Способ получения листов из титанового сплава
Номер инновационного патента: 30451
Опубликовано: 15.10.2015
Авторы: Түкібай Асылзат Ахметқызы, Машеков Серик Акимович, Турдалиев Ауезхан Турдалиевич, Смагулова Назгул Кусеновна, Машекова Айгерим Сериковна
Формула / Реферат
РЕФЕРАТ
Изобретение относится к области обработки металлов давлением, а именно к способу изготовления тонких листов из высокопрочного двухфазных титанового сплава методом рулонной прокатки. Способ могут быть использованы в приборостроении, аэрокосмической технике, а также в медицине.
Способ получения листов из двухфазных титанового сплава, включает
предварительную обработку слитка последовательным деформированием в р1
и в (а + (3) — областях с получением сляба. Прокатку сляба произвоят в
черновой и чистовой группе клетей при температурах металла (ТП|1 + 30... 100)
± 10°С с получением промежуточных полос. Полосы заданной толщины
получают нескольками циклами холодной прокаткой. При этом
предварительную обработку плоского слитка производят между, выступы
против впадины располагающем, лево- и правовинтовым палками
реверсивного стана. Горячую и холодную прокатку производя! на
продольно-клиновом стане с уменьшающимся в направлении прокатки
диаметром рабочих валков.
Технический результат изобретения заключается в повышения качества получаемых полос.
Текст
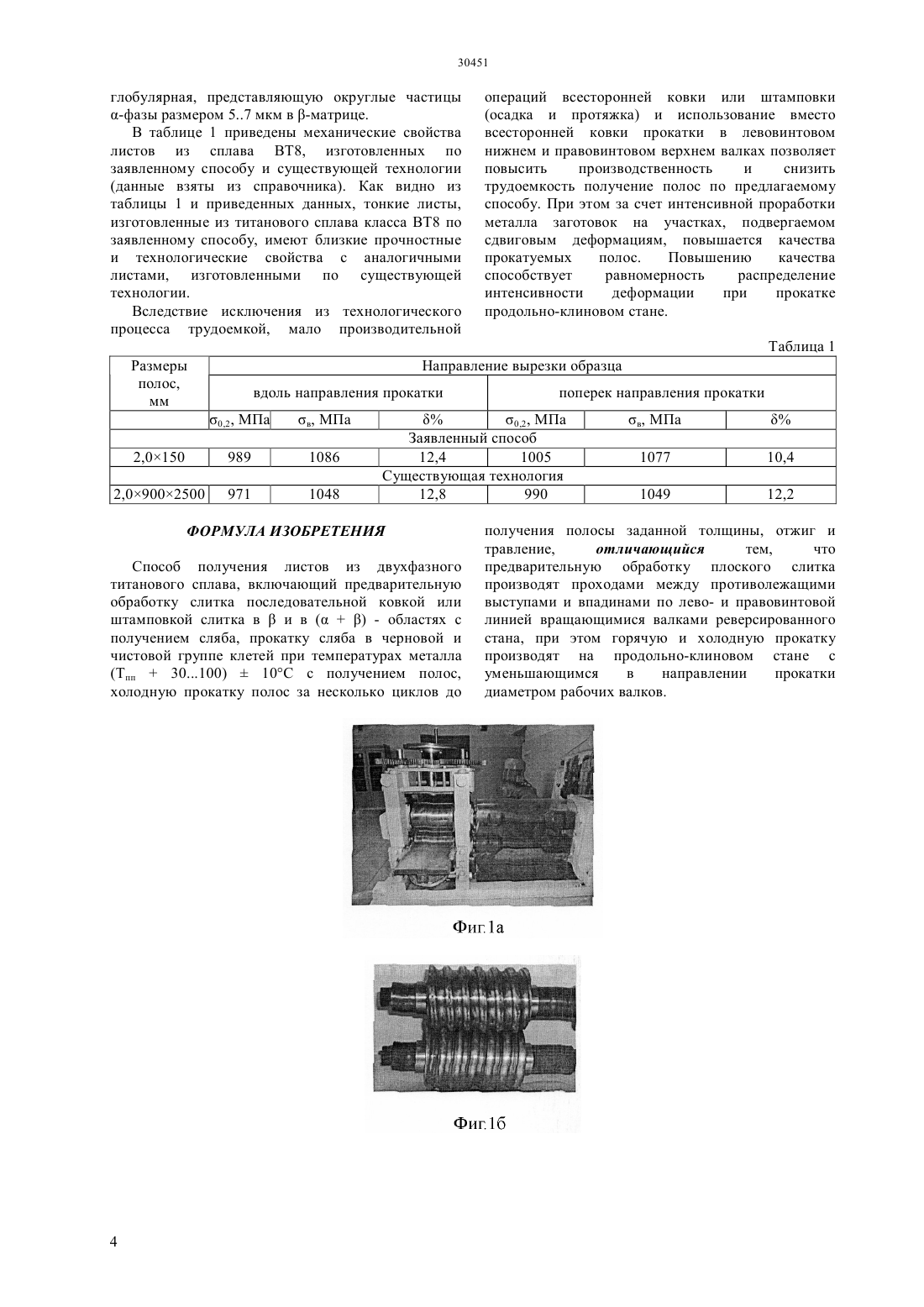
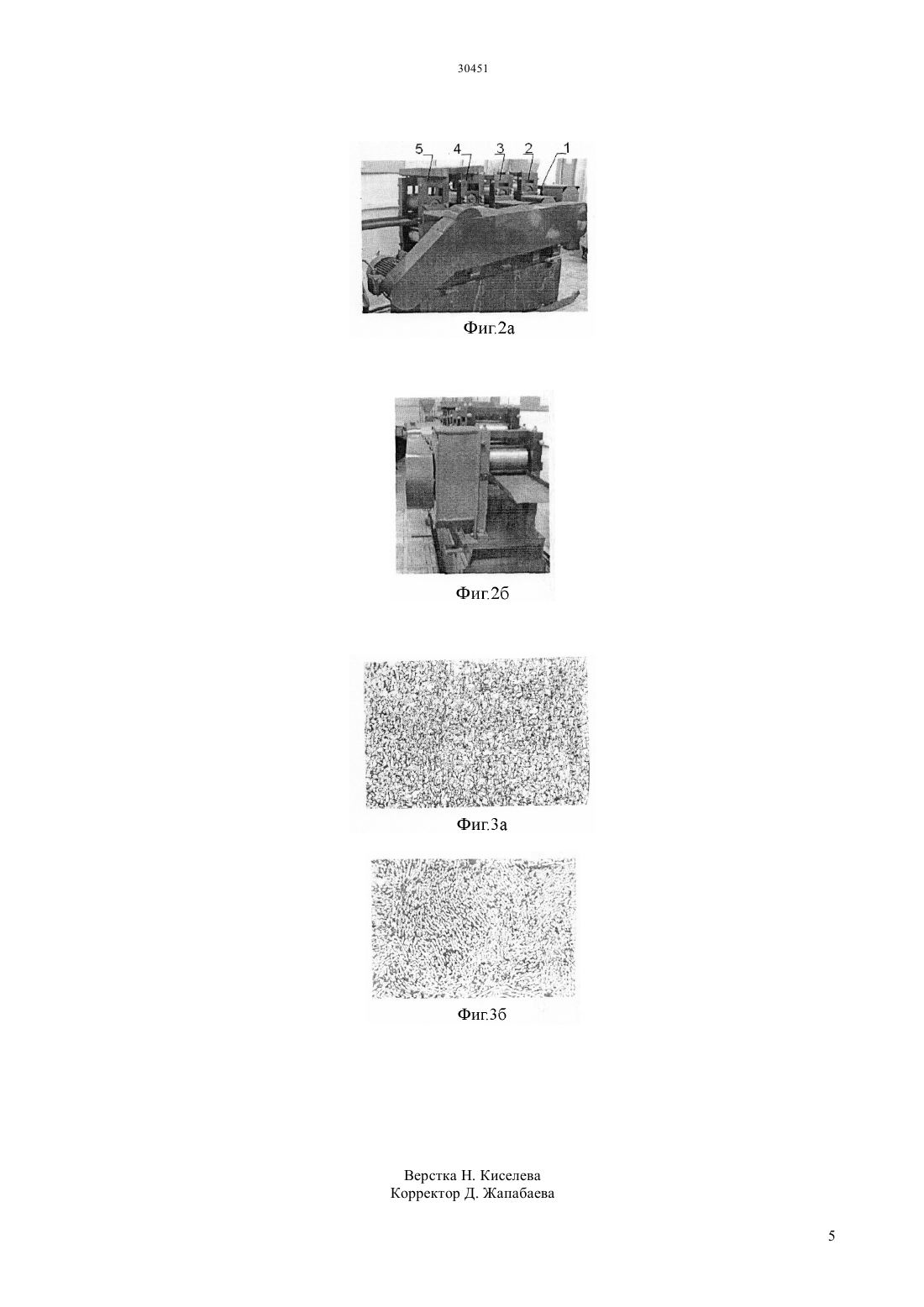
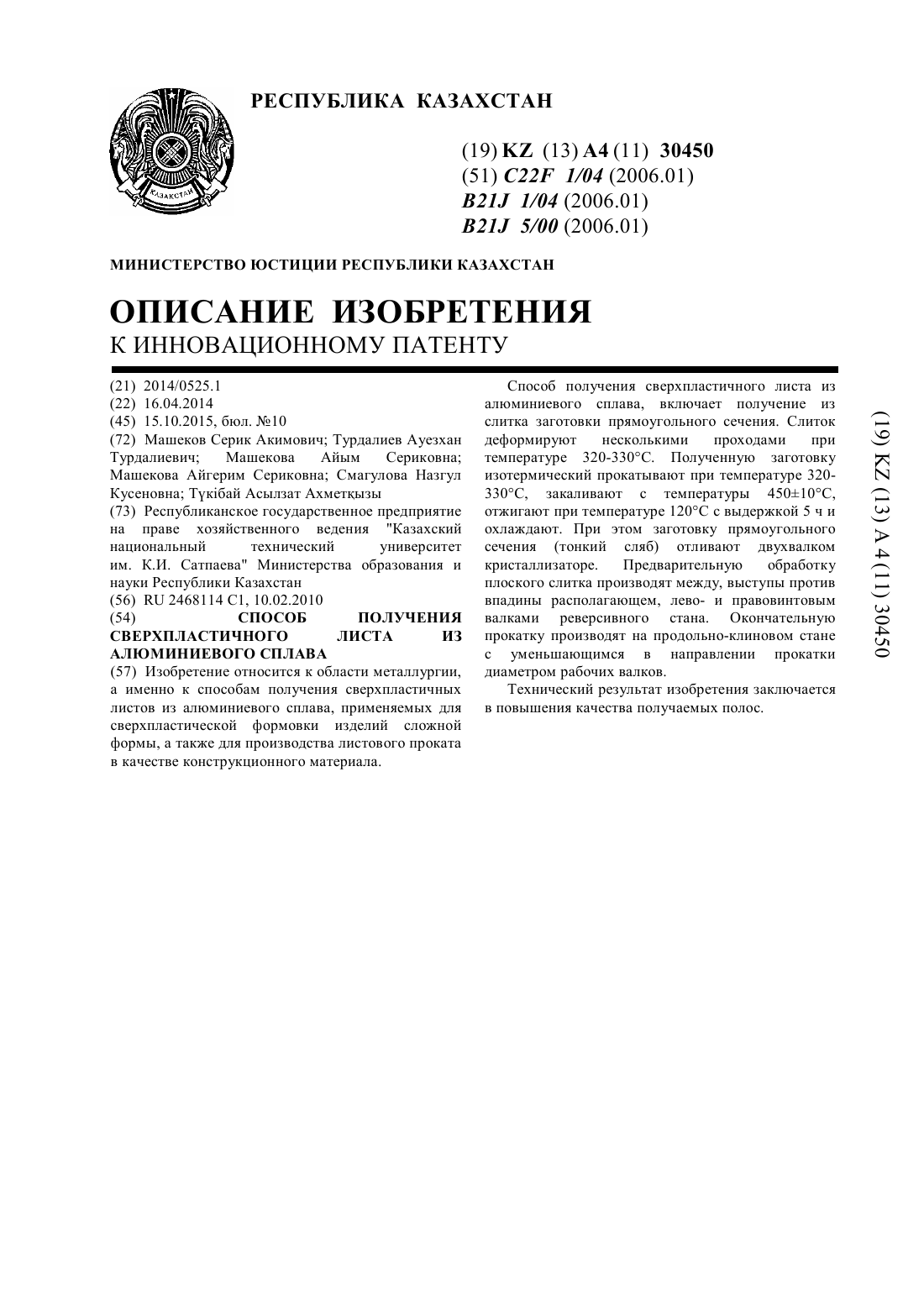
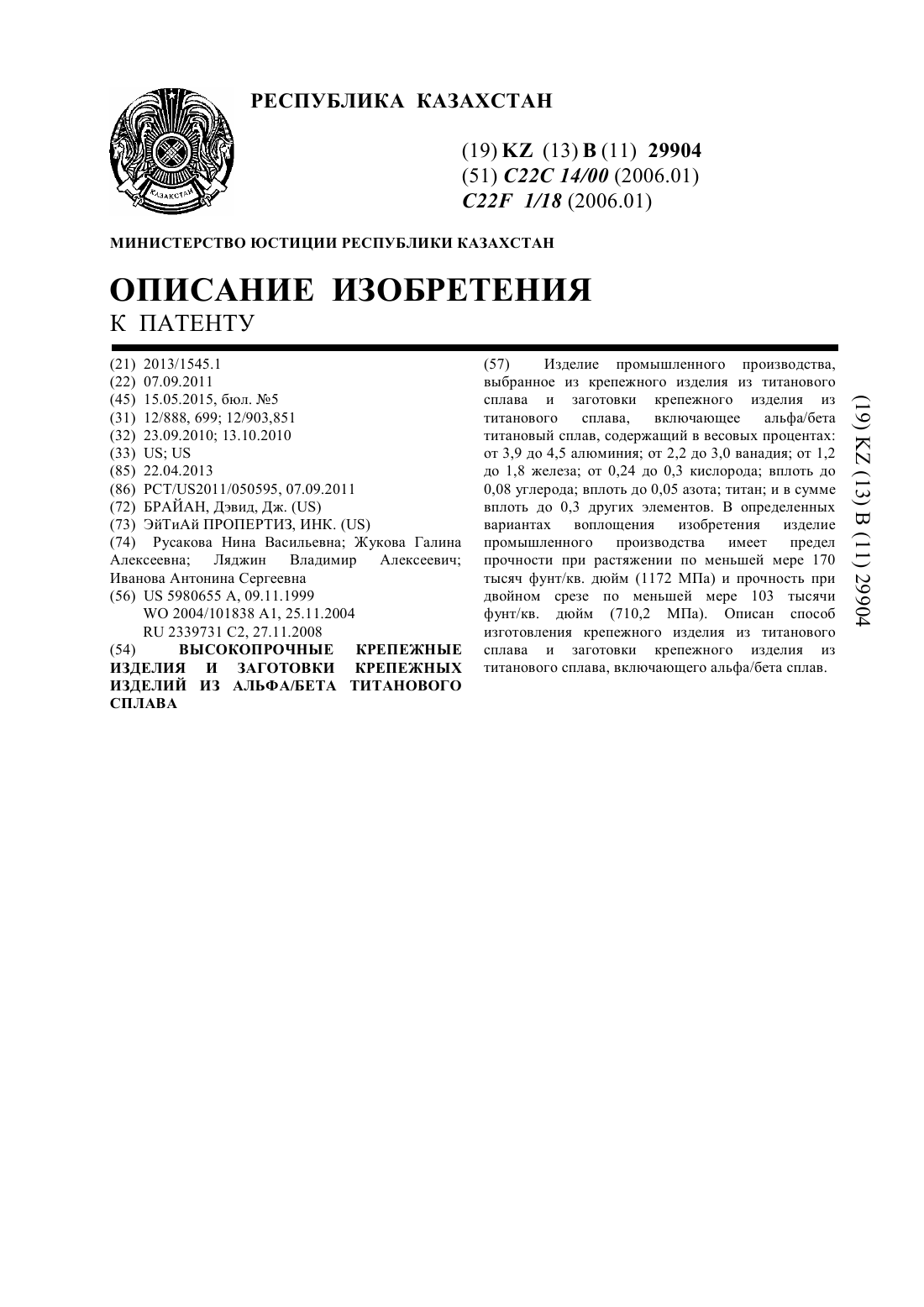
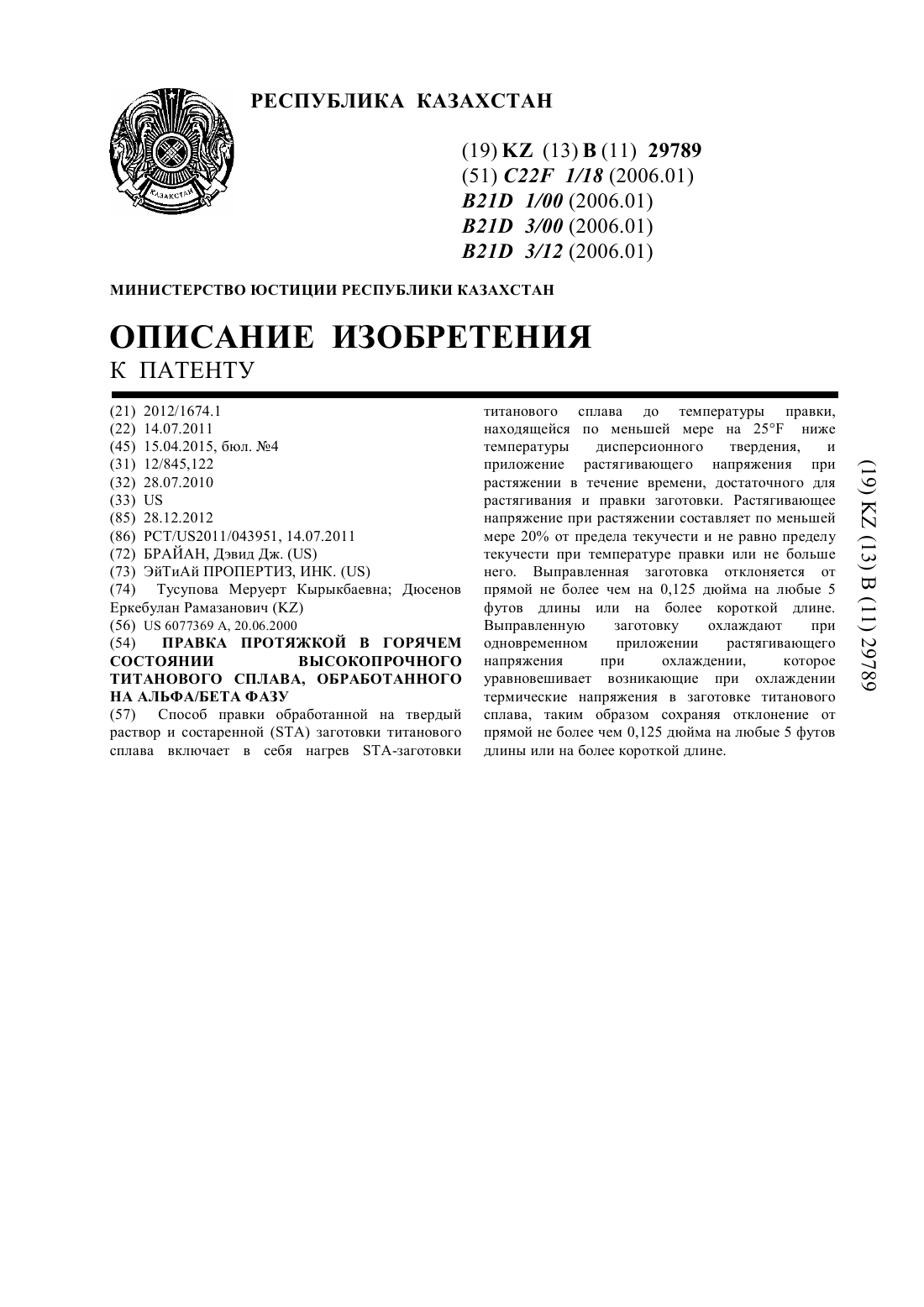
(51) 02 1/18 (2006.01) 21 1/04 (2006.01) 21 5/00 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ приборостроении, аэрокосмической технике, а также в медицине. Способ получения листов из двухфазных титанового сплава, включает предварительную обработку слитка последовательным деформированием ви в - областях с получением сляба. Прокатку сляба производят в черновой и чистовой группе клетей при температурах металла (Тпп 30 100)10 С с получением промежуточных полос. Полосы заданной толщины получают несколькими циклами холодной прокаткой. При этом предварительную обработку плоского слитка производят между,выступы против впадины располагающем, лево- и правовинтовым валками реверсивного стана. Горячую и холодную прокатку производят на продольно-клиновом стане с уменьшающимся в направлении прокатки диаметром рабочих валков. Технический результат изобретения заключается в повышения качества получаемых полос.