Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М5/Laser при продольном перемещении детали
Номер инновационного патента: 21806
Опубликовано: 15.11.2009
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
Формула / Реферат
Прибор предназначен для измерения диаметров, отклонений от круглости, цилиндричности, непрямолинейности образующих деталей типа валов, гильз, втулок с использованием одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М5/LASER при вращательном движении детали и поступательным перемещением салазок с деталью вдоль оси. Прибор оснащен тремя лазерными датчиками и может работать с одним, двумя спаренными, тремя лазерными датчиками; для измерения отклонений от круглости детали сообщается круговое движение от электродвигателя с магнитной муфтой для включения и выключения вращательного движения; для измерения отклонений от цилиндричности при использовании записи отклонений от прямолинейности образующей и взаимного положения образующих используются продольное перемещение салазок прибора с установленной деталью и периодический поворот измеряемой детали на заданный фиксированный угол, а для измерения отклонения от цилиндричности при сопоставлении ряда зарегистрированных отклонений от круглости в сечениях, расположенных по длине детали, используется периодическое продольное перемещение салазок с деталью на заданный шаг. При измерении деталей повышенной, высокой и особо высокой точности применяются датчики повышенной точности с малым опорным расстоянием, настраиваемые с помощью эталона и концевых мер для увеличения диапазона измеряемых диаметров.
Текст
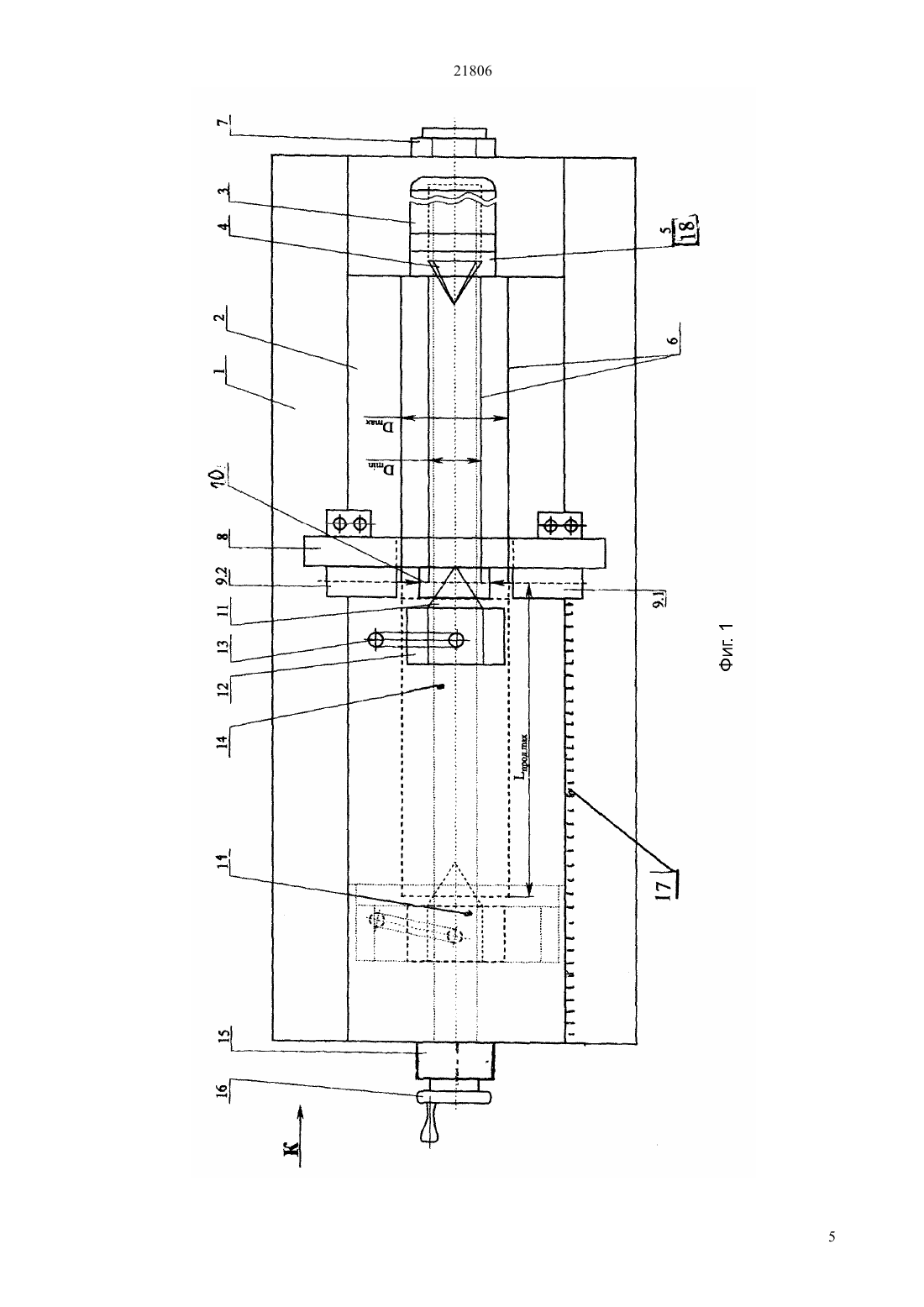
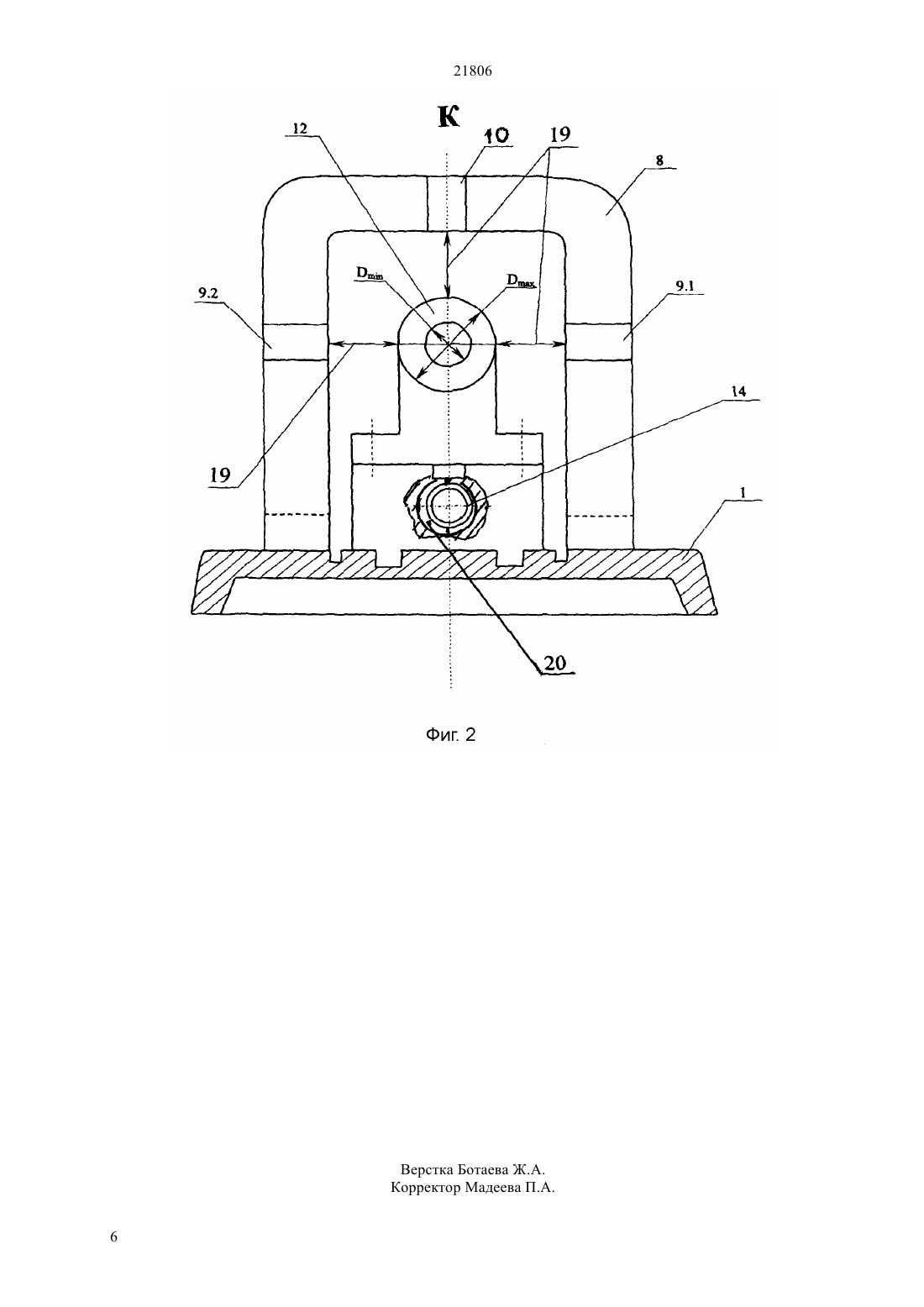
(51) 01 11/08 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М 5/ при вращательном движении детали и поступательным перемещением салазок с деталью вдоль оси. Прибор оснащен тремя лазерными датчиками и может работать с одним, двумя спаренными, тремя лазерными датчиками для измерения отклонений от круглости детали сообщается круговое движение от электродвигателя с магнитной муфтой для включения и выключения вращательного движения для измерения отклонений от цилиндричности при использовании записи отклонений от прямолинейности образующей и взаимного положения образующих используются продольное перемещение салазок прибора с установленной деталью и периодический поворот измеряемой детали на заданный фиксированный угол, а для измерения отклонения от цилиндричности при сопоставлении ряда зарегистрированных отклонений от круглости в сечениях,расположенных по длине детали, используется периодическое продольное перемещение салазок с деталью на заданный шаг. При измерении деталей повышенной, высокой и особо высокой точности применяются датчики повышенной точности с малым опорным расстоянием, настраиваемые с помощью эталона и концевых мер для увеличения диапазона измеряемых диаметров.