Способ изготовления бесконечных приводных ремней и бесконечный приводной ремень, полученный этим способом
Формула / Реферат
Использование: для изготовления долговечных бесконечных приводных ремней, элементы которых выполнены из термопластичных эластомеров. Сущность изобретения: в способе изготовления бесконечных приводных ремней используют предварительно сформованный силовой элемент. Нагрев предварительно сформованных элемента сжатия ремня и силового элемента осуществляют перед намоткой последнего путем подвода тепла в зону их контакта до размягчения их поверхностных слоев. Намотку силового элемента проводят с приложением давления на элементы ремня,
достаточного для запрессовки витков силового элемента в элемент сжатия ремня. После намотки силового элемента осуществляют намотку под давлением, по меньшей мере, одного витка предварительно сформованного элемента растяжения ремня из третьего термопластичного эластомера с нагревом перед намоткой сопрягаемых поверхностей силового элемента и элемента растяжения ремня. Толщину прогреваемого поверхностного слоя силового элемента выбирают меньшей толщины слоя термопластичного полимера покрытия корда. Нагрев могут осуществлять посредством сопла для подачи горячего воздуха, от источника концентрированного теплового излучения, от источника концентрированных ультразвуковых механических колебаний. Материал, по меньшей мере, одного из элементов ремня содержит металлические частицы. В этом случае нагрев осуществляют от источника концентрированных электромагнитных колебаний. Бесконечный приводной ремень содержит силовой элемент, а также термопластичные элементы сжатия и растяжения, расположенные по обе стропы от силового элемента. Силовой элемент выполнен в виде корда в оболочке из термопластичного материала. Корд навит на элемент сжатия в виде, по меньшей мере, одного витка и запрессован в него частично. Возможно частное выполнение корда. 2 с. и 16 э.п. ф-лы. 7 ил.
Текст
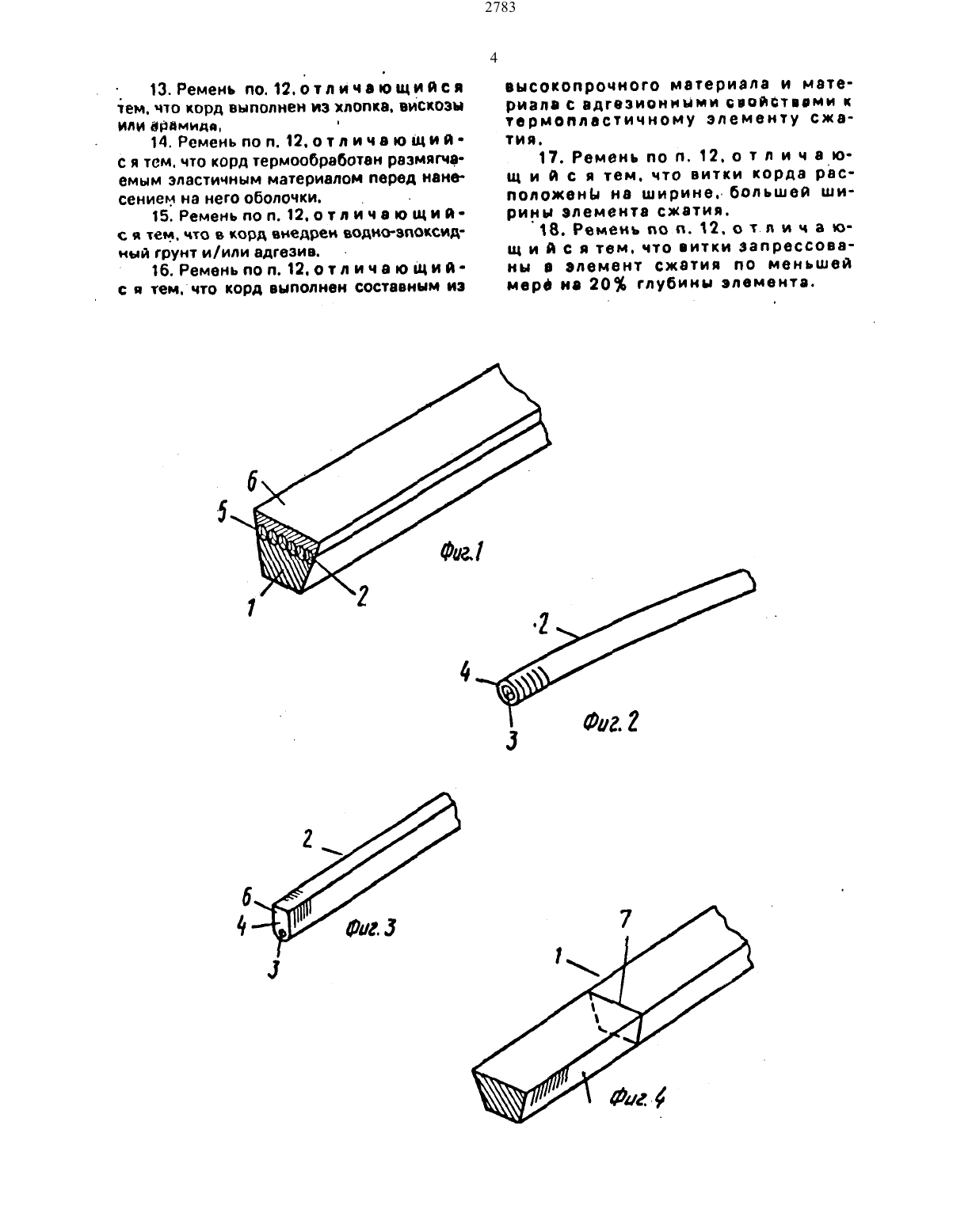
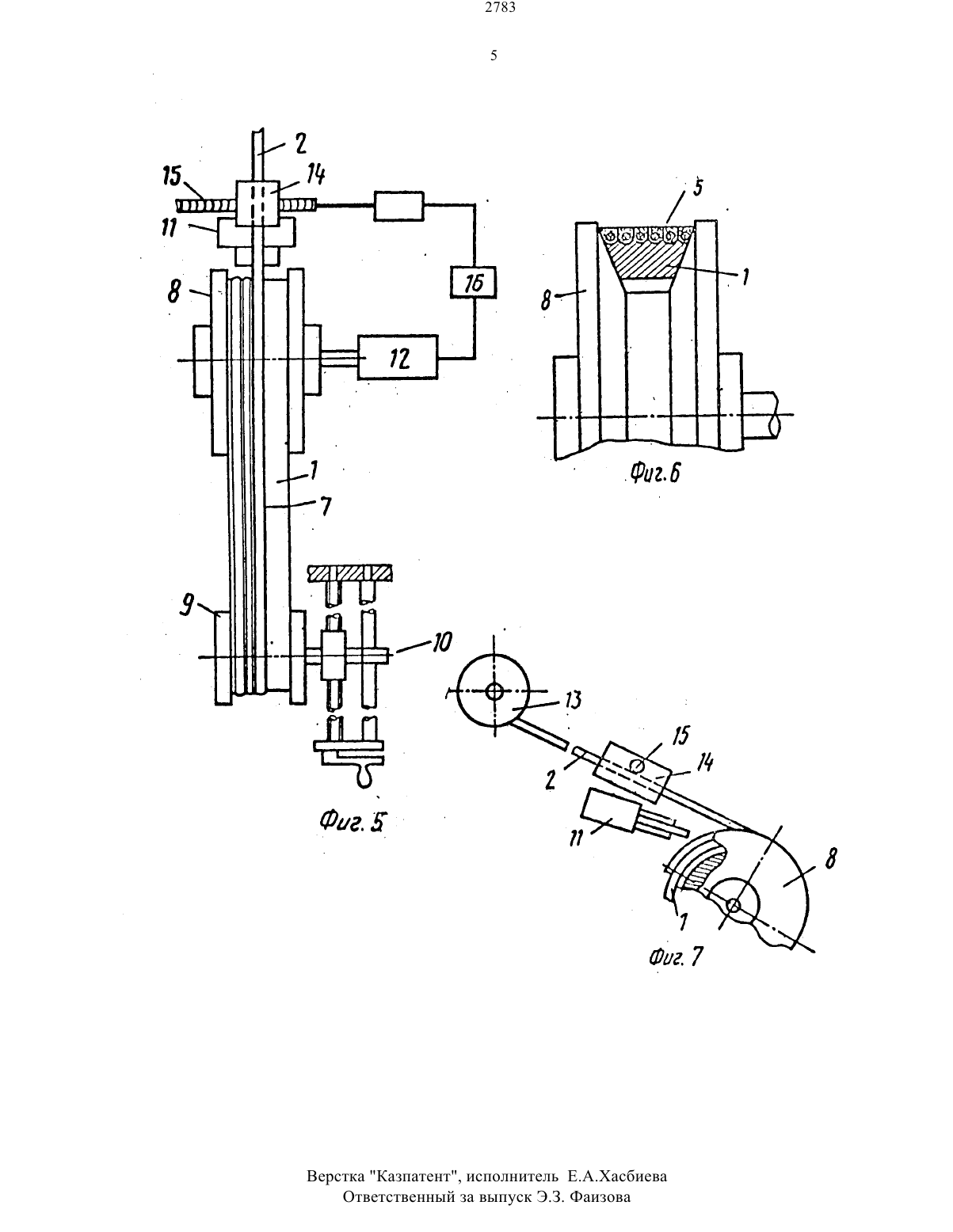
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(54) спосов изготовления БЕСКОНЕЧ НЫХ ПРИВОДНЫХ РЕМНЕЙ И БЕСКО НЕЧНЫЙ ПРИВОДНОЙ РЕМЕНЬ. ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ(57) Использование для изготовления долговечных бесконечыхприводных ремней. элементы которых выполнены из термопластичных эластомеров. Сущность изобретения в способе изготовления бесконечных приводных ремней используют предвари тельно счтпрмоллтоъстдй силопои элемент. Нл грев предварительно сформованных элемента сжатия ремня и силового элемента осуществляют перед намоткой последнего путем подвода тепла в зону их контакта до размягчения их поверхностных слоев. Намотку силового элементе проводят с приложением давления не элементы ремня.