(72) Машеков Серик Акимович Турдалиев Ауезхан Турдалиевич Смагулова Назгул Кусеновна Машекова Айгерим Сериковна Ткбай Асылзат Ахметызы(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И. Сатпаева Министерства образования и науки Республики Казахстан(54) СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА(57) Изобретение относится к области обработки металлов давлением, а именно к способу изготовления тонких листов из высокопрочного двухфазных титанового сплава методом рулонной прокатки. Способ могут быть использованы в Изобретение относится к области обработки металлов давлением, а именно к способу изготовления тонких листов из высокопрочного двухфазных титанового сплава методом рулонной прокатки, которые могут быть использованы в приборостроении, аэрокосмической технике, а также в медицине. Известен способ изготовления тонких листов из высокопрочных титановых сплавов, в частности, из двухфазного титанового сплава-6-4,включающий операции подготовки заготовки и горячую деформацию пакета заготовок в оболочке,при этом исходную заготовку с размером зерна- фазы не более 2 мкм получают методом горячей прокатки кованого или штампованного сляба с относительной толщиной 3/8,0 - 10,0, где 3 толщина исходной заготовки перед пакетной прокаткой, мм,- конечная толщина готовых листов, мм, затем охлаждают со скоростью 200400 С/мин, а последующую термомеханическую обработку проводят в квазиизотермических условиях методом горячей прокатки пакета заготовок, помещенных в стальной кейс, в продольном и поперечном направлениях с разворотом на 90, причем изменение направления прокатки осуществляют при достижении суммарной степени деформации в одном направлении 60-70(Патент РФ 2250806, МПК 21 1/83, публ. 2005.04.27). Предлагаемый способ позволяет на существующем промышленном оборудовании без капитальных дополнительных затрат изготавливать тонкие крупногабаритные листы с заданной микрокристаллической структурой и комплексом механических