Устройство для нанесения маркировки или линий сгиба
Формула / Реферат
Изобретение относится к устройству для нанесения маркировки или линий сгиба на заготовке или полотне материала, содержащего по меньшей мере один слой бумаги или картона, т.е. местного уменьшения толщины полотна или заготовки с целью получения видимых разметок или облегчения формирования материала и/или улучшения изготовления упаковок из метериала. Цель изобретения - повышение качества нанесения. Указанное уменьшение толщины достигается пропусканием материала через один или более матричных валиков 22, каждый из которых снабжен выступами 23, и приведением материала с помощью матричных валиков 22 в соприкосновение с быстро вращающимся шлифовальным валиком, с помощью которого сошлифовываются отобранные поверхности материала.
Текст
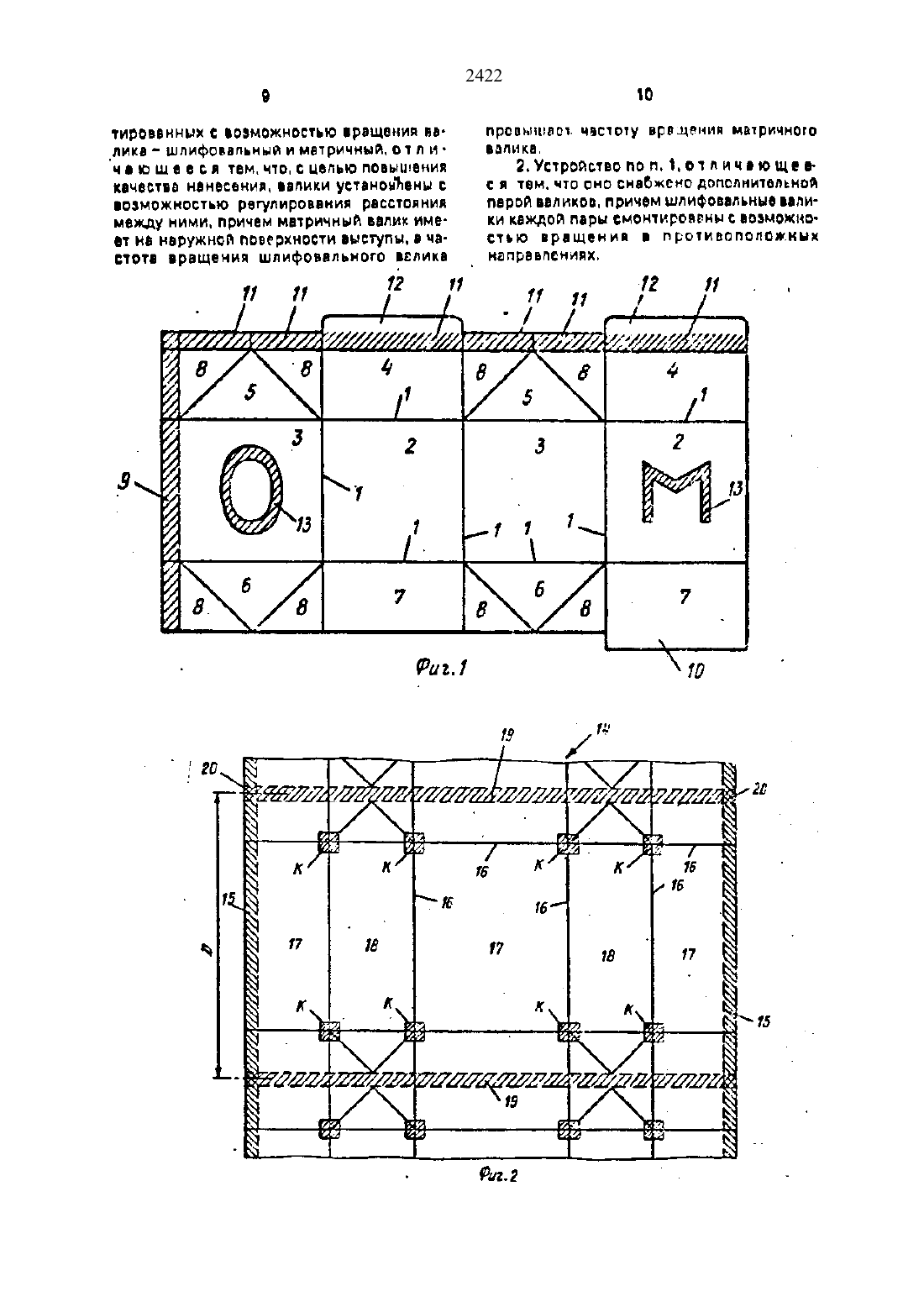
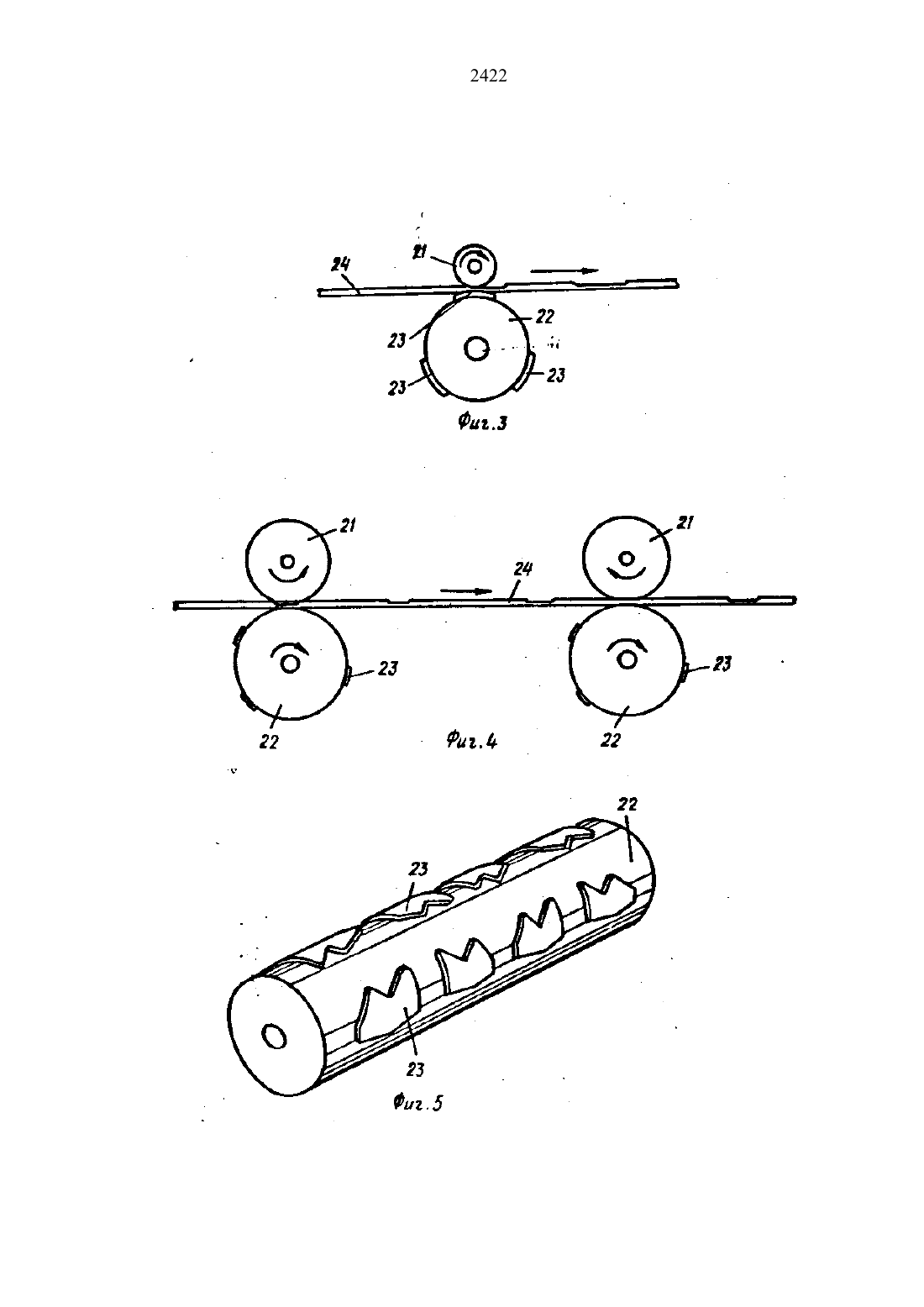
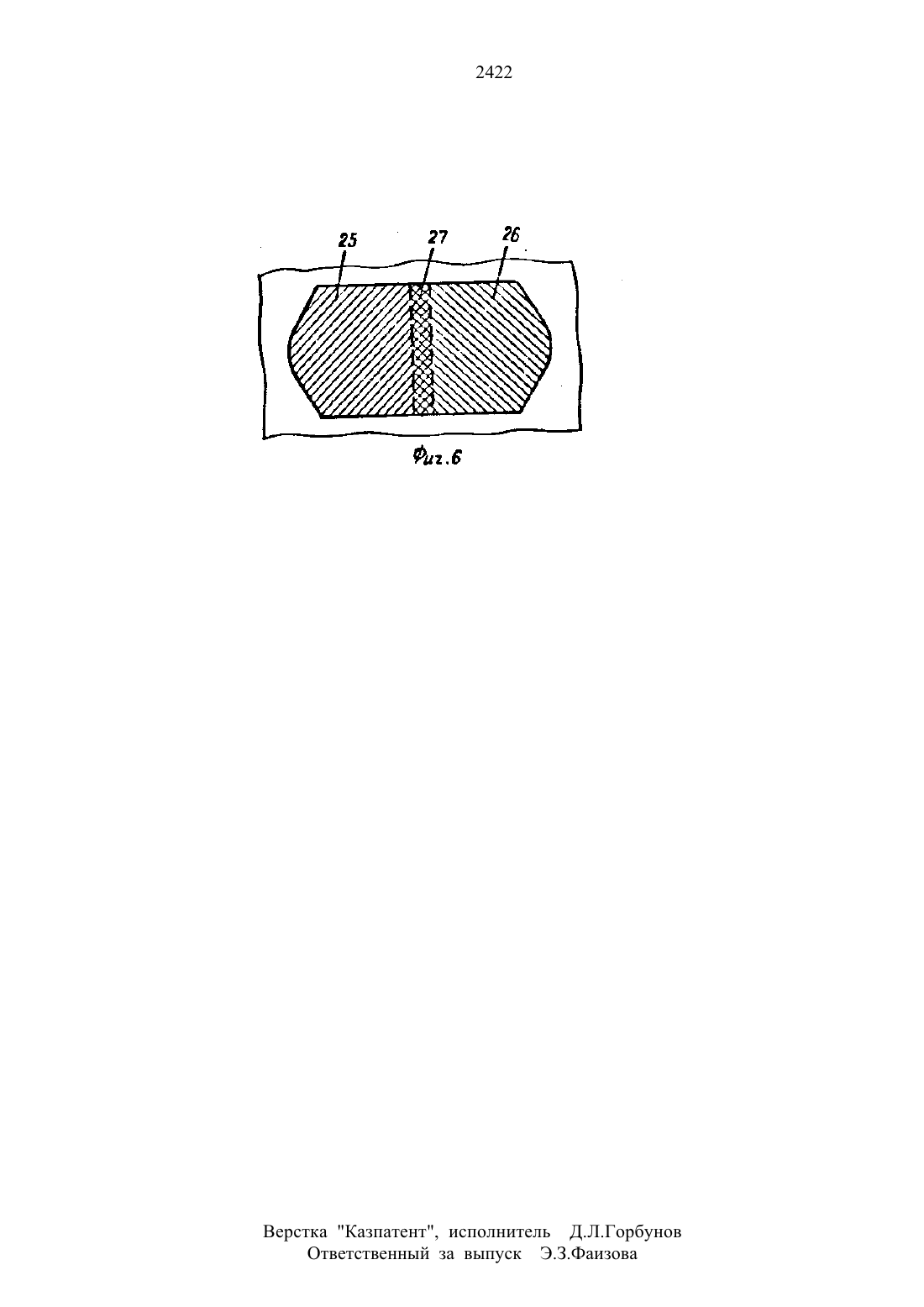
гократную толщину материала. В таких точках пересечения. которые называются хрестами, могут легко образовывать каналы утечки. которые могут вызвать незначитель ную утечку жидкости или в асептинеских упаковках могут вызвать заражение сте рильного содержимого упаковки.Для этого упаковочный материал. а именно его основной слой. который глав,ным образом определяет толщину, может быть уменьшен по толщине г пределах зсн. где материал входит в многослойные участки. например участки соединения. Такое уменьшение толщины предполагает местную механическую обработку отобранных участков материала.Целью изобретения является повышение качества нанесения маркировки или линии сгиба.На фиг. 1 изображена заготовка для упаковочного конвейера на фиг. 2 полотно упаковочного материала, снабженное линиями сгиба облегчающими формирование упаковочного материала на фиг. 3 устройство для нанесения маркировки или линий сгиба на фиг. 4 - устройство с дополнительной парой шлифовального и матричного валиков на фиг. 5 матричный валик устройства на фиг. 6 - область. обработанная предлагаемым устроистеом.