Способ нанесения антикоррозионного покрытия на внутреннюю поверхность труб
Номер инновационного патента: 27327
Опубликовано: 16.09.2013
Авторы: Алимбаев Базартай Алимбаевич, Манапбаев Бауыржан Жарканбекович
Формула / Реферат
Изобретение относится к строительству и ремонту объектов добычи, транспортировки, переработки и хранения нефти, газа и воды и может быть использовано при защите от внутренней коррозии трубопроводов в различных отраслях промышленности.
Сущность изобретения: перед тем как на внутреннюю поверхность трубы наносится покрытие, определяют по опыту эксплуатации данной трубы его напряженно-деформированную работу, дефектные участки и учитывают ферромагнитные свойства сталей. Насосной установкой подают антикоррозионное покрытие в жидком виде, создают избыточное давление в трубе на 25-30% выше от его рабочего давления, при этом покрытие заполняет все имеющиеся и образованные от давления трещины и дефекты металла трубы. В качестве материала антикоррозийного покрытия используют силикатно-эмалевые, полимерные или комбинированные покрытия.
Такой способ нанесения антикоррозионного покрытия на внутреннюю поверхность труб найдет широкое внедрение при защите от коррозии трубопроводов в различных отраслях промышленности.
Текст
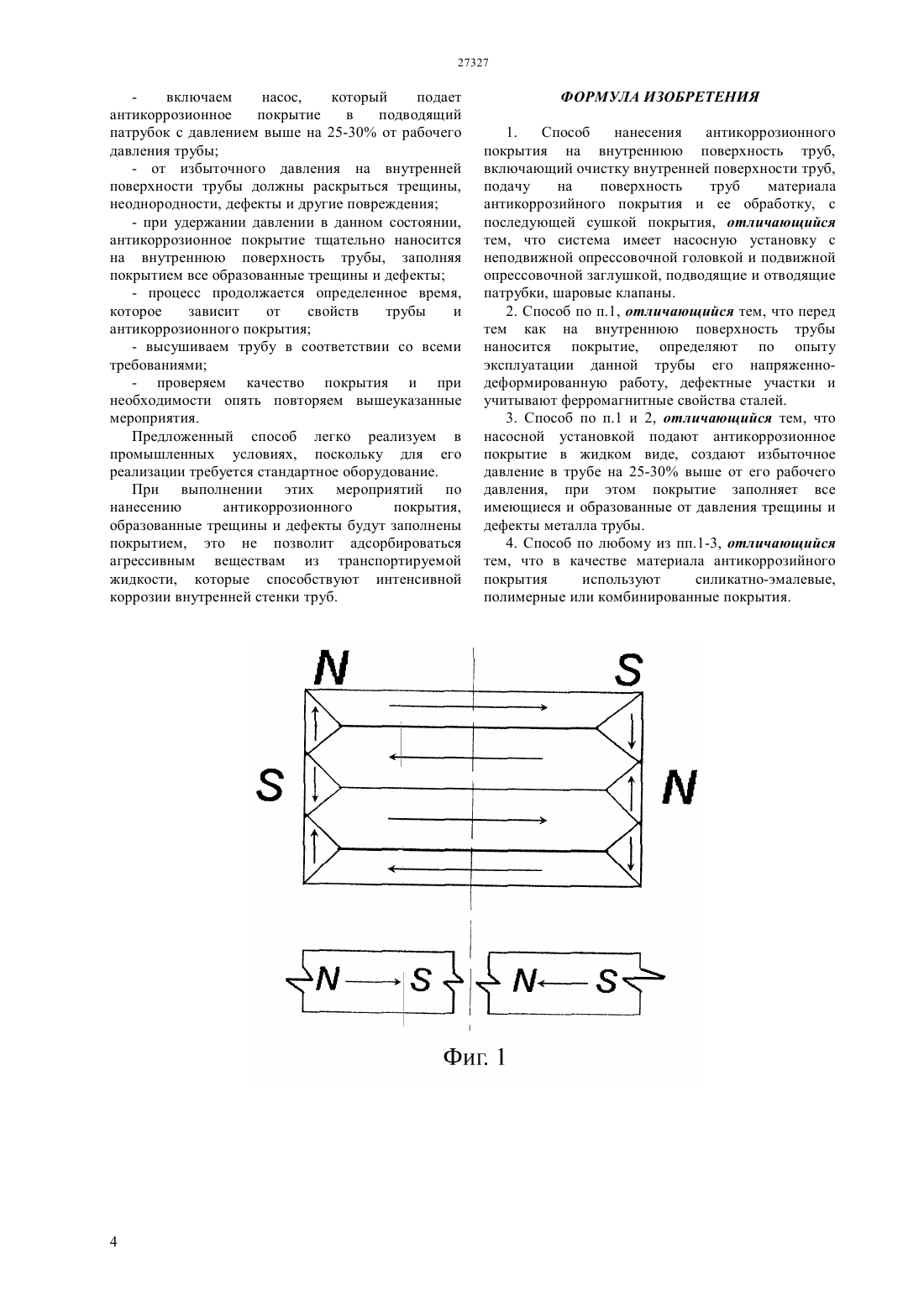
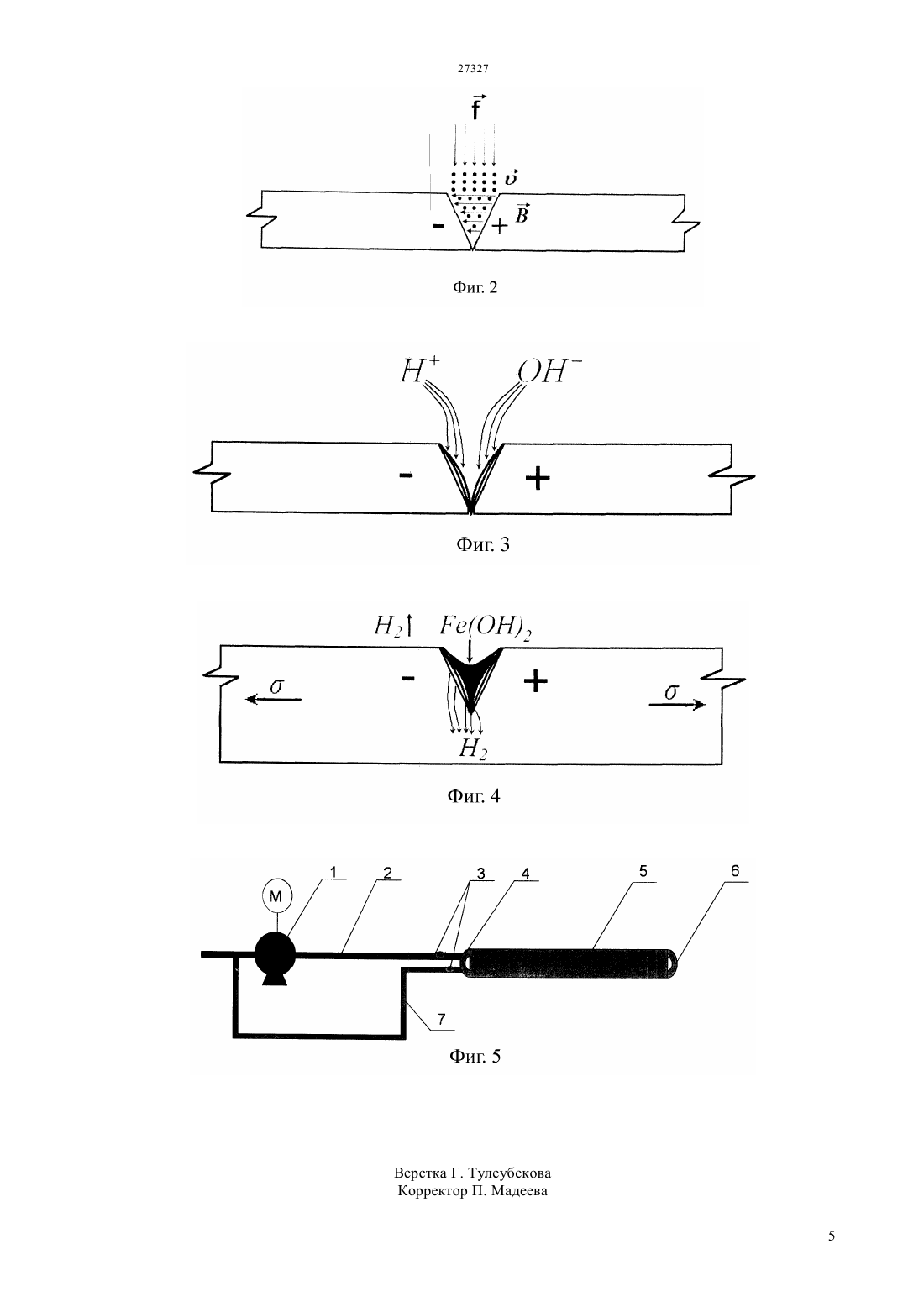
(51) 09 1/02 (2006.01) 05 9/04 (2006.01) 05 9/06 (2006.01) 16 58/14 (2006.01) 16 101/16 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Сущность изобретения перед тем как на внутреннюю поверхность трубы наносится покрытие, определяют по опыту эксплуатации данной трубы его напряженно-деформированную работу,дефектные участки и учитывают ферромагнитные свойства сталей. Насосной установкой подают антикоррозионное покрытие в жидком виде, создают избыточное давление в трубе на 25-30 выше от его рабочего давления, при этом покрытие заполняет все имеющиеся и образованные от давления трещины и дефекты металла трубы. В качестве материала антикоррозийного покрытия используют силикатно-эмалевые, полимерные или комбинированные покрытия. Такой способ нанесения антикоррозионного покрытия на внутреннюю поверхность труб найдет широкое внедрение при защите от коррозии трубопроводов в различных отраслях промышленности.(72) Алимбаев Базартай Алимбаевич Манапбаев Бауыржан Жарканбекович(73) Республиканское государственное казенное предприятие Таразский государственный университет им. М.