Способ импульсного уплотнения формовочной смеси
Номер патента: 2771
Опубликовано: 15.12.1995
Авторы: Кузембаев Серик Бапаевич, Исагулов Аристотель Зейнуллинович, Ботов Анатолий Петрович, Левинсон Владимир Абрамович, Кипнис Лев Семенович
Формула / Реферат
Изобретение относится к литейному производству, в частности, к способам импульсного уплотнения формовочной смеси.
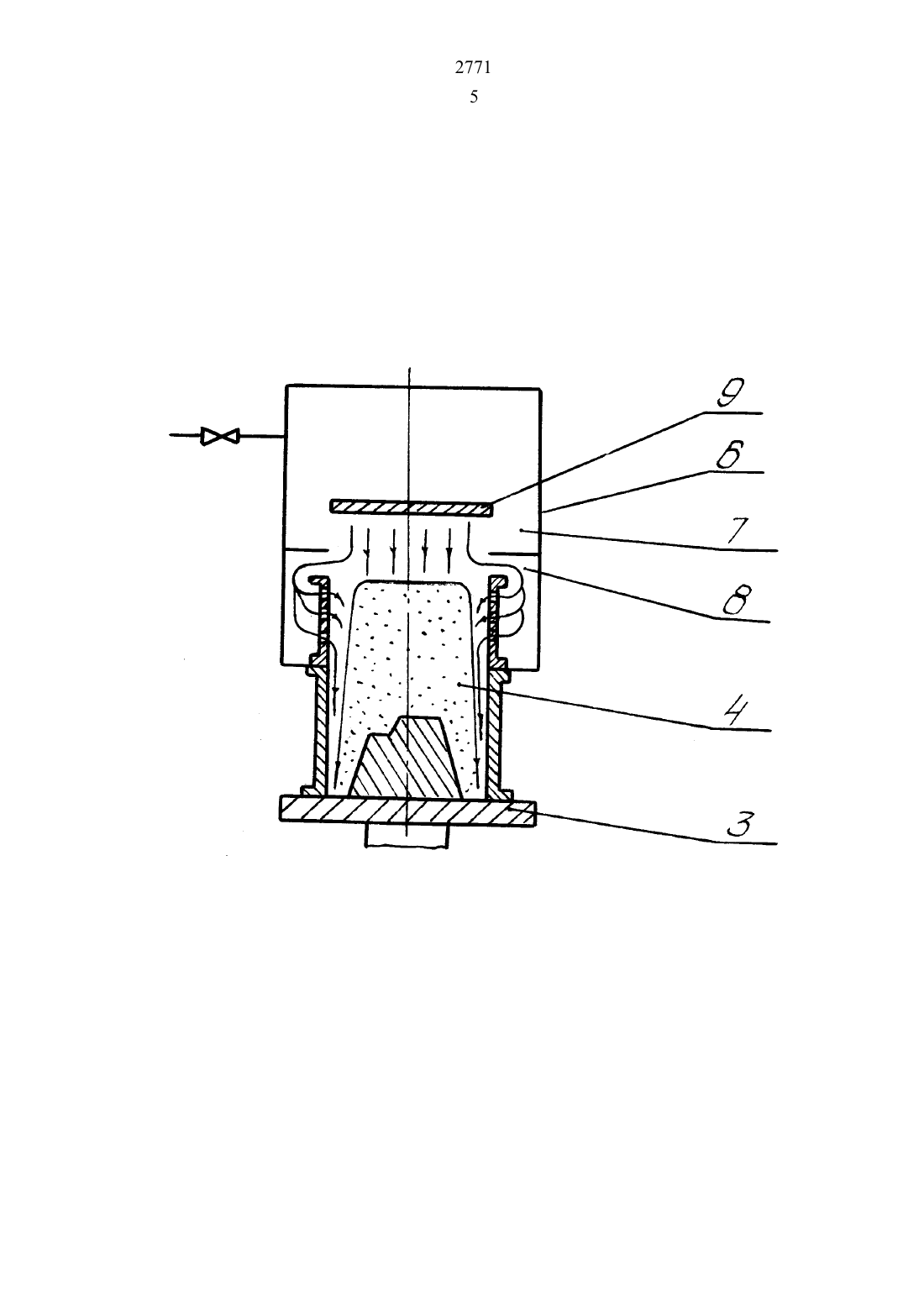
Способ импульсного уплотнения формовочной смеси включает заполнение опоки и наполнительной рамки смесью и уплотнение ее кратковременным воздействием импульса сжатого воздуха. На смесь в наполнительной рамке с боковых сторон воздействуют импульсом сжатого воздуха одновременно с основным воздействием. Дополнительное воздействие оказывают под углом 10-90° к основному импульсному воздействию.
