Способ изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами и устройство для его осуществления
Формула / Реферат
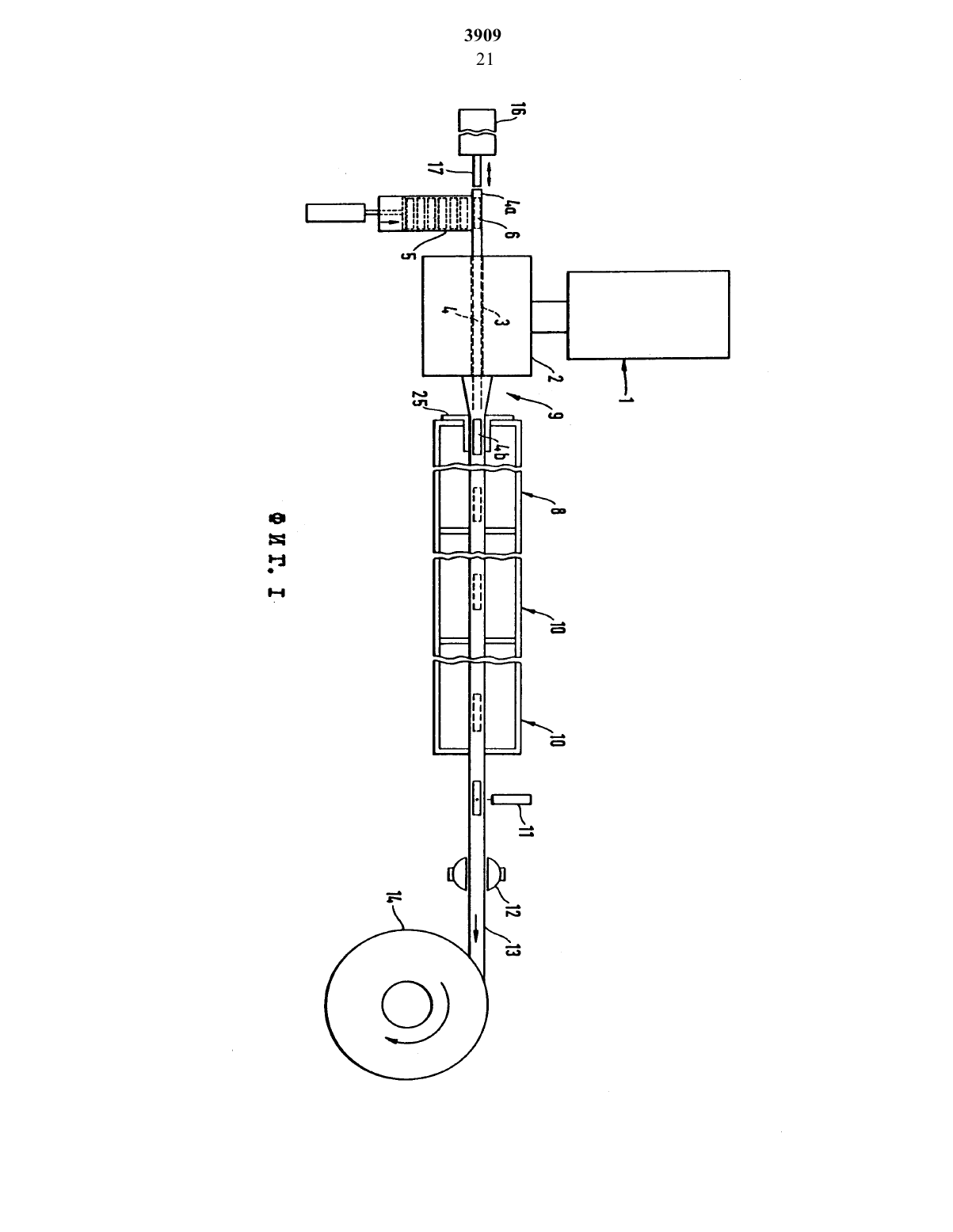
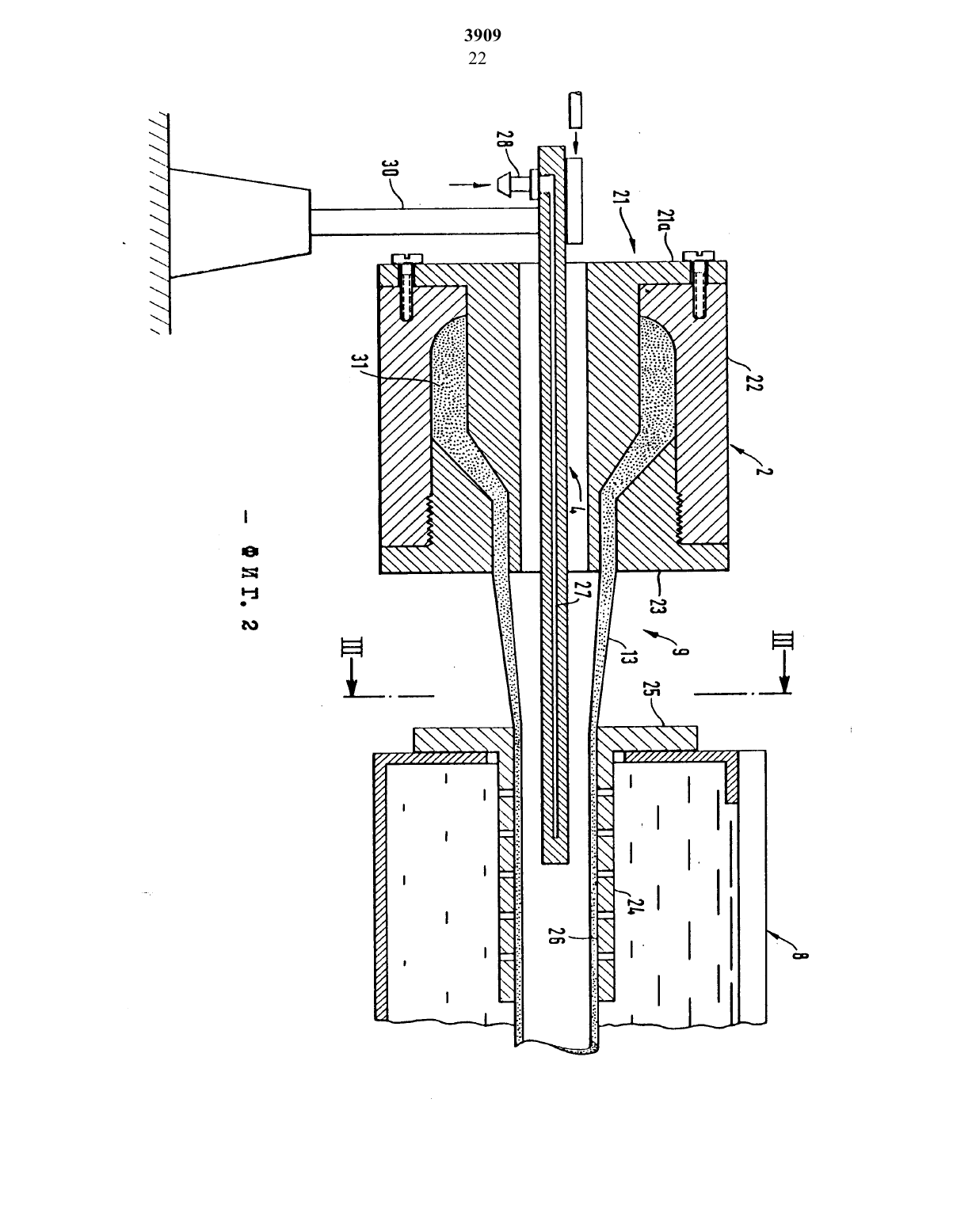
Способ и устройство для изготовления трубопроводов для капельного орошения, внутри которых имеются выпускные элементы, расположенные аксиально на некотором удалении друг от друга, согласно которому трубопровод непрерывно выдавливают из головки выдавливателя с первым наружным диаметром и первой линейной скоростью и протягивают через блок калибровки до второго меньшего наружного диаметра на второй большой линейной скорости, при этом выпускные элементы непрерывно укладывают на несущий элемент, который проходит внутри головки в область выпускного канала блока калибровки.Удерживаемые таким образом, выпускные элементы ускоряют до придания им линейной скорости, равной упомянутой второй линейной скорости, и на этой скорости приводят в соприкосновение с трубопроводом, когда последний имеет вторую линейную скорость, и продолжают поддерживать их в соприкосновении с трубопроводом до тех пор, пока выпускные элементы не будут приварены к трубопроводу.