(72) Дудак Николай Степанович Искакова Динара Алтынбековна(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Промышленное применение лазеров, Под ред. Г.Кебнера перевод с англ. М. Машиностроение,1988. - с.280, стр.260-269, рис. 16.1, 16.5, 16.6, 16.7,16.10 Рабинович А.Н. Приборы и системы автоматического контроля размеров деталей машин. Киев Технка, 1970. - .456, стр. 111, рис.49(54) ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ,НЕПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩИХ,ОТКЛОНЕНИЙ ОТ КРУГЛОСТИ, ВЗАИМНОГО ПОЛОЖЕНИЯ ОБРАЗУЮЩИХ В ОСЕВОМ СЕЧЕНИИ, ОТКЛОНЕНИЙ ОТ ЦИЛИНДРИЧНОСТИ ДЕТАЛЕЙ ТИПА ВАЛОВ, ГИЛЬЗ, ВТУЛОК С ПОМОЩЬЮ ЛАЗЕРНЫХ ДАТЧИКОВ М 5/ ПРИ ПРОДОЛЬНОМ ПЕРЕМЕЩЕНИИ ДЕТАЛИ(57) Прибор предназначен для измерения диаметров,отклонений от круглости,цилиндричности, непрямолинейности образующих деталей типа валов, гильз, втулок с использованием 21806 Изобретение относится к области измерительной техники для контроля деталей типа валов, гильз,втулок с микрометрической точностью бесконтактным оптическим способом. Ниже представлен уровень техники Известен способ измерения расстояний до объекта одиночным лазерным датчиком 5/,толщины лент, пластин с помощью двух спаренных лазерных датчиков 5/ 1. 2. Промышленное применение лазеров/ Под ред. Г. Кебнера перевод с англ. М. Машиностроение,1988. - с.280, стр. 260-269, рис. 16.1, 16.5, 16.6, 16.7,16. 10 3. Рабинович, А.Н. Приборы и системы автоматического контроля размеров деталей машин. Киев , 1970. - с.456, стр. 111, рис.49,устанавливаемых непосредственно на станок для контроля в процессе обработки и редко применяемых. Аналогов и прототипа прибора с лазерными датчиками для контроля указанных параметров деталей заданного класса деталей не существует. Описание сущности изобретения. Задача изобретения создать прибор для комплексного контроля (диаметра, отклонений от круглости,прямолинейности образующих,взаимного положения образующих,цилиндричности) машиностроительных деталей и повышения качества выпускаемых машин с помощью лазерных датчиков с возможностью продольного перемещения детали вдоль оси для выполнения измерений. Существенные признаки заявляемого прибора Прибор оснащн электродвигателем с возможностью вращения детали через магнитную муфту, с возможностью поворота детали на один заданный угловой шаг вручную от рукоятки, оснащн салазками и ходовым винтом с возможностью продольного перемещения детали от электродвигателя или через ходовой винт вручную для измерения диаметров, отклонений от круглости