Способ изготовления листа композитного материала
Формула / Реферат
Использование: изготовление листа композитного материала, содержащего отлитую пластину полиметилметакрилата, соединенную со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола. Сущность изобретения: слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством экструдера, питающего машину каландрования. При этом равномерно подают на вход машины с одной стороны формованного листа из термопластичного материала пластины из полиметилметакрилата, которые каландрируют одновременно с формированным листом между валками машины каландрования. На входе машины каландрования температура текучести термопластичного материала равна температуре текучести на выходе его из экструдера. а пластины полиметилметакрилата имеют температуру окружающей среды. 6 з.п. ф-лы. 3 ил.
Текст
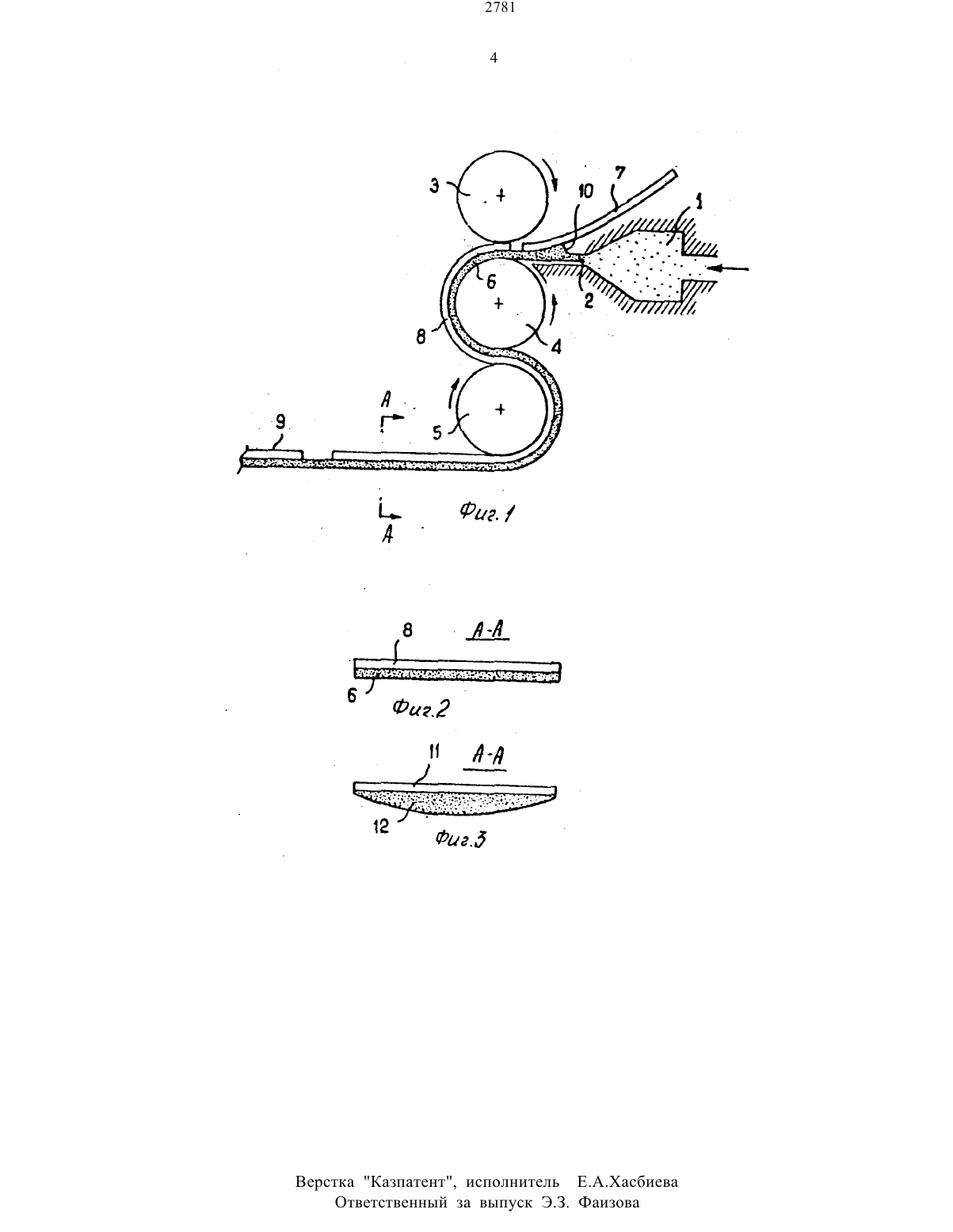
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА КОМПОЗИТНОГО МАТЕРИАЛАкомпозитного материала. содержащего отлитую пластину полиметилметакрилата. соединенную со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола. Сущностьизготовления листа композитного материала. содержащего формоаанную пластину из полиметилметакрилата. соединенную с термопластичной подложкой.Целью изобретения является повышение качества композитного материала за счетобеспечения прочности сцепления его слоев. у сСпособ по изобретению предусматривает изготовление листа композитного материала. содержащего пластину из ПММАотлитую. которая составляет наружный слой композитного материала и слой-подложку из термопластичного материала. такого как АВЗ (полиакрилонитрилбутадиенстирол) или аналогичного материала. причем спо изобретения слой-подложку из термопластичного материала формуют в виде сплошного зкструдированного листа посредством экструдера. питающего машину капандрования. При этом равномерно подают на вход машины с одной стороны формованного листа из термопластичного материала пласти ны из попиметилметакрилата. которые каландрируют одновременно с формированным листом между палками машины каландрования. На входе машины каландрования температура текучести термопластичного материала равна температуре текучести на выходе его из зкструдера. а пластины полиметилметакрилата имеют температуру окружающей среды. 6 з.п. флы. 3 ил..термопластичного материала формуют в виг де сплошного зкструдированного листа посредством экструдера. питающего машину каландрования. при этом равномерно подают на вход машины с одной стороны формоаанного листа из термопластичного материала пластины из полиметилметакрилата. которые каландрируют одновременно с формированным листом между валкамиМЭШИНЫ КЭПЗНДООВЗНИЯ. ЗЗТЕМ на ВЫХОДЕ ИЗмашины каландрования обрезают полученные листы композитного материала. состоящие ИЗ ПЛЭСТИН ПОПИМЭТИПМЭТЗКОИПЗТЭ. скрепленных на слое-подложке из указанного термопластичные материала.