Способ тепловой герметизации упаковочного ламината
Формула / Реферат
Изобретение относится к способам тепловой герметизации упаковочного ламината. Цель изобретения - повышение качества герметизации. При производстве безвозвратных упаковок для молока и других фруктовых напитков многослойный упаковочные материал герметизируют вдоль линейных зон герметизации, обеспечивая совместное сплавление термопластичных слоев упаковочного материала. Прочность достигаемой герметизации зависит от наличия примесей (например, оксидных пленок или остатков содержимого упаковки) на поверхностях термопластиков. Несмотря на наличие загрязнений. хорошую герметизацию можно получить, если к термопластичным слоям в пределах зоны герметизации приложить давление нагрузки, которое обеспечит течение расплавленного термопластичного материала в прилегающие зоны. В этом случае термопластики смешиваются так, что происходит разрушение слоя загрязнения, препятствующего герметизации.
Текст
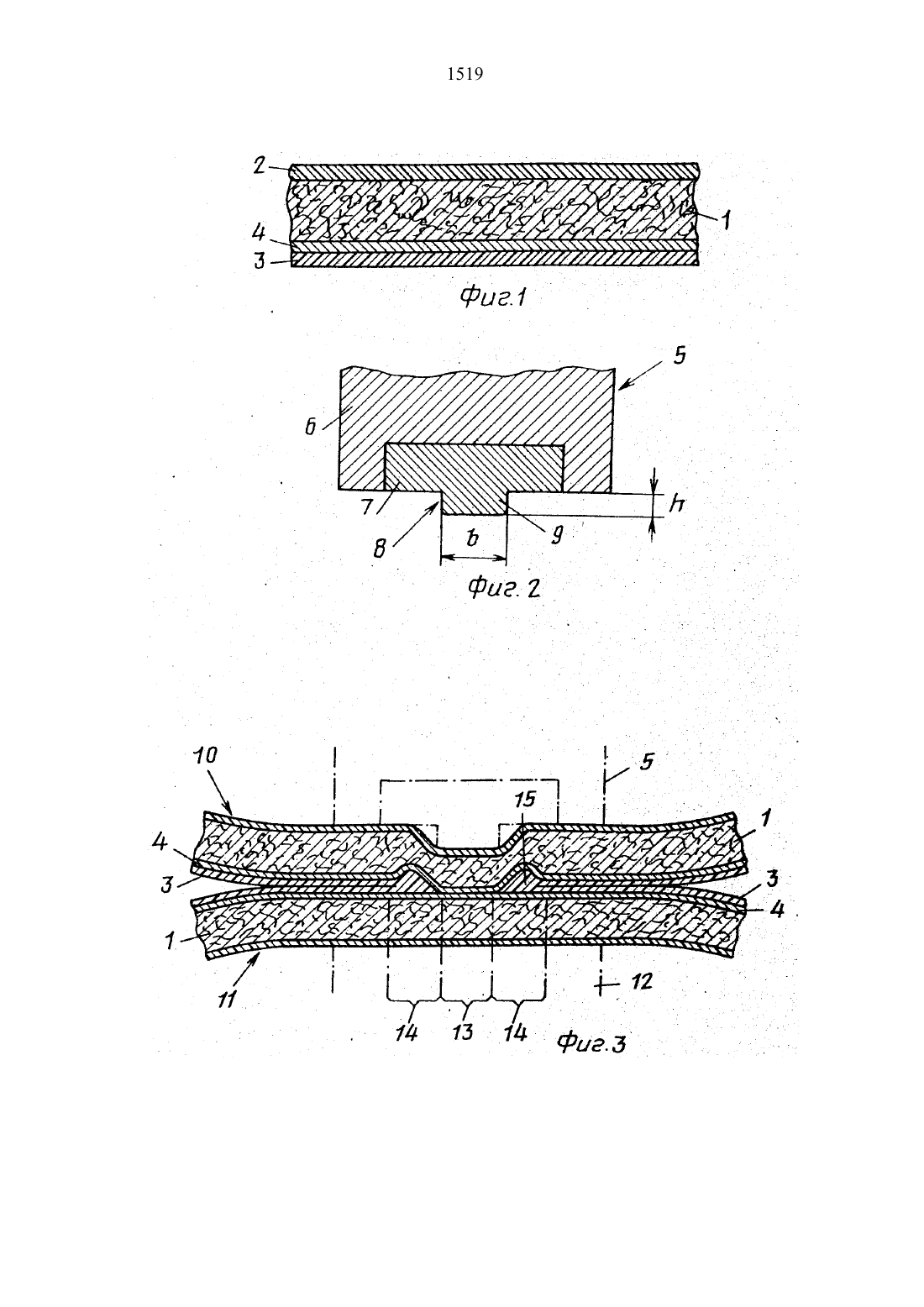
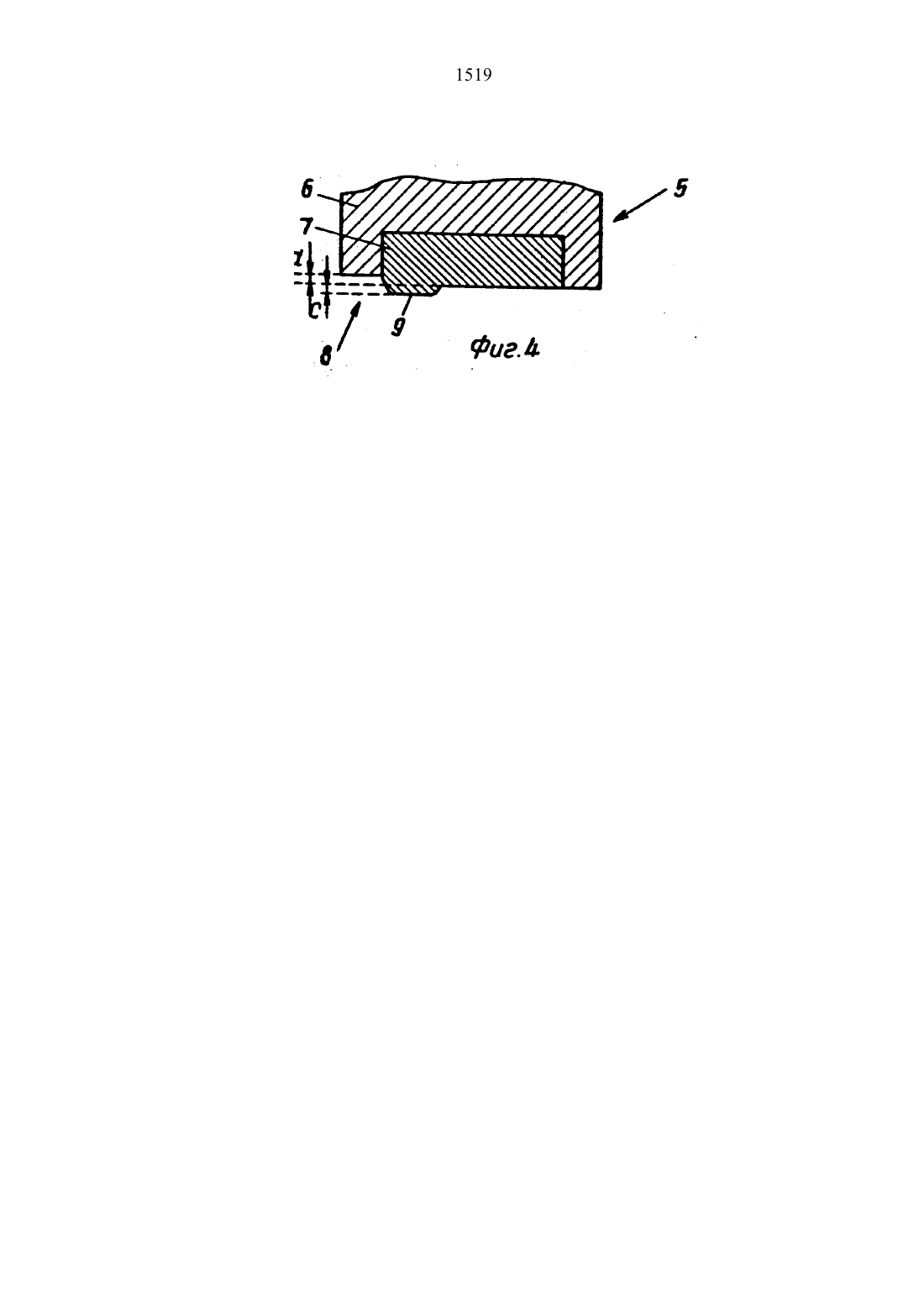
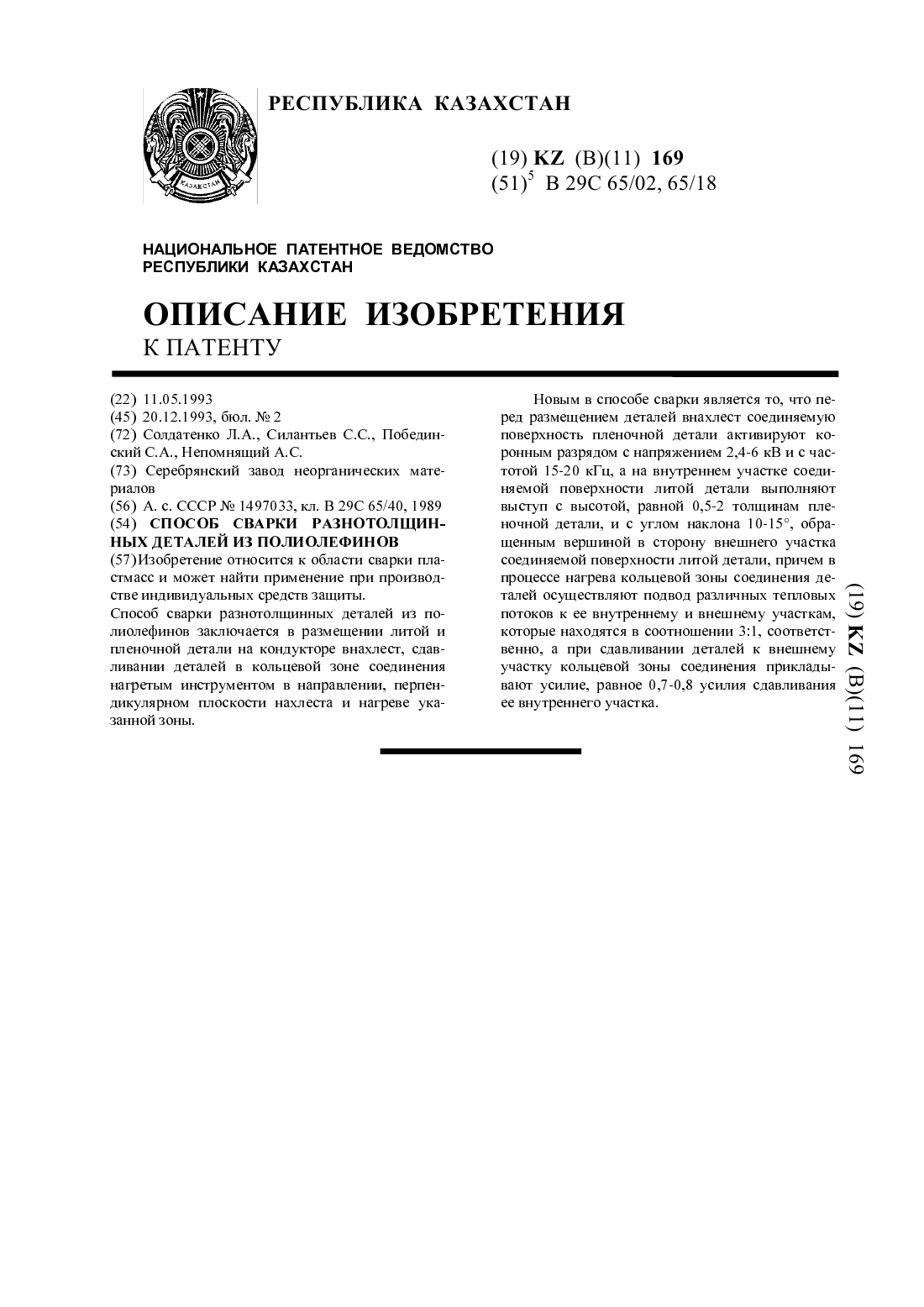
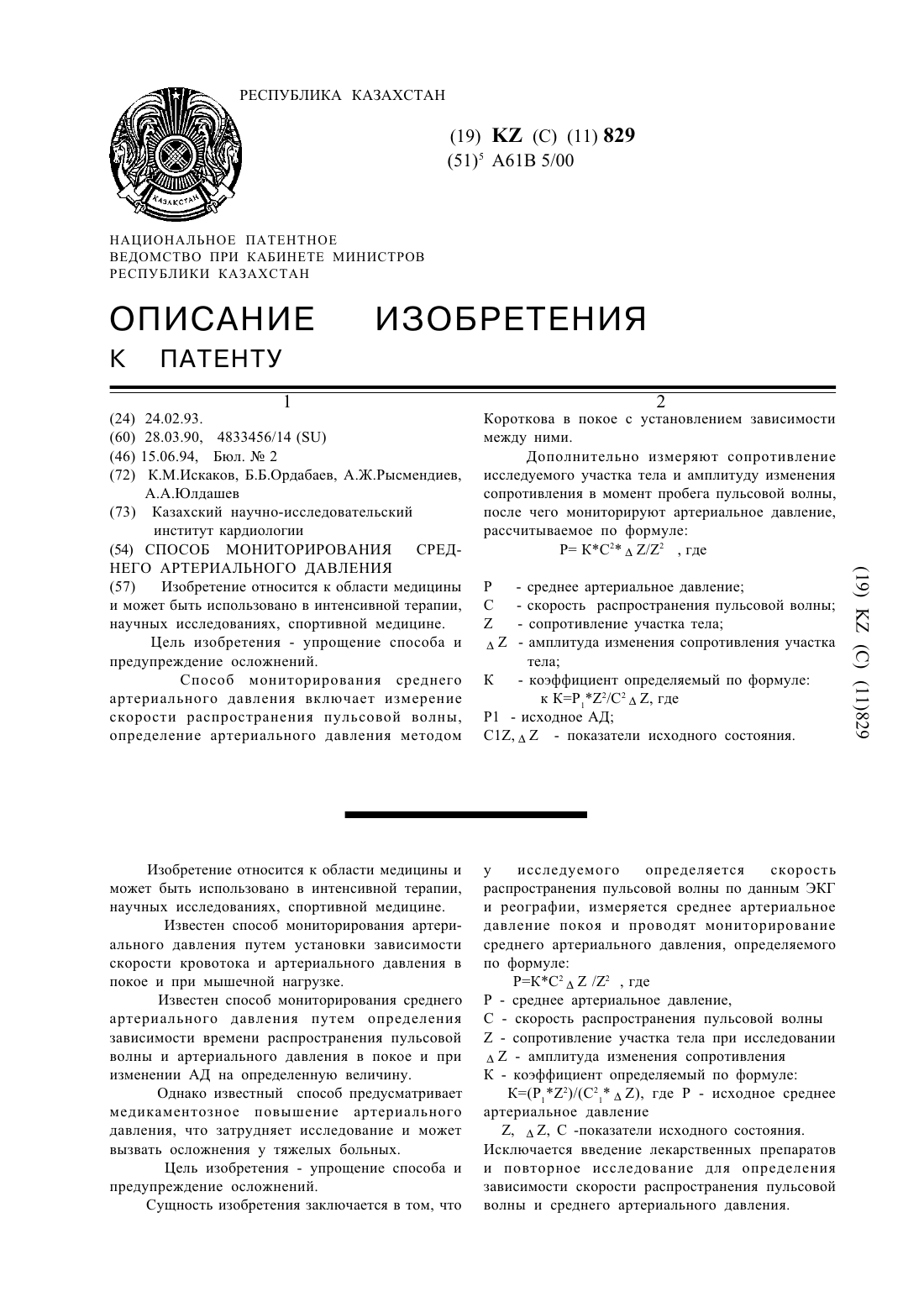
ние ТЕВМОППЗСТИЧННХ СПОСВ ЧЭСТО ЗЗТОУДНЗ НО. И ПОЭТОМУ ПрОЧНОСТЬ И НЕПРОНИЦЭВМОСТЬГерМеТИЗИОУЮЩЕГО шва ЧЗСТОТ не ДОСТИГЗдет теоретически возможных значений. На поверхности термопластичных слоев часто могут находиться и другие типы загрязнений. например остатки содержимого. что также ухудшает герметичность. Это представляет особую проблему при производстве упакованных форм. когда герметизации многослойного материала происходит в условиях наличия содержимого. т.е когда прежде всего необходимо удалить содержимое из пространства между термопластичными поверхностями, расположенными одна против другой перед тем. как произойдет непосредственно герметизация. Одна КО на ПРЗКТИКО СОДЕОЖИМОВ УДЭОТСЯ не полностью удапить и небольшие количества его остаются в зоне герметизации, что ухудшает качество герметизирующего шва.