в заданном осевом сечении прибор выполнен с круговой шкалой углового поворота детали и с продольной шкалой для возможности измерения продольного перемещения салазок на плите(основании). Для повышения точности измерения на ходовом винте установлено разрезное ограничительное кольцо осевого зазора. Конструктивная компоновка, или исполнение,прибора в части количества и характеристик применяемых датчиков и определяемая этим электрическая схема зависят от точности измеряемых деталей (шесть конструктивных исполнений) при точности деталей до восьмого квалитета прибор оснащн одним лазерным датчиком 5/ для измерения расстояния,установленным на П-образную стойку на е верхнюю часть при точности деталей до седьмого квалитетов точности он оснащн двумя спаренными лазерными датчиками 5/ для измерения расстояния, установленными на П-образную стойку на е вертикальных боковых частях при точности детали до шестого квалитета точности он оснащн 2 тремя лазерными датчиками 5/ для измерения расстояния, привязанными к общему центру и установленными на П-образную стойку при повышенной точности деталей прибор оснащн одним лазерным датчиком 5/ с повышенной точностью измерения расстояния,установленным на П-образную стойку на е верхнюю часть при высокой точности он оснащн двумя спаренными лазерными датчиками 5/ с повышенной точностью измерения расстояния, установленными на П-образную стойку на е вертикальных боковых частях при особо высокой точности он оснащн тремя лазерными датчиками 5/ с повышенной точностью измерения расстояния, привязанными к общему центру и установленными на П-образную стойку. Технический результат - повышение точности контроля деталей типа валов, гильз, втулок с микрометрической точностью бесконтактным оптическим способом путм использования известного способа измерения расстояния до объекта,толщины лент, пластин с помощью соответственно одного или двух спаренных лазерных датчиков М 5 /и создание специального безаналогового прибора для измерения отклонений от круглости, от цилиндричности, величины диаметра, непрямолинейности и взаимного положения образующих,который для повышения точности измерения оснащн третьим лазерным датчиком, привязанным к общему центру. Технический результат достигается тем, что детали во время измерений сообщается, в зависимости от вида измерений, постоянное вращательное,постоянное поступательное,периодическое поступательное движение или периодический поворот для выполнения соответствующих измерений с помощью прибора Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости,взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М 5/ при продольном перемещении детали прибор оснащен тремя лазерными датчиками и может работать