Способ получения сверхпластичного листа из алюминиевого сплава
Номер инновационного патента: 30450
Опубликовано: 15.10.2015
Авторы: Машеков Серик Акимович, Машекова Айым Сериковна, Машекова Айгерим Сериковна, Турдалиев Ауезхан Турдалиевич, Түкібай Асылзат Ахметқызы, Смагулова Назгул Кусеновна
Формула / Реферат
РЕФЕРАТ
Изобретение относится к области металлургии, а именно к способам получения сверхпластичных листов из алюминиевого сплава, применяемых для сверхпластической формовки изделий сложной формы, а также для производства листового проката в качестве конструкционного материала.
Способ получения сверхпластичного листа из алюминиевого сплава.
включает получение из слитка заготовки прямоугольного сечения. Слиток
деформируют несколькими проходами при температуре 320 330 °С.
Полученную заготовку изотермический прокатывают при температуре 320
330 °С, закаливают с температуры 450±10 °С, отжигают при температуре 120
°С с выдержкой 5 ч и охлаждют. При этом заготовку прямоугольного сечения
(тонкий сляб) отливают двухвалком кристаллизаторе. Предварительную
обработку плоского слитка производят между, выступы против впадины
располагающем, лево- и правовиптовым валками реверсивного стана.
Окончательную прокатку производят па продольно-клиновом стане с
уменьшающимся в направлении прокатки диаметром рабочих валков.
Технический результат изобретения заключается в повышения качества получаемых полос.
Текст
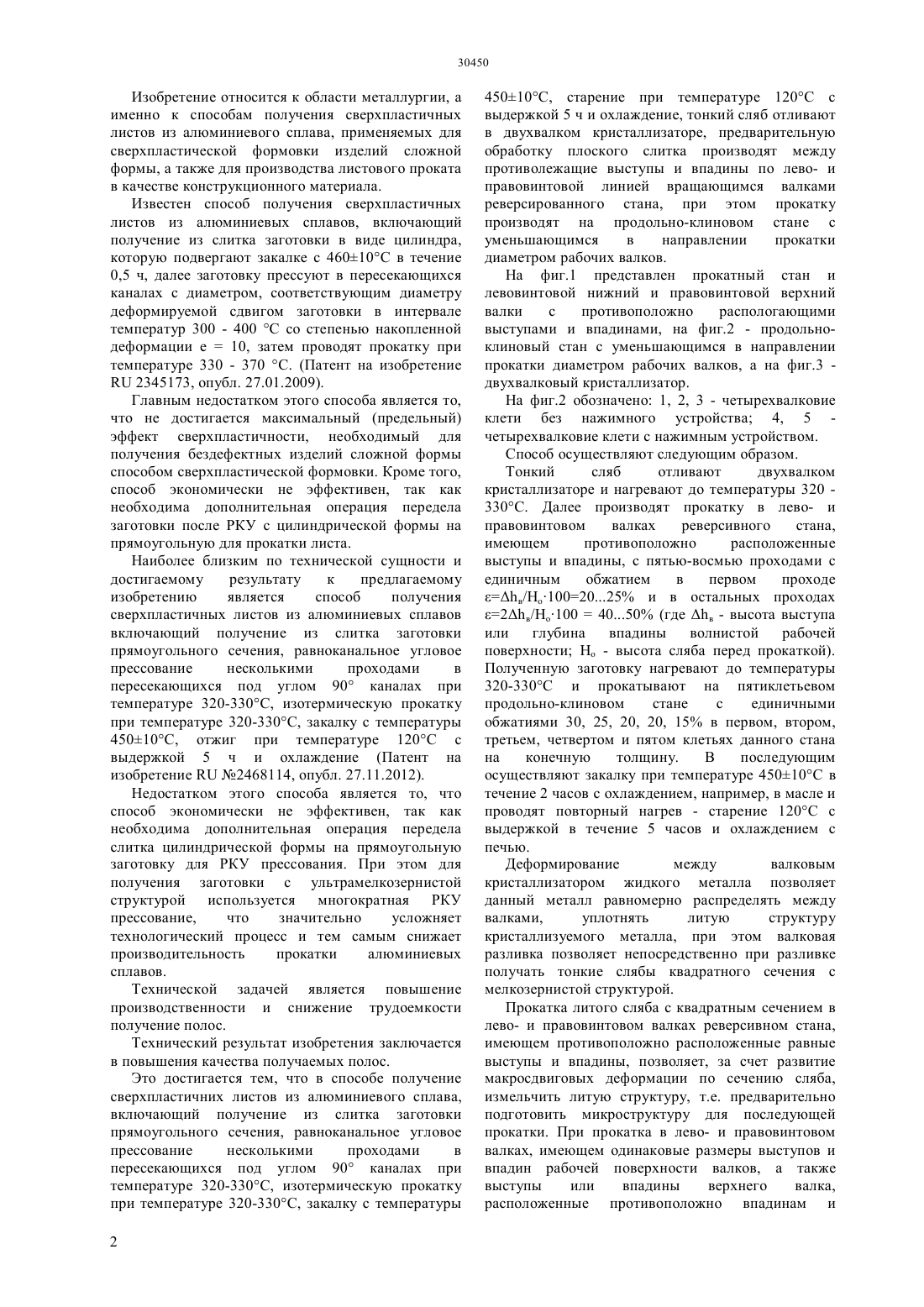
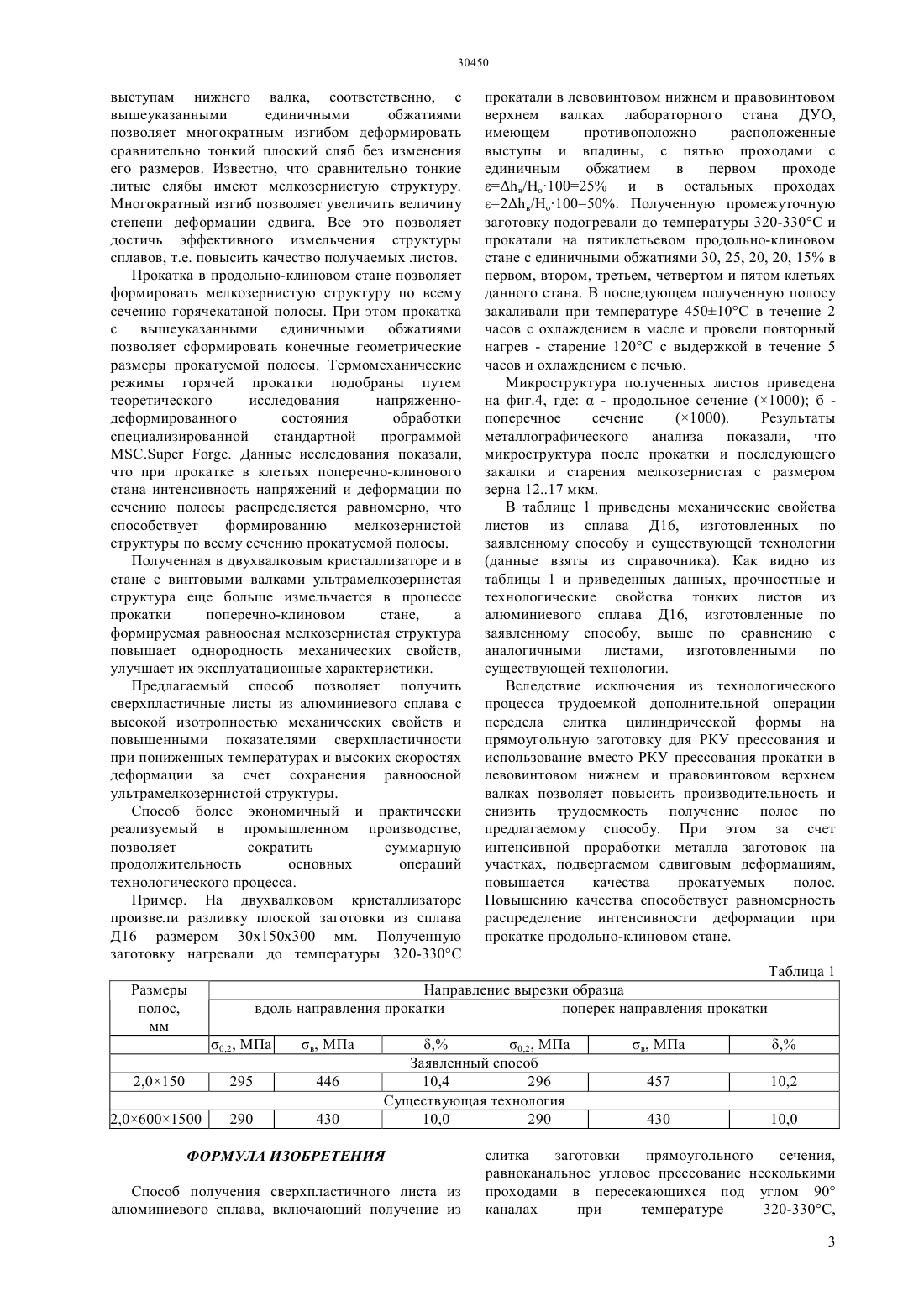
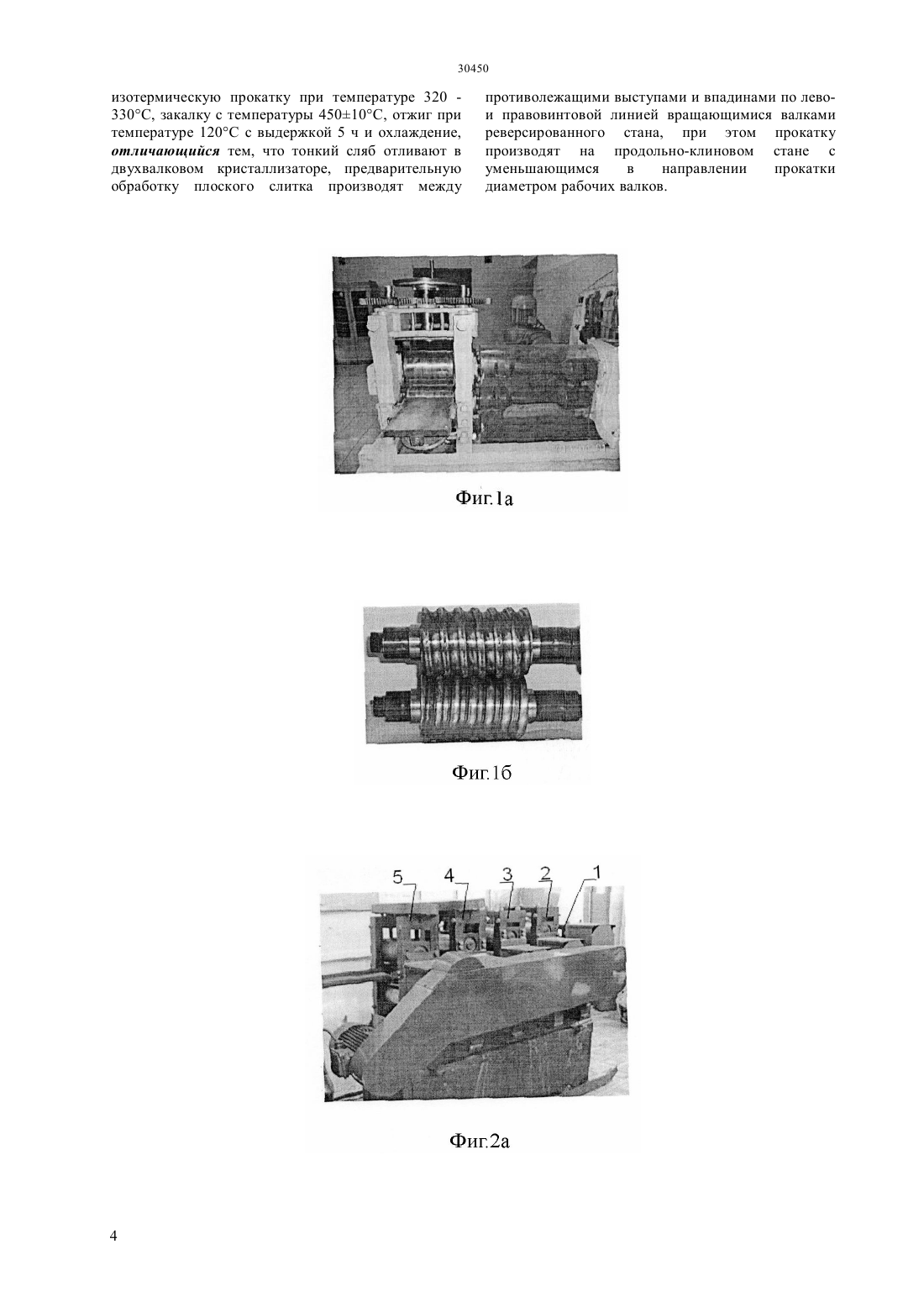
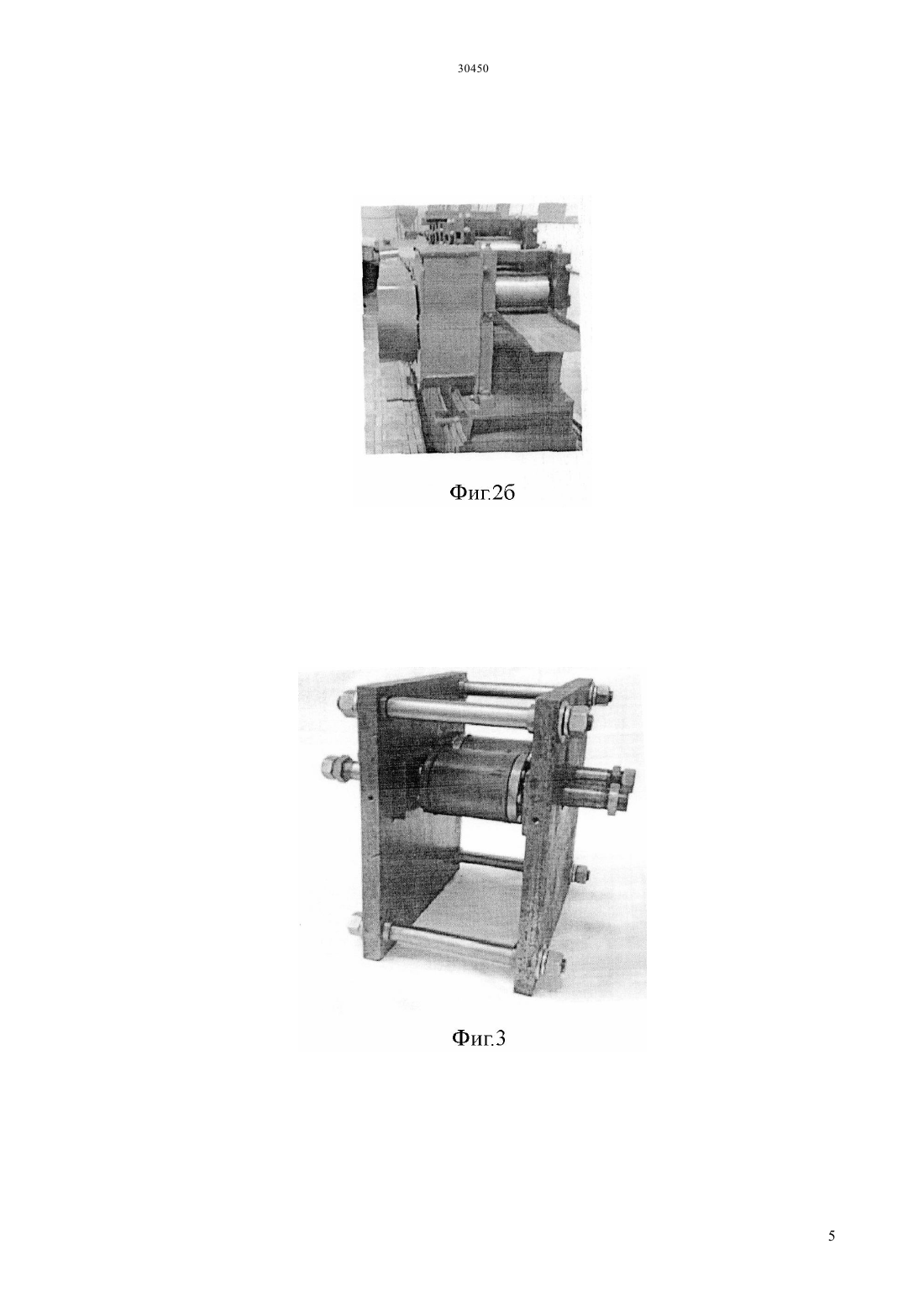
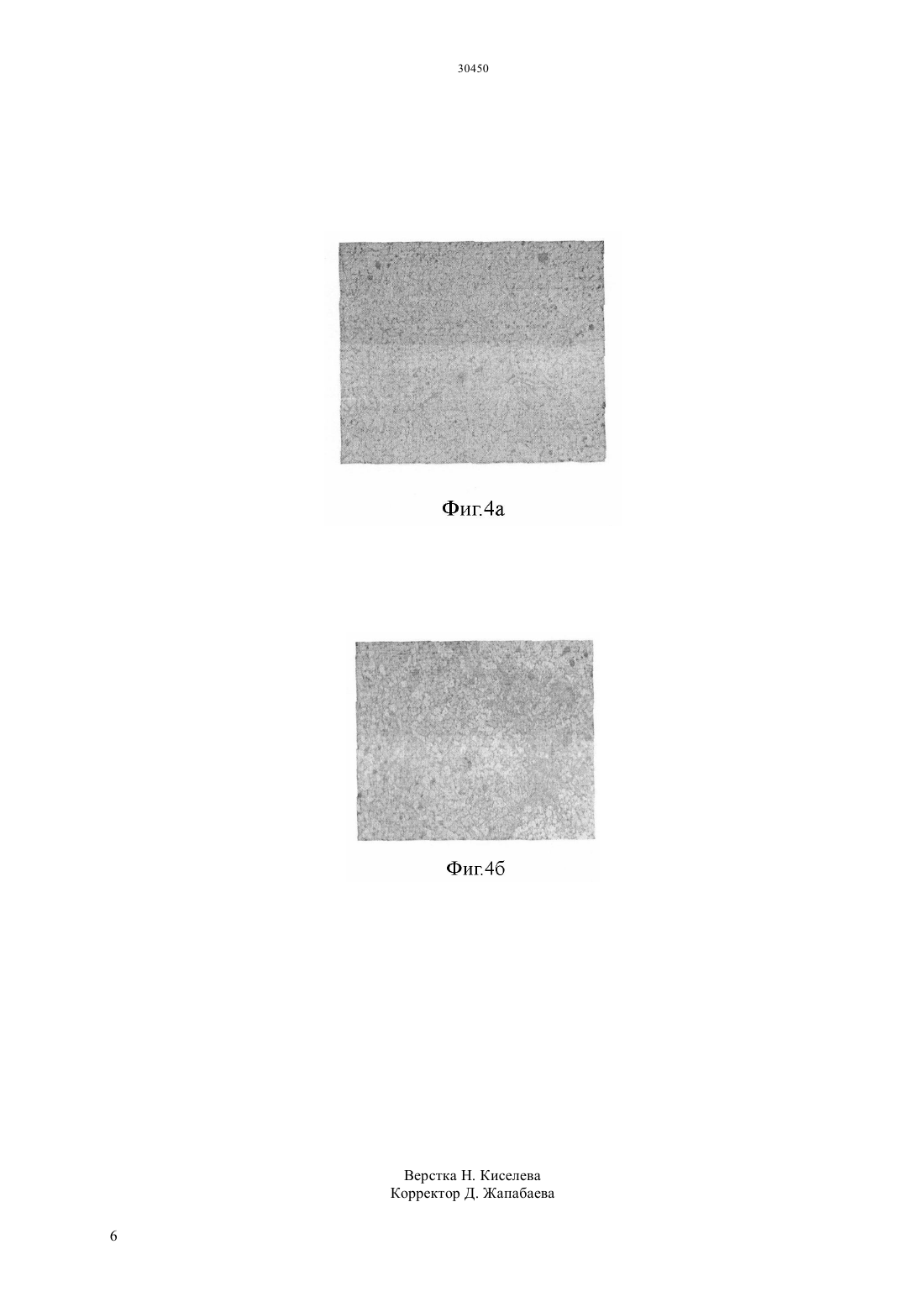
(51) 22 1/04 (2006.01) 21 1/04 (2006.01) 21 5/00 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Способ получения сверхпластичного листа из алюминиевого сплава, включает получение из слитка заготовки прямоугольного сечения. Слиток деформируют несколькими проходами при температуре 320-330 