свойств. Недостатком данного способа является значительное усложнение технологического процесса,обусловленное появлением трудоемких дополнительных технологических операций,связанных с подготовкой заготовки и горячей деформацией пакета заготовок в оболочке, и, как следствие этого,относительно низкий выход годного, высокие трудозатраты и затраты электроэнергии. Наиболее близкий по технической сущности и достигаемому результату является способ получения листов из титанового сплава -61-4,включающий предварительную обработку слитка последовательной ковкой или штамповкой слитка вили в (- областях с получением сляба,прокатку сляба в черновой клети при температуре металла (Тпп 100)10 С с суммарной степенью деформации 80-95 и в чистовой клети при температуре металла (Тпп 30)10 С с суммарной степенью деформацией 60-85 с получением полос,смотка полос в рулоны, травление и отжиг полос при температуре (Тпп 100170)10 С, холодную прокатку полосы за несколько циклов до получения полос заданной толщины и микроструктуры, смотка полос в рулоны, отжиг и травление полос при температуре (Тпп - 170220)10 С, при этом в каждом цикле холодную прокатку ведут с суммарной степенью деформации 10-25 (где Тпп температура полиморфного превращения сплава) 2(Патент 2381296, МПК 21 1/83, опубл. 10.02.2010). Предлагаемый способ позволяет на существующем промышленном оборудовании без капитальных дополнительных затрат изготавливать тонкие крупногабаритные листы с заданной микрокристаллической структурой и комплексом механических свойств. Недостатком данного способа является, то что для получения предварительной обработкой слябов используется трудоемкая,производительностью низкая и большими материальными затратами технология всесторонней ковки или штамповки. Связано это с тем, что для получения рекристаллизованной структуры в предлагаемом способе применяется многократная осадка и протяжка при температурах выше и ниже температуры полиморфного превращения. При этом структура горяче- и холоднокатаных тонких полос является неравномерным по толщине, что связано прежде всего с неравномерностью распределение деформации по сечению полосы при прокатке в существующих станах. Технической задачей является повышение