Способ получения металлического изделия
Номер патента: 18130
Опубликовано: 17.05.2010
Авторы: ШАМБЛЕН, Клиффорд, Эрл, ОТТ, Эрик, Аллен, ВУДФИЛД, Эндрю, Филип
Формула / Реферат
Металлическое изделие (20) получают путем подготовки одного или нескольких неметаллических соединений-предшественников, содержащих металлический(ие) составляющий(ие) элемент(ы), и химического восстановления неметаллического(их) соединения-предшественника (соединений-предшественников) с получением исходной металлической частицы (22), предпочтительно имеющей размер не более примерно 0,070 дюйма, причем без плавления этой исходной металлической частицы (22). Затем исходную металлическую частицу (22) расплавляют и отверждают с получением металлического изделия (20). С помощью данного подхода частота возникновения химических дефектов в металлическом изделии может быть сведена к минимуму. Расплавленный и отвержденный металл может быть использован в состоянии после отливки, либо он может быть превращен в заготовку и дополнительно обработан до окончательного вида.
Текст
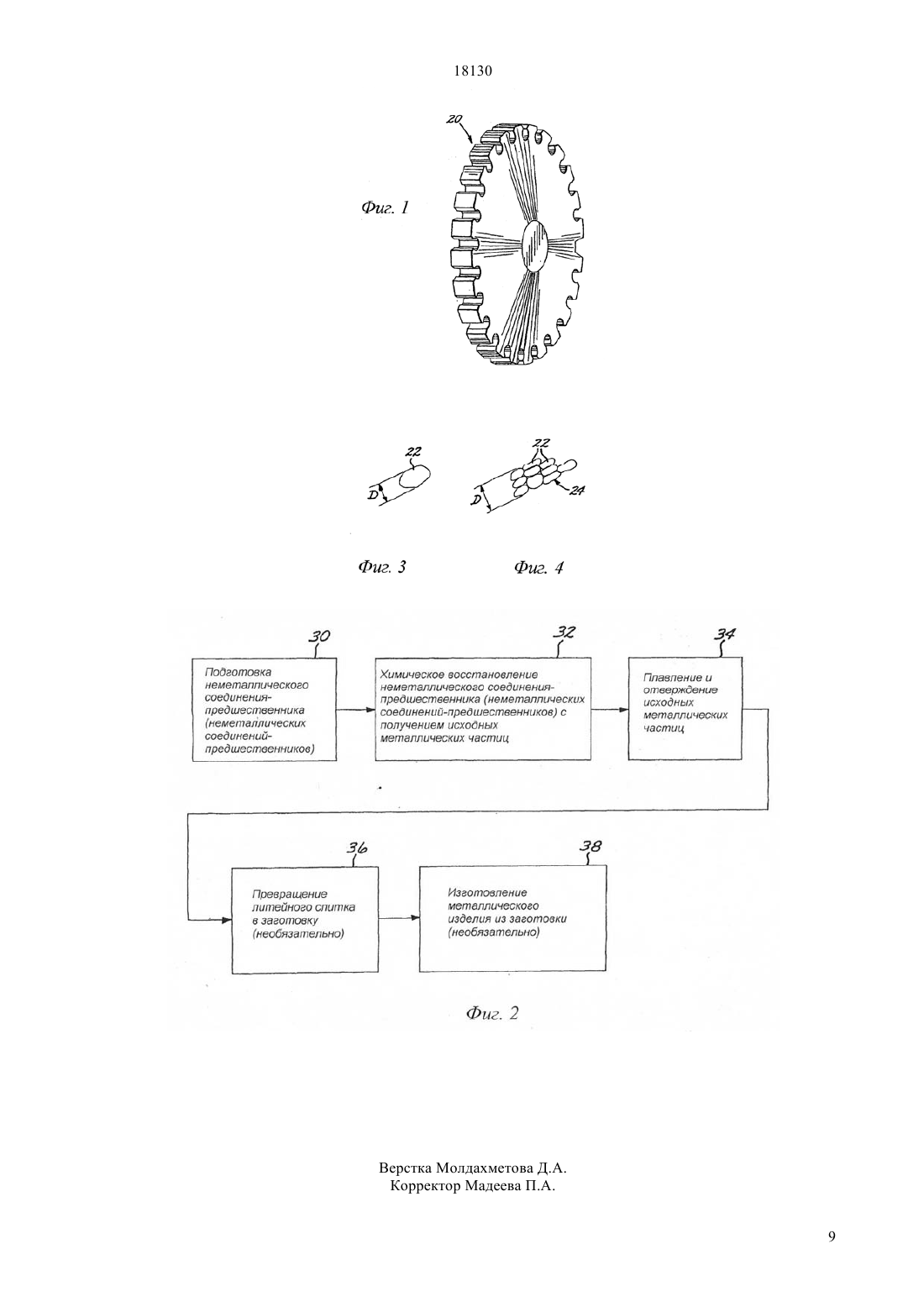
(51) 22 34/12 (2009.01) 25 3/26 (2009.01) 25 5/04 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Металлическое изделие (20) получают путем подготовки одного или нескольких неметаллических соединений-предшественников, содержащих металлический(ие) составляющий(ие) элемент(ы), и химического восстановления неметаллического(их) соединения-предшественника(соединенийпредшественников) с получением исходной металлической частицы (22), предпочтительно имеющей размер не более примерно 0,070 дюйма, причем без плавления этой исходной металлической частицы(22). Затем исходную металлическую частицу (22) расплавляют и отверждают с получением металлического изделия (20). С помощью данного подхода частота возникновения химических дефектов в металлическом изделии может быть сведена к минимуму. Расплавленный и отвержденный металл может быть использован в состоянии после отливки,либо он может быть превращен в заготовку и дополнительно обработан до окончательного вида.(74) Русакова Нина Васильевна Жукова Галина Алексеевна(54) СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ 18130 Область техники Данное изобретение относится к получению металлического изделия с минимизацией количества связанных с плавлением химических дефектов/ а более конкретно - к производству изделий из титанового сплава, таких как детали газовых турбин летательных аппаратов. Уровень техники Металлические изделия производят самыми различными способами, которые должны находиться в соответствии с природой металла и изделия. Согласно одному из общих подходов, металлсодержащие руды подвергают рафинированию с получением металла. При необходимости такой металл может быть подвергнут дальнейшему рафинированию с целью удаления или уменьшения количеств нежелательных примесных элементов. Состав рафинированного металла также может быть изменен путем добавления желательных легирующих элементов. Стадии рафинирования и легирования могут быть осуществлены во время первоначального процесса плавления или после затвердевания и повторного плавления (переплава). После получения металла желаемого состава он может быть использован в состоянии после литья для получения некоторых составов сплавов (т.е. литейных сплавов),либо может быть подвергнут дальнейшей обработке с формованием металла до желаемой формы в случае других составов сплавов (т.е. деформируемых сплавов). В любом случае может быть осуществлена дальнейшая обработка, такая как термическая обработка, механическая обработка,нанесение поверхностного покрытия и т.п. Одним из самых ответственных видов применения материалов в газотурбинных двигателях летательных аппаратов являются диски (иногда называемые роторами), на которые опираются лопатки турбины или лопатки компрессора. Во время работы газовой турбины такие диски вращаются со скоростью многих тысяч оборотов в минуту в среде с повышенной температурой. Для работы в этих условиях они должны обладать необходимыми механическими свойствами. Определенные детали газотурбинных двигателей, такие как некоторые из дисков, изготавливают из титановых сплавов. Диски обычно производят путем подготовки металлических компонентов выбранного титанового сплава, плавления этих компонентов и отливки слитка из полученного титанового сплава. Затем литейный слиток превращают в заготовку. Полученную заготовку далее обрабатывают механически, как правило, ковкой. Затем обработанную заготовку штампуют осадкой, после чего подвергают механической обработке с получением требуемой детали из титанового сплава. Небольшие механические или химические дефекты в готовом диске могут вызвать его преждевременную поломку при эксплуатации. Механические дефекты включают в себя, например, трещины и пустоты. Химические дефекты включают в себя,например, твердые альфа-дефекты (иногда называемые включениями низкой плотности) и включе 2 ния высокой плотности. Твердые альфа-дефекты,обсуждаемые, например, в патентах США 4622079 и 6019812, описания которых включены в настоящее описание посредством данной ссылки, вызывают особенно много проблем в высококачественных титановых сплавах со структурой альфа-бетаи бета-фазы, применяемых в ответственных деталях газотурбинных двигателей, а также используемых в других ответственных видах применения,таких как конструкции летательных аппаратов. Химические дефекты могут вызывать преждевременное образование трещин при эксплуатации двигателя. Повреждения, возникшие