которых выполнены из термопластичных элестомерощи может быть реализовано наВОГО ЗПЕМЗНТЗ В ЭЛВМЗНТ сжатия ремня. ПО сле НОМОТКИ СИЛОВОГО элемента ОСУЩЗСТВЛЯ ЮТ НЗМОТКУ ПОД ДЭОЛВНИСМ. ПО меньшей мере. ОДНОГО ВИТКЗ предварительно СФОР МОВЗННОГО ЗЛСМВНТЗ ОЗСТЯЖСНИЯ ремня ИЗ третьего ТЗОМОПЛЗСТИЧНОГО ЭЛЗСТОМСРЗ Снагревом перед намоткой сопрягаемых поверхностей силового элемента и элементарастяжения ремня. Толщину прогреваемого поверхностного слоя силового элемента выбирают меньшей толщины слоя термопластичного полимера покрытия корда. Нагрев могут осуществлять посредством сопла для подачи горячего воздуха. от источника концентрированного теплового излучения. от источника концентрированных ультразвуковых механических колебаний. Материал. по меньшей мере. одного из элементов ремня содержит металлическиещастицы. В этом случае нагрев осуществляют от источника концентрированных электромагнитных колебаний. Бесконечный приводной ремень содержит силовой элемент. в также термопластичные элементы сжатия и растяжения, расположенные но обе стороны от силового элемента. Силовой элемент вы полнен в виде корда в оболочке из термопластичного материала. Корд навит на элемент сжатия в виде. по меньшей мере. одного витка и запрессован в него частично. Возможно честное выполнение корда. 2 с. и 16 э.п. ф-лы. 7 ил. небольшом. компактном и недорогом обоЦелью изобретения является удешевле ние изготовления приводных ремней и повышение их долговечности.На фиг. 1 показан общий вид приводного помня я разовая на фиг. 2 - показан силовой элемент ремня на фиг. 3 вариантисполнения элемента растяжения и силово го элемента на Фиг. 4 показан фрагмент ремня со стыковым швом на Фиг. 5 т токазвн общий вид устройства. реализующего способ на фиг. 6 показан процесс формования ремня на Формовочном барабане на фиг. 7 вид сбоку на устройство. реализующее способ.Бесконечный приводной ремень содерэкит элемент сжатия 1. силовой элемент 2. выполненный в виде корда 3 в оболочке 4 из термопластичного материала. Корд 3 навит на элемент сжатия 1 в виде. по меньшей мере. одного витка и запрессован в него частично.Навитый корд образует силовой слой 5. Элемент сжатия 1 изготовлен из первого термопластичного эластомера. В силовом элементе 2 оболочка корда выполнена из второго термопластичного эластомера. Пер вый и второй эластомеры сплавляемы другс дрУгом и могут быть полиуретанами или полиэстерами. Ремень содержит также элемент, растяжения б. являющийся необязательным и выполненный из третьего термопластичного эластомера. который может сплавляться. по крайней мере. со вторым эластомером. Возможен