производственности и снижение трудоемкости получение полос. Технический результат изобретения заключается в повышения качества получаемых полос. Это достигается тем, что способе получения листов из двухфазных титанового сплава,включающий предварительную обработку слитка последовательной ковкой или штамповкой слитка ви в - областях с получением сляба,прокатка сляба в черновой и чистовой группе клетей при температурах металла (Тпп 30 100)10 С с получением полос, холодную прокатку полос за несколько циклов до получения полосы заданной толщины, отжиг и травление, предварительную обработку плоского слитка производят проходами между противолежащие выступы и впадины по лево- и правовинтовой линией вращающимся валками реверсированного стана, при этом горячею и холодную прокатку производят на продольноклиновом стане с уменьшающимся в направлении прокатки диаметром рабочих валков. На фиг.1 представлен прокатный стан, а также левовинтовой нижний и правовинтовой верхний валки с противоположно расположенными выступами и впадинами, а на фиг. 2 продольноклиновый стан с уменьшающимся в направлении прокатки диаметром рабочих валков. На фиг.2 обозначено 1, 2, 3 - четырехвалковие клети без нажимного устройства 4, 5 четырехвалковие клети с нажимным устройством. Способ осуществляют следующим образом. Плоский литой сляб нагревают до температуры 12001250 С (выше температуры полиморфного превращения Тпп). Далее прокатку производят в реверсивном стане с валками, у которых противоположно расположенные выступы и впадины вращаются по лево- и правовинтовой линий. Прокатку производят с пятью проходами с единичным обжатием в первом проходе/о 1002025 и в остальных проходахв/Но 1004050 (где в - высота выступа или глубина впадины волнистой рабочей поверхности Но - высота сляба перед прокаткой). Затем производят подогрев промежуточной заготовки до температуры 960980 С (на 2040 С ниже Тпп) и прокатывают в реверсивном стане с валками,у которых противоположно расположенные выступы и впадины вращаются по левои правовинтовой линий. Прокатку осуществляют с тремя проходами с единичным обжатием в первом проходев/о 1001520 и в остальных проходах 2 в/о 3040. Полученную заготовку нагревают до температуры 