Необходимо разработать способ тепловой герметизации упаковочного ламината. который бы обеспечил оптимальную герметизацию при наличии загрязняющих примесей на поверхности упаковочного ламината. например. оксидов. остатков содержимого упаковки и грязи. .Способ тепловой герметизации упаковочного ламината. содержащего слои термопластичного материала и расположенный между ними слой фольги. заключается в следующем. -Участки ламината в зоне герметизации кладут один на другой и нагревают их через слой фольги током высокой частоты. прикладывая при этом давление (прессуя слои). величину которого устанавливают такой. чтобы обеспечить течение смежных слоев термопластичного материала наложенных одного на другой участков ламината из зоны приложения давления в прилегающие зоны.Нагревание наложенных участков ламината осуществляют посредством зажима. имеющего выступающий участок прямоугольной Формы. выполненный из электропроводного материала. Высота этого участка составляет 0.20.8 толщины ламината. Ширина участка соответствует толщине ламината. . 5При таком способе расплавленный термопластичный материал. перемещаемый под действием давления из линейной области в соседние части зоны герметизации. будет захватывать возможные примеси. а два термопластичных слоя ламината. расположенные один с другим. эффективно смешиваются до такой степени. что достигаетсяих полное сплавление. В линейной области остается только очень тонкий термопластичный слой, не содержащий примесей и накодящийся в тесном контакте со слоем носителя упаковочного ламината. тогда как в прилегающих областях зоны герметизации аккумулирование хорошо смешанных термопластичных материалов обоих слоев гарантирует высокую прочность и непроницаемость герметизирующего шва.На фиг.1 представлен упаковочный ламинат. поперечное сечение на фиг.2 герметизирующий зажим. поперечное сечение на фиг.3 - сечение двух упаковочных ламинатов. которые герметизированы с помощью способа согласно изобретению на фиг.4 герметизирующий зажим. вариант.