Х. Дулати Министерства образования и науки Республики Казахстан(54) СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ(57) Изобретение относится к строительству и ремонту объектов добычи, транспортировки,переработки и хранения нефти, газа и воды и может быть использовано при защите от внутренней коррозии трубопроводов в различных отраслях промышленности. Изобретение относится к строительству и ремонту объектов добычи, транспортировки,переработки и хранения нефти, газа и воды и может быть использовано при защите от внутренней коррозии трубопроводов в различных отраслях промышленности. Известен способ нанесения антикоррозионного покрытия на металлическую поверхность (А.с. СССР 1206068, В 24 В 39/00, от 1986),включающий обработку металлической поверхности вращающейся упругой щеткой. Материал покрытия(металл) при взаимодействии с ворсом щетки плавится и в виде капель переносится на обрабатываемую поверхность. Упрочненная таким образом металлическая поверхность обладает большей стойкостью к атмосферной коррозии. Также известен способ нанесения антикоррозионного покрытия на металл,включающий подачу на его поверхность материала антикоррозийного покрытия и обработку ее вращающимся рабочим органом, где подачу материала антикоррозийного покрытия на поверхность металла осуществляют в твердом виде,а в качестве рабочего органа используется шлифовальный круг и материала антикоррозийного покрытия используют стекло, пластмассу или металл (Патент 2167219, С 23 С 26/00 от 20.05.2001). Недостатком данных способов являются повышенная энергоемкость из-за необходимости расплавления материала покрытия или из-за энергозатраты на вращения шлифовального круга,низкое качество антикоррозионного покрытия и повышенную опасность, связанную с разлетанием металла при вращении щетки и шлифовального круга. Известен способ восстановительного ремонта и подготовки к эксплуатации нарезных нефтегазопромысловых труб и передвижной комплекс для его осуществления, содержащий первоначальную подготовку к ремонту труб, их разбраковку и очистку, неразрушающий контроль тела труб и их резьбовых элементов, ремонт,гидравлические испытания труб, нанесение на трубные резьбовые элементы антизадирное покрытие, очистку внутренней поверхности труб и нанесение на нее антикоррозионное покрытие с последующей сушкой, маркировку и комплектацию в трубные колонны. Ремонт проводят путем ультразвукового восстановления, для чего после контроля качества резьбовых элементов единый технологический поток труб распределяют на два технологических ручья, при этом гидроиспытания труб совмещают с неразрушающим контролем тела трубы методом акустической эмиссии, а между ультразвуковой обработкой резьбовых элементов и нанесением антизадирного покрытия на трубный резьбовой элемент каждой из труб выдерживают время, меньшее периода релаксации металла на контактных поверхностях резьб (Патент 000285,В 23 Р 6/00, 23 41/00 от 25. 