10301100 С и прокатывают на пятиклетьевом продольноклиновом стане с единичными обжатиями 30, 25, 20,20, 15 в первом, втором, третьем, четвертом и пятом клетьях данного стана. В последующим осуществляют травление и отжиг горячекатаного листа при температуре (Тпп - 100 170)10 С, а далее полученную полосу деформируют холодной прокаткой на пятиклетьевом продольно-клиновом стане с единичным обжатием 515 до получения полосы заданной толщины. В последнем этапе обработки производят отжиг при температуре (Тпп 100170)10 С и травление. Прокатка литого сляба в лево- и правовинтовом валках реверсивного стана,имеющем противоположно расположенные равные выступы и впадины, при температурах , -области позволяет, за счет развитие макросдвиговых деформации по сечению сляба, измельчить литую структуру,т.е. предварительно подготовить микроструктуру для последующей прокатки сляба в-области. При прокатка в лево- и правовинтовом валках, имеющем одинаковые размеры выступов и впадин рабочей поверхности валков, а также выступы или впадины верхнего валка,расположенные противоположно впадинам и выступам нижнего валка, соответственно, с вышеуказанными единичными обжатиями позволяет многократным изгибом деформировать сравнительно тонкий плоский сляб без изменения его размеров. Известно, что сравнительно тонкие литые слябы имеют мелкозернистую структуру. Многократный изгиб позволяет увеличить величину степени деформации сдвига. Все это позволяет достичь эффективного измельчения структуры сплавов, т.е. повысить качество получаемых листов. Прокатка в -области и последующий отжиг позволяет формировать рекристаллизованную мелкозернистую структуру по всему сечению горячекатаной полосы, в котором, из вытянутого вдоль направления прокатки -зерен, формируется равноосное мелкозернистая -структура. Данная структура состоит из внутризеренной вторичных-пластин. При этом прокатка с вышеуказанными единичными обжатиями позволяет сформировать приемлемые геометрические размеры заготовки для последующей холодной прокатки. Термомеханические режимы горячей прокатки подобраны путем теоретического исследования напряженно-деформированного состояния обработки специализированной стандартной программой . . Данные исследования