Текст
в пластмассовую трубку в ходе ее выдавливания и закрепления этих элемента на внутренней поверхности трубки в заранее определенных половениях,в частности, н способам и устройствам дин производства трубопроводов для надельного орошения,имеющих дискретно расположенные излучающие элементы, закреп ленные на внутренней поверхности трубопровода.Известен способ изготовления выдавливанием сжимаемых трубок, который содержит стадию выдавливания непрерывной трубки через поперечную головку и последующего помещения в трубку со деримогоза счет чего вокруг этого содержимого формируетсятрубка/патент США 2484965 нл. В 29 С 27/02,1949 г/. В известном способе трубку выдавливают с помощъю угловой форсунки вндавливающей поперечной головки а цилиндрическиеЭЛЭМЭНШ ПОСДЭДОВЗТЗЦЬНО подают В ГОЛОВКУ О ПОМОЩЬЮ СООТВЭТ ствующего толнательного механизма. Наиболее близким по технической сущности н изобретениюЯвляется способ изготовления трубопровода для капельного орошения с приваренннни внутренними внпуснны элементами,заключающийся в томчто непрерывно выдавливают трубопроводиз экструзионной головни с первым наружным диаметром и первой линейнойскороотъю,подают выпускные элементы в экструзионную головку параллельно ее оси, центрирун их относительно вндавливаеного труоопроводаприводнт выпускные элементы и вндавливаенй материал трубопровода в сварной контакт друг с дрУРо охлаждают трубопровод с расположенными внутри него выпускными элементами и выполняют отверстия в трубопроводе в заданном насте для образования каналов выхода капель из выпускных элементов /патент США н 3981452, кл. В 06 В 15/00, 1976/.Для осуществления способа служит устройство для изготов ления трубопровода для капельного орошения с приваренннми внутренними внпускннми элементами, содержащее последовательно располоеннне энструзионную головку с аксиальннн каналон,охладающее средство, средство пробини отверстий в трубопроводе и средство вытяжки трубопровода для протнгиваин его о заданной линейной сиоростъю, располоенннй соосно аисиалънону наналус головни несущий элемент для внпускнх элементов, средство подани выпускных элементов н средство их перемещения для приве дения в сварной контакт с вндавливаенн материалы трубопровода/ патент США 3981452 ил. В 05 В 15/00, 1976 /.Однано, в известных технических решениях эленент,нотс рнй должен быть помещен в трубну,независнно от его природыимеет цилиндрическую форму и полностью упаковывается в видавленную трубку.