Заготовка для упаковочного контейнера (фиг. 1). вырубленная из листа или полотна картона постоянной толщины. разделена линиями 1 сгиба на боковые панели или пространства 2 и З. верхние закрывающие панели 4 и 5 и нижние уплотняющие панели б и 7. Верхние закрывающие панели 5 и нижние уплотняющие панели б имеют треугольную форму и расположены так. чтобы быть завернутым в виде сильфона междуверхними закрывающими панелями 4 иНИЖНИМИ уПЛСТНЯЮЩИМИ НЭНЕЛЯМЧ 7 СООТветственно. В то время как треугольные панели 5 и Б согнуты таким образом. прилегающие панели В загибаются так. что они лежат между панелями 4 и 5 и панелями 7 и Б соответственно. Эта верхняя и нижняя конструкция. как правило. встречается в упаковках с фронтонным верхом.В принципе. заготовку преобразуют в упаковку. формируя вначале е трубку квадратного или прямоугольного поперечного сечения и соединяя вместе короткие стороны заготовки так. что панель 9 продольным ШВОМ СОЕДИНЯЗТСЯ ВНЗУЛВСТКУ С СООТВВТСТ аующей короткой стороной заготовки. После формования заготовки в трубку КВЭДВВТНОГО ИЛИ прямоугольного ПОПЕОВЧного сечения ее заправляют в оправку упаковочной машины не показана. Покатрубчатая заготовка находится на оправке. нижние стенные панели 6 и 7 загибают одну над другои указанным способом. после чего нижние панели уплотняют одну к другой тем. что термопластичные покрытия частей. лежащих одна против другой. заставляют сплавляться посредством приложения теппа и давления. Для стабилизации нижнего уплотнения одна из нижних стенных панелей 7 снабжена уплотняющим язычком 10. который во время уплотнения низа перехлестывает наружную кромку панели Т наружной нижней стенки.После завершения уплотнения низа сформированный контейнер снимают с оправки и наполняют необходимым содержанием, после чего верх закрывают путем захлопывания верхних закрывающих пане лей 5 и 4 над отверстием контейнера треу гопьньзми панелями б. расположенными между наружными треугольными панелями. После выполнения сгибания этой верхней панели уплотняющие панели 11 собирают бок о бок в уплотняющее ребро. содержащее четыре слоя материала. Путем сжатия этих уплотняющих панелей при одновременном подводе тепла термопластичные покрытия. предусмотренные на поверхностях панелей. заставляют расплавиться и соединяют одно с другим так. что образуется непроницаемый для жидкости и прочный герметиэирующий шов. Верхнъ-е уплотняющие панели 12. прилегающие к треугольным панелям. также соединяю одна с другой в герметизирующий шов. который ложится над герметизирующим швом панелей 11.