Способ выплавки стали в электросталеплавильном агрегате
Номер патента: 4467
Опубликовано: 14.03.1997
Авторы: Умаров Куанышбай Умарович, Бровков Виктор Андреевич, Байсанов Сайлаубай Омарович, Сундырин Владимир Борисович, Пономаренко Александр Георгиевич, Ахметов Абулхасим Балхиевич, Наконечный Анатолий Яковлевич, Толымбеков Манат Жаксыбергенович, Нурумгалиев Асылбек Хабадашевич

Формула / Реферат
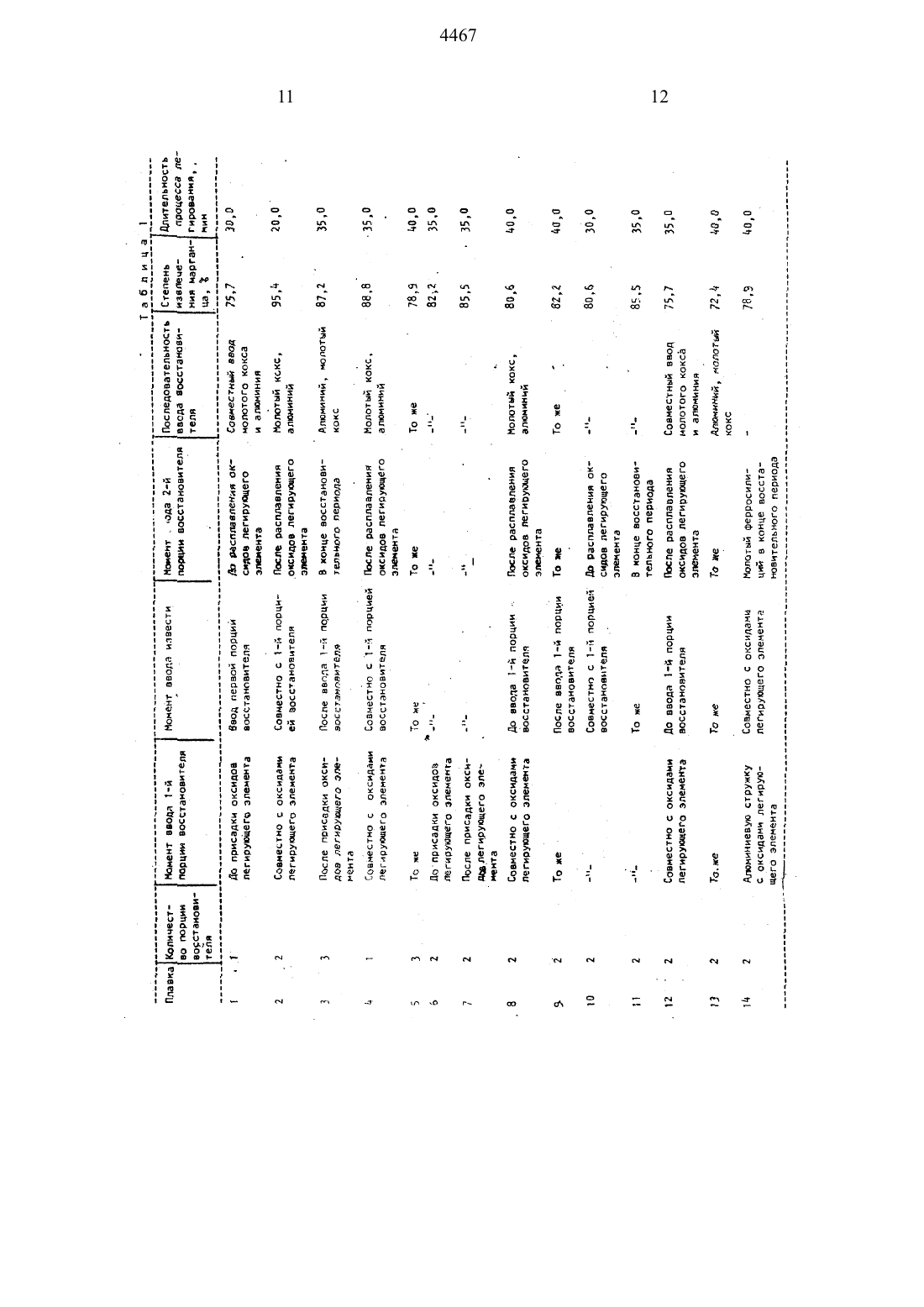
Изобретение относится к металлургии, в частности к производству стали в электросталеплавильных печах. Целью изобретения является сокращение длительности процесса легирования стали при сохранении высокой степени извлечения легирующего элемента. Выплавку стали в электросталеплавильном агрегате производят способом, включающим завалку шихты, плавление, окисление расплава, скачивание окислительного шлака. Легирование осуществляют путем присадки оксидов легирующего элемента и извести, Ввод восстановителя осуществляют в два приема, первую порцию восстановителя вводят в виде ферросилиция совместно с оксидами легирующего элемента и известью, а вторую вводят в виде молотого кокса и алюминия после расплавления оксидов легирующего элемента. Вторую порцию восстановителя вводят в следующей последовательности: молотый кокс, алюминий. Первую порцию сплава вводят фракцией 20-50 мм. а вторую - 5-10 мм. 3 з. п. ф-лы, 2 табл.