Техническим результатом изобретения является изготовление трубоцроода с внутренними внпуснннни эленентан,иыеющими не кольцевое поперечное сечение и ограниченную глубину, проник новения в трубоцроводсоставляющую менее половины его диаметра,и исключение механнческии напряжений в трубопроводе при сварке.117151 достижения технического результата В способе ЕЗГОТОВЛВНИЯ трубопровода для капельного орошения с пршарешшьш внутренними ВЫПУСКНЫМ элементами, затошчающемся В ТОЬЬЧТОнепрерывно выдавливают трубопровод пз экотруэыонной головки с первым нарупнм диаметром п порой линейной скоростью, подаютвыпускные элементы в экструзпоныую головку параллельно ее осы,пентрпруя пл относительно выдавлпваеыого трубопровода,прпводпт выпускные элементы п выдавлываенып материал трубопровода в сварной контакт друг с другом, охлавдат трубопровод с располовеынымв внутри него выпускыыып элементами и выполняют отверстия в трубопроводе в заданном месте для образования каналовВНХОДЗ. КЭЛЭЛЪ ИЗ ВЫПУСКНЫХ ЭЛЭМВНТОВ СОГЛаСНО ИЗОРЭТЭНЖпосле выдавливания из экструзпопной головки трубопровод подают через промежуточную зову в блок калибровки для придания емувторого наружного диаметра, меньшего первого наружного дваыетра, п второй линейной скорости, превышающей первую линейную скоростъ при этом выпускные элементы, пыещпе некруглую форму п поперечный размер, меньше половины диаметра трубопровода, удерживают над областью ПОДЦЭРШШ, КОЭКСЕЭЗЬЕО О ВНДЭЕВЛЕЕВЗЗЫНМтрубопроводом, перемещая их от первого конца области подпорки в экструзпоныой головке до противоположного ее конца у впускного отверстия блока калибровке п последовательно ускоряя выпускные элементы до второй лыпейной скорости трубопровода, причем проведение выпусках элементов в контакт с выдавливаемым материалом трубопровода осуществляют при достыжевпп трубопроводом п выпускными элементамп второй линейной скоросты,кото рую выдерживают до при прпварпванпы выпускного элемента к тру бопроводу, а перед выполнением отверстия в трубопроводе определяют полоенпе в нем прпваренвх выпускных элементов.