в результате наличия упомянутых дефектов, могут оказаться катастрофическими для газотурбинного двигателя и,возможно, для всего летательного аппарата. Следовательно, изготовление дисков газотурбинных двигателей требует большой осторожности с тем, чтобы свести к минимуму количество подобных дефектов, а желательно - устранить их совсем, а также необходимо получить диск таким образом, который способствует его ультразвуковой дефектоскопии с целью обнаружения таких дефектов при условии их наличия. Способ изготовления также должен обеспечить такую микроструктуру готового изделия, которая обладает желательным сочетанием механических и физических свойств, необходимых для диска. До настоящего времени с использованием существующей практики плавления, литья и конверсии было возможно снизить количество и размер химических дефектов в установленных дисках до разумно низких уровней. Однако всегда сохраняется желание и потребность в разработке способа изготовления дисков и других деталей, обеспечивающего еще большее снижение инцидентности(числа случаев возникновения) подобных химических дефектов и, тем самым, улучшающего гарантированный запас прочности и надежности при работе. Настоящее изобретение удовлетворяет упомянутую потребность в усовершенствованном способе и обеспечивает связанные с ним дополнительные преимущества. Сущность изобретения В настоящем изобретении предложен способ получения металлического изделия с пониженной инцидентностью (числом случаев возникновения) неприемлемо больших химических дефектов. Снижение количества дефектов также позволяет получить экономические выгоды при изготовлении и эксплуатации газотурбинного двигателя. Данный подход особенно подходит для изготовления изделий из титановых сплавов, таких как детали газотурбинного двигателя, примерами которых являются диски вентиляторов и компрессоров путем приготовления исходного металлического материала,отливки слитка, превращения (конверсии) слитка в заготовку, механической обработки, обработки на станке и ультразвуковой дефектоскопии заготовки. Получаемое в результате металлическое изделие имеет желательную микроструктуру и механические свойства, а также низкое число случаев воз 18130 никновения неприемлемо больших химических дефектов, которые, при их наличии, могут привести к преждевременному повреждению находящегося в эксплуатации изделия. Разработан способ получения металлического изделия, содержащего металлические составляющие его элементы и имеющего состав, в противном случае подверженный образованию твердой альфафазы, такого как, например, изделия из альфа-бетаи бета-титановых сплавов (т.е. титановых сплавов со структурой альфа- бета- и бета-фазы). Данный способ включает в себя стадии подготовки неметаллического соединения-предшественника, содержащего упомянутый металлический составляющий элемент, химического восстановления неметаллического соединения-предшественника с получением исходной металлической частицы, причем без плавления упомянутой исходной металлической частицы, и плавления и отверждения исходной металлической частицы с получением металлического изделия. Механическое измельчение исходной металлической частицы отсутствует. Стадия подготовки неметаллического соединенияпредшественника может включать в себя подготовку двух или более неметаллических соединенийпредшественников, обеспечивающих присутствие в сплаве различных металлических элементов. Во время стадии плавления к материалу исходной металлической частицы может быть необязательно добавлен металлический легирующий элемент, или же такого добавления может не быть во время стадии плавления. В другом случае, когда металлическое изделие представляет собой металлический сплав, неметаллическое соединение-предшественник может быть подготовлено в виде смеси, по меньшей мере, двух различных неметаллических соединений-предшественников, совместно содержащих компоненты сплава. В представляющем наибольший интерес варианте применения неметаллическое соединениепредшественник содержит титан, так что неметаллические соединения-предшественники включают в себя титан и, по меньшей мере, один другой металлический элемент. Неметаллическое соединение-предшественник может быть подготовлено в тонкоизмельченном твердом виде, в жидком виде или в газообразном виде. Химическое восстановление может быть осуществлено любым осуществимым способом, примерами которых являются твердофазное восстановление, электролиз в расплавленной соли, плазменная закалка или парофазное восстановление. Согласно подходу, представляющему особый интерес,неметаллическое соединениепредшественник в газообразном виде химически восстанавливают путем контактирования с жидким щелочным металлом и/или жидким щелочноземельным металлом. При таком подходе в неметаллическое соединение-предшественник может быть примешан (подмешан) неметаллический модифицирующий элемент, такой как кислород или азот до получения желаемого уровня его содержания в ко нечном металлическом материале. Подобное химическое восстановление осуществляют достаточно быстро, предпочтительно - за время менее примерно 10 секунд, сводя к минимуму период времени, в течение которого могут образоваться химические дефекты, такие как твердая альфа-фаза или включения с высокой температурой плавления. Стадию плавления и отверждения используют для получения литейного изделия или слитка,имеющего желаемый металлический состав. В случае получения литейного слитка упомянутый слиток может быть затем превращен в заготовку путем термомеханической