Упаковочный ламинат (фит) относится к типу. широко используемому для упаковки молока и других фруктовых напитков. Общая ТОПЩИНЭ УПЗКОВОЧНОГО ЛЗМИНЗТЭ СОиз центрального несущего слоя 1 из волокнистого материала. Этот слой 1 с обеих сторон покрыт относительно тонкими гомогенными слоями 2. 3 термопластичного материала. в частности полиэтиленамеждуодним внешним пластичным слоем 3 и несущим слоем 1 часто расположен еще одинслой дапюминиевой фольги. этот слой соединен с несущим слоем с помощью термо пластиков (не показаны) и полностью .слоям 2 и 3 упаковочный ламинат можно просто герметизировать под действием тепла. спрессовав вместе те части. которые необ ходи мо герметизировать. при одновременном нагреве термопластиков до их температуры плавления (и 130 С). МожноНЭТН ДРУГИХ ТИПОВ. НО ООЯЗЭТСПЬННМ УСЛОВИ ем ЯВЛЯЕТСЯ НЭЛИЧИЭ В УПЗКОВОЧНОЪГламинате слоя термопластичного материала.Герметизирующий зажим 5 имеет корпус б. выполненный из электрически непроводящего материала. имеющий канавку. в которую вставлен стержень 7 из электропроводного материала. предпочтительно меди. Стержень 7. который расположен в центре корпуса Б. вместе с окружающими областями корпуса 6 образует рабочую поверхность 8. На рабочей поверхности 8 имеется выступающий участок 9. Он имеет прямоугольное поперечное сечение и высоту (п). составляющую 02-08 толщины ламиНЗТЭ. НО ПОЭДПОЧТИТВПЬНО СОСТЗВПЯЮЩУЮ 0,5 толщины ламината. и ширину (в). которая соответствует толщине упаковочноголамината. Таким образом. рабочая поверхность 8 герметизирующего зажима 5 имеет в своей центральной части область нагрева ламината, которая включает с одной стороны выступающий участок 9. а с другой стороны одну прилегающую область со стороны этого участка. Зона нагрева ламината соединена через материал в стержне 7 с высокочастотным источником энергии. обеспечивая