Устройство для изготовления трубопровода для капельного орошения с приваренным внутренними выпускными элементами, со держащим последовательно расположенные экструзионную головку с аноиальным каналом, охлаждающее средство, средство пробивниотверстий в трубопроводе и средство вытяжки трубопровода для протягивания его с заданной линейной скоростью, расположенныйсоосно аксиальному каналу головки несущий элемент для выпускных О элементов, средство подачи выпускных элементов н средство ихперемещения ЮН приведения В сварной Т КОНТЭЪСТ С ВНДЭВЛЕВЗЭИМматериалом трубопровода, согласно изобретению снабжено блоком калибровкирасполоиенным после экструзионной головки черезпромежуточную зону, причем один конец несущего элемента располоиен в аксиальном каале экстрзионнон головки, а второй противоположный его конец у впускного отверстия блока калибровки, при этом средство перемещения выпускных елененто онаб пенс элементами для последовательного их ускорения до линейной скорости трубопровода и перемещения выпускных элементов вдоль несущего элемента до контактированин их с трубопроводом и р при ВаРЭНИЯ К нему на ПРОТЕОНОЛОЖЕОМ КОНЦЭ ЕЭСУЩЭГО ЭЛЭЫЭЕТЭ.при достижении выпускным элементами линейной скорости трубо провода. Кроне того, несущий элемент снабжен средством жидкостногооилаидения.Неиущин элемент имеет направляющую поверхность для удерживания выпускных элементов.В описываемом изобретении выпускные элементы нотоые долины быть присоединены с поыощъю тепловой сварки н трубопро воду, приводится в контакт с нии только когда последний дости гает своей второй постоянной линейной сноростипричем скорость
МПК / Метки
МПК: B29C 47/02
Метки: трубопровода, орошения, изготовления, способ, приваренными, капельного, устройство, осуществления, выпускными, внутренними, элементами
Код ссылки
<a href="https://kz.patents.su/13-3909-sposob-izgotovleniya-truboprovoda-dlya-kapelnogo-orosheniya-s-privarennymi-vnutrennimi-vypusknymi-elementami-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами и устройство для его осуществления</a>
Водовыпуск для капельного орошения
Номер патента: 816
Опубликовано: 15.06.1994
Автор: Арст Виктор Хейнрихович
МПК: A01G 25/02
Метки: капельного, водовыпуск, орошения
Формула / Реферат:
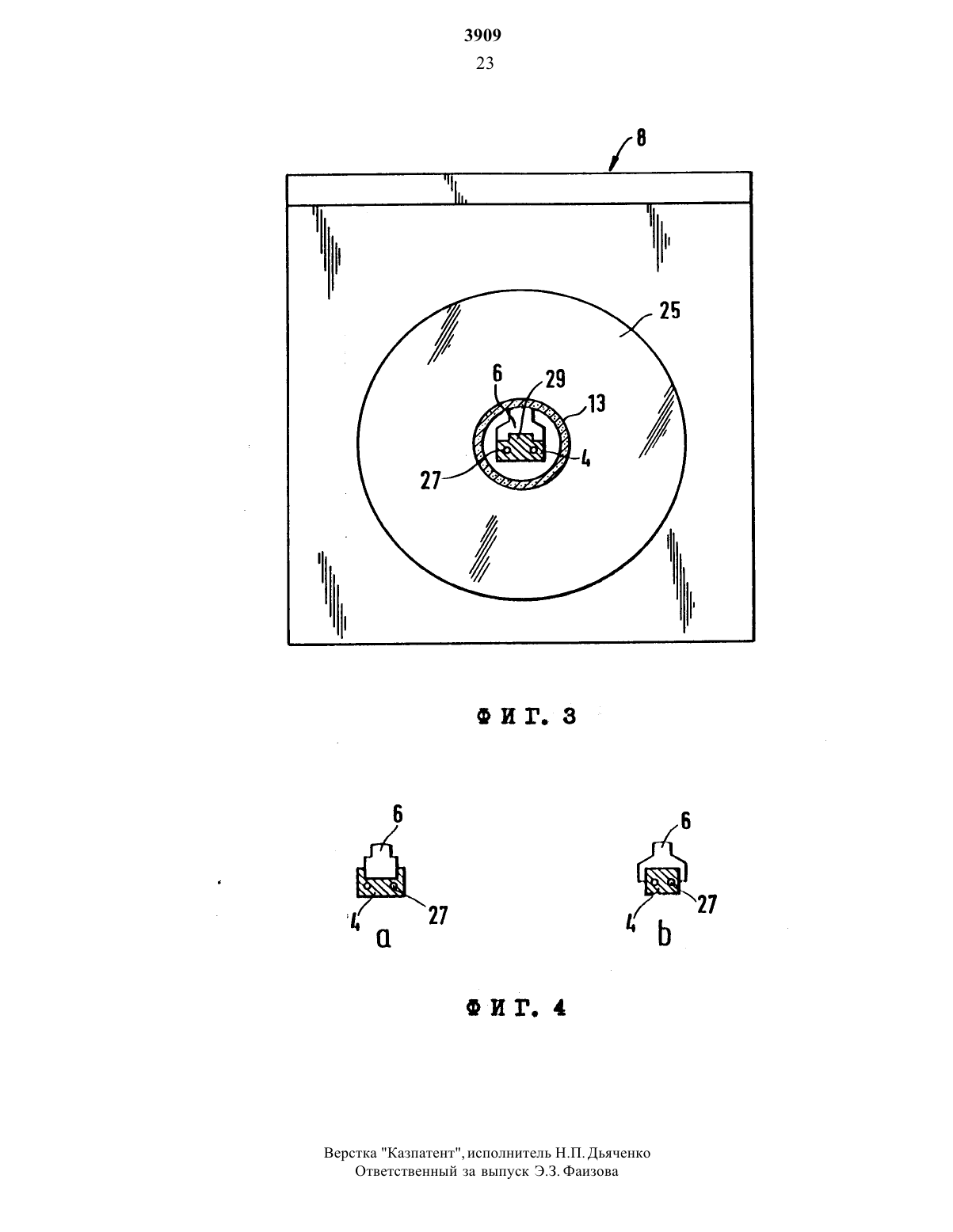
1. Водовыпуск для капельного орошения, включающий установленный в корпусе набор плоских цилиндрических элементов с желобками на одном из основании и с отверстиями в дне, смещенными одно относительно другого, отличающийся тем, что, с целью увеличения эффекта гашения напора, стенки желобков выполнены в виде последовательно соединенных цилиндрических поверхностей, выпуклости которых на наружных и внутренних стенках обращены соответственно от оси и...