обработки. После этого заготовку подвергают дополнительной механической обработке и, наконец, обработке на станке с получением изделия, такого как диск газотурбинного двигателя. Обрабатываемую деталь обычно подвергают ультразвуковой дефектоскопии в состоянии заготовки и в состоянии обработанного на станке изделия. Одним из признаков настоящего подхода является получение исходной металлической частицы без ее плавления и, предпочтительно, с относительно малым размером, составляющим не более примерно 0,5 дюйма, предпочтительно - не более примерно 0,25 дюйма, более предпочтительно - не более примерно 0,070 дюйма, еще более предпочтительно - не более примерно 0,040 дюйма, а наиболее предпочтительно - находящимся в интервале от примерно 0,020 до примерно 0,040 дюйма. Желательно, чтобы упомянутый размер составлял не менее примерно 0,001 дюйма. Благодаря небольшому максимальному размеру в предпочтительном варианте воплощения, максимальный размер химических дефектов в исходных металлических частицах также является небольшим. В результате последующая плавка способна растворить эти химические дефекты, так что они устраняются и больше не присутствуют в литейном материале. Поэтому получаемое впоследствии металлическое изделие имеет пониженную инцидентность химических дефектов, а также пониженную инцидентность химических дефектов неприемлемо большого размера. Снижение количества химических дефектов приводит к получению более надежного конечного металлического изделия, которое менее подвержено преждевременному повреждению(выходу из строя) из-за подобных дефектов. Этот признак особенно важен для подверженных разрушениям изделий, таких как диски газовых турбин. Настоящий подход требует меньшего количества технологических стадий и, следовательно, меньшего количества промежуточных стадий манипулирования металлическим материалом по сравнению с известными из уровня техники подходами. Одним из главных источников появления химического загрязнения, возможно, приводящего к химическим дефектам, является манипулирование и загрязнение металлического материала между технологическими стадиями, такими как многократное плавление металла. За счет уменьшения количества технологических стадий количество промежуточ 3 18130 ных манипуляций и, следовательно, вероятность загрязнения снижается. Другим потенциальным источником загрязнения является измельчение материала, такое как дробление или разрезание, когда материал находится в виде больших кусков, например, губчатого материала или слишком больших частиц для получения более мелких частиц, которые используют на стадии плавления. Настоящий подход позволяет избежать подобного измельчения в предпочтительных вариантах его воплощения,тем самым снижая инцидентность загрязнения,приводящего к химическим дефектам. Другие признаки и преимущества настоящего изобретения станут очевидными из нижеследующего более подробного описания предпочтительного варианта воплощения, приведенного в сочетании с прилагаемыми чертежами, иллюстрирующими, в качестве примера, принципы данного изобретения. Однако объем данного изобретения не ограничен упомянутым предпочтительным вариантом воплощения. Краткое описание чертежей Фиг. 1 представляет собой перспективный вид металлического изделия, полученного согласно настоящему подходу фиг. 2 представляет собой блок-схему процесса одному из подходов, к практическому осуществлению данного изобретения фиг. 3 представляет собой вертикальную проекцию неагломерированной металлической частицы и фиг. 4 представляет собой вертикальную проекцию группы исходных агломерированных металлических частиц. Подробное описание изобретения Настоящий подход может быть использован для получения самых различных конечных изделий 20. Фиг. 1 иллюстрирует одно из таких изделий 20,представляющее особый интерес, т.е. диск 20 газотурбинного двигателя из альфа-бета- или бетатитанового сплава. Однако настоящий подход не ограничен получением только изделия, изображенного на фиг. 1. Некоторые другие примеры деталей газотурбинных двигателей, которые могут быть получены с применением настоящего подхода,включают в себя каскады, так называемые ,т.е. цельные конструкции, состоящие из диска и лопаток (от англ.), валы, лопатки, направляющий (сопловой) аппарат,корпуса (кожухи), кольца и отливки, а также конструктивные элементы для других видов применения,отличных от газотурбинных двигателей, такие как литейные и деформируемые детали корпуса летательного аппарата (планера самолета). Металлические сплавы, такие как альфа-бета-титановые сплавы, так называемые близкие к альфа титановые сплавы (т.е. альфа-бета-титановые сплавы со слабо стабилизированной бета-фазой) и бета-титановые сплавы потенциально подвержены образованию твердых альфа-дефектов. Настоящий подход снижает вероятность возникновения таких дефектов. 4 Фиг. 2 иллюстрирует предпочтительный подход к получению изделия из основного металла и одного или нескольких легирующих элементов. Данный способ включает в себя обеспечение наличия одного или более химически восстановимых (т.