Текст
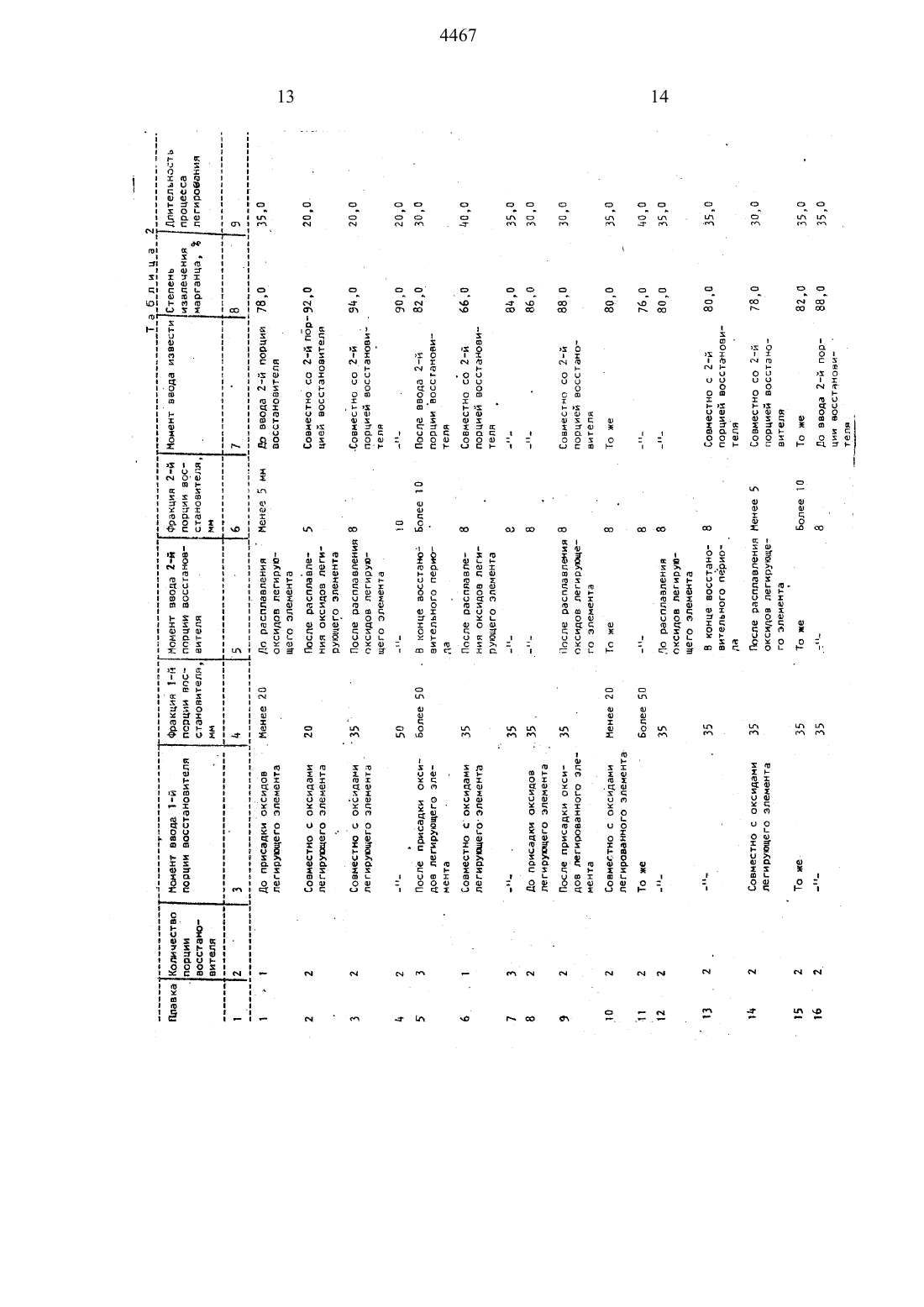
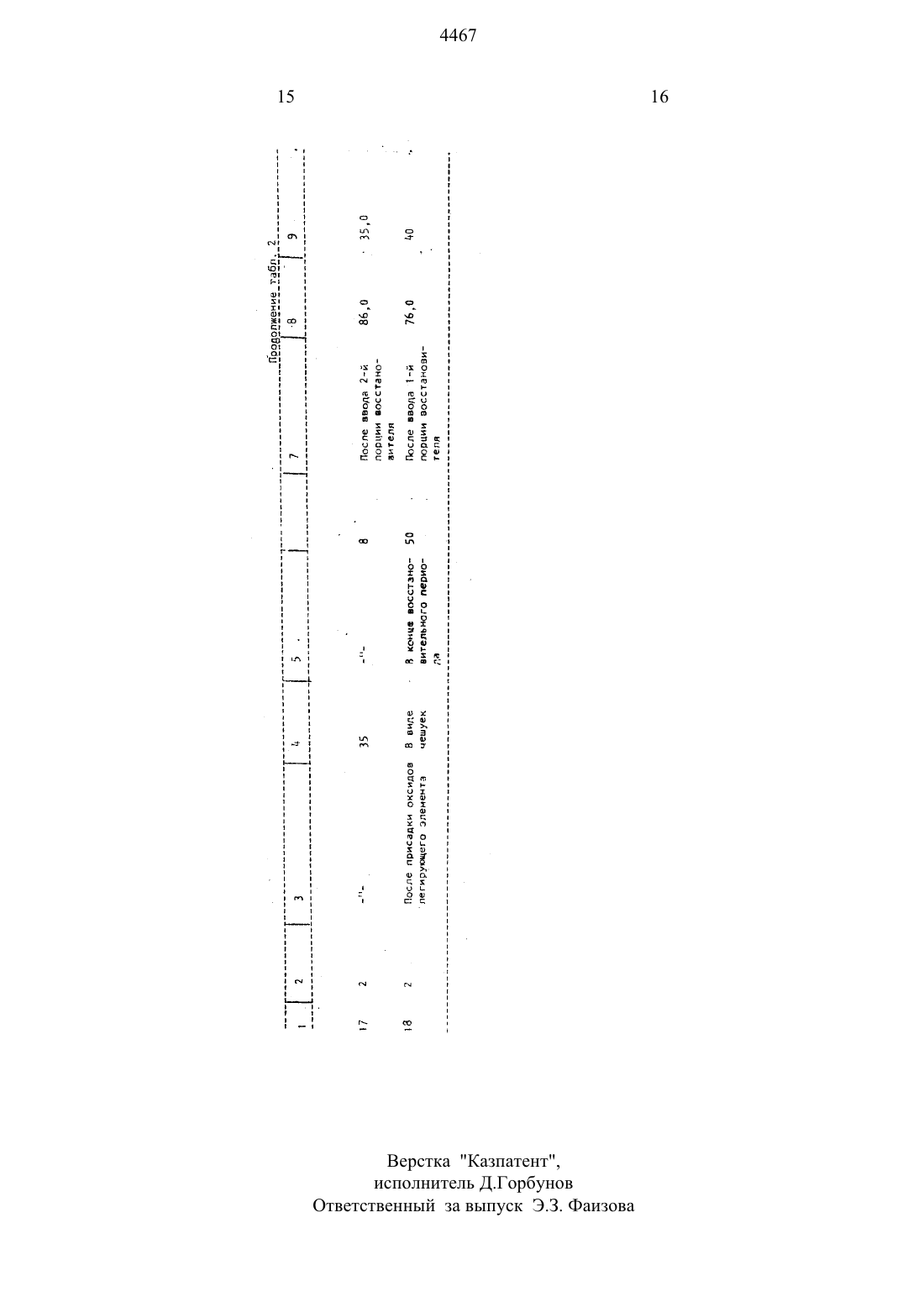
совгчестно и раздельно с марганцевой рудой с расходом 7 кг/Т стали (необходимый стехиометрический расход кремния для раскисления и легирования стали. а вторую порцию восстановителя вводили в виде молотого кокса и чушкооого алюминия татарки АВ-ЗБ до и после расплавления марганцевой руды и в конце восстановительного периода с расходом 2.0 и 2.5 кг/т стали. соответственно. совместно и раздельно с известью. расход последнего составил 15 кг/т стали. При этом вторую порцию восстановителя в виде молотого кокса и алюминия вводили в следующей последовательности совместно молотый кокс и алюминий. алюминий и молотый кокс.При взыплавке стали по утзвестгтой технологии марганцевую ругду вводили совместно с алюминиевой стружкой с расходом 45 кг/ т и известьюс расходом 25 кг/т сталиЛосле проведениг восстановительных процессов вводили могтот ый ферросилиций марки Ф 13-65 с расходом 10 кг/т стали.Продолжитетгьэгстсть восстановительного дриода (полноту процесса и степень ь-тззтлечеттигтт легирующего алемег-гта определяли по химътческоглу составу металла, ГЕровы для хутмического анализа отбирали по ходу плавки с интерваломмин.Опытным путем было установлено. что члите/гьностъъ процесса расплавления мар гапцевой руды при 35004 ВСЮ С составляетЮ-12 гхтин. т. е. молгент расплавления руды поступает через 10-12 глин, после ее присадки. На опытных плавках длительность процесса легирования стали (т. е. восстановительный период плавки) фиксировали от гломентгт ввода гларганцевсгй руды до выпу металла. т. е. время расплавллэтгтя руды входит в этот период.Технологические показатели опытных плавокпопредлагаемогдуспособуртлавка 2) и по плавкам выходящее за пределы предлагаемых параметров (плавки ЪЗ- 13). а также с использованием известного способаНа плавках 1 З 5 с 10 П из-за увеличения количества приемов. а также из-за ввода восстановителой и тлзвести до и после восстановительных процессов увеличивает ся длительность процесса и снижается степень извлечения марганца.Плавка 2 проведена в соответствии с технологией заявляемого способа. где достигнуто сокращение длительности процесса легирования при сохранении высокой степени извлечения марганца.На плавках 4. 9 газ-за нераскисгтег-гттости глеталла и в момент ввода вот ановнтеття увеличивается длительность процесса легирования стали и снижается степень извлечения марганца. .На плавках 12 13 из-за угара алюминия за счет взаимодействия с кислородом воздуха снижается степень извлечения марганца и увеличивается длительность процесса легирования стали.