Способ соединения термопластичной торцевой пластины с корпусом упаковочного контейнера
Формула / Реферат
Использование: соединение термопластичной торцевой пластины с корпусом упаковочного контейнера. Сущность: корпус упаковочного контейнера устанавливают в вакуум-камеру в форме стакана. На выступающую часть налагают предварительно нагретую торцовую пластину и после фиксации полым прижимом, вакуумирования камеры и сообщения полости прижима с атмосферой выдерживают до сваривания пластины с корпусом. 1 з.п. ф-лы. 2 ил.
Текст
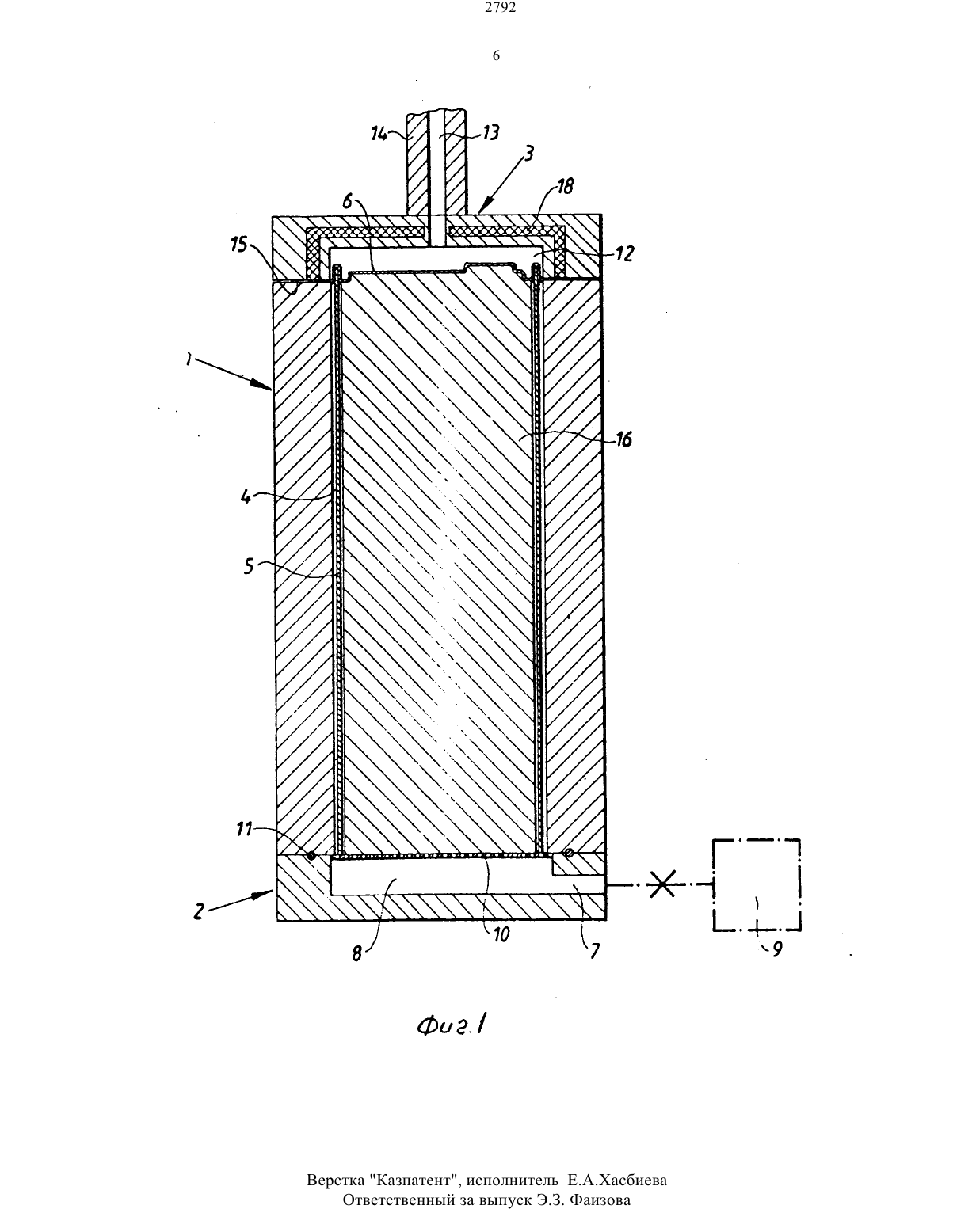
нал 13. Крышка или зажимное устройство. 3. кроме того. имеет расположенный по центру зажим 14. который проходит вверх от зажимного устройства 3 и соединяет его с подвижным устройством (не показано) обычного типа. например. с гидравлическим ИЛИ пневматическим бЛОКОМ ПООЩЕНЪРЦИ линдр. зажимное устройство 3 с помощью этого приспособления. с одной стороны. может поджиматься верхнему концу кожуха 1. как показано на фиг. 1. и может подниматься. с другой стороны. на некоторое расстояние от кожуха 1. Когда зажимное приспособление 3 поджато к верхнему концу кожуха 1. периферийная кромка концевой пластины 6 зажимается в то же время воздухопроницаемо между круговой контактной поверхностью 15 на зажимном устройстве 3. обращенной вниз. и соответствующей поверхностью верхнего конца кожуха 1. обращенной вверх.Опорный элемент 10 донной части 2 возле корпуса 5 упаковочного контейнера также поддерживает вкладыш 16. расположенный по центру в камере 4 кожуха 1. верхний конец которого имеет определенный профиль и располагается на верхнем открываемом конце камеры 4. т.е. можно сказать по существу на уровне с контактной поверхностью 15 зажимного устройства 3. когда зажимное устройство 3 находится в активном положении. показанном на фиг. 1. Верхняя профилированная концевая поверхность вкладыша 16 имеет форму соответствующую заданной форме. которая должна быть придана концевой пластине или концевой заготовке б. Вкладыш 16. как и камера 4. имеет поперечное сечение. которое соответствует поперечному сечению корпуса 5 упаковочного контейнера. который подлежит обработке. но оно немного меньше. чем внутренний размер корпуса 5 упаковочного контейнера.Ширина вкладыша соответственно на 18 меньше. чем соответствующий внутренний размер корпуса 5 упаковочного контейнера. Аналогично внутренняя ширина камеры 4 на 1-3 больше. чем соответствующий наружный размер корпуса упаковочного контейнера. Следовательно. получается воздушный зазор по обеим сторонам стенки упаковс тного контейнера, который в случае обычно применяемых размеров упаковки находится в пределах от 0.5 до 3 мм. что считается вполне удовлетворительным. Таким образом сердечник 16 не имеет опорной функции для корпуса упаковочного контейнера. а предназначен лишь для придания торцевой пластине 6 заданно 2792го профиля. Если торцевая пластина должна быть плоской. вкладыш 16 может быть исключен.Устройство. показанное на фиг. 2 предназначено для прикрепления второй торцевой пластины б к упаковочному контейнеру. наполненному содержимым 17. В этом случае вкладыш 16 убирают и его место занимает полностью или частично жидкое содержимое П. Люфт между наружной стенкой корпуса 5 упаковочного контейнера и внутренней стенкой камеры 4 по существу остается таким же. как и в примере. показанном на фиг. 1. а в остальном все детали соответствуют друг другу.