С. Полученную заготовку изотермический прокатывают при температуре 320330 С, закаливают с температуры 45010 С,отжигают при температуре 120 С с выдержкой 5 ч и охлаждают. При этом заготовку прямоугольного сечения (тонкий сляб) отливают двухвалком кристаллизаторе. Предварительную обработку плоского слитка производят между, выступы против впадины располагающем, лево- и правовинтовым валками реверсивного стана. Окончательную прокатку производят на продольно-клиновом стане с уменьшающимся в направлении прокатки диаметром рабочих валков. Технический результат изобретения заключается в повышения качества получаемых полос.(72) Машеков Серик Акимович Турдалиев Ауезхан Турдалиевич Машекова Айым Сериковна Машекова Айгерим Сериковна Смагулова Назгул Кусеновна Ткбай Асылзат Ахметызы(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И. Сатпаева Министерства образования и науки Республики Казахстан(54) СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ИЗ АЛЮМИНИЕВОГО СПЛАВА(57) Изобретение относится к области металлургии,а именно к способам получения сверхпластичных листов из алюминиевого сплава, применяемых для сверхпластической формовки изделий сложной формы, а также для производства листового проката в качестве конструкционного материала. Изобретение относится к области металлургии, а именно к способам получения сверхпластичных листов из алюминиевого сплава, применяемых для сверхпластической формовки изделий сложной формы, а также для производства листового проката в качестве конструкционного материала. Известен способ получения сверхпластичных листов из алюминиевых сплавов, включающий получение из слитка заготовки в виде цилиндра,которую подвергают закалке с 46010 С в течение 0,5 ч, далее заготовку прессуют в пересекающихся каналах с диаметром, соответствующим диаметру деформируемой сдвигом заготовки в интервале температур 300 - 400 С со степенью накопленной деформации е 10, затем проводят прокатку при температуре 330 - 370 С. (Патент на изобретение 2345173, опубл. 