Устройство для углового прессования с контролируемым противодавлением
Номер инновационного патента: 22996
Опубликовано: 15.10.2010
Авторы: Андреященко Виолетта Александровна, Найзабеков Абдрахман Батырбекович
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования с контролируемым противодавлением, содержащее пуансон и матрицу с расположенными в ней двумя каналами, пересекающимися под углом друг к другу, отличающееся тем, что между промежуточным и выходным каналами матрицы установлены валки с регулируемой скоростью вращения, с целью осуществления контролируемого противодавления.
Текст
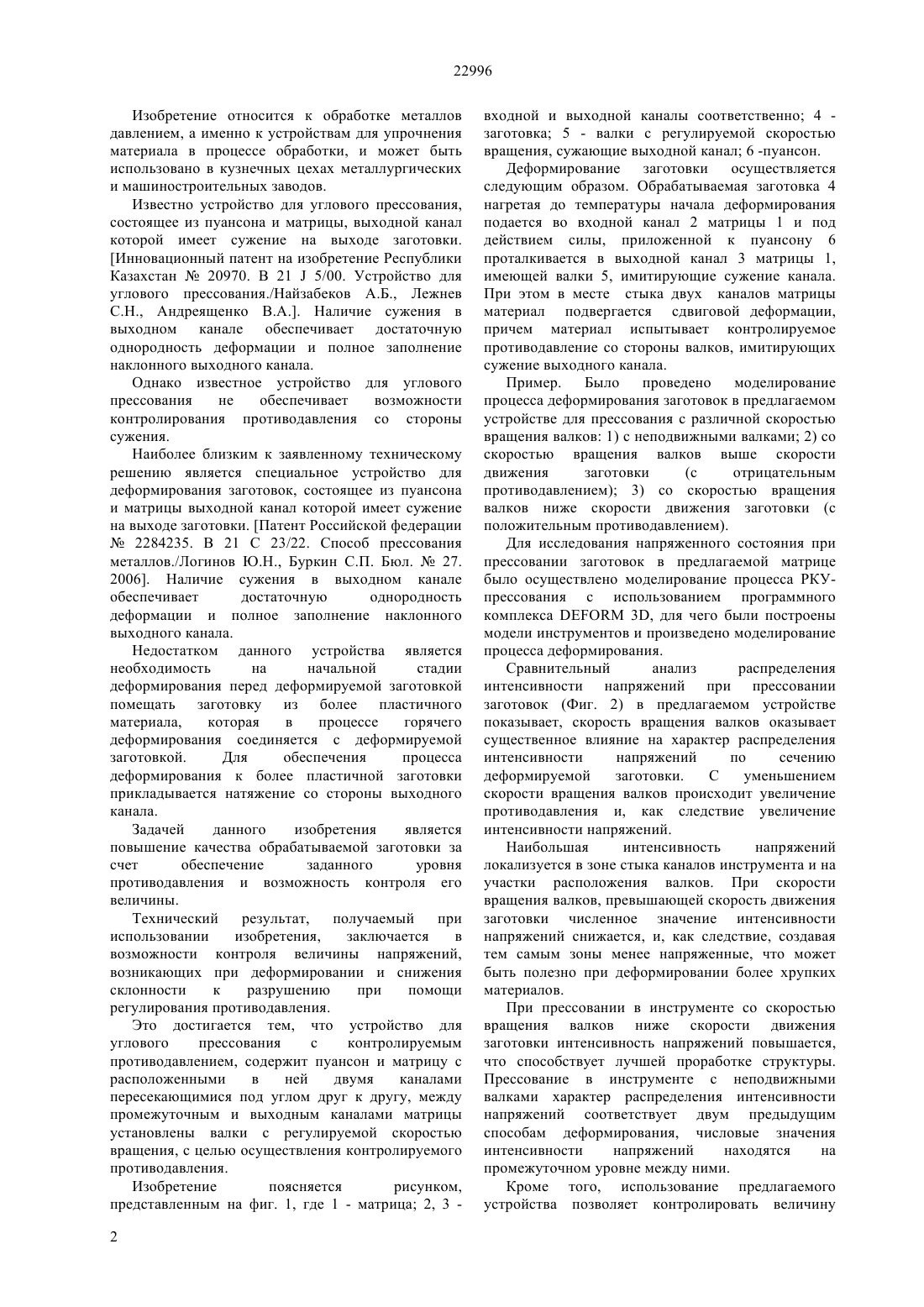
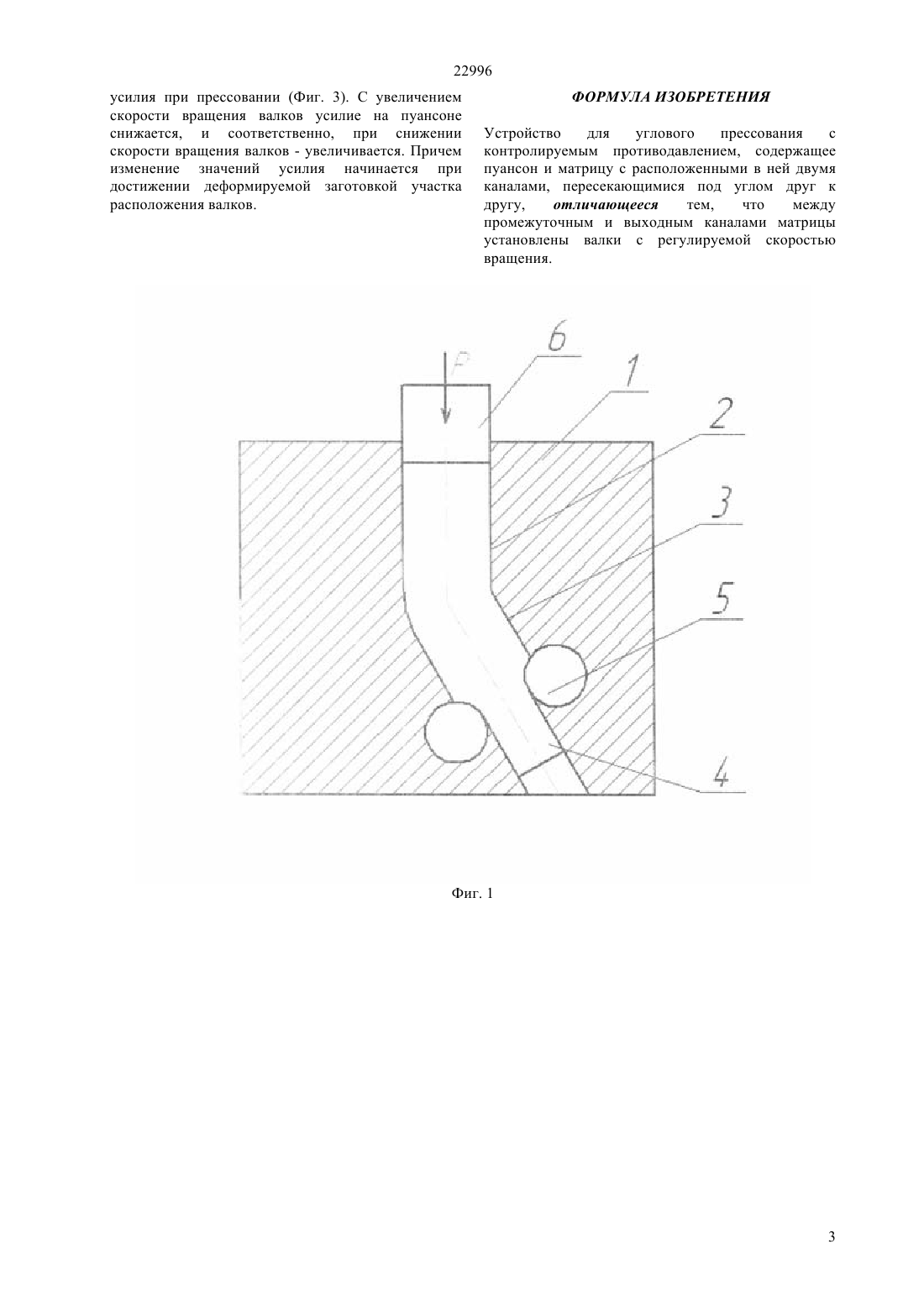
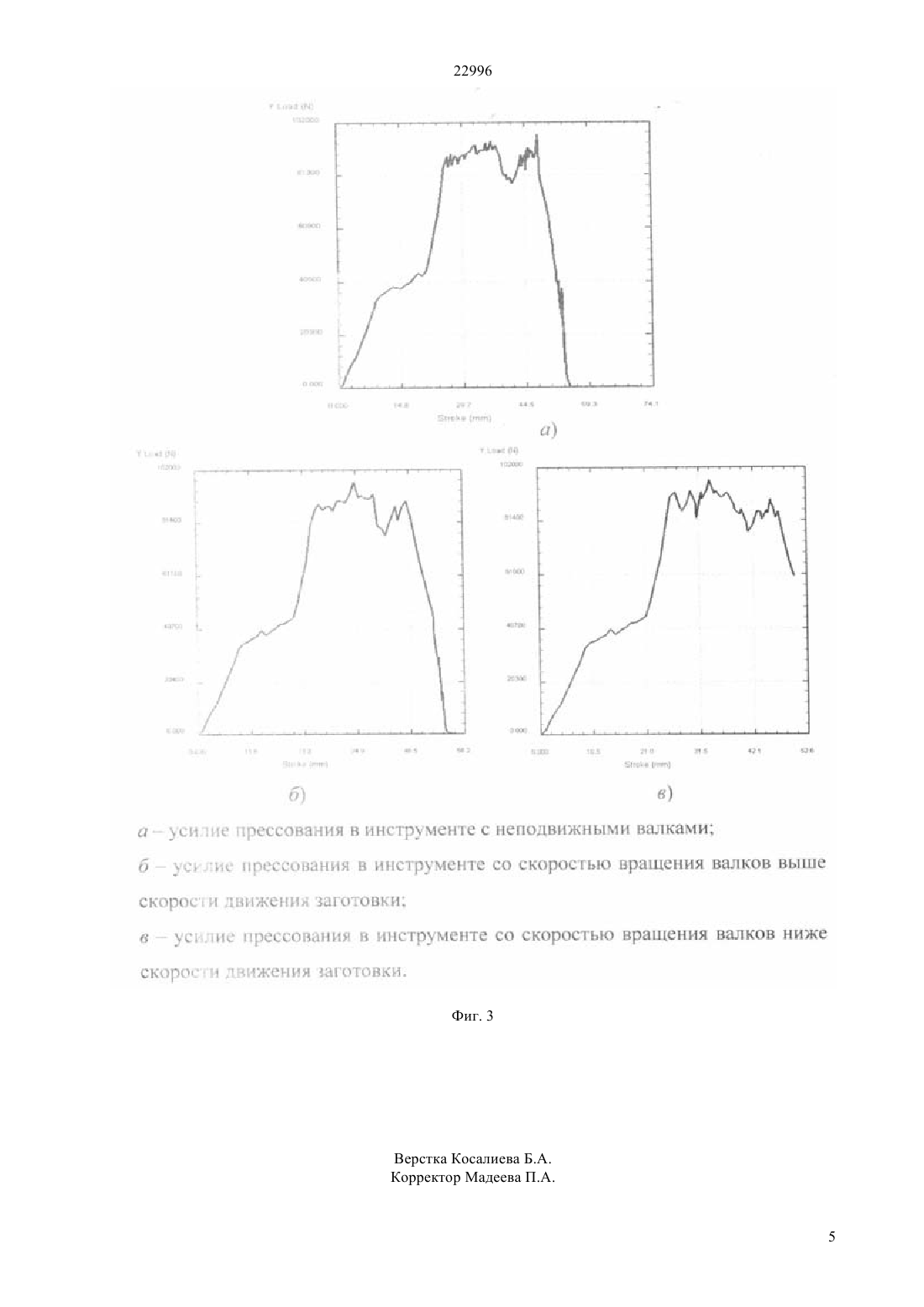
(51) 21 5/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки. Устройство для углового прессования с контролируемым противодавлением, содержащее пуансон и матрицу с расположенными в ней двумя каналами, пересекающимися под углом друг к другу,отличающееся тем,что между промежуточным и выходным каналами матрицы установлены валки с регулируемой скоростью вращения, с целью осуществления контролируемого противодавления.(72) Найзабеков Абдрахман Батырбекович Андреященко Виолетта Александровна(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан(54) УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ С КОНТРОЛИРУЕМЫМ ПРОТИВОДАВЛЕНИЕМ 22996 Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки, и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов. Известно устройство для углового прессования,состоящее из пуансона и матрицы, выходной канал которой имеет сужение на выходе заготовки. Инновационный патент на изобретение Республики Казахстан 20970. В 215/00. Устройство для углового прессования./Найзабеков А.