Способ соединения термопластичной торцевой пластины с корпусом установочного контейнера определяют следующим образом устройство сначала находится в своем открытом положении. то есть зажимное устройство или крышка 3 удалены из кожуха 1 с помощью захвата 14. так чтобы верхний конец камеры 4 укладывался открытым и соприкасался с окружающей атмосферой. Затем корпус 5 упаковочного контейнера. имеющий размер и форму поперечного сечения, приспособленные к камере 4. помещают в камеру так. чтобы донная часть корпуса 5 оставалась на опорном элементе 10 на донной части камеры. Высота камеры 4. как отмечено раннее. немного меньше, чем высота корпуса 5 упаковочного контейнера. и поэтому зона верхнего торца корпуса упаковочного контейнера будет немного выступать (2-5 мм) над крайней верхней поверхностью кожуха 1. Если должен применяться вкладыш 16. он может быть помещен по центру в камере 4 либо перед корпусом 5 упаковочного контейнера. одновременно с корпусом 5 упаковочного контейнера. либо после корпуса 5 упаковочного контейнера. Вкладыш 16 также имеет такую длину. что когда он остается на опорном средстве 10. он проходит своим верхним концом с профилированной поверхностью немного выше верхнего торца кожуха 1. При перемещении корпуса упаковочного контейнера. а возможно и вкладыша 16. в камеру соединение между выемкой 8 донной части и источником вакуума прерывается. например с помощью клапана (не показан) в канале 7.Торцевая заготовка. которая должна образовывать торцевую пластину б упаковочного контейнера. налагается поверх торца корпуса 5 упаковочного контейнера. выступая над верхним торцом кожуха 1. Торцевая заготовка б выполнена из термопластичноГО материала. КОТОООЙ МОЖЕТ ПОДЭВЭТЬСЯ термоформовке и привариваться под дейст вием нагрева к верхнему торцу корпуса 5 упаковочного контейнера. который тоже состоит из термопластичного материала или. в любом случае. содержит внешние слои из термопластичного материала. Торцовая ааготовка 6 нагревается предварительно с помощью обычных средств. не показанных на рисун ке. до размягчения. температура которого подходит для конкретного термопластика. Соответственно верхняя торцовая зона корпуса упаковочного контейнера. то есть часть. которая проходит над верхним торцом камеры 4. также нагревается заранее до температуры приваривания. подходящей для конкретного типа термопластика. например. для полиэтилена это 120-130 ОС. нагревание может производиться горячим воздухом или посредством любого подходящего источника. например. с помощью инфракрасного излучения. Зажимное устройство 3 или крышка помещается на вершине кожуха 1 так. чтобы дальний конец торцовой заготовки Б был зафиксирован между зажимным устройством 3 и кожухом 1. Контактную поверхность 15 приспосабливаютстаким усилиеммтобы стык между зажимным устройством З и кожуком 1 был газонепроницаемым. Камера 4. входящая в кожух 1 (с донной частью 2). и зажимное устройство 3 будут поэтому полностью газонепроницаемыми и разделенными на две части верхнюю секцию над торцевой заготовкой 6 и нижнюю секцию под торцевой пластиной б. Секция верхней камеры. находящаяся в зажимном устройстве 3 (то есть выемка 12). сообщается с окружающей атмосферой через канал 13. который может быть снабжен клапаном. Нижняя секция камеры 4 теперь соединяется через канал 7 с источником 9 вакуума. который через выемку 8 в донной части 2 и перфорированный опорный элемент 10 извлекает воздух из секции камеры 4, находящейся