Способ выбивки
Номер патента: 451
Опубликовано: 15.03.1994
Авторы: Кузембаев Серик Бапаевич, Матвеенко Иван Владимирович, Евстифеев Юрий Александрович, Шаяхметов Булат Кулькенович
Формула / Реферат
Способ выбивки литейных форм, включающий виброударное воздействие на смесь одновременно со статическим усилием на нее, отличающийся тем, что с целью повышения производительности процесса и улучшения санитарно-гигиенических условий труда, виброударное воздействие на смесь осуществляют с частотой 20-50 Гц, а удельная энергия выбивки равна 20-50 Дж/кг.
Текст
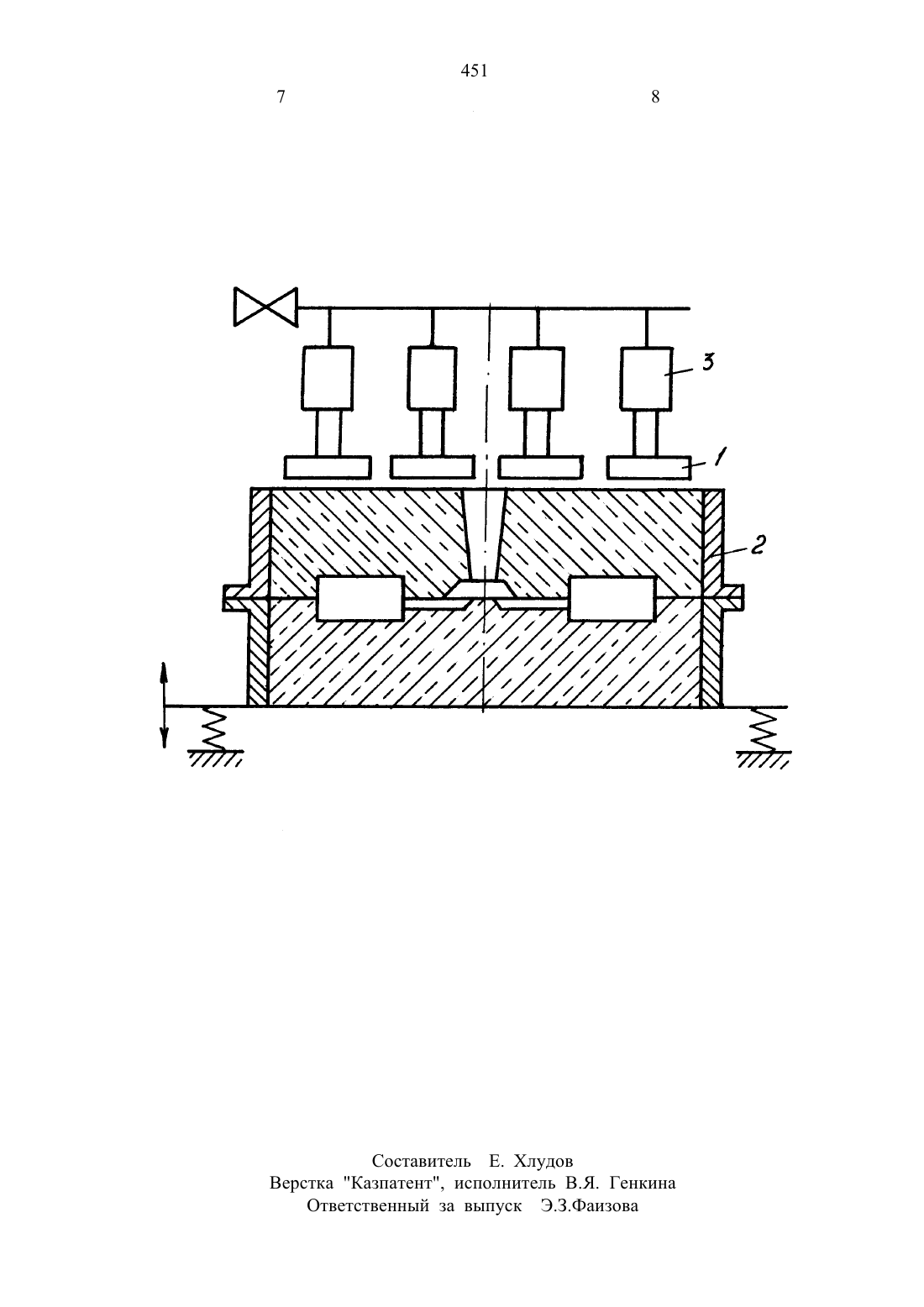
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Авторское свидетельство СССР Не 1100044, кл. В 22 В 29/02, 1983.Авторское свидетельство СССР Не 1052331, кл. В 22 В 29/02, 1981.способам выбивки форм. Цель изобретения повышение производительности процесса и улучшение санитарногигиенических условий труда.Способ включает установку формы на упругое основание и вибро ударное ВОЗДЕЙСТВИЕ СВ 6 рХу на СМЕСЬ ОДНОВр 6 М 6 ННО СО СТЭТИЧЭСКИМусилием. Новым является то, что воздействие осуществляют с частотой 20 50 Гц.ЦЕЛЬ ИЗОбр 9 Т 6 НИЯ ПОВЫШВНИЭ ПРОИЗВОДИТЗЛЬЯОСТИ И КЭЧЭСТВЭ ВЫ бивки и улучшение санитарногигиенических условии труда.На чертеже дана схема реализации способа.Сущность способа заключается в следующем.Диференциальные колодки 1 устанавливают на поверхность литейной формы 2, находящейся на упругом основании, например, на полотне инерционной выбивной решетки. Колодки приводятся в движение независимыми ударными устройствами 3. Медленно опуская блок ударных устройств, производят статическое воздействие на смесь. Одновременно с этим включаются сами устройств., и колодки начинают наносить уда ры по смеси частотой 2 О 5 О Гц. дифференциация колодок позволяет дозировать удельную энергию выбивки для каждого участка формы и предотвратить бой тонкостенного литья при выбивке путем приложения большей энергии (до Зо Дж/кг) к тем участкам, которые не содержат отливки. К участкам формы над отливкой прикладывается меньшая энергия.