Изобретение обеспечивает уменьшение расхода воздуха и повышение качества формы за счет лучшего сцепления кома смеси со стенками опоки.
Текст
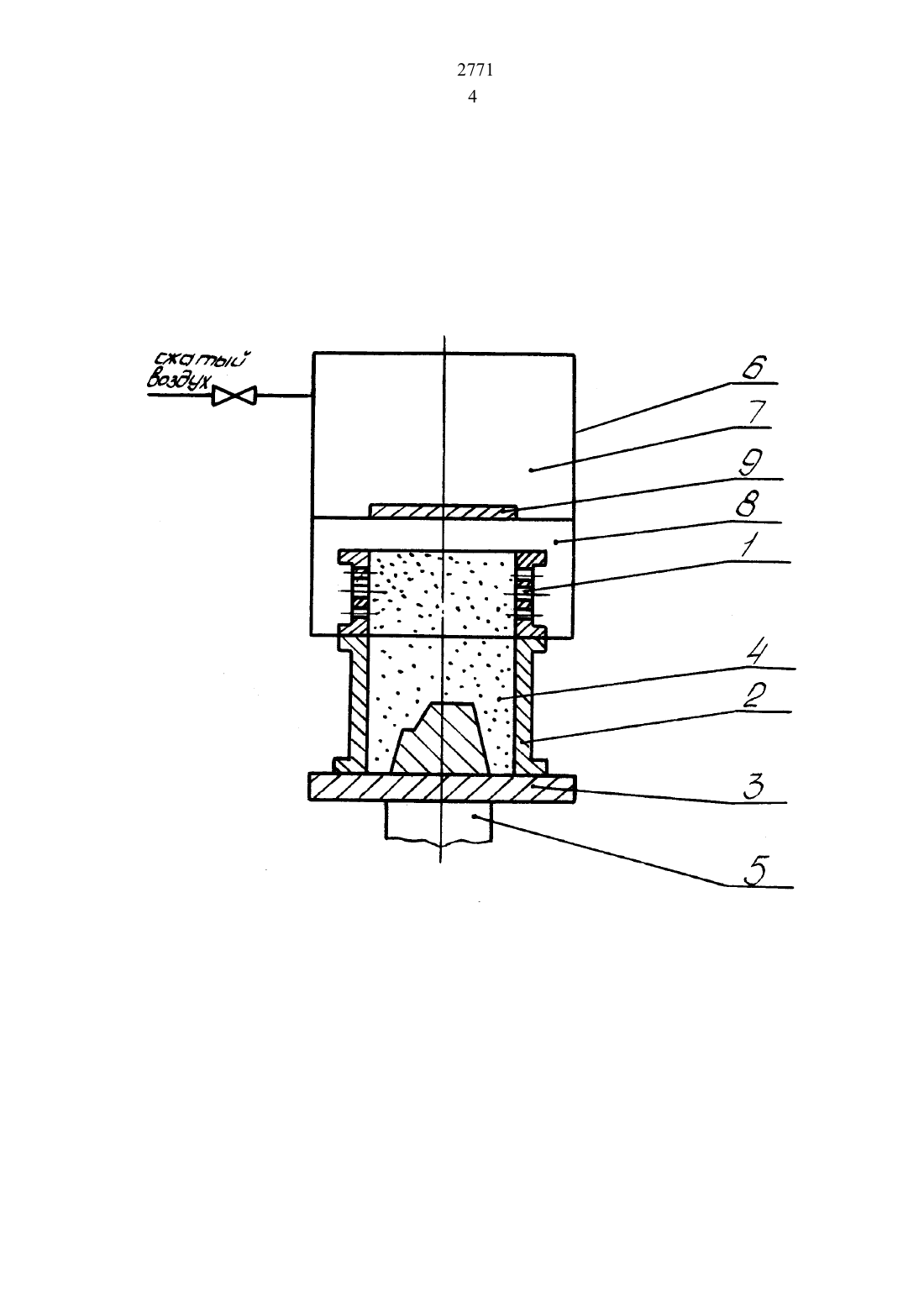
2771 2 Изобретение относится к Литейному производству, в частности, к способам им пульсного уплотнения формовочной смеси.Для уменьшения расхода воздуха и повьшлешля качества формы в способе шампульсного угшотнения формовочной смеси, вкшочагояцем заполнение опони и наполнительной раугки смесью и уплотнеьпле ее кратковременным воздействием шлпульса сжатого воздуха, согласно изобретению на смесь в наполнительной рамке с боковых сторон воздействуют шлпульсом сжатого воздуха одновременно с основным воздействием. Дополнительное воздействие оказывают под углом 10-900 к основному ухмпульснощ воздействию.На фиг. 1 показана схема реализации предлагаемого способа на фиг. 2 - момент уплотнения формы.Наполнитепьная рамка 1 и опека 2 устанавливаются на модельную плиту З с моделями и заполняется смесью 4. Затем с помощью механизма 5 они подпишется к импульсной головке б, состоящей из ресивера 7 и переходной камеры 8, разделенных воздушным клапаном 9, причем наполнительная рашса оказывается внутри переходной камеры, а опока - снаружи /за счет разной толгпины сменных фланцев опони и рампы/и. Стенки раьлки снабжены отверстиями 10. Ресивер 7 заполняется сжатым воздухом. По доступен-лит необходимого рабочего давления клапан 9 открывается, и воздух из ресивера устремляется в камеру 8 и оказывает импульсное воздействие на смесь, вертикальное и одновременно боковое через отверстия в стенках решал. Таким образом,волна давления действует на свободную поверхность смеси в рамке и дополъштельно на боковую поверхность кома через отверстия. смесь в рамке подвергается воздействию, аналогичному пескострельному воздействию в гильзе пескострельной маклиньх.