вариант- исполнения элемента растяжения 6 с сило вым элементом 2 в единый предварительно сформованный элемент (фиг. 3). Корд 3 может быть выполнен из хлопка. вискозы или арамида. Перед нанесением на корд оболочки из термопластичного материала он термппбработлн размягчснттым термопластичным материалом. В корд может быть внедрен водно-эпоксидный грунт и/ или адгезив. Корд в некоторых случаях может быть выполнен составным из высокопрочного материала с адгезивными свойствами к тер мопластичному элементу сжатия. Виткикорда расположены на ширине. большей ширины ОПОМОНТ) СЖВТИЖИ ЗВПРОССОВЭНН В элемент сжатия. по меньшой мере. на 20 Х,глубины элемента.Способ осуществляют следующим образом.Все составляющие элементы бесконечногоприводното ремня элемент сжатия 1. силовой элемент 2. образующий силовой слой 5. и элемент растяжения 6 (может быть НСОЯЗЭТСЛЬНЫМ) ЯВЛЯЮТСЯ ПРЭДВЭРИТВЛЬНО сформованными путем экструэии. литья или прессования в формах.Заготовка элемента сжатия 1. выполненная из первобо термопластичного эластомера. обрезается до заданной длины.определяемой диаметрами ФООМОВОЧНОГО Ирасстоянием. Концы заготовки элемента сжатия соединяют с образованием стыкового шва. для соединения используют любую технологию. сочетающую нагрев и сжатие. Например. соединение может быть осуществлено при контакте концов элемента с нагретой пластиной (возможен нагрев струей горячего воздуха) и последующем сдавливании концов. Полученную кольцевую заготовку устанавливают на формовочном 8 и натяжном 9 барабанах и натягивают его посредством механизма 10. Перед намоткой силового элемента 2. выполненного из покрытого вторым термопластичным эластомером корда. на кольцевую заготовкуосуществляют нагрев предварительно сформованных элемента сжатия 1 и силового элемента 2 путем подвода тепла в зону их контакта до размягчения их поверхностныхчтобы обеспечить сплавление материалов этих поверхностных слоев. заполнение полостей между этими элементами и. покрайней мере. 20 36 запрессовывания витков силового элемента в поверхность элемента сжатия ремня. Толщину прогреваемого поверхностного слоя силового элемента выбирают меньшей толщины слоя термопластичного полимера покрытия корда.Нагрев осуществляют посредством сопла 11 для подачи горячего воздуха. Нагрев можно осуществлять от источника концентрированного теплового излучения. от источника концентрированных ультразвуковых механических колебаний. Если материал одного из элементов ремня содержит металлические частицы. театров осуществляют от источника концентрированных электромагнитных колебаний. Осуществляют намоткуния на элементы ремня. достаточного для запрессовки витков силового элемента в элемент