е. способных восстанавливаться) неметаллических соединений-предшественников, стадия 30. Неметаллические соединения-предшественники представляют собой неметаллические соединения тех металлов, которые в конечном итоге составляют металлическое изделие 20. Могут быть использованы любые подходящие неметаллические соединенияпредшественники. Восстановимые оксиды таких металлов являются предпочтительными неметаллическими соединениями-предшественниками при твердофазном восстановлении, однако могут быть также использованы другие виды неметаллических соединений, такие как сульфиды, карбиды, галогениды и нитриды. Восстановимые галогениды таких металлов являются предпочтительными неметаллическими соединениями-предшественниками при парофазном восстановлении. Отдельное неметаллическое соединениепредшественник может дать один металлический элемент. Обычно конечный металлический материал представляет собой сплав двух и более металлических элементов, включая основной металл и, по меньшей мере, один металлический легирующий элемент. Основным металлом является тот металл,процентное содержание которого по массе выше содержания любого другого элемента в данном сплаве. Соединение-предшественник основного металла присутствует в таком количестве, что после описываемого ниже химического восстановления в металлическом сплаве присутствует больше основного металла, чем любого другого элемента. В предпочтительном случае основным металлом является титан, а соединением-предшественником,которое дает титан, является оксид титана, 2(при твердофазном восстановлении) или тетрахлорид титана (при парофазном восстановлении). Легирующим элементом может быть любой элемент,который является доступным в химически восстановимом виде подходящего соединенияпредшественника. Несколькими иллюстративными примерами являются железо, хром, вольфрам, молибден, алюминий, ниобий, кремний, олово, цирконий, марганец и ванадий. В случае получения металлических сплавов неметаллические соединения-предшественники выбирают таким образом, чтобы обеспечить присутствие необходимых металлов в конечном металлическом изделии, и смешивают их вместе в пропорциях, необходимых для получения нужного содержания данных металлов в металлическом изделии. Например, если готовое изделие должно иметь конкретные содержания титана, алюминия и ванадия в соотношении 9064 по массе, то неметаллическими соединениями-предшественниками предпочтительно являются оксид титана, оксид алюминия и оксид ванадия при твердофазном восстановлении, или тетрахлорид титана, хлорид алюминия и 18130 хлорид ванадия при парофазном восстановлении. Могут быть также использованы неметаллические соединения-предшественники, служащие в качестве источника более чем одного из таких металлов в готовом металлическом изделии. Такие соединения-предшественники готовят и смешивают вместе в правильных пропорциях таким образом, чтобы соотношение титаналюминийванадий в полученной смеси соединений-предшественников соответствовало соотношению, необходимому для получения целевого металлического сплава в готовом изделии (9064 по массе в данном примере). В этом примере готовое металлическое изделие представляет собой сплав на основе титана, содержащий больше титана в расчете на массу, чем любого другого элемента. Единственное неметаллическое соединениепредшественник или смесь неметаллических соединений-предшественников в случае сплава химически восстанавливают с получением исходных металлических частиц, причем без плавления этих исходных металлических частиц, стадия 32. В данном описании термины без плавления, отсутствие плавления и связанные с ними понятия означают, что материал не плавится макроскопически или в массе в течение длительного периода времени, так что он разжижается (превращается в жидкость) и теряет свою форму. Может, например,иметь место небольшое количество локализованный подплавленный по мере расплавления элементов с низкой температурой плавления и их диффузионного сплавления с теми легирующими элементами с более высокой температурой плавления,которые не плавятся, или очень короткое плавление в течение менее примерно 10 секунд. Даже в таких случаях общая форма материала остается неизменной. В предпочтительном подходе к восстановлению,называемом парофазным восстановлением потому,что неметаллические соединения-предшественники поставляют в виде паров или газовой фазы, химическое восстановление может быть осуществлено путем восстановления смесей галогенидов основного металла и легирующих элементов с использованием жидкого щелочного металла или жидкого щелочноземельного металла. Например, тетрахлорид титана и галогениды легирующих элементов поставляются в виде газов. Смесь этих газов, взятых в соответствующих количествах, вводят в контакт с расплавленным натрием таким образом, что галогениды металлов восстанавливаются до металлического состояния. Металлический сплав отделяют от натрия. Такое восстановление осуществляют при температурах ниже температуры плавления металлического сплава. Данный подход более полно описан в патентах США 577 97 61 и 5958106,описания которых включены в настоящее описание посредством данной ссылки. Парофазное восстановление на стадии 32 является предпочтительным благодаря коротким временем реагирования между газообразным(и) неметаллическим(и) соединением-предшественником (со единениями-предшественниками) и жидким щелочным металлом или жидким щелочноземельным металлом. Это короткое время реагирования, которое желательным образом составляет менее примерно 10 секунд, не позволяет большим химическим дефектам возникнуть в получаемом в результате восстановленном металле. Предпочтительным является восстановление при более низких температурах, чем при более высоких температурах. Восстановление желательно осуществлять при температурах 600 С или ниже, а предпочтительно 500 С или ниже. Для сравнения, в традиционных подходах к получению титановых и других металлических сплавов температуры зачастую достигают 900 С или