В рамке формируется пакет смеси, который впрессовьгвается в опеку под воздействием вертгпсального давления. При этом трение пакета смеси о стенки рамки отсутствует что увели/плавает скорость перемещения смеси и, тем сальца, увеличивает силы тернии, под действием которых уплотняется смесь при импульсной формовке.Благодаря наличию отверстий в стенках рамки некоторая часть воздуха прок-пилкает вдоль стенки опеки, поскольку смесь в рамке отходит от стенок, тем самым фор мируется воздушная прослойка в опоке.3 ВОЗЩШТНЗЯ проследила меньше, чем при использовании ИЗВЭСТНОГО СП 0 СОб ДЕЙСТ вует меньшее время, и пакет смеси ударяется с большой силой о модель и растекается во все стороны при уплотнешлл трштллп пескострельнойЦюрмовкиД чем обеспечивается хорошее сцепление нома смеси с опокой и исключается опасность разрушенияформы при транспортировке и зацгивне. Качество формы вьлле, расход воздуха меньше, щлнл уплотнения также короче/т.н. не нужна прошивка воздухом, не нужны венты, компрессор и другие дополнительные устройства. Силу сцепления кома смеси с опоной моляно регулировать, изменяя соотношение доли воздуха, идущей на дополнительное воздействие на смесь и на создание просшойлси. Для этого надо менять угол /возцействия/ истечения струй воздуха через отверстия в стенках рамки относительно вертикальной составляющей в пределах 1 о-9 о.Установлено, что если 400, то дополнительный поток вселив двинется фантичесъш по направлению основного и не будет оказывать дополъштельного воздействия на формовочную смесь при уплотнении. Если 3.7900, то произойдет выброс смеси вверх из наполнительной ралли. В этом случае доподп-штельньй поток воздуха направляется навстречу основному и снижается селективность импульсного воздействия.При применении предлагаемого способа обеспечивается лучшее сцепление кома формовочной смеси. с опекой, исключается разрушение формы. Твердость и плотность фор мы составляют соответственно 87-89 ец. 166-1 б 8 г/смз.