сжатия ремня. Намотку осуществляют при пртцонии формопочнстго барабана 8 от двигателя 12. при этом конец силового элемента 2 перед намоткой снимают с катушки 13. направляют через направляющий блок 14 и крепят к кольцевой заготовке. например. точечной сваркой. Давление на элементы ремня создают путем натяжения силового элемента (за счет ВОЗНИКНОВЕНИЯ ТЯНУЩВЙ СИЛЫ ОТ трения СИ лового элемента при прохождении через направляющий блок и деформации силового элемента при его контакте с изогнутой частью элемента сжатия. находящейся на формовочном барабане) и посредствомприжимного элемента. Витки силового элемента навивают по всей ширине поверхно сти элементв сжатия ремня. Для обеспечения этой навивки при вращенииформовочного барабана осуществляют перемещение направляющего блока 14 по винту 15. Взаимосвязь между скоростью вращения барабана 8 и линейной скоростью направляющего блока 14 обеспечивает элемент управления 16. В случае необходимости в конструкции ремня элемента растяжения. после намотки силового слоя осуществляют намотку под давлением. по меньшей мере. одного витка предварительно сформованного элемента растяжения ремня из третьего термопластичного эластомера. с нагревом перед намоткой сопрягаемых поверхностей силового элемента и элемента растяжения ремня. для намотки элемента растяжения требуются другие направляющие блоки. которые не будут выполнять поперечного движения. будучи зафиксированными на одной линии с элементом сжатия 1. при этом для нагревасопрягаемых поверхностей требуется ииное сопло. дающее более широкую и плоскую струю горячего воздуха.Возможно применение для раэмягчед ния сопрягаемых поверхностей элементов ремня адгеэива, тогда сопло 11 заменяют на адгезивный распределитель. Возможно сочетание применения нагрева и адгеэива.1. Способ изготовления бесконечных приводных ремней. при котором соединяют концы предварительно сформованного из ПЕОВОГО ТЗОМОППЗСТИЧНОГО ЗЛЭСТОМЭОЭ ЗЛО мента сжатия ремня с получением кольцевой заготовки и наматывают силовой элемент из покрытого вторым термопластичным эластомером корда на кольцевую заготовку при нагреве для соединения элементов ремня. о т л и ч а ю щ и й с я тем. что.с целью удешевления изготовления приводных ремней и повышения их долговечности. используют предварительно сформованный силовой элемент. а нагрев предварительно сформованных элемента сжатия ремня и силового элемента осуществляют перед намоткой последнего путем подвода тепла в зону их контакта до размягчения их поверхностных слоев. при этом намотку силового элемента проводят с приложением давления на элементы ремня. достаточного для запрессовки витков силового элемента2. Способпоп. 1.