Как упомянуто. законченная упаковка содержит ряд участков, где несколько слоев ътатериала расположены вместе и существует опасность каналообразования в точке перехода между зонами различной толщины. Это касается прежде всего уплотняющих зон верху и внизу упаковки и точек пересечения продольных перехлестывающихся швов. где продольные кромки заготовки соединены одна с другое. а также с верхними и нижними уплотнениями.Определенные участки заготовки для упаковки (фиг, 1) заштрихована и это те участки. толщину которых уменьшают для получения более герметичного и лучшего уплотнения. Части. толщину которых уменьшают путем шлифования. могут изменяться в соответствиям с требованием к внешнему виду и конструкции упаковочного контейнера. Также возможно различным шлифуемым участкам дать различную толщину. т.е. СНЯТЬ различные количества материала. и также допустимо изменение толщины шлифовния в пределах одной и той же зоны шлифования.Прежде всего обрабатывают и уменьШЭЮТ толщину тех поверхностей. где несколько слоев материала уплотняются один к другому. т.е. панели 11 и 9. с тем. чтобы компенсировать эффекты, получаемые. когда ряд слоев материала уплотняют с целью получения в упаковочном материале рельефообразного рисунка 13 декоративного или рекламного характера.После шлифования отшлифованные поверхности материала покрывают термопластичным слоем. придающим защитное покрытие против внешней влаги. которая может абсорбнроваться и повреждать основной слой упаковочного материала.Упаковочный материал может также состоять из непрерывного полотна 14 фиг. 2). Упаковки из такого полотна изготавливают путем превращения полотна 14 сначала в трубку. соединяя продольные кромки 15 полотна 14 Один с другим. после чего трубку наполняют необходимым содержимым и РЭЗДЕЛЯЮТ на ОТДЕЛЬНЫЕ УПЭКОВОЧНЫЕ КОНтейнеры посредством поперечного уплотнения заполненной трубки. формования упаковки и конечного разделения упаковочных контейнеров посредством обрезания по поперечным уплотняющим зонам.Полотно 14 упаковочного- материала фил 2). как и заготовки 1. снабжено рисунком линий 16 сгиба для облегчения формова ния упаковки путем сгибания. Наружная кромка 15 полотна предназначена ДЛЯ перекрывания ПРОТИВОПОЛОЖНОЙ кромки 15 полотна 14 в продольном уплотняющем соединении и поэтому комбинированная ширина наружных панелей 17 несколько больше ширины центральной панели 18. Полная длина упаковки О. Зона 19 находится между полными декорациями или рисунками линии 16 сгиба одной секции упаковки. которая является общей уплотняющей зоной для последующих упаковок. Разделение упаковок произходит с помощью отрезания по этой зоне уплотнения. т.