выше. Низкотемпературное восстановление является более контролируемым (управляемым) и также менее подвержено попаданию загрязняющих веществ в металлический сплав, что, в свою очередь, может привести к возникновению химических дефектов. Кроме того, более низкие температуры снижают инцидентность спекания частиц во время стадии восстановления. В таком парофазном подходе к восстановлению в газообразное неметаллическое соединениепредшественник перед его реагированием с жидким щелочным металлом или жидким щелочноземельным металлом может быть примешан неметаллический модифицирующий элемент или соединение,присутствующий(-ее) в газообразном виде. В одном из примеров кислород или азот может быть смешан с газообразным(и) неметаллическим(и) соединением-предшественником(соединениямипредшествен-никами) для повышения уровня содержания соответственно кислорода или азота в исходной металлической частице. Например, иногда желательно, чтобы содержание кислорода в исходной металлической частице и конечном металлическом изделии составляло примерно 12002000 массовых миллионных долей для упрочнения конечного металлического изделия. Вместо добавления кислорода в виде порошка твердого диоксида титана, как это иногда практикуется в случае сплавов на основе титана, получаемых традиционными способами плавления, кислород добавляют в газообразном виде, что способствует смешиванию и сводит к минимуму вероятность образования твердой альфа-фазы в конечном изделии. При добавлении кислорода в виде порошка диоксида титана в традиционных способах плавления, агломераты в этом порошке не могут раствориться полностью,оставляя мелкие частицы в готовом металлическом изделии, которые и составляют химические дефекты. Настоящий подход предотвращает такую вероятность. В другом подходе к восстановлению, называемом твердофазным восстановлением потому, что неметаллические соединения-предшественники поставляют в виде твердой фазы, химическое восстановление может быть осуществлено путем электролиза в расплавленной соли. Электролиз в расплавленной соли представляет собой известный 5 18130 способ, который описан, например, в публикации заявки на патент 0 99/64638, описание которой во всей своей полноте включено в настоящее описание посредством данной ссылки. Вкратце, при электролизе в расплавленной соли смесь неметаллических соединений-предшественников, вводимых в тонкоизмельченном твердом виде, погружают в электролизер, в электролит из расплавленной соли, такой как хлоридная соль при температуре ниже температур плавления тех металлов, которые образуют неметаллические соединенияпредшественники. Смесь неметаллических соединений-предшественников делают катодом электролизера, а анод является инертным. Элементы, соединенные с металлами в неметаллических соединениях-предшественниках, такие как кислород в предпочтительном случае использования оксидов неметаллических соединений-предшественников,частично или полностью удаляют из данной смеси за счет химического восстановления (т.е. процесса,обратного химическому окислению). Реакцию осуществляют при повышенной температуре для ускорения диффузии кислорода или другого газа наружу из катода. Катодным потенциалом управляют так, чтобы гарантировать, что происходит восстановление неметаллических соединенийпредшественников, а не другие возможные химические реакции, такие как разложение расплавленной соли. Электролит представляет собой соль, предпочтительно - соль, которая является более стойкой, чем эквивалентная соль рафинируемых металлов, и, в идеале, очень стойкая, для того, чтобы удалить кислород или иной газ до желаемого низкого уровня. Предпочтительными являются хлориды и смеси хлоридов бария, кальция, цезия, лития,стронция и иттрия. Химическое восстановление предпочтительно, но не обязательно, доводят до завершения, так что неметаллические соединенияпредшественники оказываются полностью восстановленными. Не доведение данного процесса до завершения представляет собой способ управления содержанием кислорода в полученном металле. В еще одном подходе к восстановлению, называемом восстановлением путем быстрой плазменной закалки, соединение-предшественник, такое как хлорид титана, диссоциирует в плазменной дуге при температуре более 4 500 С. Соединениепредшественник быстро нагревают, подвергают диссоциации и охлаждают. В результате получают мелкодисперсные металлические частицы. Любое плавление таких металлических частиц является очень кратковременным, порядка 10 секунд или менее, и подпадает под значение используемого здесь термина без плавления и т.п. Какой бы способ восстановления не применяли на стадии 32, результатом является множество исходных металлических частиц 22, одна из которых схематически представлена на фигуре 3 в виде свободно-текущей частицы, желательно имеющей размер не более примерно 0,5 дюйма, более предпочтительно - не более 0,25 дюйма, и еще более предпочтительно - не более примерно 0,070 дюйма. 