отличаю щийся тем. что после намотки силового элемента ОСУЩБСТВЛЯЮТ НЗМОТКУ ПОД ДВВЛВНИОМ ПО меньшей мере одного витка предваритель 2783но сформованного элемента растяжения ремня из ТреТЬеГО ТермОПП 8 С 1 ЧЛЧНОГ ЭПЭСТОсопрягаемых ПОВВОХНОСТСЙ СИЛОБОГО ЗЛО3. Способпоп. Дотличающийся тем. что толщину прогреваемого поверхностного слоя силового элемента выбирают меньшей толщины слоя термопластичного полимера покрытия корда. .4 Способпопп.1 изютличающийся тем. что поверхностные слои элементов ремня. входящих в контакт друг с другомдразмягчарт по меньшей мера до такой степени. чтобы обеспечить сплавление материалов этих поверхностных слоев. заполнение полостей между этими элементами и по крайней мере 20 эепрессовывания витков силового элемента в поверхность элемента сжатия ремня.5. Способ поп. Ъотличающийся тем. что витки силового элемента навиваютПО ВСЗЙ ширине ПОВЕОХНОСТИ ЭЛЕМЕНТ-Ч СЖЗтия ремня. 6. Способ поп. отличающийся тем. что нагрев осуществляют посредствомсопла для подачи горячего воздуха. 7. Способпо п. ъотличающийсятем. что нагрев осуществляют от источника концентрированного теплового излучения.8. Способпоп. 1,отличающийся тем. что нагрев осуществляют от источника концентрированных ультразвуковых механических колебаний.9. Способпоп. Дотлинаю щийся тем. что материал по меньшей мере одного ИЗ ЭПЕМСНТОВ ремня СОДЕРЖИТ МЗТЗЛЛИЧЗ. ские частицы. а нагрев осуществляют от источника концентрированных электромагнитных колебаний. у 10. Способпопп. 1 и 2.отличающийся темщто давление на элементы ремня создают путем натяжения силового элемента.11. Способ по пп. 1 и 2. отл ича ющийс я тем. что давление ьна элементы ремня создают посредством прижимного элемента.. 12. Бесконечный приводной ремень. содержащий силовой элемент и термопластичные элементы сжатия и растяжения.расположенные по обе стороны от силовогоЗЛВМЕНТЕ. ЗДОМСНТЫ СОЕДИНВНЫ МЕЖДУ СОЧТО СИЛОВОЙ элемент ВЫПОЛНВН В виде КОРДВя оболочке из термопластичного материала.при этом корд навит на элемент сжатия о виде по меньшей мере одного витка и эв т лрессован в него частично.13. Ремень по. 12.отличеющиися тем. что корд выполнен из хлопка. вискозы или аоамида. 14. Ременьпо п. 12.отличеющиис я тем. что корд термообработен размягчеемым эластичным материалом перед нанесением на него оболочки. .15. Ременьпо п. 12.отличв пощипс я тем. что в корд внедрен водно-эпоксидный грунт и/ или адгезия. 16. Ременьпоп. 12.отл ича пощипс я тещчто корд выполнен составным из17. Ремень по п. 12. о т л и ч а ющ и а с я тем. что витки корда ресположени не ширины большей ширины элемента сжатия.18. Ремень по п. 12. о т.л и ч а эощ и а с я тем. что витки запрессованы в элемент сжатия по меньшей мера на 20 глубины элемента.