под торцевой заготовкой б. так что вакуум образует с обеих сторон стенки кожуха корпуса 5 упаковочного контейнера. Если устройство в соответствии с изобретением. показанное на фиг. 1. снабжено вкладышем 16. присутствующим в трубчатом корпусе 5 упаковочного контейнера, необходимо откачивать только узкие зазоры. которые существуют между вкладышем 16 и внутренней сетью корпуса 5 упаковочного контейнера и между кожухом 1 и наружной стороной корпуса 5 упаковочного контейнера. Это может быть сделано очень быстро. ПОСКОЛЬКУ ШИОИНЭ 333008 СОСТЭВЛЯЭТ ЛИШЬ несколько миллиметров. а общий объем. который подлежит откачиванию. является поэтому очень небольшим.В результате создания вакуума в камере 4. т.е. в отсеке. окружающем пространство. расположенное под торцевой заготовкой 6. окружающая атмосфера начнет давить через канал 13 на плоскую заготовку б. нагретую до температуры размягчения точно напротив верхней профилированной поверхностисердечника 16 и выступающей свободной торцевой зоны корпуса 5 упаковочного контейнера. Внешний и внутренний термопластичные слои корпуса 5 упаковочного контейнера нагреваются в торцевой зоне. то есть в области будущего сваривания. до температуры размягчения. а торцевая пластина 6 аналогично нагревается до температуры сваривания и поэтому будет приварена водонепроницаемо вместе с торцевой зоной корпуса упаковочного контейнера как внутри так и снаружи. Верхняя профилированная поверхность вкладыша 16 изготовлена из материала. который не приваривается к торцевой пластине 6. но вместо этого последняя будет точно отформована и профилирована так. чтобы у нее получилась та же форма. что и верхней торцевой поверхности сердечника 16. например. эта форма содержит ребра жесткости или ослабленные отрываемые области.Затем в процессе выдержки происходит приваривание и формование глубокой вытяжкой торцевой заготовки или торцевой пластины 6 и термопластичный материал может немного охлаждаться (вкладыш 16 и/ или кожух могут охлаждаться). зажимное устройство 3 удаляют снова. а корпус 5 упаковочного контейнера с торцевой пластиной 6. прикрепленной к нему. может быть вынут из кожуха 1. Часть. предварительно закрепленная между верхним концом кожуха 1 и зажимным устройством 3. образует теперь небольшой ободок. выступающий из торцевой пластины 6. который однако. может быть удален обычным путем. например. отбивкой или обрезкой. Теперь упаковочный контейнер готов для наполнения необходимым содержимым, после чего упаковочный контейнер снабжают основанием. которое может быть выполнено обычным путем или в соответствии со способом по изобретению.Когда дно также должно прикрепляться в соответствии со способом по изобретению. упаковочный контейнер. повернутый верхней стороной вниз. полностью или частично наполненный содержимым. помещают в устройство по изобретению. изображенное на фиг. 2. Устройство идентично устройству. показанному на фиг. 1. за исключением того. что вкладыш 16 убран в данном случае. так что контейнере поверну тым вверх дном может быть опущен без помех в камеру 1. Опорный элемент 10 соответственно может иметь профиль. который соответствует профилю торцевой пластины 6 (это не показано на рисунке). Затем продолжается процедура. описанная ранее. т.е. торцевая пластина. которая должна образовывать основание упаковочного контейнера, нагревается и помещается над нагретой выступающей торцевой зоной корпуса упаковочного контейнера.