таким образом высокочастотную сварку ламината. СОДОРЖЭЩВГО 811101451 ниевую фольгу. Область нагрева ламината или стержень 7 также могут нагреваться и состоять. например. из материала с высоким электрическим сопротивлением в том случае. когда соединить необходимо упаковочный ламинат без алюминиевой фольги или других электропроводящих слоев. Герметизирующий зажим 5 может быть снабжен одним или несколькими каналами для охлаждающей среды. например воды. которая предотвращает опасное повышение температуры или нежелательное распределение тепла в соседние области. которые должны оставаться ненагретыми. можно также сконструировать герметизируъощий зажим 5 из нескольких взаимно заменяемых частей. Части герметизирующего зажима 5. расположенные на любой стороне выступающего участка 9. могут быть подвижными относительно участка 9 и поджиматься пружинами в направлении материала. так что соответствующее контактное давление будет поддерживаться автоматически. Герметизирующий зажим 5 может быть также сдвоенным. т.е. он может состоять из двух корпусов описанного типа. расположенных на некотором расстоянии друг от д 0 Уга. Такой вариант оформления предлагаемого устройства особенно рекомендуется в тех случаях. когда герметизации подлежит трубка упаковочного материала. т.е. когда герметизация проте КЭВ ВДВУХ ПООТИВОПОЛОЖННХ ЗОНЭХ И МЕЖДУними осуществляют разрезание. поскольку нож или какое-то другое подходящее режущее устройство может действовать в промежутке между двумя основными корпусами герметизирующего зажима.Способ осуществляют следующим образом.два участка 10 и 11 одного сложенного упаковочного ламината (или два упаковочного лвмината) соединяют вместе для получения герметизирующего шва. так что они НСХОДятся один на дРУгом своими внешними термопластичными слоями 3. Участки 10 и 11 сдавливают (прессуют) с помощью герметизирующего зажима 5 и противозажима 12. расположенного с противоположнойстороны упаковочного ламината (обозначен пунктирными линиями). Противозажим 12 снабжен плоской рабочей поверхностью. расположенной против ламината 11. Зажимы 5. 