Плавка 14 проведена в соответствии с технологией прототипа, где из-за нераскисценности металла в момент проведения восстановительных процессов. а также из-запечи происходит снижение степени извлечения марганца и увеличивается длительность процесса легирования стали.П р и м е р 2. выплавку стали марки 20 по предлагаемой и известной технологии проводили в дуговой сталеплавильной печи ДС-Б МГ (садка 5 тн) следующим образом. Проводили завал ку шихты в виде углеродного лома, содержащего следующие компоненты, С О.14 О.22 Мп О.35-0.65 45 О 1203 З 0.035 Р 0.035. ее расплавление,доведение расплава до 15701585 С. После окислительного периода скачивали шлак. На поверхность жидкой ванны присаживали 16.5 кг/т стали (такое количество руды обеспечивает получение требуемого содержания тларгангта в готовой стали по ГОСТу 1050-74), ьдаргаътецсодержащий оксидный гиатериал в виде марганцевой руды месторождения Ушкатын Ш, содержащей следующие компоненты, Мл 37,5410 5102 13.0440 РепБтттЗО-ИХО СаО 8.09.0 АР 2 О 2 б.58.5 М 9 О 2.5 п 4,О Р 0.О 50.08 п.п.п. 1902 О.О (см. табл. 2).При выплавке стали по предлагаемому способу совместно и раздельно с марганцевой рудой вводили первую порцию ферросилиция марки ФС-ББ-фракцией менее 20. 20. 35. 50 и более 50 мм с расходом 7 кг/т стали(необходимый стахиометрический расход кремния для раскисления легирования стали). а вторую порцию вводили до расплавления, после расплавления марганцевой руды и в конце восстановительного периода фракцией менее 5. 5 8. 10 и более 10 мм с расходом 3 кг/Цнеобходимый стехиометрический расход кремния для восстановления оксидов железа и марганца руды) совместно и раздельно с известью. расход последнего составил 15 кг/т стали.При выплавке стали по известной технологии после присадки марганца руды вводи ли сушковый алюминий с расходом 3.5 кг/т через рабочее окно на шланге под слой шлака и подавала известь в количестве 15 кг/т стали. После проведения восстановитель ных процессов вводили ферросилиций марки ФС-65 в количестве 10 кг/т стали.5 Продолжительность восстановительно го периода (полноту процесса) и степеньизвлечения легирующего элемента определяли по химическому составу металла. Пробы для химического анализа отбирали по ходу плавки с интервалом 5 мин.Как известно время расплавления окисдного материала зависит от его физико-химических свойств и определяется только эмпирическим путем с учетом температуры процесса. для марганцевых руд длительность процессе расплавления при 15 ОО 16 ОО С составляет 10-42 мин. т. е. момент расплавления руды наступает через 1042 мин после ее Присадки. На опытных плавкая длительность процесса легирования стали(т. е. восстановительный период плавки) фиксировали от момента ввода марганцевой РУДЫ до выпуска металла. т. е, время расплавления руды входит в этот период.