Б., Лежнев С.Н., Андреященко В.А Наличие сужения в выходном канале обеспечивает достаточную однородность деформации и полное заполнение наклонного выходного канала. Однако известное устройство для углового прессования не обеспечивает возможности контролирования противодавления со стороны сужения. Наиболее близким к заявленному техническому решению является специальное устройство для деформирования заготовок, состоящее из пуансона и матрицы выходной канал которой имеет сужение на выходе заготовки. Патент Российской федерации 2284235. В 21 С 23/22. Способ прессования металлов./Логинов Ю.Н., Буркин С.П. Бюл.27. 2006. Наличие сужения в выходном канале обеспечивает достаточную однородность деформации и полное заполнение наклонного выходного канала. Недостатком данного устройства является необходимость на начальной стадии деформирования перед деформируемой заготовкой помещать заготовку из более пластичного материала,которая в процессе горячего деформирования соединяется с деформируемой заготовкой. Для обеспечения процесса деформирования к более пластичной заготовки прикладывается натяжение со стороны выходного канала. Задачей данного изобретения является повышение качества обрабатываемой заготовки за счет обеспечение заданного уровня противодавления и возможность контроля его величины. Технический результат, получаемый при использовании изобретения,заключается в возможности контроля величины напряжений,возникающих при деформировании и снижения склонности к разрушению при помощи регулирования противодавления. Это достигается тем, что устройство для углового прессования с контролируемым противодавлением, содержит пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, между