27.01.2009). Главным недостатком этого способа является то,что не достигается максимальный (предельный) эффект сверхпластичности, необходимый для получения бездефектных изделий сложной формы способом сверхпластической формовки. Кроме того,способ экономически не эффективен, так как необходима дополнительная операция передела заготовки после РКУ с цилиндрической формы на прямоугольную для прокатки листа. Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ получения сверхпластичных листов из алюминиевых сплавов включающий получение из слитка заготовки прямоугольного сечения, равноканальное угловое прессование несколькими проходами в пересекающихся под углом 90 каналах при температуре 320-330 С, изотермическую прокатку при температуре 320-330 С, закалку с температуры 45010 С, отжиг при температуре 120 С с выдержкой 5 ч и охлаждение (Патент на изобретение 2468114, опубл. 27.11.2012). Недостатком этого способа является то, что способ экономически не эффективен, так как необходима дополнительная операция передела слитка цилиндрической формы на прямоугольную заготовку для РКУ прессования. При этом для получения заготовки с ультрамелкозернистой структурой используется многократная РКУ прессование,что значительно усложняет технологический процесс и тем самым снижает производительность прокатки алюминиевых сплавов. Технической задачей является повышение производственности и снижение трудоемкости получение полос. Технический результат изобретения заключается в повышения качества получаемых полос. Это достигается тем, что в способе получение сверхпластичних листов из алюминиевого сплава,включающий получение из слитка заготовки прямоугольного сечения, равноканальное угловое прессование несколькими проходами в пересекающихся под углом 90 каналах при температуре 320-330 С, изотермическую прокатку при температуре 320-330 