Способ двустороннего уплотнения форм
Номер патента: 2406
Опубликовано: 15.09.1995
Авторы: Кипнис Лев Семенович, Ботов Анатолий Петрович, Кузембаев Серик Бапаевич, Исагулов Аристотель Зейнуллинович
Формула / Реферат
Изобретение относится к литейномупроизводству, а именно к способам изготовлениялитейных форм уплотнением песчано-глинистыхсмесей. Цель изобретения - уменьшениенеравномерности уплотнения в объеме формы.Способ двустороннего уплотнения литейных формвключает заполнение литейной оснастки смесью споследующим ее нижним и верхним прессованием.Величина хода нижнего прессования превышает в1,5-2,0 раза величину хода верхнего прессования.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Авторское свидетельство СССР Не 789204, кл. В 22 С 15/00, 1980(54) Способ двухстороннего уплотнения форм(573 Изобретение относится к шатейновлу производству, а умение н способам изготовления литейных форм утешением пестшо-глшшсшх смесей. Цель изобретения 4 уменьшение неравномерности уплотнения в объеме формы. Способ двустороннего тот-пения литейных форы выметает заполнение штейной оонастъш стеганое последующем ее гашиш и верхним грессовеътем. Величина хода шовногопресеоваъшн превышает в 1.52.0 раза веткам хода верхнего прессования.Изобретение относится к антенному производству, а колонне н способам изготовления лнтейтшх форм уплотненная песчано-глшаистъос тесен.Известен способ уплотнения форм верхним грессовашем гшосъюй или профшьнсй прессовой колонной Ллатвеешсо НАЗ. Терек-лай 8.51. Оборудование литейном цехов М,Машшсстроенне, 1985, стр. З/. При вертел прессование на столе прессовой навалены монтируют плиту с владельца. На гпптту устанавливают сосну н наполннтельнуъо ролику. Ыне ротики находится травфса с прессовой неполной. Высота прессовой нолодшл равна внсоте наполнительной разнял. при опускании траверсы колодке входит вщгтрь наполнитель ной раджи, вытесняя из нее формовочные смесь в слону. Еллнняя плоскость колоде в нон ЦЭ ПЪЭВСООВЭЪШЯ ДОХОШТТ ДО УРОВНЯ верхней глрошш ОПОЕИ. ОСНОВНОЙ НЗЦОСТВТОК ВЕЭЭХНЕЭРОпрессования - неравномерность уплотнения. Обьеьлн смеси непосредственно под двшущейч он колодкой уплотнится гораздо стальное, чем тотнвслежазшле /т.е. нонтрлад и лад формы .Для уменьшения неравномерности бьш разработан способ гневного прессования модель ной или щетиной плитой /Там лед При данном способе стол с модельной шитой н моделью перемещается вертикально относительно наполнительной разл-си. Модель перед прессованием располагается вине верхней плоскости ранена, на которую устанавливает слону. Сьшеу опеки прещгсматрътваетсн ненотош объем формовочной отнеси для прессования. Носи ле заполнения олени формовочной смесью над ней устанавливают траверсу. При поливала стола смесь из салаки вьлрессовъддвается в слону отвезу. Формовочнан смесь в слоне прессуется монетные при ее решении вверх. при этом способе за счет выездного трех-лая смесь в зазорах мещан моделью и стенной споют угшотннется лучше. Однако уъленьшаетсн степень угшстнеьнля с противоположной стороны хнонтрлалал Неравномерность утшотнеъзня остается.НЭИЛУЪШМЕЗ результаты дает ЦВУСТОВОННЭВ ПОЭССОВЭНИВ сверху И (ВНИЗУ, ОДОВРЭМВННОтяни последовательно авторское свидетельство ООСР Н 789204, ни. В 22 С 15/00, 19801.Однако в этом случае вместо одной наполнительной решал продолжатся две. Вьхоота внешней наполнительной реши проворно в 2 раза меньше, чем в случае шинного прессование. Ооответствеьлно ниве и степень уплотнения. Повышение давления прессования для повьшгештя степени штлотнешгя нецелесообразно нз-еа пионерского характера формовочной склеен.ЦЕЛЬЮ ИЗООВВТОШШ НВЛНШОЯ УМОНЬШЗНИЭ НЭРВВНОМВВНОСТИ ШШОТНВНРШ В ОГЪЭМЕЭ ФОВМЫ.Поставленная цель достигается тем, что в способе двустороннего уплотнения литейных форм, детищем заполнение вставшей оснастки отвесно с послепдюнмхл ее втащены и верхним гресоовашлем, согласно изобретение величина хода летнего прессования гюевншает в 15-2 О раза величину кола верхнего прессования.