е. в пределах зон 19 соответственной панели. Как и в случае с заготовкой. участки с уменьшенной толщиной (фиг. 2 показаны заштрихованными и в этом случае кромки 15. образующие продольный шов на трубке. которая превращается в упаковочный контейнер. уменьшены по толщине по меньшей мере в зонах 20. где образуется пересечение с панелями поперечного шва. Для того. чтобы цельнй продольный шов уменьшить до ТОЙ же СЗМОЙ ТОЛЩИНЫ. КЭКУЮ ИМЕЮТ ОСТЭЗ шиеся части стенки упаковки. можно уменьшить толщину всей площади продольногошва на кромке 15. Кроме того. в этом случае ЗОНЕ. ГДЕ СХОДЯТСЛ НЕСКОЛЬКО ЛИНИЙ СЦЛЗДКИ или линий загиба (например. зона К). подвергается уменьшеньъюпо толщине. Причина этого заключает ъя в том. что особенно в этих зонах упаковочный материал подвергается большим напряжениям при растяжении, поскольку материал дублирован в несколько слоев. Эти напряжения К-загиба становятся тем больше. чем толще материал. и эти напряжения, следовательно. можно уменьшить посредством уменьшения по толщтчне в зонах К-сгиба.Линии 16 сгиба, способствующие сгибанию материала. могут быть также отшлифованы, что означает. это материал снимают в зоне линий 16 сгиба вместо того, чтобы происходило разрушение волокон в бумажном или картонном материале и создавалась постоянная деформация по рисунку линий загиба. Шлифовку линий 16 сгиба можно осуществлять таким образом. что сгибание облегчается значительно по сравнению с общепринятыми линиями сгиба. но влечет за собой некоторое ослабление материала.Осуществление операции шлифования или фрезерования может происходить с помощью устройства (фиг. 3-5). которое содержит два смонтированных с возможностью вращения валика шлифовальный 21 и матричный 22, имеющий на наружной поверхности выступы 23. Частота вращения шлифовального валика 21 превышает частоту вращения матричного. Выступы 23 распопожены на поверхности матричного валика 22. имеющего форму и размер. соответствующие форме желаемых областей с уменьшенной толщиной.