МПК / Метки
МПК: B22C 15/22
Метки: способ, импульсного, формовочной, уплотнения, смеси
Код ссылки
<a href="https://kz.patents.su/6-2771-sposob-impulsnogo-uplotneniya-formovochnojj-smesi.html" rel="bookmark" title="База патентов Казахстана">Способ импульсного уплотнения формовочной смеси</a>
Способ опеделения прочности формовочной смеси и устройство для его осуществления
Номер патента: 1171
Опубликовано: 15.09.1994
Авторы: Ботов Анатолий Петрович, Егоров Виктор Владимирович, Кузембаев Серик Бапаевич, Исагулов Аристотель Зайнуллинович, Левинсон Владимир Абрамович, Матвеенко Иван Владимирович
МПК: B22C 1/00
Метки: осуществления, устройство, опеделения, прочности, формовочной, способ, смеси
Формула / Реферат:
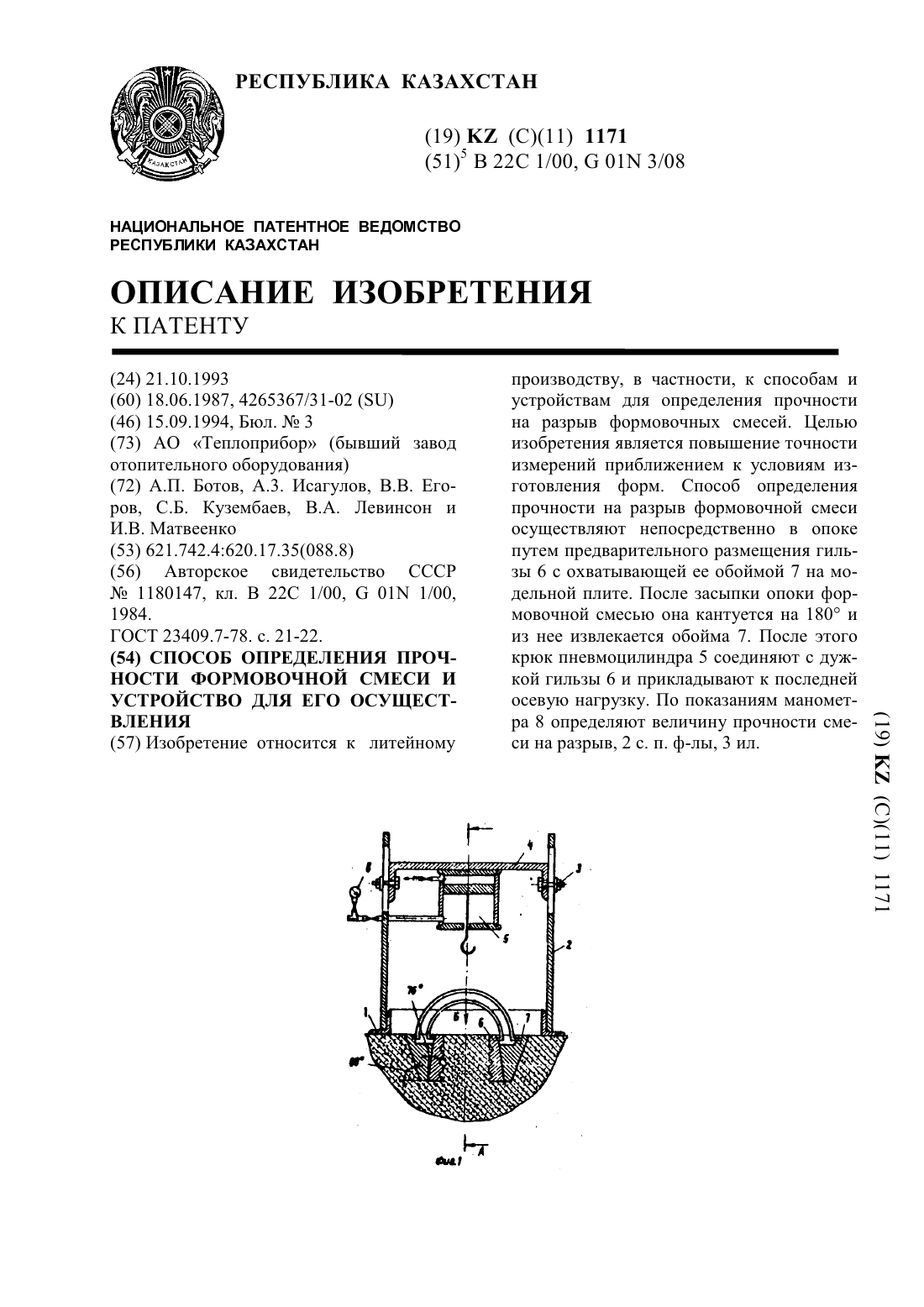
Изобретение относится к литейномупроизводству, в частности, к способам иустройствам для определения прочности на разрывформовочных смесей. Целью изобретения являетсяповышение точности измерений приближением кусловиям изготовления форм. Способ определенияпрочности на разрыв формовочной смесиосуществляют непосредственно в опоке путемпредварительного размещения гильзы 6 сохватывающей ее обоймой 7 на модельной плите.После засыпки опоки формовочной...