6 Размер, подходящий для использования на доступном технологическом оборудовании, может составлять примерно 0,25-0,5 дюйма. Частицы 22 предпочтительно являются в целом равноосными по форме, хотя они не обязательно являются строго равноосными. Предпочтительными являются слегка неравноосные частицы, поскольку они проявляют тенденцию к более легкому уплотнению, чем равноосные частицы. Размер, обозначенный буквойна фигуре 3, представляет собой наименьший размер частицы 22. В других случаях, как показано на фигуре 4, частицы 22 комкуются вместе с образованием агломератов 24. Для агломерированных частиц размерявляется наименьшим размером агломерата 24. Размерпредпочтительно составляет не более примерно 0,5 дюйма, предпочтительно - не более примерно 0,25 дюйма, более предпочтительно - не более примерно 0,070 дюйма, еще более предпочтительно - не более примерно 0,040 дюйма, а наиболее предпочтительно - находится в интервале размеров от примерно 0,020 до примерно 0,040 дюйма. В процессе восстановления могут образовываться более крупные частицы и агломераты,однако все частицы и агломераты подвергают просеиванию с целью удаления более крупных частиц и агломератов. Просеивание не подразумевает использования измельчения частиц, а только отделение тех частиц, размер которых находится в пределах упомянутого интервала, от большей массы частиц. Небольшой, но контролируемый размер является желательным признаком настоящего изобретения. При традиционной обработке сплавов, таких как альфа-бета- и бета-титановые сплавы могут образовываться большие химические дефекты, такие как большие области твердой альфа-фазы (альфа-фаза с внедренными в нее междоузельными элементами) и включения с высокой плотностью. Образовавшись,эти большие химические дефекты становятся все более трудными для растворения и удаления на последующих стадиях плавления и повторного плавления (переплава). В настоящем подходе возможный размер таких химических дефектов ограничивают за счет ограничения размера частиц, поскольку размер химического дефекта не может быть больше,чем этот размер (частицы). Кроме того, небольшой размер снижает вероятность захвата летучих компонентов и реагентов, используемых в процессе восстановления, или реакционных продуктах. Использование небольших металлических частиц в состоянии непосредственно после получения также устраняет необходимость дробления, разрезания или иного измельчения больших частиц, губки или других физических форм материала. Такие операции измельчения могут вызвать поверхностное загрязнение частиц оборудованием для измельчения,которое может привести к появлению твердого альфа-дефекта или иных видов химических дефектов. Теплота, выделяемая в процессе измельчения, может вызвать горение частиц, что, в свою очередь,может привести к образованию твердых альфа 18130 дефектов. При использовании настоящего подхода подобные нежелательные последствия измельчения устраняются. Частицы 22 могут быть достаточно малыми. Однако размерпредпочтительно составляет не менее примерно 0,001 дюйма. Более мелкие частицы титана, магния и некоторых других сплавов могут подвергаться быстрому окислению, вызывающему горение частицы, что, в свою очередь, создает опасность пожара. Подобный риск может быть сведен к минимуму в том случае, если не использовать частицы или агломераты размеркоторых составляет менее примерно 0,001 дюйма. Если размер частиц составляет примерно 0,070 дюйма или более, а величинасоставляет примерно 0,25-0,5 дюйма, настоящий подход все еще обеспечивает важные преимущества по улучшению качества конечного материала. Восстановительную обработку осуществляют при относительно низких температурах и коротких временах, снижая таким образом образование химических дефектов. Во многих случаях можно избежать применения лигатур и смешивания (гомогенизации), что позволяет предотвратить появление химических дефектов,которые возникли еще в лигатурах и смешанных материалах. Однако, как указано выше, использование частиц, размер которых составляет менее примерно 0,070 дюйма, снижает инцидентность дефектов даже еще больше. Множество исходных металлических частиц 22 расплавляют и отверждают с получением металлического изделия, стадия 34. Плавление и отверждение 34 могут быть осуществлены без какого-либо добавления дополнительного металлического легирующего элемента к исходной металлической частице в ее расплавленном состоянии. Плавление и отверждение 34 могут быть осуществлены за одну стадию, либо могут быть осуществлены за две или более стадии 34 плавления и отверждения. Плавление может быть осуществлено любым подходящим способом, при этом в случае сплавов на основе титана предпочтительными являются подовая плавка,индукционная гарнисажная плавка и вакуумная дуговая плавка. Плавление и отверждение 34 в сочетании с использованием в качестве сырья для операции плавления небольших исходных металлических частиц и отсутствием измельчения таких частиц приводит в результате к сниженным инцидентности и размеру химических дефектов в отвержденном металлическом изделии. Любые химические дефекты, обнаруживаемые в исходных металлических частицах, являются небольшими благодаря небольшим размерам исходных металлических частиц. Во время плавления такие небольшие химические дефекты могут быть переведены растворением в расплав,т.