Прилетая к матричному валику 22. размещен быстро вращающийся шлифовальный алик 21. который смонтирован с возгложностью вращения против направления подачи материала. Однако может также вращаться в противоположном направлении в зависимости от его конструкции. Расстояние между поверхностью матричного валика 22 и рабочей кромкой или рабочей поверхностью шлифовального валика 21 можно регулировать до тех пор. пока оно не станет соответствовать или незначительно превосходить нормальную общую толщину полотна 24 упаковочного материала. означающую. что материал может проходить под шлифовальным валиком 21. не задевая его. При вращении матричного алика 22, которое происходит синхронно с подачей полотна 24 упаковочного материала. выступы 23 на матричном валике 22 прижимают ПОЛОТНО 24 к шлифоеальному валику 21 иматериал сошлифовыеается в пределах участков по Тлетно 24. которые подвергаются воздействию вьтстугтоо 23. Посредством подбора тощииы выступов 23 можно точно определить глубину шлифования в материале. Нвлдвно. что шлифованием получается хорошо обозначенная отцглифоввннвя поверхность. во исключением того. что переходная зона всегда образуется между ьтатеривлоът с полной глубиной шлифования и полной толщиноп материала. Одно явление. которое наблюдается. заключается в том, что иглифуОМЕ кромка СТЭНООИТСЯ шероховатой и ПВО ЯЕППЕ ЗЭУСЭНЦЫ КПОМОК. ЕСЛИ НЗПрЭГЛЕЕЯИВ вращения шлифовального валика 21 ослабЛЯЕ КОНТВКТ С МЗТВРИЗЛОМ ПО ЛИНИИ. ПРОХО пищей параллельно оси шлифовального валика 21. С целью устранение этого линии задней кромки в направлении подачи шли- фуемьтх зон либо должны быть приспособ лены так. чтобы они образовали угол с осьго вращения шлифовального валика 21, либо шлифуемые зоны должны быть выполнены таким образом. что их задняя кромка оканчивается в точке. в которой шлифовальный валик 21 постепенно ослабляет взаимодействие со шлифуемой зоной и, наконец. может полностью утратить контакт с полотном 24 материала, Посредством шлифования. осуществляемого таким образом, может быть достигнуто относительно равномерное шлифование с чистыми кромками.Однако проблема заусенцев кромок или облове может быть решена тем. что устроиство содержит дополнительную пару валиков, причем шлифовальные валики каждой Пары смонтированы г возможностью вращения в противоположных направлениях.