С, закалку с температуры 2 45010 С, старение при температуре 120 С с выдержкой 5 ч и охлаждение, тонкий сляб отливают в двухвалком кристаллизаторе, предварительную обработку плоского слитка производят между противолежащие выступы и впадины по лево- и правовинтовой линией вращающимся валками реверсированного стана, при этом прокатку производят на продольно-клиновом стане с уменьшающимся в направлении прокатки диаметром рабочих валков. На фиг.1 представлен прокатный стан и левовинтовой нижний и правовинтовой верхний валки с противоположно распологающими выступами и впадинами, на фиг.2 - продольноклиновый стан с уменьшающимся в направлении прокатки диаметром рабочих валков, а на фиг.3 двухвалковый кристаллизатор. На фиг.2 обозначено 1, 2, 3 - четырехвалковие клети без нажимного устройства 4, 5 четырехвалковие клети с нажимным устройством. Способ осуществляют следующим образом. Тонкий сляб отливают двухвалком кристаллизаторе и нагревают до температуры 320 330 С. Далее производят прокатку в лево- и правовинтовом валках реверсивного стана,имеющем противоположно расположенные выступы и впадины, с пятью-восмью проходами с единичным обжатием в первом проходе в/Но 1002025 и в остальных проходах 2 в/Но 1004050 (где в - высота выступа или глубина впадины волнистой рабочей поверхности Но - высота сляба перед прокаткой). Полученную заготовку нагревают до температуры 320-330 С и прокатывают на пятиклетьевом продольно-клиновом стане с единичными обжатиями 30, 25, 20, 20, 15 в первом, втором,третьем, четвертом и пятом клетьях данного стана на конечную толщину. В последующим осуществляют закалку при температуре 45010 С в течение 2 часов с охлаждением, например, в масле и проводят повторный нагрев - старение 120 С с выдержкой в течение 5 часов и охлаждением с печью. Деформирование между валковым кристаллизатором жидкого металла позволяет данный металл равномерно распределять между валками,уплотнять литую