06.1998). Недостатком данного способа является сложная последовательность технологического процесса,2 оборудование и переоборудование его различными дополнительными устройствами и средствами. Это приводит к сложности конструкции устройства и большим материальным затратам. Недостатком всех выше указанных способов является не учет того факта, что стальные конструкции являются ферромагнитными материалами, в которых в нормальных условиях существуют доменные структуры. Тем не менее,имеются изобретения, основанные на магнитной обработке технологических жидкостей, которые применяются для снижения коррозии внутренней поверхности трубопроводов технологических жидкостей в разных отраслях. Известен способ обработки коррозионной среды,включающий воздействие на среду магнитным и электрическим полями и создание градиента концентрации ионов. Электрическое поле индуцируют магнитным полем. Вектор магнитной индукции магнитного поля перпендикулярен вектору скорости потока среды. Индуцируемое электрическое поле перемещает ионыдеполяризаторы в направлении от коррозирующей поверхности. Технический результат заключается в снижении скорости коррозии металла трубопроводов за счет минимизации катодных процессов деполяризации,способствующих коррозии металла (Патент 2293707, 02 1/48 от 20.02.2007). Недостатком данного и тому подобных (Патент 2287492, 02 1/48 от 20.11.2006) способов является недостаточный учет ферромагнитных свойств металла труб, постоянное использование электроэнергии, контроль состава коррозионной среды, который влечет за собой постоянное регулирования обработки магнитными и электрическими полями. Это приводит к сложности конструкции устройства и постоянным материальным затратам. Задачей изобретения является разработка способа нанесения антикоррозионного покрытия на внутреннюю поверхность труб с учетом влияния ферромагнитных свойств металла труб, с целью повышения их долговечности. Известно, что механизм развития коррозии играет важную роль при разработке способов и методов защиты от коррозии стальных конструкций. Учет ферромагнитных свойств стальных конструкций дает возможность пересмотреть механизм развития коррозии и предложить более эффективные методы защиты от коррозии. Механизм заключается в следующем. Адсорбция коррозионно-активных веществ из среды влияет на уменьшение сродство поверхностных атомов поверхностей стальных конструкций. Под действием различных нагрузок и ударов на ослабленных адсорбцией поверхностях стальных конструкций появляются трещины. Элементы стальных конструкций являются ферромагнитными материалами, состоящие из доменных структур (Акулов Н.С. Ферромагнетизм. М.