Когда зажимное устройство 3 помещают в состояние соприкосновения для сваривания против верхнего торца кожуха 1 и периферийной области торцевой пластины б. воздух з камеры 4 откачивается с помощью источника 9 вакуума. в результате чего мягкий термопластик на торцевой пластине 6 принудительно укладывается на внешнюю сторону свободной торцевой зоны корпуса 5 упаковочного контейнера. так что между ними возникает водонепроницаемый шов. Поскольку вакуум при накладке основания на наполненный жидкостью конвейер будет действовать только по наружной стороне корпуса 5 упаковочного контейнера. центральная часть торцевой пластины 6 остается плоской. Однако. оттиск этой части может быть достигнут до большей или меньшей степени за счет создания внутренней поверхности зажимного устройства 3 с выступающими профилироВЭННЫМИ ЧЗСТЯМИ, КОТОрЫЕ СОЗДЭЮТ заданный рисунок в пластине основания упаковочного контейнера.Способ. а также устройство в соответствии с изобретением могут быть видоизменены разными путями в пределах объема сущности изобретения. Можно, например. достигнуть желаемую разность давления между обеими сторонами торцевой пластины б дрУГим путем. например. исключив источник 9 вакуума. подсоединив вместо этого выемку 8 к окружающей атмосфере и соединив канал 13 с источником давления. который может работать. например. с горячим воздухом. так чтобы можно было одновременно обеспечивать подачу дополнительного тепла к термопластичному материалу торцевой пластины б. Однако. этот способ дает немного более слабый результат и вызывает напряжение с материале. поэтому по меньшей мере при более сложной формовке и сваривании первый упомянутый способ является предпочтительным. Время подачи вакуума (переменное давление) также может выбираться в соответствии с поОебностью и вполне возможно начать откачку воздуха из камеры 4 уже перед тем.как торцевая пластина 6 помещена в заданное положение.Нагревание термопластичного материала в торцевой пластине 5 также может осуЩЭСТВЛЯТЬСЯ НЗСКОПЬКИМИ ОЗЗЛИЧНЫМИ ПУТЯМИ И при ОЭЗЛИЧНЫХ СИТУЗЦИЧХ. Торцевая пластина 6 может быть нагрета с помощью обычных средств типа горячего воздуха или инфракрасного излучения до положения верхней торцевой зоны упаковочного контейнера 5. Для предотвращения слишком раннего охлаждения пластинчатой заготовки крышка 3 может быть нагрета до температуры выше комнатной. например. до 50-90 С с помощью встроенного нагревательного элемента 18 резистивного типа. Это также может быть осуществлено по отношению к области верхнего торца кожуха 1. который не показан на рисунке. Поверхностные слои термопластика в верхней торцевой зоне упаковочного контейнера 5 нагревают соответствующим образом непосредственно горячим воздухом перед приложением торцевой пластины б. но в этом случае также годятся и другие способы нагревания. Допустимо. чтобы использоваЛИСЬ СПОСОБЫ прнваривания ТИПЭ СКЛВИВЗ ния посредством полоски (может быть и термопластик) на кладываемой вдоль торцевой зоны и/или торцевой области торцевой заготовки.Помещение корпуса 5 упаковочного контейнера в камеру 4 происходит без какой-либо центровки или другого выравнивания корпуса упаковочного контейнера относительно кожуха 1. поскольку вакуум обладает эффектом центровки по отношению к корпусу 5 упаковочного контейнера и гарантирует выставление торцов по центру,так что зазоры между корпусом 5 упаковочного контейнера и сердечником 16 или кожухом 1 всегда остаются равного размера. Помещение торцевой пластины 6 аналогично не является критичной операцией, поскольку она полностью плоская и имеет немного больший размер. так что возможно закрепление между контактной поверхностью 15 зажимного устройстваз и верхним торцом кожуха 1. В результате этого способ прикрепления в соответствии с изобретением становится и быстрым и простым в исполнении и одновременно автоматически достигается необходимая точность.