показали, что при прокатке в клетях поперечноклинового стана интенсивность напряжений и деформации по сечению полосы распределяется равномерно, что способствует формированию мелкозернистой структуры по всему сечению прокатуемой полосы. Холодная прокатка с последующим отжигом при температуре (Тпп - 100170)10 С позволяет трансформировать грубую внутризеренную пластинчатую структуру в мелкозернистую глобулярную, представляющую округлые частицы-фазы размером 5-9 мкм в -матрице. Холодная прокатка с единичным обжатем 5-15 позволяет преобразовать крупнозернистую пластинчатую структуру в глобулярную мелкозернистую. При деформации с единичным обжатием выше 15 возможно образование трещин по краям прокатуемой полосы. Пример. Плоскую заготовку из сплава ВТ 8 размером 30150300 мм отжигали при температуре 1200 С в течение 6 час для получение крупнозернистой структуры. Полученную заготовку с крупнозернистой структурой прокатали в левоинтовом нижнем и правовинтовом верхнем валках лабораторного стана ДУО, имеющем противоположно расположенные равные выступы и впадины, с пятью проходами с единичным обжатием в первом проходев/о 10025 и в остальных проходах 2 в/о 10050. Полученную промежуточную заготовку подогрели до температуры 980 С и прокатали в левовинтовом нижнем и правовинтовом верхнем валках лабораторного стана ДУО, имеющем противоположно расположенные равные выступы и впадины, с тремя проходами с единичным обжатием в первом проходе в/о 10015 и в остальных проходах 2/о 10030. Полученную после этого промежуточную заготовку нагрели до температуры 1100 С и прокатали на пятиклетьевом продольно-клиновом стане с единичными обжатиями 30, 25, 20, 20, 15 в первом, втором,третьем, четвертом и пятом клетьях данного стана. В последующем произвели травление и отжиг горячекатаного листа при температуре (Тпп - 150)10 С, а далее полученную полосу прокатали холодной прокаткой на пятиклетьевом продольноклиновом стане с единичным обжатием 15, 10, 10, 5,5 в первом, втором, третьем, четвертом и пятом клетьях данного стана до получения полосы заданной толщины. Полученную полосу размером поперечного сечения 2150 мм отжигали при температуре (Тпп - 150)10 С. Микроструктура полученных листов приведена