Устройство (фиг. 4 может содержать два матричных валика 22. которые на их поверхности снабжены выступами 23. Для каждого из матричных валиков 22 предусмотрены шлифовальные валики 21. Матричные валики 22 обеих пар имеют одно ито же направление вращениядогда как шлифовальные валики 21 имеют противоположное направление вращения. На фиг. 6 показана зона шлифования, состоящая из двух областен, частично, перекрывающих одна дру гую (области 25 и 26). При выполненииоперации шлифования (фиг. 4) область 25 шлифуется с помощью первого шлифовального валика 21, тогда как вторая область 26 шлифуется с помощью второго шлифовального валика 21 и между областями 25 и 26(фиг. б) имеется зона 2 нахпестки, которая обрабатывается обоими валиками 21. для достижения такого двойного шлифования зоны оба матричных валика 22 должны приводиться в движение совершенно синхронно и это может быть осуществлено спонтосцью зубчатой передачи или цепного приводе, Кроме того, выступы 23 должны располагаться но соответствующих матричнык овликвх 22 так, чтобы они вошли в авцепление с полотном 24 таким обрезом. чтобы получился рисунок перекрытия (фиг. б). Эту установку положения выступов 23 не мвтричньтк великая 22 относительно легко осуществить. и как только оно однажды уствноолоно. положение по отношению к полотну 24 не изменяется благодаря тому, что матричные валики 22 приводятся в дог-мкгнио синхронно. Путем осуществления опьрации шлифования шлгтфуегдой зоны ка двух частичных шлифовок. перекрывающик одна другую, можно устранить указанный недостаток, поскольку шлифовальный ваусенсц. который образуется на двух зонах,находится в пределах зоны 27 нахлестки,которая обрабатывается обоими шлифовальными вальцвми и поэтому не имеет ни какого шлифовального заусенцв.С применением устройства (фиг. д с двумя противоположно вращающимися шлифовальными валиками 21 становитсг возможным шлифовать мелкие детали, не обращая внимание на то. что может пол учиться какой-либо заусенец. Посредствол шлгтфования с большей точностью могу быть получены косые или сходящиеся линь-л сгиба. Хорошо использовать двойное шли фоеание (фиг. 4). когда необходимо шлиф вать рельефообразныи декоративно. рисунок 13 (фиг. 1) в упаковочные материа ис помощью устройства возможно осущес впенив шлифования очень мелких деталей декоративном рисунке, также в шлифовал