Сущность предлагаемого способа защищается в слещлощем. На столе прессового устройства истатичесною шли шщльсного, высокоскоростного действия/ тратится напаиваттельная рашга. шеста ее на 30 400 больше расчетной. На рахита устанавливается опока и вертел нашла три необходимости и заполняется формовочной смесью. Количество смеси сбыт-твое, т.е. соответствует расчетному технологически необходимом. Поэтому уровень смеси будет шишке уровня спеша или верхней наполнительной ремни.При встанем гюессованзш ггроисхотсит угшотнеъше смеси у стен напишите-явной ремнив опокн за счет внешнего трения о стенки и бокового давление до /1351,4/1 Оз ът/мэ.- При последующем подставит вершаего прессования происходит уплотнение смеси в основном по объему и в меньшей мере у стен.В результате тщетность смеси пс всему объему наращивается в срешчем до /16 1,75/1 О 3 тег/из, т.е. до технологически необходимой.Гвэешпгщество предлагаемого способа в том, что сводится до шанса/мн тление краевых эффектов, т.е. застойных зон у стенок опеки. Гшогность смеси здесь ПОВЫШЗВТСН,что особенно ванне в зазорах метлу моделью и опекой. Поэтому способ рекомендуется для уплотнения моделей с высотах вертивальълаш стегшами, особенно расположеныСпособ потустороннего шшотнения штейньш форм, вовладеете шейкойоснастил смесыо с последствии ее шатнула в вфэсъим прессованием, отличавшимися в том, что с целью уменьшения неравномерности угзлотнеъмя в объеме форзац ветчина хода шт него ггоесеования ггоевышает в 1.5-2.0 раса величину хода веохнего поесоования.Составитель Верстка МП КРИЦ, исполнитель Д.Л.Горбун 0 в Ответственный за выпуск Э.З. Фаизова
МПК / Метки
МПК: B22C 15/02
Метки: уплотнения, форм, двустороннего, способ
Код ссылки
<a href="https://kz.patents.su/3-2406-sposob-dvustoronnego-uplotneniya-form.html" rel="bookmark" title="База патентов Казахстана">Способ двустороннего уплотнения форм</a>
Способ изготовления литейных форм
Номер патента: 1172
Опубликовано: 15.09.1994
Авторы: Егоров Виктор Владимирович, Ботов Анатолий Петрович, Матвеенко Иван Владимирович, Кузембаев Серик Бапаевич, Иванов Евгений Иванович, Левинсон Владимир Абрамович, Исагулов Аристотель Зейнуллинович
МПК: B22C 15/22
Метки: изготовления, литейных, способ, форм
Формула / Реферат:
Изобретение относится к литейному производству, в частности к изготовлению литейных форм низкоимпульсным способом. Цель изобретения - повышение качества уплотнения литейных форм. Способ заключается в том, что в опоку засыпается смесь, уплотняется импульсным воздействием, а в момент достижения максимального давления импульса над смесью производят допрессовку смеси. Способ позволяет снизить расход воздуха.
Герметизирующая композиция для уплотнения гибкого штока гидроцилиндра
Номер патента: 540
Опубликовано: 15.03.1994
Авторы: Трифонов Сергей Васильевич, Негруцкий Сергей Борисович
МПК: C09K 3/10
Метки: штока, гидроцилиндра, герметизирующая, гибкого, уплотнения, композиция
Формула / Реферат:
Изобретение относится к получению герметизирующей композиции, используемой преимущественно в гидроцилиндрах с гибким штоком для уплотнения последнего от утечек рабочей жидкостей позволяет повысить сдвиговую вязкость композиции, масло- и водостойкость герметика. Для этого используют в качестве пластификатора петролатум или битум и дополнительно вводят в композицию канифоль, хлопковую вату и консистентную смазку "Литол" на основе смеси веретенного...
Способ выбивки
Номер патента: 451
Опубликовано: 15.03.1994
Авторы: Матвеенко Иван Владимирович, Евстифеев Юрий Александрович, Шаяхметов Булат Кулькенович, Кузембаев Серик Бапаевич
МПК: B22D 29/00
Формула / Реферат:
Способ выбивки литейных форм, включающий виброударное воздействие на смесь одновременно со статическим усилием на нее, отличающийся тем, что с целью повышения производительности процесса и улучшения санитарно-гигиенических условий труда, виброударное воздействие на смесь осуществляют с частотой 20-50 Гц, а удельная энергия выбивки равна 20-50 Дж/кг.