на фиг.3, где- продольное сечение (500) б поперечное сечение(500). Результаты металлографического анализа показали,что микроструктура после холодной прокатки и последующего отжига мелкозернистая, 3-фазы размером 57 мкм в -матрице. В таблице 1 приведены механические свойства листов из сплава ВТ 8, изготовленных по заявленному способу и существующей технологии(данные взяты из справочника). Как видно из таблицы 1 и приведенных данных, тонкие листы,изготовленные из титанового сплава класса ВТ 8 по заявленному способу, имеют близкие прочностные и технологические свойства с аналогичными листами, изготовленными по существующей технологии. Вследствие исключения из технологического процесса трудоемкой, мало производительной операций всесторонней ковки или штамповки(осадка и протяжка) и использование вместо всесторонней ковки прокатки в левовинтовом нижнем и правовинтовом верхнем валках позволяет повысить производственность и снизить трудоемкость получение полос по предлагаемому способу. При этом за счет интенсивной проработки металла заготовок на участках, подвергаемом сдвиговым деформациям, повышается качества прокатуемых полос. Повышению качества способствует равномерность распределение интенсивности деформации при прокатке продольно-клиновом стане. Таблица 1 Направление вырезки образца вдоль направления прокатки 0,2, МПа 0,2, МПа Заявленный способ 12,4 1005 Существующая технология 12,8 990 ФОРМУЛА ИЗОБРЕТЕНИЯ Способ получения листов из двухфазного титанового сплава, включающий предварительную обработку слитка последовательной ковкой или штамповкой слитка ви в - областях с получением сляба, прокатку сляба в черновой и чистовой группе клетей при температурах металла(Тпп 30100)10 С с получением полос,холодную прокатку полос за несколько циклов до поперек направления прокатки в, МПа получения полосы заданной толщины, отжиг и травление,отличающийся тем,что предварительную обработку плоского слитка производят проходами между противолежащими выступами и впадинами по лево- и правовинтовой линией вращающимися валками реверсированного стана, при этом горячую и холодную прокатку производят на продольно-клиновом стане с уменьшающимся в направлении прокатки диаметром рабочих валков.