е. эти химические дефекты устраняются таким образом, что они больше не присутствуют в отвержденном металлическом изделии. Для большинства видов применения предпочтительным является тот случай, когда осуществляют именно одну плавку и связанное с ней отверждение металла на стадии 34, поскольку существенным источником твердых альфа-дефектов в титановых сплавах является поверхностное загрязнение между последовательными стадиями плавления. Однако при других обстоятельствах, когда твердые альфадефекты не вызывают проблем или когда загрязнение может быть проконтролировано каким-либо другим образом, на стадии 34 могут быть использованы многократные подстадии плавления и отверждения. Во время стадии 34 плавления и отверждения к расплаву могут быть добавлены специальные металлические и другие добавки. Такие добавки могут быть выполнены с использованием лигатур,примешивания легирующих добавок либо любым другим подходящим образом. При отсутствии таких добавок состав конечной металлической частицы определяется составом металлических частиц на стадии 32 восстановления. Отвержденное металлическое изделие со стадии 34 может быть использовано в его состоянии после отверждения, в виде литейного металлического изделия. Однако, если выбранный металлический материал или сплав представляет собой деформируемый сплав, подходящий для механической обработки, то отвержденный металлический материал может быть необязательно подвергнут дополнительной обработке с целью изменения его микроструктуры, модификации его механических свойств и/или изменения его формы. В одном из практичных вариантов металл отверждают на стадии 34 в виде литейного слитка. Затем этот литейный слиток превращают в заготовку, стадия 36, путем механической или термомеханической обработки, такой как горячая ковка, штамповка осадкой, экструзия,прокатка или т.п. Такие стадии превращения могут быть осуществлены в многоступенчатом процессе,с соответствующими промежуточными термообработками. Заготовке после этого необязательно придают вид готового металлического изделия, стадия 38, с помощью любого подходящего способа. Типичные подходящие способы 38 включают в себя обработку на станке, формование, штамповку, нанесение покрытий и т.п. Стадии 36 и 38 используют для изготовления диска газотурбинного двигателя, такого как диск, проиллюстрированный на фиг. 1. Металлическое изделие может быть подвергнуто ультразвуковой дефектоскопии на любой стадии после его отверждения на стадии 34. При изготовлении таких деталей как диски газотурбинных двигателей, которые являются чувствительными к присутствию механических и/или химических дефектов, металлическое изделие обычно подвергают ультразвуковой дефектоскопии несколько раз во время стадий 36 и 38. Несмотря на то, что с целью иллюстрации выше был в деталях описан конкретный вариант воплощения настоящего изобретения, допускаются различные модификации и улучшения данного изобретения при условии, что они не выходят за рамки его сущности и объема. Соответственно, настоящее 7 18130 изобретение не ограничено ничем, кроме как прилагаемой формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения металлического изделия(20), содержащего металлический составляющий его элемент и имеющего состав, в противном случае подверженный образованию химических дефектов,который включает в себя стадии- подготовки неметаллического соединенияпредшественника, содержащего этот металлический составляющий элемент- химического восстановления неметаллического соединения-предшественника с получением исходных металлических частиц (22), причем без плавления этих исходных металлических частиц (22) и- плавления и отверждения исходных металлических частиц (22) с получением металлического изделия (20), и в котором отсутствует механическое измельчение исходных металлических частиц (22),отличающийся тем, что исходные металлические частицы (22) имеют размер от примерно 0,001 дюйма (0,0254 мм) до примерно 0,5 дюйма (12,7 мм). 2. Способ по п.1, отличающийся тем, что металлическое изделие (20) имеет состав на основе титана с, по меньшей мере, одним дополнительным легирующим элементом. 3. Способ по п.1 или 2, отличающийся тем, что стадия подготовки включает в себя стадию подготовки смеси, по меньшей мере, двух различных неметаллических соединений-предшественников. 4. Способ по любому из п. 1-3, отличающийся тем, что исходные металлические частицы (22) имеют размер от примерно 0,020 дюйма (0,508 мм) до примерно 0,5 дюйма (12,7 мм). 5. Способ по любому из п. 1-4, отличающийся тем, что стадия плавления и отверждения включает в себя стадию плавления и отверждения исходных металлических частиц (22) с получением металлического изделия (20) без какого-либо добавления металлического легирующего элемента к исходным металлическим частицам (22) в то время, когда эти исходные металлические частицы (22) плавятся и находятся в расплавленном состоянии,6. Способ по любому из п.1-4, отличающийся тем, что стадия плавления и отверждения включает в себя стадию добавления металлического легирующего элемента к расплаву, образовавшемуся при плавлении исходных металлических частиц (22). 7. Способ по любому из п.1-6, отличающийся тем, что стадия химического восстановления включает в себя стадию химического восстановления неметаллического соединения-предшественника путем твердофазного восстановления. 8. Способ по любому из п. 1-6, отличающийся тем, что стадия химического восстановления включает в себя стадию химического восстановления неметаллического соединения-предшественника путем парофазного восстановления. 9. Способ по любому из п. 1-8, отличающийся тем, что стадия плавления и отверждения включает в себя стадию отверждения металлического изделия в виде литого изделия. 10. Способ по любому из п. 1-8, отличающийся тем, что стадия плавления и отверждения включает в себя стадию отверждения металлического изделия в виде литого слитка, и при этом способ включает в себя, после стадии плавления и отверждения, дополнительную стадию превращения литого слитка в заготовку. 11. Способ по любому из п. 1-10, отличающийся тем, что металлическое изделие (20) представляет собой деталь газотурбинного двигателя. 12. Способ по любому из п. 1-10, отличающийся тем, что изделие (20) представляет собой диск газотурбинного двигателя.