Способ по изобретению позволяет устранить большие усилия сжатияо которые ранее были неустранимы при заваривании составляющим упаковочных контейнеров друг с другом, с помощью системы губок и ДруГИХ МЕХЭНИЧЭСКИХ СЖИМЭЮЩИХ УСТ ройств. Устройство всоответствиис изобре тением полностью свободно от внешних устройств приложения давления и совсем не возникают наружные усилия любой величины, так что становятся ненужными-сложные и точные по размерам установки. применявшиеся в известных устройствах запечатывания. Помимо вакуумного мсточника 9 требуется лишь одно внешнее устройство. а именно. устройство для маневрирования зажимным устройством 3. Это устройство. од нако. должно быть рассчитано по размерам на вес зажимного устройства, поскольку любое нажатие зажимного устройства 3 на кожух 1 во время работы не требуется ввиду того. что необходимое усилие обеспечивается вакуумом в камере 4.Способ. связанный с нагревом составляющих. которые должны формироваться и/ или привариваться в горячем состоянии друг к другу заранее и индивидуально. позволяет значительно повысить производительность труда. поскольку время нагревания не будет ограничиваться временем, когда составляющие находятся в контакте с кожухом 1 или крышкой 3. Нагретый материал торцевой пластины. кроме того. просто формируется так, что обеспечиваетСЯ ПОЛНЭЯ СТЫКОВКЗ И уплотнение у НЗГОЗТО го торца корпуса упаковочного контейнера. З практические ИСПЫТЗНИЯ ПОКЗЗЭЛИ. ЧТО непроницаемость уплотнения оказывается очень хорошей и полностью удовлетворяет требованиям также асептических упаковочных контейнеров. для которых. однако. требуется упаковочный материал газонепроницаемого типа. например. с барьерным слоем из алюминия или этилви 2792нилового спирта. Отсутствие губок для горячего уплотнения также позволяет упростить устройство и сделать его более надежным.1. Способ соединения термопластичной торцевой пластины с корпусом упаковочного контейнера. включающий установку корпуса контейнера в связанную с вакуум-системой камеру. в виде стакана. имеющего форму корпуса контейнера. и размещение его так. чтобы открытый торец выступал над открытым торцем камеры. наложения на корпус контейнера торцевой пластины. нагревание до температуры сваривания. герметичную фиксацию торцевой пластины на фланце камеры полым прижимом. ва куумирование камерыи выдержку до сваривания торцевой пластины с корпусом контейнера. о т л и ч а ю щ и й с я тем. что. с целью повышения прочности и влагонепроницаемости соединения. нагреванию подвергают кромки открытого торца корпуса контейнера и/или торцевую пластину. а вакуумирование камеры осуществляют после нагревания и ведут до облегчения выступающих кромок корпуса контейнера с наружной и внутренней сторон кромками торцевой пластины за счет их глубокой вытяжки. при этом полость прижима сообщаЮт с атмосферой.2. Способпо п. Ъотличающийся тем. что перед наложением торцевой пластины в корпус контейнера размещают вкладыш с профильной торцевой поверхностью для опоры торцевой пластины.