структуру кристаллизуемого металла, при этом валковая разливка позволяет непосредственно при разливке получать тонкие слябы квадратного сечения с мелкозернистой структурой. Прокатка литого сляба с квадратным сечением в лево- и правовинтовом валках реверсивном стана,имеющем противоположно расположенные равные выступы и впадины, позволяет, за счет развитие макросдвиговых деформации по сечению сляба,измельчить литую структуру, т.е. предварительно подготовить микроструктуру для последующей прокатки. При прокатка в лево- и правовинтовом валках, имеющем одинаковые размеры выступов и впадин рабочей поверхности валков, а также выступы или впадины верхнего валка,расположенные противоположно впадинам и выступам нижнего валка, соответственно, с вышеуказанными единичными обжатиями позволяет многократным изгибом деформировать сравнительно тонкий плоский сляб без изменения его размеров. Известно, что сравнительно тонкие литые слябы имеют мелкозернистую структуру. Многократный изгиб позволяет увеличить величину степени деформации сдвига. Все это позволяет достичь эффективного измельчения структуры сплавов, т.е. повысить качество получаемых листов. Прокатка в продольно-клиновом стане позволяет формировать мелкозернистую структуру по всему сечению горячекатаной полосы. При этом прокатка с вышеуказанными единичными обжатиями позволяет сформировать конечные геометрические размеры прокатуемой полосы. Термомеханические режимы горячей прокатки подобраны путем теоретического исследования напряженнодеформированного состояния обработки специализированной стандартной программой. . Данные исследования показали,что при прокатке в клетьях поперечно-клинового стана интенсивность напряжений и деформации по сечению полосы распределяется равномерно, что способствует формированию мелкозернистой структуры по всему сечению прокатуемой полосы. Полученная в двухвалковым кристаллизаторе и в стане с винтовыми валками