12 смонтированы на раме (не показана) упаковочной машины таким образом. что с помощью гидравлических или механических приводных механизмов они могут совершать возвратно-поступательное движение и в процессе герметизации они могут быть прижаты дРУг к дРУгу с определенной. регулируемой силой. В то же время при движении зажимов друг к другу и начале прессования участков 10. 11 упаковочного ламината. расположенных между ними. стержень 7 герметизирующего зажима 5 соединяется с высокочастотным источником энергии. Таким образом, в алюминиевом слое 4 упаковочного ламината индуци руется переменное поле и он нагревается в области. соответствующей поверхности стержня 7. до температуры. которая значительно выше температуры плавления прилегающих термоплвстических слоев. Генерируемое тепло передается непосредственно термо ПЛЭСТИЧНЫМ СЛОЯМ 3. ПЭСПОЛОЖЗНННМ МЗЖДду слоями алюминия. в результате чего первые плавятся и становятсятекучими. Благодаря высокойный паминвт при прессовании на уровне участка 9 зажима 5. расплавленный термопластик будет перетекать из зоны 13 приложения давления в прилегающие зоны 14 общей зоны герметизации. Поскольку термопластичные слои 3. расположенные один против другого в области. не входящей взону герметизации. продолжают находить СЯ О ТВЕРДОМ СОСТОЯНИИ И СПРОССОВВНН ОДИНс другим. то расплавленный термолластик . не может проникнуть дальше в части. распо- ложенные вне зоны герметизации. а остает- ся в двух зонах 14. где он образует утолщения 15. параллельные удлиненной зоны 13 давления. в которой смешиваются два слоя. герметизируемые друг с другом. В зоне 13 остается лишь незначительное количество пластического материала. который вследствие неровности поверхности и т.