-Л. Госиздат, технической и теоретической литературы, 1939.). В свою очередь, появившиеся трещины и дефекты повреждают доменные структуры в ферромагнитных материалах, в которых при повреждении изменяются магнитные характеристики. При нарушении доменной структуры стали,происходит разделение доменов на части (фиг.1),из-за этого в концах трещин начинают создаваться магнитные полюса(Гораздовский Т.Я. Неразрушающий контроль.- М. Знание, 1977, с.64),а между ними действовать магнитное поле. Как известно (Савельев И.В. Курс общей физики. Электричество. - М. Наука, 1970. - т.2. с.432), на заряды движущихся в магнитном поле, созданном от нарушенных структур ферромагнитных доменов,то есть между краями трещин, действует сила Лоренца, описываемая по формуле В обычной водной среде присутствуют молекулы воды Н 2 О, ионы гидроксония Н 3 О и гидроксила ОН. Перемещение ионов в воде происходит по особому, так называемому эстафетному механизму(Стромберг А.Г.,Семченко Д.П. Физическая химия. Учеб. для хим. спец. вузов. Под редакцией А.Г. Стромберга. - 4-е изд. испр. - М. Высш. шк., 2001. с.527), который состоит в том, что между ионами гидроксония Н 3 О и молекулами воды, а также между молекулами воды и ионами ОНнепрерывно происходит обмен ионами водорода Н. Под действием силы Лоренца(Брановер Г.Г.,Цинобер А.Б. Магнитная гидродинамика несжимаемых сред. М. Главная редакция физико-математической литературы издательства Наука, 1970, с.380.) происходит разделение ионов с разными знаками, это способствуют дополнительному появлению между краями трещин ионов водорода Н и гидроксилионов ОН, то есть диссоциации воды. Кроме этого, сила Лоренца играет важную роль при абсорбции частиц из водной среды. Особенно,интенсивно будут поглощаться трещинами положительные ионы по направлению силы Лоренца. На ионыдвижущиеся с определенной скоростьюв магнитном поле В действует сила Лоренца Л, которая старается повернуть ионы в перпендикулярном направлении (фиг.2). За счет силы Лоренца действующем в этом магнитном поле ионы водорода Н и гидроксил-ионы ОНбудут притягиваться к краям трещины как к полюсам магнита (фиг.3). После прохождения физического процесса начинается химический процесс, т.е. реализуется этап развития трещин - их коррозионное зарождение. В трещине из-за недостатка кислорода активно протекает реакция 22 е- 22 ОН-2 2 Н 2 е-Н 2,(2) В результате химической реакции образуется гидроксид железа , который создает пленку. Она наполняет образовавшиеся трещины (фиг.4), что приводит к замедлению или завершению выше приведенных физических и химических процессов,то есть к пассивации металла. Также, в данном случае активно восстанавливается и абсорбируется водород. За счет силы Лоренца к вершине трещины сильно притягиваются и абсорбируются только ионы водорода Н, так как они имеют положительный зарядионов. В трещине ионы водорода Н восстанавливаются, и по двум схемам удаляются из трещины, то