МПК / Метки
МПК: B65B 31/02
Метки: пластины, способ, упаковочного, термопластичной, корпусом, торцевой, контейнера, соединения
Код ссылки
<a href="https://kz.patents.su/6-2792-sposob-soedineniya-termoplastichnojj-torcevojj-plastiny-s-korpusom-upakovochnogo-kontejjnera.html" rel="bookmark" title="База патентов Казахстана">Способ соединения термопластичной торцевой пластины с корпусом упаковочного контейнера</a>
Способ изготовления разливочного приспособления контейнера
Номер патента: 2424
Опубликовано: 15.09.1995
Авторы: Ханс-Георг Мелле, Чель Мертенссон, Ларс Карлссон
МПК: B65D 5/70
Метки: контейнера, изготовления, способ, разливочного, приспособления
Формула / Реферат:
Изобретение относится к упаковке, в частности к изготовлению контейнеров для жидкостей, имеющих разливочное приспособление. Цель изобретения - упрощение изготовления. В упаковочном контейнере в верхней стенке возле его ребра выполняют разливочное отверстие. Перед прикреплением к верхней стенке контейнера отрывной покровной полости, перекрывающей разливочное отверстие, на ней закрепляют разливочную закранку, которую затем прикрепляют к верхней...
Способ тепловой герметизации упаковочного ламината
Номер патента: 1519
Опубликовано: 15.12.1994
Авторы: Гуила Балла, Ганс Селберг, Ренато Четрелли
МПК: B65B 51/22
Метки: ламината, упаковочного, тепловой, способ, герметизации
Формула / Реферат:
Изобретение относится к способам тепловой герметизации упаковочного ламината. Цель изобретения - повышение качества герметизации. При производстве безвозвратных упаковок для молока и других фруктовых напитков многослойный упаковочные материал герметизируют вдоль линейных зон герметизации, обеспечивая совместное сплавление термопластичных слоев упаковочного материала. Прочность достигаемой герметизации зависит от наличия примесей (например,...
Муфта для соединения трубопроводов
Номер предварительного патента: 361
Опубликовано: 15.03.1994
Авторы: Тюленев Дюсенкали Сахимович, Исеев Болат Жарылгасович, Помашев Онал Парманкулович, Кельдыбаева Элеонора Кизатовна, Белимов Владимир Александрович, Джумагазиев Кизат
МПК: F16L 37/10