ном образце. имеющем чисто техническут функцию. Ступенчатая глубина шлифовани может быть получена в любой шлифовал ной области посредством конструироватвыступов 23 матричных валиков 22 подходщим образом. Это может быть использовНО НЕ ТОЛЬКО при ИЗМЕРЕНИЙ ПОЛУЧИТрельефообраэный декоративный рисуно но также при уменьшении толщины шлиф емых областей с целью достижения от мвльного аффекта шлифования с помощь ступенчатой глубины шлифования.Возможно. например. применение из братания для получения рельефоподобнт образцов почтовой бумаги, ценных буме документов идентичности и так далее с те чтобы получить декоративный эффект и контроль идентичности с целью безопасг сти.1. Устройство для нанесения маркирки или линий сгиба. содержащее два смтироввнных с возможностью вращения ва лика - шлифовальный и матричный. от л и Ч О Ю Щ Е В С П ТЕМ, ЧТО. С ЦЕЛЬЮ ПОВЫШЕНИЯ качества нанесения. валики устанонЪени о возможностью рвгулироввния расстояния между ними. причем мвтричньал валик имеот на наружной поверхности оно-лупы. о частота вращения шлифовального полипапродвигает. частоту вращении матричного валика.Устройство по п. 1.01 л ичпощео С Я тем. что ОНО СНВЖСНО ДОПОдНИТВдЬНОП пород валиков. причем шлифовальные илики каждой пары смонтированы с возможностью вращении о противоположных
МПК / Метки
МПК: B65B 61/02
Метки: нанесения, сгиба, устройство, линий, маркировки
Код ссылки
<a href="https://kz.patents.su/7-2422-ustrojjstvo-dlya-naneseniya-markirovki-ili-linijj-sgiba.html" rel="bookmark" title="База патентов Казахстана">Устройство для нанесения маркировки или линий сгиба</a>
Устройство для маркировки текстильных изделий
Номер патента: 77
Опубликовано: 10.12.1993
Авторы: Абрамченко Евгений Павлович, Новиков Игорь Николаевич, Гладилов Юрий Александрович
МПК: D06H 1/00
Метки: изделий, маркировки, устройство, текстильных
Формула / Реферат:
Изобретение относится к легкой промышленности, а именно к устройствам для маркировки грубоосновных изделий, и позволяет расширить функциональные возможности. Устройство содержит каретку, смонтированную на направляющих с закрепленной на ней печатающей головкой, и связанные с программным устройством приводы перемещения каретки и исполнительные механизмы печатающей головки. Печатающая головка выполнена поворотной в горизонтальной плоскости и...