с одним, двумя спаренными, тремя лазерными датчиками для измерения отклонений от круглости детали сообщается круговое движение от электродвигателя с магнитной муфтой для включения и выключения вращательного движения для измерения отклонений от цилиндричности при использовании записи отклонений от прямолинейности образующей и взаимного положения образующих используются продольное перемещение салазок прибора с установленной деталью и периодический поворот измеряемой детали на заданный фиксированный угол, а для измерения отклонения от цилиндричности при сопоставлении ряда зарегистрированных отклонений от круглости в сечениях, расположенных по длине детали,используется периодическое продольное перемещение салазок с деталью на заданный шаг. Ниже представлен перечень фигур 21806 На фиг. 1 представлен общий вид прибора и нанесены необходимые позиции, обозначения. На фиг. 2 представлен вид по стрелке К и нанесены необходимые обозначения. Сведения о возможности осуществления изобретения и описание работы прибора На фиг. 1 представлен вид прибора сверху с соответствующими обозначениями позиций и параметров 1 - основание прибора (плита) 2 салазки при измерении отклонений от круглости с помощью продольного перемещения салазок от ходового винта, вращаемого рукояткой 16 вручную,устанавливается требуемое сечение детали,отсчитанное по продольной шкале 17, в измерительную плоскость датчиков, а вращение детали осуществляется с помощью электродвигателя, установленного на узле 3 с маховичком (условно не показан), центром 4,магнитной муфтой 5, круговой шкалой 18 при измерении отклонений от цилиндричности деталей по результатам измерения отклонений от круглости в ряде заданных поперечных сечений детали последние поочердно, с отсчтом величины перемещения по продольной шкале, совмещаютсяс измерительным сечением прибора, в котором выставлены лучи датчиков,при помощи продольного перемещения салазок с помощью рукоятки ходового винта 16 вручную, а вращение детали для измерения отклонений от круглости выполняется, как выше описано при измерении отклонений от прямолинейности образующих детали на ней выбирается заданное продольное сечение детали совмещением его (с отсчтом по круговой шкале с поворотом детали от маховичка вручную) с радиальным лучом датчика, а продольное перемещение детали при измерении осуществляется через ходовой винт от электродвигателя 7 - правая опора и узел фиксации ходового винта в осевом направлении, в котором установлено разрезное кольцо 20 на фиг. 2 8 - Побразная стойка для установки трех лазерных датчиков 5/ 9.1,9.2 - два спаренных боковых датчика 5/ 10 - третий верхний лазерный датчик 5/ 11 - левый установочный центр для установки измеряемой