Технологические показатели опытных плавок по предлагаемому способу (плавки 2-4) и по технологии вьпходящих за пределы предлагаемых парагдетров (плавки 1,5 П). а также с использованием известного способа (плавка 18) приведены в табл. 2.На плавках 1, 5. 8 Ю из-за нераскисленности металла в момент ввода восстаноЕИТЕПЯ УВЗЛИЧИВЭЭТСЯ ДПИТЭЛЬНОСТЬ процесса легирования и снижается степень извлечения марганца из руды.Плавки 2-4 проведены в соответствии с технологией предлагаемого способа, На этих плавках достигнуто сокращение длительности процесса легирования стали при сохранении степени извлечения марганца, Ввод стандартного ферросилиция (гранулометрическтлй состав 10-50 мм совместно с оксидами легирующего элемента и известью позволяет к моменту расплавления оксидного материала (к началу восстановительных процессов) раскислять металл. Раскисление металла достигается осаждающим способом благодаря более высокой ппотности ферроситлицитя. что позволяет ему, минуя шлаковый расплав. эффективно провести процесс раскисления. Таким образом, к моменту расплавления оксидных материалов обеспечивается полное раскисление стали. При этом ввод оставшейся части восстановителя после расплавления оксидного материала и раскисления металла в виде молотого кокса и алюминия (стандар- тный чушковый алюминий АВ-86) позволяет резко повысить скорость восстановления оксидов легирующего элемента и одновременно сохранить высокую степень извлечения легирующего алемента из расплава,Кроме того, наличие молотого кокса во вто рой порции восстановителя обеспечиваетсоздание восстановительной атмосферы впечи. благодаря чему практически полностью исключается угар алюминия кислородом воздуха.Вход восстановителей единой порцией не ПОЗВОЛЯЕТ К моменту НЭЧЭПЭ ВОССТЭНОВИ ТеЛЬНЫХ ПЮОЦВССОВ иметь ОЭСКИСЛВННЫЙ металл и жидкий расплав оксидного материала. что приводит к увеличению длительности процесса легирования стали.Ввод восстановителей более двух порций увеличивает количество операций. что. в свою очередь. увеличивает длительность атроцесса.