есть часть абсорбируется в структуру металла через вершину трещины, а остальная часть удаляется как газ в атмосферу Н 2(в атмосферу) 4 Н 4 е 2 Н (абсорбируется металлом) Часть водорода,попавшая в металл,диффундирует по его объему в зону максимальных трехосных напряжений, которая находится перед вершиной трещины. Поступивший в эту зону водород,ускоряет процесс коррозионного подрастания трещины, так как наводороживание металла существенно снижает его коррозионную стойкость (фиг.4). На внешней поверхности оксидной пленки,доступной растворенному кислороду в воде,гидроксид железаокисляется до гидроксида железа 422 Н 2 ОО 243 В дальнейшем происходит частичная дегидратация гидроксида железа . Данная реакция описана в следующей формуле Стальные конструкции работают в постоянных условиях переменных нагрузок (напряжений). При малейшем механическом воздействии - увеличение величин механических напряжений или простое механическое воздействие на элементы стальных конструкций,ранее отмеченные трещины раскрываются, и возобновляется процесс коррозии. Требуется, чтобы даже при образованных трещинах защитные покрытия сохраняли металл от коррозии. Учитывая вышесказанное, в нами предложен следующий способ нанесения антикоррозионного покрытия на внутреннюю поверхность труб (фиг.5)- перед тем как на внутреннюю поверхность трубы наносится покрытие, определяем по опыту эксплуатации данной трубы его напряженнодеформированную работу и дефектные участки- крепко закрепляем трубу 5 на лежак для труб- с одной стороны трубы заглушаем неподвижной опрессовочной головкой 6, а с другой стороны подвижной опрессовочной заглушкой 4- соединяем к подвижной опрессовочной заглушке подводящие 2 и отводящие 7 патрубки,которые соединены к насосной установке 1,развивающий высокий напор- подводящие и отводящие патрубки имеют шаровые клапаны 3 3 включаем насос,который подает антикоррозионное покрытие в подводящий патрубок с давлением выше на 25-30 от рабочего давления трубы- от избыточного давления на внутренней поверхности трубы должны раскрыться трещины,неоднородности, дефекты и другие повреждения- при удержании давлении в данном состоянии,антикоррозионное покрытие тщательно наносится на внутреннюю поверхность трубы, заполняя покрытием все образованные трещины и дефекты- процесс продолжается определенное время,которое зависит от свойств трубы и антикоррозионного покрытия- высушиваем трубу в соответствии со всеми требованиями- проверяем качество покрытия и при необходимости опять повторяем вышеуказанные мероприятия. Предложенный способ легко реализуем в промышленных условиях, поскольку для его реализации требуется стандартное оборудование. При выполнении этих мероприятий по нанесению антикоррозионного покрытия,образованные трещины и дефекты будут заполнены покрытием, это не позволит адсорбироваться агрессивным веществам из транспортируемой жидкости, которые способствуют интенсивной коррозии внутренней стенки труб. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ нанесения антикоррозионного покрытия на внутреннюю поверхность труб,включающий очистку внутренней поверхности труб,подачу на поверхность труб материала антикоррозийного покрытия и ее обработку, с последующей сушкой покрытия, отличающийся тем, что система имеет насосную установку с неподвижной опрессовочной головкой и подвижной опрессовочной заглушкой, подводящие и отводящие патрубки, шаровые клапаны. 2. Способ по п.1, отличающийся тем, что перед тем как на внутреннюю поверхность трубы наносится покрытие, определяют по опыту эксплуатации данной трубы его напряженнодеформированную работу, дефектные участки и учитывают ферромагнитные свойства сталей. 3. Способ по п.1 и 2, отличающийся тем, что насосной установкой подают антикоррозионное покрытие в жидком виде, создают избыточное давление в трубе на 25-30 выше от его рабочего давления, при этом покрытие заполняет все имеющиеся и образованные от давления трещины и дефекты металла трубы. 4. Способ по любому из пп.1-3, отличающийся тем, что в качестве материала антикоррозийного покрытия используют силикатно-эмалевые,полимерные или комбинированные покрытия.
МПК / Метки
МПК: F16L 101/16, B05C 9/06, F16L 58/14, C09D 1/02, B05C 9/04
Метки: труб, антикоррозионного, поверхность, покрытия, внутреннюю, нанесения, способ
Код ссылки
<a href="https://kz.patents.su/5-ip27327-sposob-naneseniya-antikorrozionnogo-pokrytiya-na-vnutrennyuyu-poverhnost-trub.html" rel="bookmark" title="База патентов Казахстана">Способ нанесения антикоррозионного покрытия на внутреннюю поверхность труб</a>
Способ нанесения пластмассового покрытия на внутреннюю поверхность металлической трубы
Номер инновационного патента: 24242
Опубликовано: 15.07.2011
Авторы: Идрисов Бауржан Рыскалиевич, Ермеков Алмаз Толеуханович, Керей Бекберген Дуйсенбайулы, Ермеков Толеухан Ермекович, Идрисов Рыскали Накипович, Арпабеков Муратбек Ильясович
МПК: B29C 49/00
Метки: способ, поверхность, нанесения, внутреннюю, покрытия, пластмассового, трубы, металлической
Формула / Реферат:
Изобретение относится к способам нанесения полимерного покрытия на внутреннюю поверхность металлической трубы для защиты этой поверхности от коррозия. В основе лежит то, что берется мерная металлическая труба, в нее вводят с осевой центровкой, то есть соосно, извлекаемый кондуктор - трубу или стержень с противоадгезийной, к применяемой пластмассе поверхностью. Соосным положением трубы, или труба к стержень образуют цилиндрический кольцевой...