детали (слева исходное положение, прочерченное штриховыми линиями, справа - конечное положение в конце измерения) 12 - стойка для установки центра 13 - рукоятка для отвода и фиксации центра при установке и снятии измеряемой детали на прибор для измерения и после измерения 14 ходовой винт для продольного перемещения салазок 15 - левая опора ходового винта 16 рукоятка ходового винта (ручной привод должен быть совмещн с электрическим с установкой совместно с рукояткой 16 фланцевого электродвигателя)и- наибольший и наименьший диаметры измеряемых деталейпрод. - наибольшая величина хода салазок цикл измерения одним лазерным датчиком равен одному обороту детали, двумя и тремя датчиками - полутора оборотам. На фиг. 2 представлен вид по стрелке К на фиг. 1 с местным разрезом основания и ходового винта 1-основание прибора (плита) 2- салазки 9.1, 9.2 спаренные боковые датчики 5/ 10 верхний лазерный датчик 5/ 12 - стойка для установки центра 14 - ходовой винт для продольного перемещения салазок ,наибольший и наименьший диаметры измеряемых деталей 19 - падающий и отраженный лучи лазерного датчика 5/ 20 - разрезное кольцо на ходовом винте. Таким образом, прибор предназначен для измерения диаметра, отклонений от круглости,цилиндричности, непрямолинейности образующей деталей типа валов, гильз, втулок и оснащн одним,двумя или тремя лазерными датчиками 5/,предназначенными для измерения расстояний и толщины лент, пластин. При объекте измерения детали типа вала - результатом измерения при соответствующей настройке будет величина диаметра. Прибор оснащн одним, двумя или тремя лазерными датчиками 5/ электродвигателем с возможностью вращения детали через магнитную муфту салазками и ходовым винтом с возможностью продольного перемещения детали от электродвигателя или через ходовой винт вручную круговой шкалой с возможностью углового поворота детали продольной шкалой с возможностью измерения продольного перемещения салазок с деталью на плите разрезным ограничительным кольцом осевого зазора ходового винта для разных условий производства разные используют разные исполнения прибора, и его проектируют в шести конструктивных исполнениях с одним лазерным датчиком 5/ в условиях производства деталей до восьмого квалитета точности, с двумя лазерными датчиками 5/ в условиях производства деталей до седьмого квалитета точности или с тремя лазерными датчиками 5/ в условиях производства деталей до шестого квалитета и более высокой точности с одним лазерным датчиком 5/ с повышенной точностью измерения в условиях производства деталей повышенной точности, с двумя лазерными датчиками 5/ с повышенной точностью измерения в условиях производства деталей высокой точности, с тремя