МПК / Метки
МПК: C25C 3/26, C25C 5/04, C22B 34/12
Метки: способ, получения, изделия, металлического
Код ссылки
<a href="https://kz.patents.su/9-18130-sposob-polucheniya-metallicheskogo-izdeliya.html" rel="bookmark" title="База патентов Казахстана">Способ получения металлического изделия</a>
Способ получения металлического прокатного изделия из порошка тугоплавкого металла (варианты) и металлическое прокатное изделие
Номер предварительного патента: 17768
Опубликовано: 15.09.2006
Авторы: МОРС, Томас, А., АЙМОН, Поль, Р., Кумар, Прабхат, МАЛИН, Ричард, УЛЕНХУТ, Хеннинг, ГОЛЬДБЕРГ, Ховард, Ф.
МПК: C22C 32/00
Метки: варианты, прокатного, металлического, изделия, способ, получения, металла, изделие, металлическое, тугоплавкого, прокатное, порошка
Формула / Реферат:
Изобретение касается способа (варианты) получения металлического прокатного изделия из порошка тугоплавкого металла, включающего:(а) предоставление порошка тугоплавкого металла с низким содержанием кислорода;(б) добавление ингибитора роста зерен к порошку тугоплавкого металла с низким содержанием кислорода перед уплотнением указанного порошка;(в) уплотнение указанного порошка изостатическим горячим прессованием, экструзией или другой...
Способ получения упаковки для изделия и устройство для его осуществления
Номер патента: 8087
Опубликовано: 15.10.1999
Автор: Пьетро ФЕРРЕРО
МПК: B21D 13/02, B65D 85/60
Метки: упаковки, способ, устройство, осуществления, изделия, получения
Формула / Реферат:
Изобретение относится к получению оберток (или покрытий) из тонких листовых материалов, к устройству для их изготовления и может быть использовано, например, для изготовления оберток кондитерских изделий, таких, как шоколадные яйца. Способ изготовления оберток из тонкого листового материала, например алюминиевой фольги, заключается в придании ей чашевидной формы, соответствующей форме обертываемого изделия, а перед этим материал проходит через...
Способ получения металлического кобальта
Номер патента: 1902
Опубликовано: 15.03.1995
Авторы: Казанцев Валерий Николаевич, Бондарев Александр Александрович, Боталов Анатолий Анисимович, Соколова Раиса Григорьевна
МПК: C22B 5/02
Метки: кобальта, металлического, получения, способ
Формула / Реферат:
Изобретение относится к технологии получения чистых металлов, к способам получения металлического кобальта. Целью изобретения является повышение извлечения и чистоты металла. Способ получения металлического кобальта включает термическую обработку оксида кобальта восстановителем, содержащим алюминий. В качестве восстановителя используют смесь алюминия и кальция при их следующем соотношении, мас.%:
алюминий 92-95
кальций 5-8
Металлический тантал (варианты), изделие из него (варианты), металлический сплав (варианты), мишень для напыления (варианты), конденсаторная емкость (варианты) и резистивная пленка (варианты), включающие металлический тантал, способ получения металлического тантала (варианты)
Номер предварительного патента: 12432
Опубликовано: 17.12.2002
Авторы: КОЧАК, Марк, Н., МАГВАЙР, Джеймс, Д., мл., ХЬЮБЕР, Луис, Е., мл., МИХАЛЮК, Кристофер, А.
МПК: C22B 34/24, C23C 14/34
Метки: него, тантала, напыления, конденсаторная, мишень, металлический, пленка, резистивная, емкость, получения, тантал, способ, варианты, включающие, изделие, металлического, сплав
Формула / Реферат:
Описаны высокочистый металлический тантал и содержащие его сплавы. Металлический тантал предпочтительно имеет чистоту, по меньшей мере, 9,995% и, более предпочтительно, по меньшей мере, 99,999%. В добавление описаны металлический тантал и его сплавы, которые или имеют размер зерна около 50 микрон или менее, или текстуру, в которой (100) интенсивность внутри любого 5% инкремента толщины меньше примерно 15 рандом, или инкрементный логарифм...
Способ получения металлического скандия высокой чистоты
Номер патента: 2897
Опубликовано: 15.12.1995
Авторы: Качур Леонид Исаакович, Малинин Александр Александрович, Готовчиков Виталий Тимофеевич, Яковлев Александр Васильевич, Смагина Клара Ивановна, Тишин Александр Николаевич, Кузнецов Юрий Владимирович, Данилов Виктор Васильевич, Зрячев Анатолий Николаевич
МПК: C22B 9/04, C22B 61/00
Метки: чистоты, получения, способ, скандия, высокой, металлического
Формула / Реферат:
Изобретение относится к металлургии редких металлов, в частности, к получению скандия высокой чистоты.
Способ получения металлического скандия высокой чистоты включает чернового скандия в вакууме 10 -4 -10- 5 мм рт.ст. при температуре 1650-1850 °С. Дистилляцию ведут из расплава чернового скандия, содержащего 1-20 мас. % циркония. Изобретение обеспечивает получение скандия высокой чистоты.
Предыдущий патент: Способ удаления диоксида углерода и жидкий адсорбент, используемый для этого
Следующий патент: Устройство для индукционной закалки
Случайный патент: Способ прогнозирования ранних осложнений инфаркта миокарда подъемом сегмента ST