Способ опеделения прочности формовочной смеси и устройство для его осуществления
Номер патента: 1171
Опубликовано: 15.09.1994
Авторы: Ботов Анатолий Петрович, Егоров Виктор Владимирович, Матвеенко Иван Владимирович, Левинсон Владимир Абрамович, Исагулов Аристотель Зайнуллинович, Кузембаев Серик Бапаевич
МПК: B22C 1/00
Метки: прочности, осуществления, устройство, опеделения, формовочной, способ, смеси
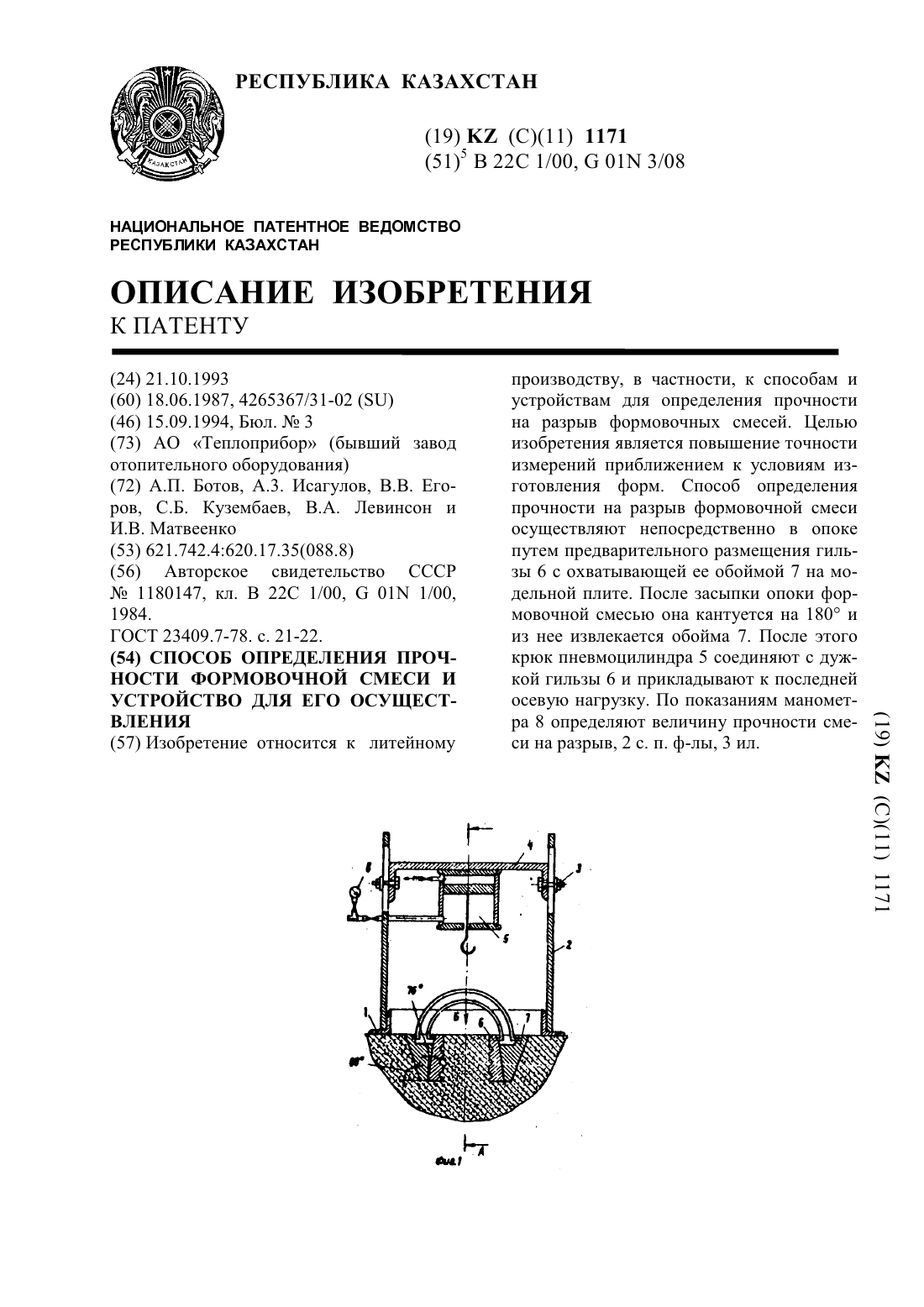
Формула / Реферат:
Изобретение относится к литейномупроизводству, в частности, к способам иустройствам для определения прочности на разрывформовочных смесей. Целью изобретения являетсяповышение точности измерений приближением кусловиям изготовления форм. Способ определенияпрочности на разрыв формовочной смесиосуществляют непосредственно в опоке путемпредварительного размещения гильзы 6 сохватывающей ее обоймой 7 на модельной плите.После засыпки опоки формовочной...
Способ закрепления печатных форм на формном цилиндре печатной машины для гравирования с катушкой и устройство для его осуществления
Номер патента: 1513
Опубликовано: 15.12.1994
Автор: Джон Мур
МПК: B41F 27/10
Метки: катушкой, способ, устройство, машины, формном, форм, закрепления, осуществления, печатных, печатной, гравирования, цилиндре
Формула / Реферат:
Изобретение относится к полиграфической промышленности. Цель изобретения - повышение качества печати. Слой клея наносят на часть поверхности цилиндрической рубашки, соответствующую ширине печатной пластины, причем длина слоя к периферии цилиндра предпочтительно больше длины пластины. Затем накладывают одни из печатных пластин на поверхность цилиндрической рубашки, покрытую слоем клея, после чего на поверхности цилиндрической рубашки и кромки...
Предыдущий патент: Устройство для двусторонней гибки труб
Следующий патент: Импульсная головка .
Случайный патент: Способ производства шамота.