лазерными датчиками 5/ с повышенной точностью измерения в условиях произюдства деталей особо высокой точности. Для измерения диаметра детали последнюю перемещают для совмещения выбранного поперечного сечения с плоскостью расположения осей лучей датчиков(измерительной плоскостью прибора) и детали сообщают круговое движение от электродвигателя. Для измерения отклонения от прямолинейности образующих поворотом детали от рукоятки вручную выбирают заданное продольное сечение детали и измерение производят при продольном перемещении детали от электродвигателя через ходовой винт. Отклонение от цилиндричности получают как векторную сумму отклонений от круглости или взаимного положения образующих. 3 21806 Прибор позволяет эффективно производить комплексный контроль качества деталей типа валов,гильз, втулок с достаточной для производства точностью полная картина отклонений от заданной геометрической формы деталей позволяет принимать эффективные меры по повышению качества изготовления деталей путем устранения выявленных причин, влияющих на точность при необходимости можно производить более быстрый экспресс-контроль отклонения от круглости,отклонения от прямолинейности образующих с использованием одного датчика. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Прибор для бесконтактного измерения диаметров, отклонений от круглости, цилиндричности, непрямолинейности образующей деталей типа валов, гильз, втулок с помощью лазерных датчиков 5/, характеризующийся тем, что он оснащн одним, двумя или тремя лазерными датчиками 5/ электродвигателем с возможностью вращения детали через магнитную муфту салазками и ходовым винтом с возможностью продольного перемещения детали от электродвигателя или через ходовой винт вручную круговой шкалой с возможностью углового поворота детали продольной шкалой с возможностью измерения продольного перемещения салазок с деталью на плите разрезным ограничительным кольцом осевого зазора ходового винта. 2. Прибор по п. 1, характеризующийся тем, что его проектируют в шести конструктивных исполнениях с одним лазерным датчиком 5/ в условиях производства деталей до восьмого квалитета точности, с двумя лазерными датчиками 5/ в условиях производства деталей до седьмого квалитета точности или с тремя лазерными датчиками 5/ в условиях производства деталей до шестого квалитета и более высокой точности с одним лазерным датчиком 5/ с повышенной точностью измерения в условиях производства деталей повышенной точности, с двумя лазерными датчиками 5/ с повышенной точностью измерения в условиях производства деталей высокой точности, с тремя лазерными датчиками 5/ с повышенной точностью измерения в условиях производства деталей особо высокой точности.