промежуточным и выходным каналами матрицы установлены валки с регулируемой скоростью вращения, с целью осуществления контролируемого противодавления. Изобретение поясняется рисунком,представленным на фиг. 1, где 1 - матрица 2, 3 2 входной и выходной каналы соответственно 4 заготовка 5 - валки с регулируемой скоростью вращения, сужающие выходной канал 6 -пуансон. Деформирование заготовки осуществляется следующим образом. Обрабатываемая заготовка 4 нагретая до температуры начала деформирования подается во входной канал 2 матрицы 1 и под действием силы, приложенной к пуансону 6 проталкивается в выходной канал 3 матрицы 1,имеющей валки 5, имитирующие сужение канала. При этом в месте стыка двух каналов матрицы материал подвергается сдвиговой деформации,причем материал испытывает контролируемое противодавление со стороны валков, имитирующих сужение выходного канала. Пример. Было проведено моделирование процесса деформирования заготовок в предлагаемом устройстве для прессования с различной скоростью вращения валков 1) с неподвижными валками 2) со скоростью вращения валков выше скорости движения заготовки(с отрицательным противодавлением) 3) со скоростью вращения валков ниже скорости движения заготовки (с положительным противодавлением). Для исследования напряженного состояния при прессовании заготовок в предлагаемой матрице было осуществлено моделирование процесса РКУпрессования с использованием программного комплекса 3, для чего были построены модели инструментов и произведено моделирование процесса деформирования. Сравнительный анализ распределения интенсивности напряжений при прессовании заготовок (Фиг. 2) в предлагаемом устройстве показывает, скорость вращения валков оказывает существенное влияние