Устройство для нанесения пневмобетона
Номер патента: 589
Опубликовано: 15.03.1994
Авторы: Маков Сергей Павлович, Маков Евгений Павлович, Евсеев Георгий Алексеевич, Малышева Людмила Алексеевна
МПК: E04F 21/12
Метки: устройство, нанесения, пневмобетона
Формула / Реферат:
Изобретение относится к установкам для получения монолитных изделий полусухой формовкой дисперсных материалов и машет быть использовано в промышленности строительных материалов при окомковании минерального сырья, в строительстве для изготовления массивных бетонных сооружений, в горнодобывающей промышленности, для безопалубочного крепления камер и горных выработок. Устройство для нанесения пневмобетона включает загрузочную и рабочую камеры,...
Устройство для нанесения пылеподавляющих составов
Номер патента: 1625
Опубликовано: 15.12.1994
Авторы: Алексеев Станислав Викторович, Олейников Анатолий Григорьевич, Стороженко Наталья Дмитриевна, Свирякин Борис Иванович
МПК: E21F 5/02
Метки: пылеподавляющих, составов, нанесения, устройство
Формула / Реферат:
Изобретение относится к горной пром-сти и предназначено для закрепления пыляших поверхностей золоотвалов тепловых электростанций. Цель - по вышение эффективности обработки пылящих поверхностей за счет расширения технологических возможностей устр-ва и обеспечения равномерности распределения пылеподавляющих составов . Для этого коллектор-распределитель 12 выполнен ступенчатым и имеет шарнирно закрепленные под выпускными отверстиями направляющие...
Устройство для нанесения разрезов на роговицу глаза
Номер предварительного патента: 1337
Опубликовано: 15.12.1994
Авторы: Кабанов Анатолий Михайлович, Сухов Александр Иванович, Пельц Наум Матвеевич
МПК: A61F 9/00
Метки: роговицу, устройство, нанесения, глаза, разрезов
Формула / Реферат:
Изобретение относится к области медицины, в частности, к офтальмологии при проведении операции на роговице. Для повышения точности нанесения надрезов устройство для нанесения надрезов на роговицу глаза, содержащее средство для крепления, держатель с лезвием и приспособлением для его дозированной подачи, ограничитель вертикального хода устройства, закрепленный на его корпусе, снабжено шаговым двигателем и электромагнитом с подпружиненным...
Способ нанесения огнезащитного покрытия и установка для его осуществления
Номер предварительного патента: 1054
Опубликовано: 15.09.1994
Авторы: Ермаков Евгений Иосифович, Умаев Хасан Умарбекович, Ларев Николай Васильевич
МПК: B05D 1/02
Метки: покрытия, способ, нанесения, осуществления, огнезащитного, установка
Формула / Реферат:
Изобретение относится к защите металлических поверхностей от коррозии и к защите различных материалов от воздействия высоких температур. Предложен способ нанесения огнезащитного покрытия, предусматривающий подачу материала покрытия из емкости сжатым воздухом в распылительное устройство и последующее распыление, отличается тем, что до подачи материала покрытия в распылительное устройство, в него подают пластификатор, а при выводе из емкости...
Предыдущий патент: Установка для упаковывания в усадочную пленку штабеля штучных предметов
Следующий патент: Упаковочный контейнер для жидких продуктов
Случайный патент: Способ приготовления катализаторов с активной фазой в виде наночастиц для гидрирования непредельных соединений