ультрамелкозернистая структура еще больше измельчается в процессе прокатки поперечно-клиновом стане,а формируемая равноосная мелкозернистая структура повышает однородность механических свойств,улучшает их эксплуатационные характеристики. Предлагаемый способ позволяет получить сверхпластичные листы из алюминиевого сплава с высокой изотропностью механических свойств и повышенными показателями сверхпластичности при пониженных температурах и высоких скоростях деформации за счет сохранения равноосной ультрамелкозернистой структуры. Способ более экономичный и практически реализуемый в промышленном производстве,позволяет сократить суммарную продолжительность основных операций технологического процесса. Пример. На двухвалковом кристаллизаторе произвели разливку плоской заготовки из сплава Д 16 размером 30150300 мм. Полученную заготовку нагревали до температуры 320-330 С прокатали в левовинтовом нижнем и правовинтовом верхнем валках лабораторного стана ДУО,имеющем противоположно расположенные выступы и впадины, с пятью проходами с единичным обжатием в первом проходе в/Но 10025 и в остальных проходах 2 в/Но 10050. Полученную промежуточную заготовку подогревали до температуры 320-330 С и прокатали на пятиклетьевом продольно-клиновом стане с единичными обжатиями 30, 25, 20, 20, 15 в первом, втором, третьем, четвертом и пятом клетьях данного стана. В последующем полученную полосу закаливали при температуре 45010 С в течение 2 часов с охлаждением в масле и провели повторный нагрев - старение 120 С с выдержкой в течение 5 часов и охлаждением с печью. Микроструктура полученных листов приведена на фиг.4, где- продольное сечение (1000) б поперечное сечение(1000). Результаты металлографического анализа показали,что микроструктура после прокатки и последующего закалки и старения мелкозернистая с размером зерна 1217 мкм. В таблице 1 приведены механические свойства листов из сплава Д 16, изготовленных по