Вод первой порции восстановителя в виде ферросилиция совместно с оксидами легирующего элемента и известью позволяет ДО НЗЧЭЛЭ ЕЧЪССТЭНОВИТЕЛЬНЫХ ПРОЦЕССОВ раскиспятъ металл и нейтрализовать продукты реакций раскисления (кремнеэем оксидом кальция (известью), что позволит повысить скорость восстановления и степень извлечения легирующего элемента. За это время введенные совместно с ферросилицием оксиды легирующего элемента успевают полностью расплавиться. что обеспечивает образование в ванне жидкоподвижного оксидного расплава с высокой активностью оксида легирующего элемента. что. соответственно, сокращает длительность процесса легирования.Присадка оксидов легирующего элемента до и после ввода первой порции восстаноителя увеличивает цикл процесса и. соответственно. увеличивает длительность процесса легирования стали.Присадка извести совместно с Ферросипицием позволяет повысить активность окСИДОВ ЛЕГИРУЮЩЕГО ЗЛВМСНТВ за СЧЕТ связывания кремнезема (продукта реакции раскисления), что обеспечивает также сохранение достаточно высокой степени ИЗ влечения элемента.Присадка извести до ввода ферросилиЦИЯ приводит К УВВЛИЧЕНИЮ ТОЛЩИНЫ ШЛЗКО ВОГО СЛОЯ, ЧТО ЗЭТОУДНЯЗГ прохождение ферросилиция в объем металла, и, соответственно. сдерживает процесс раскисления металла. ЧТО В КОНВЧНОМ ИТОГЭ СКЗЭЫВЗЗТСЯ на скорости процесса легирования стали. Присадка извести после ввода ферросилиЦИЯ ПрИВОДИТ К СНИЖЕНИЮ ЭКТИВНОСТИ ОКСИда легирующего элемента в расплаве, что также увеличивает длительность процесса легирования стали. Ввод второй порции восстановителя в виде молотого кокса и алюминия после расплавления оксидов легирующего элемента позволяет провести диффузионное раскисление шлака. т, е. восстановить оксиды ле 4467гируюгцего элемента, что СОКОЭТИТ ДЛИтельность процесса легирования стали.При вводе второй порции восстановителя до раскисления оксидов легирующего элемента увеличивается длительность процесса легирования стали из-за отсутствия активного жидкого шлакового расплава, апри вводе второй Порции восстановителя к концу процесса из-за нехватки времени снижается степень извлечения легирующего элемента.Ввод второй порции восстановителя после расплавления оксидов легирующего элемента в следующей последовательности т молотый кокс, алюминий позволяет исключить угар активного восстановителя алюминия. При этом вводимый молотый кокс создает в псчи восстановительную атмосферу и к началу восстановитепьньях процессов в ванне печи. в результате СНИЖЕНИЯ концентрации свободного кислорода. создаются благоприятные условия для проведения восстановительных процессов алгогиьчния, что ускорит гжроцесс лендровениьПрисадка алюминия до ввода моглотоггэ кокса приводит к интенсивному угару алгоминия за счет взаимодействия с кислородом воздскка в печи. так как алюминий. имея более низкую плотность. чем шлаковый расплав, всплывает на поверхность И взаимодействует с кислородом воздуха, что ТПИБОДИТ К СНИЖЭНИЮ СТЕПЕНИ ИЗВПЭЧЭНИЙ чегиружюцтего элемента и увеличсгтиго длительности процесса легирования стали.