Устройство для перекрытия трубопровода
Номер предварительного патента: 1442
Опубликовано: 15.12.1994
Авторы: Валеев Рустем Ибрагимович, Каспер Иван Дмитриевич, Каширский Анатолий Иванович, Мулюков Франгиз Гиляжович, Танатаров Рауф Абдрахманович, Попов Владимир Васильевич
МПК: F16L 55/18
Метки: устройство, перекрытия, трубопровода
Формула / Реферат:
Изобретение относится к трубопроводному транспорту жидкостей и может быть использовано при работе линейной части трубопровода с заменой дефектного участка. Устройство для перекрытия трубопровода содержит корпус, выполненный в виде диска, с размещенными в нем кольцевым уплотнением и приводом, при этом кольцевое уплотнение снабжено армирующим диском, а привод кольцевого уплотнения выполнен в виде П - образных манжет. Устройство позволяет повысить...
Способ изготовления первичной многократной формы для получения гальваностереотипов для металлографии и устройство для его осуществления
Номер патента: 1516
Опубликовано: 15.12.1994
Автор: Антонио Колуцци
МПК: B41N 1/04
Метки: способ, первичной, осуществления, металлографии, изготовления, получения, формы, многократной, устройство, гальваностереотипов
Формула / Реферат:
Использование: в полиграфии, а именно при изготовлении первичных форм для гальваностереотипов. Сущность изобретения: последовательное горячее прессование и охлаждение пластмассовой пластины с помощью оригинальной формы для получения на ней одинаковых повторяющихся рельефных изображений нагрев осуществляется токами высокой частоты. Устройство снабжено подвижной рамкой, где крепится пластмассовая пластина.
Устройство для контроля внутренней поверхности трубопровода
Номер патента: 1274
Опубликовано: 15.09.1994
Авторы: Ежов Владимир Сергеевич, Полозок Николай Владимирович, Быков Валерий Павлович, Аркадьев Аркадий Михайлович, Мулюков Франгиз Гилязович, Самойлович Владимир Иванович
МПК: F17D 5/00
Метки: трубопровода, устройство, поверхности, внутренней, контроля
Формула / Реферат:
Сущность изобретения: подвижный узел, перемещающийся внутри трубопровода. снабжен электронными блоками, содержащими модуль памяти, блок питания и датчик пройденного расстояния. Модуль датчиков содержит датчик глубины износа лотка трубопровода, датчик прохождения задвижки и датчик наклона подвижного узла относительно вертикальной оси. Модуль датчиков соединен с первым входом модуля входных регистров, выход к-рого соединен с третьим входом модуля...
Устройство для подачи жидкости для форсуночного орошения зубков, в частности, холодной воды
Номер патента: 3501
Опубликовано: 10.06.1996
Авторы: Цитц Альфред, Эбнер Бернхард, Красснитцер Отто, Шеффман Франц
МПК: E21C 35/22
Метки: орошения, жидкости, холодной, воды, зубков, частности, подачи, форсуночного, устройство
Формула / Реферат:
Сущность изобретения: устройство для подачи жидкости для форсуночного орошения зубков содержит несущие элементы, полый режущий барабан, привод для вращения режущего барабана, осевые трубопроводы для подачи жидкости к форсункам для орошения зубков и управляющие приводы для раздвижки режущих барабанов. На наружной боковой поверхности режущего барабана расположены зубки и форсунки для орошения зубков. Привод для вращения режущего барабана содержит...
Предыдущий патент: Регулятор роста зерновых культур и хлопка
Следующий патент: Шахтная сушилка для сыпучих материалов
Случайный патент: Устройство для защиты от замыкания на землю в сети с изолированной нейтралью