заявленному способу и существующей технологии(данные взяты из справочника). Как видно из таблицы 1 и приведенных данных, прочностные и технологические свойства тонких листов из алюминиевого сплава Д 16, изготовленные по заявленному способу, выше по сравнению с аналогичными листами, изготовленными по существующей технологии. Вследствие исключения из технологического процесса трудоемкой дополнительной операции передела слитка цилиндрической формы на прямоугольную заготовку для РКУ прессования и использование вместо РКУ прессования прокатки в левовинтовом нижнем и правовинтовом верхнем валках позволяет повысить производительность и снизить трудоемкость получение полос по предлагаемому способу. При этом за счет интенсивной проработки металла заготовок на участках, подвергаемом сдвиговым деформациям,повышается качества прокатуемых полос. Повышению качества способствует равномерность распределение интенсивности деформации при прокатке продольно-клиновом стане. Таблица 1 Направление вырезки образца вдоль направления прокатки поперек направления прокатки 0,2, МПа,0,2, МПа Заявленный способ 10,4 296 Существующая технология 10,0 290 ФОРМУЛА ИЗОБРЕТЕНИЯ Способ получения сверхпластичного листа из алюминиевого сплава, включающий получение из слитка заготовки прямоугольного сечения,равноканальное угловое прессование несколькими проходами в пересекающихся под углом 90 каналах при температуре 320-330 С,3 изотермическую прокатку при температуре 320 330 С, закалку с температуры 45010 С, отжиг при температуре 120 С с выдержкой 5 ч и охлаждение,отличающийся тем, что тонкий сляб отливают в двухвалковом кристаллизаторе, предварительную обработку плоского слитка производят между противолежащими выступами и впадинами по левои правовинтовой линией вращающимися валками реверсированного стана, при этом прокатку производят на продольно-клиновом стане с уменьшающимся в направлении прокатки диаметром рабочих валков.