Способ двустороннего уплотнения форм
Номер патента: 2406
Опубликовано: 15.09.1995
Авторы: Ботов Анатолий Петрович, Исагулов Аристотель Зейнуллинович, Кипнис Лев Семенович, Кузембаев Серик Бапаевич
МПК: B22C 15/02
Метки: способ, двустороннего, уплотнения, форм
Формула / Реферат:
Изобретение относится к литейномупроизводству, а именно к способам изготовлениялитейных форм уплотнением песчано-глинистыхсмесей. Цель изобретения - уменьшениенеравномерности уплотнения в объеме формы.Способ двустороннего уплотнения литейных формвключает заполнение литейной оснастки смесью споследующим ее нижним и верхним прессованием.Величина хода нижнего прессования превышает в1,5-2,0 раза величину хода верхнего прессования.
Устройство для испытания формовочной смеси на трехосное сжатие
Номер предварительного патента: 1374
Опубликовано: 15.12.1994
Авторы: Исагулов Аристотель Зейнуллинович, Ботов Анатолий Петрович, Мирошниченко Семен Андреевич, Исагулов Саят Тулеуович
МПК: B22C 15/00
Метки: испытания, смеси, трехосное, устройство, сжатие, формовочной
Формула / Реферат:
Изобретение относится к литейному производству, в частности к устройствам для уплотнения или испытания образцов формовочных смесей на трехосное сжатие. Изобретением решается задача равномерного сжатия образца смеси при испытании и повышение производительности устройства. Устройство состоит из корпуса для размещения образца смеси и силовой плиты. В корпусе расположены механизмы, состоящие из клиновидных элементов. На наклонной плоскости каждого...
Способ изготовления литейных форм
Номер патента: 1172
Опубликовано: 15.09.1994
Авторы: Егоров Виктор Владимирович, Ботов Анатолий Петрович, Иванов Евгений Иванович, Исагулов Аристотель Зейнуллинович, Матвеенко Иван Владимирович, Кузембаев Серик Бапаевич, Левинсон Владимир Абрамович
МПК: B22C 15/22
Метки: изготовления, способ, литейных, форм
Формула / Реферат:
Изобретение относится к литейному производству, в частности к изготовлению литейных форм низкоимпульсным способом. Цель изобретения - повышение качества уплотнения литейных форм. Способ заключается в том, что в опоку засыпается смесь, уплотняется импульсным воздействием, а в момент достижения максимального давления импульса над смесью производят допрессовку смеси. Способ позволяет снизить расход воздуха.
Способ выбивки
Номер патента: 451
Опубликовано: 15.03.1994
Авторы: Евстифеев Юрий Александрович, Шаяхметов Булат Кулькенович, Матвеенко Иван Владимирович, Кузембаев Серик Бапаевич
МПК: B22D 29/00
Формула / Реферат:
Способ выбивки литейных форм, включающий виброударное воздействие на смесь одновременно со статическим усилием на нее, отличающийся тем, что с целью повышения производительности процесса и улучшения санитарно-гигиенических условий труда, виброударное воздействие на смесь осуществляют с частотой 20-50 Гц, а удельная энергия выбивки равна 20-50 Дж/кг.
Предыдущий патент: Жидкоподвижная смесь для изготовления литейных форм и стержней
Следующий патент: Способ газоимпульсной формовки
Случайный патент: Депрессорно-ингибиторная присадка для высокопарафинистых нефтей