В процессе выбивки колодки внедряются в смесь, и она последовательными слоями высыпается из опоки. При этом смесь дробится. Размеры комков спеченной смеси значительно меньще, чем при традиционнойвыбивке Отливка быстрее и более качественно отделяется от кома сме 451 5 6си, которыи разрушается значительно быстрее. Производительность процесса увеличивается. Кроме того, опока не бьется о полотно ре щетки, а прижата к ней (удары наносятся сверху колодками). Поэтому шум и пнлевнделение уменьшаются, что улучшает санитарногигиени ческие условия труда.Экономический эффект состоит в повышении производительности труда, снижении расходов на пылеочистку и уменьшении трудозатратна последующую очистку литья и переработку оборотнои смеси.Способ выбивки литейных форм, включающий виброударное воздейст вие на смесь одновременно со статическим усилием на нееотшшшюшиши тем, что с Целью повышения производительности процесса и улучшения санитарногигиенических условий труда, виброударное воз деиствие на смесь осуществляют с частотой 20-50 Гц, а удельнаяэнергия выбивки равна 2 Ом 5 О Дж/кг.Составитель Е. Хлудов Верстка Казпатент, Исполнитель В.Я. Генкина Ответственный за выпуск Э.3 ФаИз 0 ва
МПК / Метки
МПК: B22D 29/00
Код ссылки
<a href="https://kz.patents.su/4-451-sposob-vybivki.html" rel="bookmark" title="База патентов Казахстана">Способ выбивки</a>
Способ определения содержания ионов металла в катионите

Номер патента: 195
Опубликовано: 20.12.1993
Автор: Шубинок Александр Владимирович
МПК: G01N 30/96
Метки: катионите, определения, содержания, ионов, способ, металла
Формула / Реферат:
Аппарат для проведения катетерной реканализации относится к медицинской техникеи может быть использован в реаниматологии для оказания экстренной помощибольным с тромбоэмболией легочной артерии.