МПК / Метки
МПК: B21J 1/04, C02F 1/18, B21J 5/00
Метки: листов, сплава, получения, способ, титанового
Код ссылки
<a href="https://kz.patents.su/5-ip30451-sposob-polucheniya-listov-iz-titanovogo-splava.html" rel="bookmark" title="База патентов Казахстана">Способ получения листов из титанового сплава</a>
Способ получения сверхпластичного листа из алюминиевого сплава
Номер инновационного патента: 30450
Опубликовано: 15.10.2015
Авторы: Машекова Айгерим Сериковна, Машеков Серик Акимович, Смагулова Назгул Кусеновна, Машекова Айым Сериковна, Түкібай Асылзат Ахметқызы, Турдалиев Ауезхан Турдалиевич
МПК: B21J 5/00, C22F 1/04, B21J 1/04...
Метки: сверхпластичного, получения, алюминиевого, сплава, листа, способ
Формула / Реферат:
РЕФЕРАТИзобретение относится к области металлургии, а именно к способам получения сверхпластичных листов из алюминиевого сплава, применяемых для сверхпластической формовки изделий сложной формы, а также для производства листового проката в качестве конструкционного материала.Способ получения сверхпластичного листа из алюминиевого сплава.включает получение из слитка заготовки прямоугольного сечения. Слитокдеформируют несколькими проходами при...
Высокопрочные крепежные изделия и заготовки крепежных изделий из альфа/бета титанового сплава
Номер патента: 29904
Опубликовано: 15.05.2015
Авторы: БРАЙАН, Дэвид Дж.
МПК: C22C 14/00, C22F 1/18
Метки: изделия, титанового, крепежные, изделий, сплава, заготовки, крепежных, высокопрочные
Формула / Реферат:
Альфа/бета титановый сплав, содержащий в весовых процентах от общего веса сплава: от 3,9 до 4,5 алюминия; от 2,2 до 3,0 ванадия; от 1,2 до 1,8 железа; от 0,24 до 0,30 кислорода; до 0,08 углерода; до 0,05 азота; до 0,015 водорода; титан; и в общей сложности до 0,30 других элементов. Не имеющий ограничительного характера вариант альфа/бета титанового сплава включает величину алюминиевого эквивалента в диапазоне от 6,4 до 7,2, имеет предел...
Правка протяжкой в горячем состоянии высокопрочного титанового сплава, обработанного на альфа/бета фазу
Номер патента: 29789
Опубликовано: 15.04.2015
Авторы: БРАЙАН, Дэвид Дж.
МПК: B21D 3/12, C22F 1/18, B21D 1/00...
Метки: горячем, титанового, состоянии, высокопрочного, сплава, обработанного, фазу, правка, протяжкой
Текст:
...нового сплава содержит сплав,выбранный из группы, состоящей из сплава -102-3 ( 56410), сплава -5-5-5-3( 58650) и сплава -15(58150). 23. Способ по п.8, отличающийся тем, что предел текучести и предел прочности на разрыв обработанной на твердый раствор и состаренной заготовки титанового сплава после правки находятся в пределах 5 процентов от пределов текучести и прочности обработанной на твердый 13 раствор и состаренной заготовки титанового...
Продольно-клиновой стан для прокатки полос из сталей и сплавов
Номер инновационного патента: 27884
Опубликовано: 25.12.2013
Авторы: Түкібай Асылзат Ахметқызы, Машекова Айгерим Сериковна, Бекмуханбетова Шолпан Ахметбаевна, Смагулова Назгул Кусеновна, Машеков Серик Акимович, Нугман Ерик Зеинелович, Алимбетов Асылхан
Метки: сталей, полос, сплавов, продольно-клиновой, прокатки, стан
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке полос, и может быть использовано в прокатных цехах и малых предприятиях.11родольно-клиновый стан для прокатки полос из стали и сплавов содержи! рабочие клети, электродвигатель, шестеренные клети, универсальные шпиндели, редуктор, муфту, станину, опорную плиту, анкерные болты.В предлагаемом стане последовательно расположенных рабочих клетьях диаметры рабочих валков...
Способ получения титанового дубителя для кож
Номер предварительного патента: 5301
Опубликовано: 15.10.1997
Авторы: Мубаракшина Лиза Газизовна, Свитич Наталья Николаевна, Сахиев Мусылманбек Сахиевич, Бейсеуов Калимулла Бейсеуович
МПК: C14C 3/00
Метки: получения, кож, способ, дубителя, титанового
Формула / Реферат:
Изобретение относится к области получения химических соединений, используемых в качестве дубителей для кожи, а именно получению титанового дубителя.
Его получают из четыреххлористого титана (промежуточного продукта титано-магниевого производства), которой подвергают гидролизу в растворе серной кислоты с последующим высаливанием двойной соли титанила и аммония сульфатом аммония.
Предыдущий патент: Способ получения сверхпластичного листа из алюминиевого сплава
Следующий патент: Водозаборное сооружение
Случайный патент: Зубная щетка