на характер распределения интенсивности напряжений по сечению деформируемой заготовки. С уменьшением скорости вращения валков происходит увеличение противодавления и, как следствие увеличение интенсивности напряжений. Наибольшая интенсивность напряжений локализуется в зоне стыка каналов инструмента и на участки расположения валков. При скорости вращения валков, превышающей скорость движения заготовки численное значение интенсивности напряжений снижается, и, как следствие, создавая тем самым зоны менее напряженные, что может быть полезно при деформировании более хрупких материалов. При прессовании в инструменте со скоростью вращения валков ниже скорости движения заготовки интенсивность напряжений повышается,что способствует лучшей проработке структуры. Прессование в инструменте с неподвижными валками характер распределения интенсивности напряжений соответствует двум предыдущим способам деформирования, числовые значения интенсивности напряжений находятся на промежуточном уровне между ними. Кроме того, использование предлагаемого устройства позволяет контролировать величину 22996 усилия при прессовании (Фиг. 3). С увеличением скорости вращения валков усилие на пуансоне снижается, и соответственно, при снижении скорости вращения валков - увеличивается. Причем изменение значений усилия начинается при достижении деформируемой заготовкой участка расположения валков. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для углового прессования с контролируемым противодавлением, содержащее пуансон и матрицу с расположенными в ней двумя каналами, пересекающимися под углом друг к другу,отличающееся тем,что между промежуточным и выходным каналами матрицы установлены валки с регулируемой скоростью вращения.