Использовании восстановителя на основе оаремния с крупностью 20-50 мм и 5-10 мм позволяет совместить два разных процесса. а именно осаждающее И диффузионное раскисление металла. что обеспечиваетезкое повышение скорости восстановления гари сохранении высокой степени извле ЧЕНЛЯ ЛЕГИруЕОЩЕГТЪ ЭЛЕМОНТЭ ИЗ егоВвод первой порции кремнийсодержащего сплава фракцией 20-50 мм совместно с оксидами легирующего элемен га позволяет до начала восстановительных процессов раскислить металл, что в дальнейшем ускорит процесс легирования стали в момент ввода второй порции восстановителя. так как буттут благоприятные условия для восстановительных процессов. При этом применвнзле в качестве восстановителя кремнгдстых сплавов фракцией 20 - 50 мм позволяет провести осаждающее раскисление металла с высокой интенсивностью и эффективностью. Достигается это благодаря тому, что кремнистые сплавы обладают более высокой плотностью (ЗБ-ТО г/смд).чем шлаковый расплав (2.8 - 3,2 г/смз). Совокупность достигаемых эффектов позволяет сократить длительность процесса легирования стали при сохранении высокой степени извлечения легирующего элемента.Ввод кремнистого сплава единой порцией не позволяет во время восстановительных процессов иметь раскисленный металл. что приводит к увеличению деятельности процесса легирования стали.Ввод первой порции кремнистых сплавов фракцией менее 2 С мм не позволяет до расплавления оксидов гтегиругощего злемента раскислять металл, так как, обладая низким удельным весом. кремнистые сплавы не проникают в объем металла, что не ПОЗВОЛЯЕТ ЪЭСКИСЛИТЬ МЕТЭЛП К НЕЧВЛУ ВОС становительных процессов и приводит к увеличению длительности процесса легирования стали.В случае ввода кремнистых сплавовфракцией более 50 мм увеличивается времярасплавления и усвоения раскислителя ме ТЭПЛОМ, ЧТО ТЭУОКЕ УВЭЛИЧИВЗЕТ ДЛИТЕЛЬНОСТЬ .Присадка оксидов легирующего элемента до ввода первой порции кремнистого сплава увеличивает длительность процесса легирования стали и снижает производитьльность печи, а присадка оксидов легирующего элемента после ввода первой порции кремнистого сплава также увеличивает длительность процесса легирования стали, таккак УВЗПИЧИВЗЭТСЯ КОЛИЧЕСТВО ОПВПЭЦИЙ, СО пряжснньте временем.