовано: 15.06.1995
Авторы: Иваницкий Дмитрий Леонидович, Фисенко Константин Витальевич, Фридман Лев Петрович
МПК: B22D 11/128
Метки: тянущее, литья, непрерывного, слитков, устройство, машины, многоручьевой
Формула / Реферат:
Изобретение относится к зажимным устройствам, применяемым в машинах непрерывного литья слитков. Цель изобретения - повышение надежности. Устройство для вытягивания слитков включает подвижной корпус с выполненными друг над другом каналами и клиновые захваты, состоящие из рычагов с клиньями, гидроцилиндра и опор, при этом рычаги одним плечом закреплены на регулирующих опорах, а клинья расположены на рычагах по оси слитка. Зажим слитков...
Способ непрерывного литья слитков из цветных металлов и сплавов
Номер патента: 1802
Опубликовано: 15.03.1995
Авторы: Рябинко Анатолий Васильевич, Попов Юрий Георгиевич, Ивченков Вадим Петрович, Гутов Лев Александрович, Соломахина Татьяна Петровна, Артамонова Ольга Сергеевна
МПК: B22D 11/00
Метки: цветных, металлов, способ, сплавов, слитков, непрерывного, литья
Формула / Реферат:
Изобретение относится к области цветной металлургии и позволяет определить оптимальные параметры непрерывного литья в кристаллизаторы скольжения слитков цветных металлов. Цель - повышение качества слитков за счет предотвращения образования поверхностных трещин в кристаллизующемся металле и снижения эксплуатационных затрат. Способ включает подачу жидкого металла в кристаллизатор с одновременным охлаждением, вытяжку слитков из кристаллизатора и...
Устройство для непрерывного литья слитков с отверстиями
Номер патента: 3128
Опубликовано: 15.03.1996
Авторы: Фридман Лев Петрович, Павлычев Виктор Алексеевич, Иваницкий Дмитрий Леонидович
МПК: B22D 11/04
Метки: отверстиями, устройство, литья, слитков, непрерывного
Формула / Реферат:
Изобретение относится к области металлургии, конкретно, к непрерывной разливке металлов и сплавов.Цель изобретения - повышение стабильности процесса литья и улучшение качества поверхности отверстий в слитке.Устройство для непрерывного литья слитков с отверстиями содержит кристаллизатор, решетку с отверстиями и оправки. Оправки установлены в решетке к оси кристаллизатора под углом, величина которого определена по зависимости:где К - коэффициент,...
Способ приготовления одноосновных сплавов разных марок для непрерывного литья
Номер патента: 1908
Опубликовано: 15.03.1995
Автор: Фридман Лев Петрович
Метки: разных, литья, марок, способ, сплавов, непрерывного, одноосновных, приготовления
Формула / Реферат:
1. Способ приготовления одноосновных сплавов разных марок для непрерывного литья, включающий операции плавления компонентов и их объединение в миксере по заданному соотношению, отличающийся тем, что, с целью одновременного непрерывного приготовления и литья на одной плавильно-литейной установке группы одноосновных сплавов разных марок, маточный расплав, составленный из компонентов, общих для всей группы сплавов, путем регулируемой переливки...
Предыдущий патент: Способ получения перхлорэтилена
Следующий патент: Способ формирования скважинного заряда.
Случайный патент: Способ переработки бедной свинецсодержащей труднообогатимой руды