МПК / Метки
МПК: F16G 5/00, B29D 29/10
Метки: бесконечный, ремень, способом, этим, приводной, способ, ремней, полученный, бесконечных, приводных, изготовления
Код ссылки
<a href="https://kz.patents.su/5-2783-sposob-izgotovleniya-beskonechnyh-privodnyh-remnejj-i-beskonechnyjj-privodnojj-remen-poluchennyjj-etim-sposobom.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления бесконечных приводных ремней и бесконечный приводной ремень, полученный этим способом</a>
Приводной механизм качающегося желоба
Номер патента: 1819
Опубликовано: 15.03.1995
Авторы: Эмиль Лонарди, Эдуард Лежиль
МПК: B65G 11/12
Метки: качающегося, приводной, механизм, желоба
Формула / Реферат:
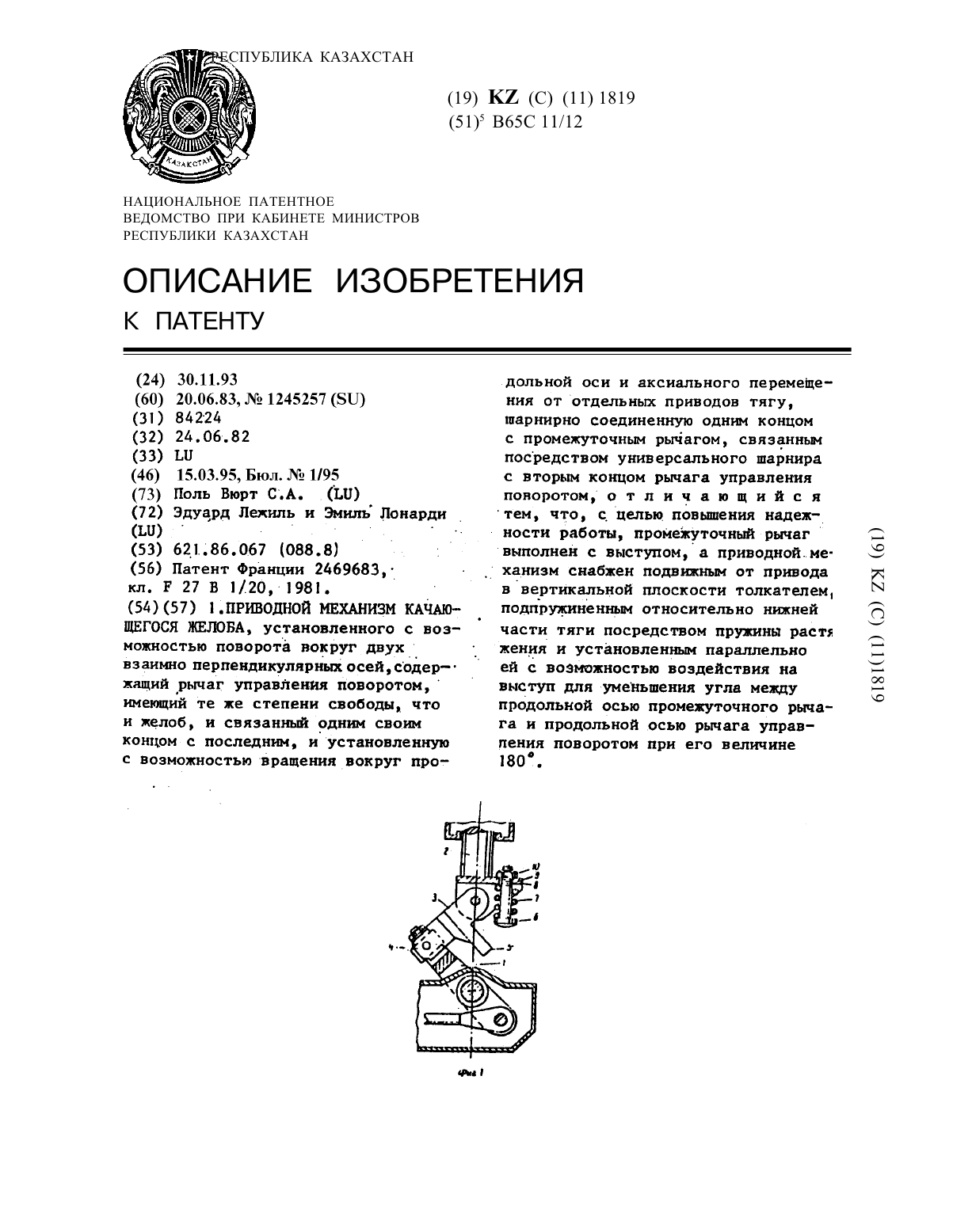
1.ПРИВОДНОЙ МЕХАНИЗМ КАЧАЮЩЕГОСЯ ЖЕЛОБА, установленного с возможностью поворота вокруг двух взаимно перпендикулярных осей, содержащий рычаг управления поворотом, имеющий те же степени свободы, что и желоб, и связанный одним своим концом с последним, и установленную с возможностью вращения вокруг продольной оси и аксиального перемещения от отдельных приводов тягу, шарнирно соединенную одним концом с промежуточным рычагом, связанным посредством...
Способ изготовления листа композитного материала
Номер патента: 2781
Опубликовано: 15.12.1995
Автор: Жоэль Кьерель
МПК: B29C 47/04
Метки: листа, изготовления, способ, материала, композитного
Формула / Реферат:
Использование: изготовление листа композитного материала, содержащего отлитую пластину полиметилметакрилата, соединенную со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола. Сущность изобретения: слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством экструдера, питающего машину каландрования. При этом равномерно подают на вход машины с одной стороны формованного...
Устройство для испытания формовочной смеси на трехосное сжатие
Номер предварительного патента: 1374
Опубликовано: 15.12.1994
Авторы: Исагулов Саят Тулеуович, Исагулов Аристотель Зейнуллинович, Ботов Анатолий Петрович, Мирошниченко Семен Андреевич
МПК: B22C 15/00
Метки: устройство, испытания, трехосное, смеси, формовочной, сжатие