Ввод в-горой Порции кремнистых сплавов после расплавления оксидов легирующего элемента фракцией 5-1 О мм совместно с известью позволяет провести диффузионное раскисление шлака. т. е. восстановить оксиды легируюгцего элемента. что позволяет сократить длительность процесса легирования стали. Использование кремнистого сплава фракцией 5-10 мм позволяет восстановить шлаковый расплав. так как благодаря раскиспенному металлу происходит восстановление только оксидов легирующего элемента. что сокращает длительность процесса легирования стали и повышает производительность печи.Ввод второй порции кремнистого сплава до расплавления оксидов легирующего элемента не позволяет сократить длительность процесса легирования стали из-за увеличения длительности восстановительных процессов. так как для диффузионного восстановления оксидов легирующего элемента необходимо иметь в момент вводавосстановителя жидкий шлаковый расплавПри вводе второй порции кремнистого сплава фракцией менее 5 мм происходит вынос сплава отходящими газами, что не позволяет провести восстановительные процессы и, соответственно, увеличивает длительность процесса. В случае ввода второй порции кремнистого сплава фракцией более 10 мм происходит также увеличение длительности процесса легирования стали и снижается степень извлечения легирующего элемента из-за крупности фракции восстановителя. так как увеличивается время расплавления кремнистого сплава, т. е. снижается его реакционная способность.Совместный ввод второй порции кремнистого сплава с известью в период проведения восстановительных процессов позволяет повысить активность оксидов легирующего элемента за счет связывания кремнезема (продукта реакции восстановления). что позволяет сократить длительность процесса легирования стали и повысить производительность.1. Способ выплавки стали в электростапеппавильном агрегате. включающий завал 10КУ ШИХТЫ. ПЛЭВЛЕНИЕ, ОКИСЛЕНИЭ расплава. СКЭЧИВЗНИЕ ОКИСПИТВЛЬНОГО ШЛЭКЭ. легиро вание ПУТЭМ присадки ОКСИДОВ, ПВГИПУЮЩЕго элемента, ввод восстановителя, о т л и ч а ю щ и й с я тем, что. с цельюсокращения длительности процесса легирования при сохранении высокой степени извлечения легирующего элемента восстановитель вводят двумя порциями, причем первую порцию восстановителя вводят в виде ферросилиция совместно с оксидами легирующего элемента и известью. а вторую в виде молотого кокса, и алюминия после расплавления оксидов легирующего элемента.2.Способпоп. 1, отличающийся тем. что первую порцию восстановителя вводят фракцией 2 О 5 О мм. а вторую - 5-10 мм. 43. Способпоп. 1, отличающийся тем, что вторую порцию восстановителя вводят в следующей последовательности молотый кокс. алюминий.4. Способпоп. 1, отличающийся тем, что вторую порцию восстановителя вводят совместно с известью после расплавления оксидов легирующего элемента.