МПК / Метки
МПК: B21J 5/00, C22F 1/04, B21J 1/04
Метки: сверхпластичного, способ, сплава, получения, листа, алюминиевого
Код ссылки
<a href="https://kz.patents.su/6-ip30450-sposob-polucheniya-sverhplastichnogo-lista-iz-alyuminievogo-splava.html" rel="bookmark" title="База патентов Казахстана">Способ получения сверхпластичного листа из алюминиевого сплава</a>
Сплав на основе тантала, изделия, выполненные из данного сплава, и способ его получения
Номер предварительного патента: 12213
Опубликовано: 15.11.2002
Авторы: МИХАЛЮК, Кристофер, А., ХЬЮБЕРТ, Луис, Е., мл.
МПК: C22B 34/24, C22C 27/02
Метки: данного, тантала, сплав, получения, изделия, выполненные, сплава, основе, способ
Формула / Реферат:
Описан сплав, содержащий тантал и кремний. Тантал является основным присутствующим в сплаве металлом. Сплав обладает однородностью по прочности на растяжение при переработке его в проволоку, так что максимальное выборочное стандартное отклонение прочности на растяжение в проволоке составляет около 0,460 кг/см2 для неотожженной проволоки конечного диаметра и около 0,31 кг/см2 для отожженной проволоки конечного диаметра. Также описан способ...
Способ получения свинцово-сурьмянистого-медно-теллуристого сплава (ССуМТ)
Номер инновационного патента: 21586
Опубликовано: 14.08.2009
Авторы: Мезенцева Светлана Вильгельмовна, Прилепов Александр Дмитриевич, Григорьев Виктор Дмитриевич
Метки: ссумт, способ, получения, сплава, свинцово-сурьмянистого-медно-теллуристого
Формула / Реферат:
Изобретение относится к металлургии, в частности к способом приготовления сплавов на основе свинца, предназначенных для использования в кабельном производстве.Задачей настоящего изобретения является снижение температуры при вводе лигатуры в расплавленный свинец и сокращение выхода дроссов за счет использования легкоплавкой лигатуры при получении сплава.Для этого в известный способ получения свинцово-сурьмянистого-медно-теллуристого сплава ССуМТ,...
Способ получения композиционного сплава системы цинк-висмут
Номер инновационного патента: 25106
Опубликовано: 15.12.2011
Авторы: Аубакирова Рашида Каримовна, Жумаканова Венера Руслановна
МПК: C22C 18/00
Метки: цинк-висмут, системы, композиционного, сплава, получения, способ
Формула / Реферат:
Изобретение относится к способам получения сплавов из несмешиваемых компонентов, например Zn-Bi и может быть использовано для тепловой и радиационной защиты конструкционных материалов и изготовления подшипников скольжения. Предложенный способ получения композиционного сплава системы Zn-Bi осуществляют путем плавления сплава, содержащей, мас%: цинк - 60, висмут - 40, при температуре 700°C в течение 60 минут при перемешивании с последующей...
Способ получения композиционного сплава системы цинк-висмут
Номер инновационного патента: 25105
Опубликовано: 15.12.2011
Авторы: Жумаканова Венера Руслановна, Аубакирова Рашида Каримовна
МПК: C22C 18/00
Метки: композиционного, цинк-висмут, получения, способ, системы, сплава
Формула / Реферат:
Изобретение относится к способам получения сплавов из несмешиваемых компонентов, например Zn-Bi и может быть использовано для тепловой и радиационной защиты конструкционных материалов и изготовления подшипников скольжения. Предложенный способ получения плавильной печи сплава, содержащей, мас.%: цинк - 60, висмут - 40, при температуре 400-500°C в течение 60 минут с последущей кристаллизацией путем охлаждения в плавильной печи. Полученный...
Способ получения сплава для синтеза кремневодородов
Номер предварительного патента: 15816
Опубликовано: 15.06.2005
Авторы: Таурбаев Тохтар Искатаевич, Мукашев Фарид Аташевич, Кабланбеков Болат Мукаметкалиевич
МПК: C01B 33/04
Метки: кремневодородов, способ, получения, сплава, синтеза
Формула / Реферат:
Изобретение относится к способам получениясилицидов для синтеза силана, который, в своюочередь, используется в полупроводниковой промышленности и в синтезе кремнийорганическихсоединений.Техническим результатом изобретения являетсяповышение выхода силицидов.Способ получения сплава для синтеза кремневодородов включает взаимодействие кремнийсодержащего сырья с термически активным металломпри нагревании, при этом в качестве кремнийсодержащего сырья...
Предыдущий патент: Сплав с повышенными демпфирующими свойствами
Следующий патент: Способ получения листов из титанового сплава
Случайный патент: Способ получения водорастворимого полимера - стабилизатора глинистых суспензий