Формула / Реферат:
Изобретение относится к литейному производству, в частности к устройствам для уплотнения или испытания образцов формовочных смесей на трехосное сжатие. Изобретением решается задача равномерного сжатия образца смеси при испытании и повышение производительности устройства. Устройство состоит из корпуса для размещения образца смеси и силовой плиты. В корпусе расположены механизмы, состоящие из клиновидных элементов. На наклонной плоскости каждого...
Тиски инженера Курилова В.В.
Номер патента: 1496
Опубликовано: 15.12.1994
Автор: Курилов Виктор Викторович
МПК: B25B 1/04
Метки: инженера, курилова, тиски, в.в
Формула / Реферат:
Изобретение относится к ручным инструментам для закрепления обрабатываемых деталей, конкретно, к тискам. Цель изобретения - улучшение условий эксплуатации. Тиски содержат неподвижную и подвижную губки с накладками, силовой привод, связанный с подвижной губкой. Накладки выполнены из материала, обладающего обратимой памятью формы. Накладки могут быть выполнены либо из материала с различной температурой срабатывания, либо со сквозной полостью для...
Способ изготовления полумаски респиратора
Номер патента: 2379
Опубликовано: 15.09.1995
Авторы: Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич, Сидоров Геннадий Михайлович, Колпаков Юрий Евгеньевич, Демидов Вадим Александрович
МПК: A62B 18/02
Метки: способ, изготовления, полумаски, респиратора
Формула / Реферат:
Изобретение относится к средствам индивидуальной защиты органов дыхания рабочих различных отраслей народного хозяйства. Способ изготовления полумаски респиратора включает предварительный нагрев листового материала, с последующей фиксацией по контуру заготовок оболочек полумаски, подвод матрицы и объемное формование пуансоном заготовок оболочек под давлением с термофиксацией волокон, шаговое перемещение листового материала, сборку полумаски,...
Предыдущий патент: Способ ремонта повреждений покрышек
Следующий патент: Прессовое устройство
Случайный патент: Способ получения манганитов щелочных, щелочноземельных и редкоземельных металлов общей формулы LnMeIMeIIMn2O6