МПК / Метки
МПК: C21C 5/52
Метки: выплавки, электросталеплавильном, способ, стали, агрегате
Код ссылки
<a href="https://kz.patents.su/8-4467-sposob-vyplavki-stali-v-elektrostaleplavilnom-agregate.html" rel="bookmark" title="База патентов Казахстана">Способ выплавки стали в электросталеплавильном агрегате</a>
Способ выплавки стали из фосфористого чугуна
Номер патента: 69
Опубликовано: 10.12.1993
Автор: Лаукарт Владимир Егорович
МПК: C21C 5/28
Метки: выплавки, стали, способ, чугуна, фосфористого
Формула / Реферат:
Валковая дробилка относится к оборудованию для измельчения вязких материалов с большим содержанием межкристаллической влаги, преимущественно сульфата алюминия. Дробилка содержит размещенные в корпусе с возможностью вращения навстречу друг другу зубчатые валки и привод. Валки выполнены с различным числом зубьев в вертикальной плоскости, причем валок с меньшим числом зубьев имеет высоту зубьев больше высоты зубьев валка с большим числом зубьев, а...
Смесь для раскисления и легирования стали
Номер патента: 3228
Опубликовано: 15.03.1996
Авторы: Байсанов Сайлау Омарович, Наконечный Анатолий Яковлевич, Пономаренко Александр Георгиевич, Толымбеков Манат Жаксыбергенович, Ахметов Абулхасим Балхиевич, Умаров Куанышбай Умарович
МПК: C22C 35/00
Метки: раскисления, смесь, стали, легирования
Формула / Реферат:
Изобретение относится к черной металлургии, в частности , к смесям , содержащим марганец и предназначенным для раскисления и легирования стали в электросталеплавильном агрегате.Цель изобретения повышение степени извлечения марганца и сокращение длительности процесса раскисления и легирования стали.Смесь для раскисления и легирования стали содержит марганцевую руду, кремнийсодержащий сплав, алюминий и плавиковый шпат. Смесь дополнительно содержит...
Способ выплавки стали из фосфористого чугуна в кислородном конвертере
Номер патента: 70
Опубликовано: 10.12.1993
Авторы: Бурдонов Борис Александрович, Цымбал Виктор Павлович, Татаркин Александр Лаврентьевич, Герман Виктор Иванович, Файт Владимир Васильевич, Лаукарт Владимир Егорович
МПК: C21C 5/28
Метки: чугуна, выплавки, способ, фосфористого, стали, конвертере, кислородном
Формула / Реферат:
Изобретение относится к черной металлургии. Цель изобретения - повышение выхода и снижение себестоимости стали. Это достигается за счет использования высокозольного низкосернистого энергетического угля с содержанием 40-50 мас.% золы, содержащей 25-30 мас.% оксида алюминия, 3-5 мас.% оксидов щелочноземельных элементов и 0,01-0,1 мас.% серы. Энергетический уголь присаживают на чугун перед началом продувки и после смачивания промежуточного шлака...
Способ выплавки стали из фосфористого чугуна
Номер патента: 1896
Опубликовано: 15.03.1995
Автор: Бабенко Анатолий Алексеевич
МПК: C21C 5/28
Метки: фосфористого, способ, чугуна, выплавки, стали
Формула / Реферат:
Изобретение относится к черной металлургии, конкретно к выплавке стали из фосфористого чугуна. Целью изобретения является обеспечение глубокой дефосфорации металла, сокращение длительности планки и снижение его окисленности. Способ выплавки стали из фосфористого чугуна включает оставление конечного шлака, его нейтрализацию, загрузку лома, заливку чугуна, ввод шлакообразующих материалов и двухстадийную продувку кислородом с промежуточным...
Способ выплавки стали в конвертере
Номер предварительного патента: 3432
Опубликовано: 10.06.1996
Авторы: Заурбеков Тимур Джандарбекович, Ибраев Иршек Кажикаримович, Герман Виктор Иванович, Сихиди Иван Архипович, Береснева Надежда Павловна, Бабенко Анатолий Алексеевич
МПК: C21C 5/28
Метки: выплавки, стали, конвертере, способ
Формула / Реферат:
Способ относится к черной металлургии, к способам производства стали в кислородных конвертерах из чугунов различного состава.Для повышения экологичности процесса по способу выплавки стали в конвертере из чугунов различного состава, включающему оставление конечного шлака, его нейтрализацию присадками сыпучих охладителей, завалку лома, заливку чугуна, продувку металла кислородом с интенсивностью 2,5-4,5 м3/мин., рассредоточенную присадку сыпучих...
Предыдущий патент: Фурма
Следующий патент: Способ производства агломерата
Случайный патент: Способ приготовления культурального антигена для лабораторной диагностики оспы коз