п. не может быть выдавлен. тогда как утолщения 15. образовавшиеся по обеим сторонам этой зоны. содержат избыток хорошо смешанного пластика. обеспечивая таким обраЗОМ 0110015 000110100 И И ПРПКТИКВ неразрушимое крепление между этими двумя слоями. Так как процесс течения из зоны 13 в зоны 14 происходит очень быстро. то при ИСГОЧВНИИ ПЛЭСТИЧВСКОГО НЗТОРИЗЛ . возникает турбулентность. которая и обес ПСЧИВЭОТ ХОООШВО СМЕШЕНИЕ ППЭСТИЧОСКОГО2 нагрузке (прибл. . 100 кг/см ). которая действует на упаковоч-материала двух слоев. расположенных один против другого. в результате чего любые поверхностные оксидыуили дРУгие примеси на поверхности (например. остатки содержимого герметизируемого пакета) эффективно смешиваются с пластиком и происходит разрушение сплошной пленкива для текущего термоппастичного материала перед тем. как он достигнет термопластичных слоев. которыерасположены вне области нагрева и находятся в результатепримесей. ухудшающей прочность крепле ния. .При упаковке некоторых типов пищевых продуктов может оказаться предпочтительным перемещение потока расплавленного термопластичного материала на большее расстояние от кромки для того, чтобы иметь более широкое и более плоское утолщение 15. Этим можно достичь более гладкой и более гибкой герметизирующей зоны. что дает более прочное креппение, поскольку не возникают шероховатости. являющиеся точками аккумулирования внешних нагрузок.Вышеперечисленные преимущества реализуются при использовании второго варианта осуществления данного изобретения. заключающегося в том. что одна продольная сторона выступающего участка 9 зажима 5 практически совпадает с одной стороной нагреваемой области рабочей поверхности 8 (фит). в результате чего нагреваемая область. прилегающаяж участку 9.удлиненное утолщение 15 термопластичного материалы выдавливаемого из зоны 13 высокого давления сразу перед выступающим участком 9. приобретает более плоскую10 и продолговатую форму поперечного сече ния. которая обеспечивает большую гиб кость утолщения и большую прочность крепления.