Метки: соединения, муфта, трубопроводов
Формула / Реферат:
Изобретение относится к машиностроению и может быть применено в различных областях народного хозяйства, особенно в сельском хозяйстве, как быстромонтируемое уплотнение в разъемных соединениях трубопроводов. Для повышения надежности соединения в муфту для соединения трубопроводов, включающей металлический корпус, упругую эластичную камеру, введены кольцевая проставка и вторая упругая эластичная камера, а корпус выполнен в виде толстостенной...
Зажим для соединения щитов опалубки
Номер патента: 1262
Опубликовано: 15.09.1994
Автор: Иозеф Меркель
МПК: E04G 17/04
Метки: опалубки, щитов, зажим, соединения
Формула / Реферат:
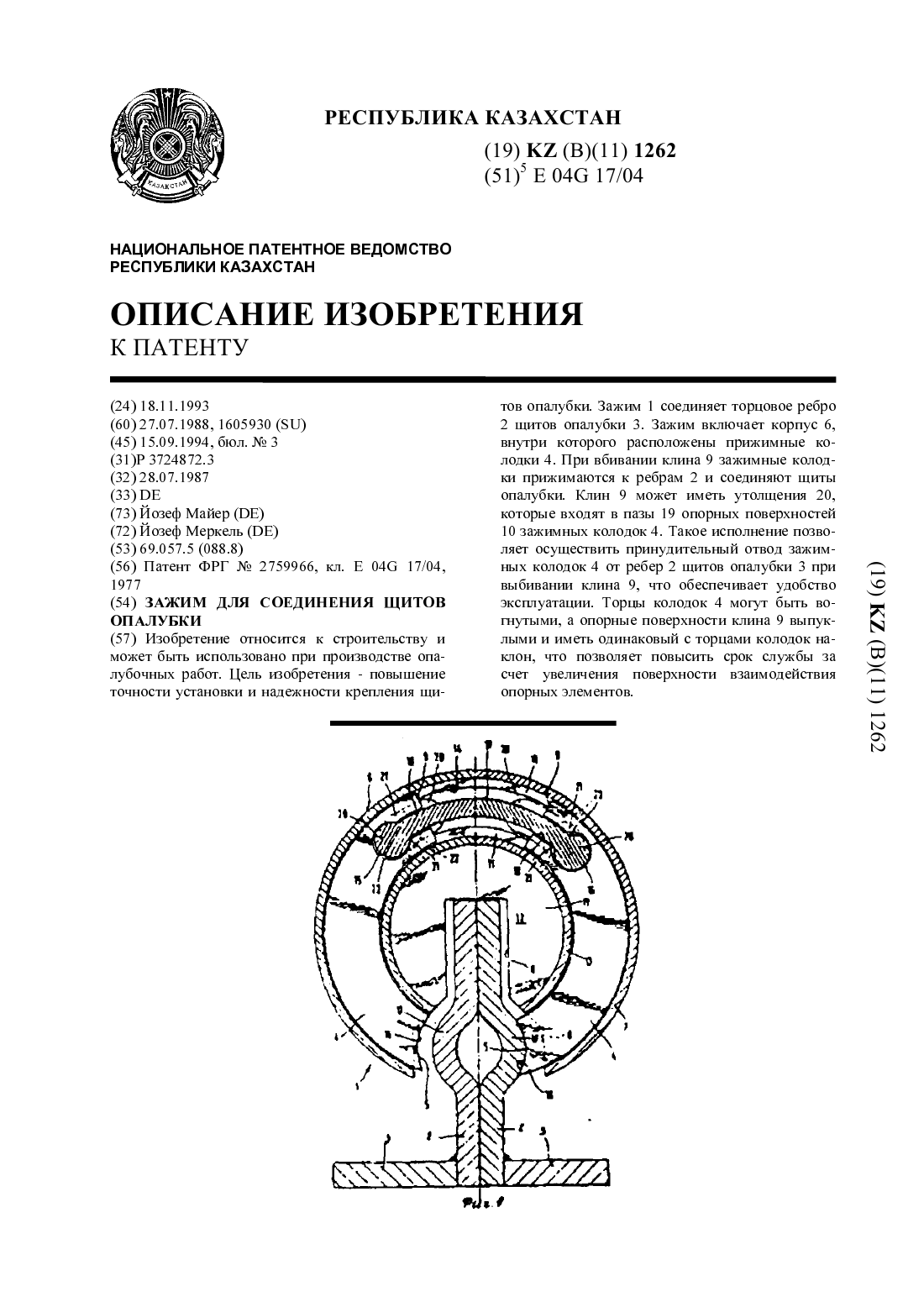
Изобретение относится к строительству и может быть использовано при производстве опалубочных работ. Цель изобретения - повышение точности установки и надежности крепления щитов опалубки. Зажим 1 соединяет торцовое ребро 2 щитов опалубки 3. Зажим включает корпус 6, внутри которого расположены прижимные колодки 4. При вбивании клина 9 зажимные колодки прижимаются к ребрам 2 и соединяют щиты опалубки. Клин 9 может иметь утолщения 20, которые входят...
Устройство для соединения щитов опалубки .
Номер патента: 1261
Опубликовано: 15.09.1994
Авторы: Белимов Александр Владимирович, Белимов Владимир Александрович, Берников Николай Васильевич
МПК: E04G 17/00
Метки: устройство, опалубки, щитов, соединения
Формула / Реферат:
Изобретение относится к строительству, в частности к соединению опалубочных щитов смежных между собой стяжных элементов и распорок. Целью изобретения является повышение надежности при различных типоразмерах опалубки. Для этого в местах стыков опалубки 10. расположенных по обеим сторонам бетонируемой конструкции. устанавливают соединительный палец 1 в отверстия ребер каркаса 11, при повороте держателя 2 вводят ребра каркаса в клиновидный зазор...
Предыдущий патент: Машина для изготовления заполненных чаем пакетиков со сдвоенной полостью
Следующий патент: Многогранный пакет
Случайный патент: Способ измельчения твёрдых материалов и устройство для его осуществления