Способ обжига минерального сырья
Номер патента: 56
Опубликовано: 10.12.1993
Автор: Маков Евгений Павлович
МПК: C04B 7/44
Метки: обжига, сырья, минерального, способ
Формула / Реферат:
Изобретение относится к промышленности строительных материалов, преимущественно к способам обжига минерального сырья. Цель изобретения - повышение производительности. В предлагаемом способе обжига минерального сырья в интервале температур 250 - 1400°С материал нагревают со скоростью 1,2-7,5 град/с, что обеспечивает повышение производительности в 1,2 раза по сравнению с прототипом.
Способ получения плавленного полифосфата кальция
Номер патента: 271
Опубликовано: 30.12.1993
Авторы: Чернякова Раиса Михайловна, Серазетдинов Дуглас Зияевич, Соболев Борис Петрович, Байжанов Казбек Сейлханович, Кармышев Василий Федорович, Кирпичников Александр Васильевич, Размахнин Виктор Борисович, Менлибаев Абу, Ошакбаев Мэлс Тлеубердиевич
МПК: C05B 11/00, C05B 1/02
Метки: получения, кальция, полифосфата, плавленного, способ
Формула / Реферат:
Изобретение отноcитcя к технологии получения полимерных фосфатов и может быть использовано в качестве удобрений и средств минеральной подкормки. Цель изобретения - повышение содержания цитратной и солянорастворимой формы Р2О5 в продукте. Способ получения плавленного полифосфата кальция включает разложение фосфатного сырья экстракционной фосфорной кислотой с последующим нагреванием полученной смеси до 1000-12000С. В полученную смесь после...
Полимерная фрикционная композиция
Номер патента: 277
Опубликовано: 30.12.1993
Авторы: Новосельцев Павел Васильевич, Изюмова Вера Ивановна, Лузинова Елена Ивановна, Чумичев Борис Митрофанович, Журавель Владимир Павлович, Козлова Галина Павловна, Травин Владимир Леонидович, Королев Евгений Александрович, Никонова Людмила Михайловна
МПК: C08J 5/14, C08L 61/10
Метки: полимерная, фрикционная, композиция
Формула / Реферат:
Изобретение относится к промышленности асбестовых технических изделий,. в частности к полимерным фрикционным материалам для изготовления тормозных накладок, например, тормозов легковых автомобилей. Изобретение позволяет повысить износостойкость и прочность соединения колодки с накладкой при обычных и повышенных температурах за счет использования композиции, содержащей, мас. %: фенолформальдегидная смола 10-12; бутадиеннитрильный каучук с...
Способ получения фосфорсодержащего удобрения
Номер патента: 272
Опубликовано: 30.12.1993
Автор: Левин Владимир Геннадьевич
МПК: C05B 11/04
Метки: получения, фосфорсодержащего, способ, удобрения
Формула / Реферат:
Изобретение относится к технологии получения фосфорсодержащих минеральных удобрений. Цель изобретения - уменьшение содержания водорастворимой формы Р2О5 и повышение содержания медленнорастворимой формы Р2О5 , а также снижение расхода кислот и аммиака. Способ получения фосфорсодержащего удобрения включает разложение фосфатного сырья фосфорной и серной кислотами, нейтрализацию полученной пульпы, грануляцию и сушку продукта. Фосфатное сырье...
Предыдущий патент: Способ получения слитков в кристаллизаторе горизонтального типа
Следующий патент: Устройство для съема окислов с поверхности расплава в изложнице
Случайный патент: Многослойная гипсовая панель