В целях обеспечения большей линейно 15 сти утолщения 15 расплавленного пластикачасти двух пластичных ламинатовцрасположенные вне зоны герметизации. можно охладить. Это можно осуществить либо с помощью охлаждающих каналов в зажимах20 5 и 12. расположенных вне зоны герметиза ции, через которые протекает жидкость. либо за счет такого типа крепления. которое протекает с одновременным выдавливанием содержимого. которое и охлаждает при 25 легающие области упаковочного ламината.Способ тепловой герметизации упаковочного, ламината. содержащего слои термопластичного материала и расположенный30, между ними слой фольги. предусматриваю расположена на более увысокомуровне. чемуровеньрабочей поверхности 8 с внешней стороны участка 9 Причем желательно. чтобы расстояние между уровнями нагреваемой области и уровнем участка 9 зажима 5 в основном было равно расстоянию между указанной нвгреваемой областью и уровнем рабочей поверхности на другой стороне участка 9. т.е. расстояние (а) равно расстояниюПри использовании зажима Бтакой конструкции основная часть текущего расплавленного термопластичного материаланаправляется по направлению обогревае мой стороны выступающего участка 9. Более высокий уровень нагреваемой области(по сравнению с первым вариантом выполнения зажима) приводит к образованиющий наложение участков ламината одного на другой-и нагревание ихс одновременным приложением давления посредством зажимаютлича ющийся тем.чтосцельювание ламината осуществляют через слой фольги током высокой частоты. при этом нагревание осуществляют посредством зажима. имеющего выполненный из электро участок прямоугольной формы. высота которого составляет 0.208 толщины ламината.аширина СООТВЗТСТВУЕТ толщине ПОСЛВДНЕ ГО. при ЭТОМ величину ДЭВЛЗНИЯ УСТЭНЗВПИ.смежных слоев термопластичного материала наложенных одного на другой участковПЗМИНЗТЭМЗ ЗОНЫ ПОИЛОЖЕНИЯ ДЗВПЭНИЯ В ПВИЛЕГЗЮЩИЭ ЗОНЫ.