МПК / Метки
МПК: G01B 11/08
Метки: деталей, помощью, круглости, прибор, диаметров, непрямолинейности, взаимного, гильз, перемещении, детали, образующих, сечении, датчиков, положения, втулок, типа, осевом, продольном, лазерных, валов, измерения, отклонений, цилиндричности
Код ссылки
<a href="https://kz.patents.su/6-ip21806-pribor-dlya-izmereniya-diametrov-nepryamolinejjnosti-obrazuyushhih-otklonenijj-ot-kruglosti-vzaimnogo-polozheniya-obrazuyushhih-v-osevom-sechenii-otklonenijj-ot-cilindrichnosti-det.html" rel="bookmark" title="База патентов Казахстана">Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М5/Laser при продольном перемещении детали</a>
Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М5/Laser при продольном перемещении датчиков
Номер инновационного патента: 21816
Опубликовано: 15.10.2009
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
МПК: G08B 11/08
Метки: гильз, непрямолинейности, продольном, сечении, отклонений, валов, перемещении, положения, прибор, осевом, помощью, измерения, датчиков, диаметров, деталей, цилиндричности, круглости, втулок, лазерных, типа, образующих, взаимного
Формула / Реферат:
Прибор предназначен для измерения диаметров, отклонений от круглости, цилиндричности, непрямолинейности, взаимного положения образующих деталей типа валов, гильз, втулок с использованием одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М5 / LASER при вращательном движении детали и поступательным перемещением салазок с датчиками вдоль оси детали. Для измерения отклонений от круглости детали сообщают круговое движение...
Способ измерения отклонений от цилиндричности и круглости одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении детали (способ последовательных осевых сечений – подвижных образующих)
Номер инновационного патента: 19942
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: образующих, тремя, детали, способ, продольном, лазерными, сечений, последовательных, двумя, отклонений, перемещении, цилиндричности, одним, датчиками, подвижных, круглости, осевых, измерения
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих и от цилиндричности, отклонения от круглости одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - подвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещении детали при измерении.Измерения отклонений от цилиндричности, от круглости и диаметра основаны на...
Способ измерения отклонений от цилиндричности и от круглости одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении датчиков (способ последовательных осевых сечений – неподвижных образующих)
Номер инновационного патента: 19945
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: образующих, датчиков, двумя, последовательных, отклонений, способ, сечений, одним, продольном, тремя, неподвижных, измерения, перемещении, лазерными, датчиками, цилиндричности, осевых, круглости
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих и от цилиндричности одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - неподвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещений датчиков при измерении.Измерения отклонений от прямолинейности образующих и диаметра основаны на измерении прямолинейности и...
Способ измерения отклонений от прямолинейности образующих и диаметра одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении детали (способ последовательных осевых сечений – подвижных образующих)
Номер инновационного патента: 19943
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: подвижных, лазерными, образующих, последовательных, сечений, тремя, детали, двумя, способ, прямолинейности, перемещении, одним, отклонений, продольном, датчиками, измерения, осевых, диаметра
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - подвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещении детали при измерении.Измерения отклонений от прямолинейности образующих и диаметра основаны на измерении прямолинейности и взаимного положения...
Способ измерения отклонений от прямолинейности образующих и диаметра одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении датчиков (способ последовательных осевых сечений – неподвижных образующих)
Номер инновационного патента: 20580
Опубликовано: 15.12.2008
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
МПК: G01B 11/08
Метки: диаметра, измерения, одним, датчиками, перемещении, отклонений, образующих, неподвижных, лазерными, продольном, сечений, способ, тремя, двумя, датчиков, последовательных, прямолинейности, осевых
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих одним, двумя, тремя лазерными датчиками М5/Laser (способ последовательных осевых сечений - неподвижных образующих) - общее название способа, осно-ванного на измерении отклонений от прямолинейности образующих при продольном перемещении датчиков при измерении.Измерения отклонений от прямолинейности образующих и диаметра основаны на измерении прямолинейности и взаимного положения...
Предыдущий патент: Шкаф релейный универсальный
Следующий патент: Способ выделения днк вируса инфекционного ларинготрахеита птиц для пцр-анализа
Случайный патент: Способ определения восстановленного молока