МПК / Метки
МПК: B21J 5/00
Метки: контролируемым, прессования, противодавлением, устройство, углового
Код ссылки
<a href="https://kz.patents.su/5-ip22996-ustrojjstvo-dlya-uglovogo-pressovaniya-s-kontroliruemym-protivodavleniem.html" rel="bookmark" title="База патентов Казахстана">Устройство для углового прессования с контролируемым противодавлением</a>
Устройство для углового прессования
Номер инновационного патента: 20970
Опубликовано: 16.03.2009
Авторы: Найзабеков Абдрахман Батырбекович, Андреященко Виолетта Александровна, Лежнев Сергей Николаевич
МПК: B21J 5/00
Метки: устройство, прессования, углового
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.
Устройство для углового прессования
Номер инновационного патента: 22896
Опубликовано: 15.09.2010
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич, Андреященко Виолетта Александровна
МПК: B21J 5/00
Метки: углового, устройство, прессования
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, выходной канал матрицы снабжен ступенью, сужающей данный канал, отличающееся тем, что стык каналов инструмента выполнен со скруглением.
Устройство для прессования
Номер предварительного патента: 15701
Опубликовано: 16.05.2005
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: устройство, прессования
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к прессованию заготовок иможет быть использовано для прессования изделийиз стали и сплавов.Устройство для прессования содержит пуансони матрицу, имеющую канал, состоящий из двух участков, расположенных под углом друг к другу, приэтом в наклонном участке канала установлены ролики.Технический результат - снижение трения заготовки о стенки...
Устройство для прессования сыпучих материалов
Номер предварительного патента: 5911
Опубликовано: 16.03.1998
Авторы: Спандияров Ерман Спандиярович, Балабанов Владимир Николаевич
МПК: B28B 3/18
Метки: прессования, сыпучих, материалов, устройство
Формула / Реферат:
Изобретение относится к оборудованию для прессования сыпучих материалов.
Технический результат - повышение эффективности и исключение шума и вибрации.
В устройстве для прессования сыпучих материалов произведена замена вибрационной системы прессования на валковую. В нем уплотняющий элемент выполнен в виде ролика, установленного с возможностью возвратно-поступательного перемещения в плоскости, параллельной осям прессующих валков.
Устройство для прессования рассыпных комбикормов
Номер предварительного патента: 14309
Опубликовано: 05.05.2004
Авторы: Айтышев Сергей Молдагалиевич, Умирбаева Гульмира Байдиллаевна, Жайшибеков Габит Заутбекович, Спандияров Ерман
Метки: рассыпных, прессования, устройство, комбикормов
Формула / Реферат:
Изобретение относится к зерноперерабатывающей промышленности, а именно к комбикормовой отрасли, и используется для прессования рассыпных комбикормов. Обеспечение непрерывного заполнения рабочей камеры и возможность предварительного уплотнения прессуемого материала достигается тем, что устройство для прессования рассыпных комбикормов, содержащее питатель, смеситель с выходным патрубком и пресс, с рабочей камерой, согласно изобретению, снабжено...
Предыдущий патент: Устройство для очистки воздухопроводов
Следующий патент: Сборная протяжка
Случайный патент: Способ получения манганитов редкоземельных, щелочных и щелочноземельных металлов с общей формулой LnMe(I)3Me(II)3Mn4O12