МПК / Метки
МПК: B65B 51/22
Метки: тепловой, способ, ламината, герметизации, упаковочного
Код ссылки
<a href="https://kz.patents.su/6-1519-sposob-teplovojj-germetizacii-upakovochnogo-laminata.html" rel="bookmark" title="База патентов Казахстана">Способ тепловой герметизации упаковочного ламината</a>
Способ сварки разнотолщинных деталей из полиолефинов
Номер патента: 169
Опубликовано: 20.12.1993
Авторы: Солдатенко Леонид Анатольевич, Непомнящий Аркадий Самуилович, Силантьев Сергей Семенович, Побединский Сергей Алексеевич
МПК: B29C 65/02
Метки: разнотолщинных, способ, деталей, полиолефинов, сварки
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты. Способ сварки разнотолщинных деталей из полиолефинов заключается в размещении литой и пленочной детали на кондукторе внахлест, сдавливании деталей в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагреве указанной зоны. Новым в способе сварки является то, что перед...
Способ выгрузки сыпучего материала из вакуумного аппарата через транспортную трубу

Номер патента: 884
Опубликовано: 15.06.1994
Авторы: Тарасенко Борис Захарович, Челохсаев Леонид Сахамович, Бавлаков Вячеслав Николаевич, Храпунов Владимир Евгеньевич
МПК: B65G 53/66
Метки: транспортную, трубу, сыпучего, аппарата, материала, выгрузки, вакуумного, способ
Формула / Реферат:
Изобретение относится к транспортировке сыпучих материалов из вакуумных возгоночных аппаратов посредством непрерывной гравитационной подачи через вертикальный транспортный канал и может быть использовано в металлургической и химической промышленности. Цель изобретения - повышение производительности. Способ выгрузки сыпучего материала из вакуумного аппарата через транспортную трубу заключается в том, что материал из вакуумного аппарата самотеком...
Способ мониторирования артериального давления
Номер патента: 829
Опубликовано: 15.06.1994
Автор: Юлдашев Абдрашит Абдрахимович
МПК: A61B 5/02
Метки: давления, артериального, мониторирования, способ
Формула / Реферат:
Изобретение относится к области медицины и может быть использовано в интенсивной терапии, научных исследованиях, спортивной медицине. Цель изобретения - упрощение способа и предупреждение осложнений. Способ мониторирования среднего артериального давления включает измерение скорости распространения пульсовой волны, определение артериального давления методом Короткова в покое с установлением зависимости между ними. Дополнительно измеряют...
Способ электрохимического осаждения меди
Номер патента: 602
Опубликовано: 15.03.1994
Авторы: Миринцова Надежда Сергеевна, Мироевский Геннадий Павлович, Наурызбаев Михаил Касымович, Голиков Вячеслав Михайлович, Калюта Виталий Васильевич, Демеев Бауржан Байтугулович
МПК: C25C 1/12
Метки: осаждения, меди, способ, электрохимического
Формула / Реферат:
Изобретение относится к цветной металлургии, в частности к способам электрохимического осаждения меди, включающим создание покровных слоев на поверхности электролита. Цель изобретения - уменьшение потерь тепла и образования сернокислотного тумана. Электрохимическое осаждение меди проводят в электролите, поверхность которого покрыта слоем стабильной пены, образуемой поверхностно-активным веществом Аспарал Ф. Удельный расход покрываемого материала...
Способ возведения хвостохранилища
Номер патента: 948
Опубликовано: 15.06.1994
Авторы: Пихтельков Николай Васильевич, Шевченко Владилен Николаевич
МПК: E02B 7/06
Метки: способ, хвостохранилища, возведения
Формула / Реферат:
Изобретение относится к области обогащения полезных ископаемых и может быть использовано на обогатительных фабриках. Цель изобретения - повышение степени извлечения полезных компонентов и увеличение производительности. Трубчатая концентратор включает цилиндрический наклонный корпус, примыкающий в нижней части корпуса патрубок для подвода питания, установленные диаметрально противоположно относительно корпуса патрубок для подвода воды и патрубок...
Предыдущий патент: Успокоитель бортовой качки судна Курилова.
Следующий патент: Бункер Курилова.
Случайный патент: Способ приготовления взрывчатых веществ для подземных горных работ