Способ нанесения на поверхность металла эмалевого покрытия
Номер патента: 6565
Опубликовано: 15.08.2000
Авторы: Нижник Анатолий Николаевич, Иващенко Владислав Анатольевич, Огурцов Олег Владимирович, Туленков Владимир Львович, Пак Виссарион Владимирович
МПК: C23D 5/04
Метки: нанесения, способ, поверхность, эмалевого, покрытия, металла
Формула / Реферат:
Изобретение относится к эмалированию металлических поверхностей, в частности к процессам нанесения эмалевого покрытия на поверхность металлических изделий.Nпособ включает предварительную подготовку поверхности металла, а также использование фриты с определенным гранулометрическим составом. Для повышения производительности процесса и улучшения качества формируемого покрытия фриту с заданным гранулометрическим составом наносят на поверхность...
Способ нанесения антикоррозионного покрытия
Номер предварительного патента: 12613
Опубликовано: 15.01.2003
Авторы: Дюрягина Антонина Николаевна, Тукачев Александр Андреевич, Агишев Сергей Газизович, Болатбаев Казбек Нельевич
МПК: C09D 125/10
Метки: нанесения, антикоррозионного, покрытия, способ
Формула / Реферат:
Изобретение относится к способу нанесенияантикоррозионного покрытия на стальныеконструкции, включающему предварительноенанесение внутреннего протекторного свинцовогослоя методом бестокового химического осаждения,промывку, сушку и нанесение последующеговнешнего покрытия на основе лакокрасочныхкомпозиций, согласно изобретению, для увеличенияадгезии лакокрасочного покрытия к свинцовомуслою и улучшения структурно-механическихсвойств внешнего...
Способ нанесения огнезащитного покрытия и установка для его осуществления
Номер предварительного патента: 1054
Опубликовано: 15.09.1994
Авторы: Ларев Николай Васильевич, Умаев Хасан Умарбекович, Ермаков Евгений Иосифович
МПК: B05D 1/02
Метки: покрытия, установка, огнезащитного, осуществления, нанесения, способ
Формула / Реферат:
Изобретение относится к защите металлических поверхностей от коррозии и к защите различных материалов от воздействия высоких температур. Предложен способ нанесения огнезащитного покрытия, предусматривающий подачу материала покрытия из емкости сжатым воздухом в распылительное устройство и последующее распыление, отличается тем, что до подачи материала покрытия в распылительное устройство, в него подают пластификатор, а при выводе из емкости...
Устройство и способ для нанесения покрытия на подложку
Номер патента: 22226
Опубликовано: 15.01.2010
Авторы: БАТИСТ, Лоран, Кристоф, Бернар, СХАДЕ ВАН ВЕСТРЮМ, Йоханнес, Альфонсус, Франсискус Мария, ГЛЕЙМ, Герардус
МПК: C23C 14/26, C23C 14/22, C23C 14/24...
Метки: нанесения, устройство, покрытия, способ, подложку
Формула / Реферат:
Изобретение относится к устройству для нанесения покрытия на подложку с использованием физического осаждения из паровой фазы содержащему вакуумную камеру, в которой размещена катушка (1) для удержания некоторого количества проводящего материала (10) в состоянии левитации и для нагревания и испарения этого материала при использовании переменного электрического тока в катушке, при этом в катушке размещены средства (3) для изоляции катушки от...
Предыдущий патент: Наполнитель для производства эластомеров
Следующий патент: Способ исключения смерзаемости сыпучих материалов
Случайный патент: Линия по производству комбикормов