С целью получения хорошего сцепления двух листов пластины Полиметилметакрилата каландруют с зкструдированньлгл листомиз термопластичного материала на выходе его из зкструдера. при этом начальная стадия калаидрования обеспечивает нанесение текучего термопластичного материала на нетекучую пластину полиметилметакрилата.На ВХОДЕ МЭШИНЫ КЭПЗНДПОВЗНИЯ ТЕМ пература текучести термопластичного материала равна температуре текучести на выходе его из зкструдера. а пластины полиметипметакрилата имеют температуру окружающей среды.Температура подачи листа полиакрилонитрилбутадиенстирола (АВЗ) на вход машины каландрования составляет 24 ОС.Толщина пластин полиметилметакрилата выбрана в пределах 1 7 мм. преимущественно 2.5 - 4 мм.Используют прозрачные или светопроницаемые пластины из полиметилметакрилата с украшениями по их стороне соединения с листом термопластичного материала. АИспользуют прозрачные или светопроницаемые пластины из полиметипметакрилата. а лист термопластичного материала формуют методом многослойной экструзии с одним основным слоем-подложкой и одним окрашенным поверхностным слоем для соединения его с пластиной полиметилметакрилата.На фиг. 1 показана схема способа изготовления листов из композитного материала согласно изобретению на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 то же. композитный лист с переменной толщиной.Пропорции на фигурах не соблюдены. в ЧЗСТКОСТИ. ЗНЗЧИТВПЬНО ПРВУВВЛИЧЗНЫ ТОП щины листов для облегчения считывания чертежей. а длины листов наоборот пропорционально уменьшены.Согласно примеру осуществления. проиллюстрированному на фиг. 1. лист термопластичного материала такого. как АВЗ. формируется на выходе из экструдера 1 в позиции 2. Машина для каландрования содержит три валка каландрования 3 - 5. Термопластичный материал выходит из экструдера 1. например, при 240 С 4 температуре. при которой он является текучим.Сразу с входа первого ряда каландрования состоящего из валков 3 и 4. сверху подают на сплошной лист 6 из зкструдированного термопластичного материала ряд пластин 7 - 9. отлитых из полиметилметакрилата. Листы ПММА имеют толщину с несколько миллиметров. обычно составляющую от 2.5 до 4 мм. причемв известных случаях она может быть уменьшена до 1 мм или увеличена до 7 и даже 10мм. Пластины ПММА подаются при температуре окружающей среды и на входе машины капандрования при соединении с еще текучим материалом АВЗ образуется утолщение 10.На практике оказывается. что именно выбор контактирования листа ПММА при температуре окружающей среды с еще текуЧИМ термопластичным материалом И немедленное каландрование сформированного таким образом композитного материала обеспечьтвают отличное сцепление и соединение двух материалов. препятствующие их последующему разделению.В примере осуществления пластины 7 имели толщину 3 мм. лист 6 АВЗ имел толщину также 3 мм. диаметр валков машины каландрования составлял 300 мм, а температуры валков 3 5 составляли соответственно 80. 90 и 9 ОС. Композитный материал отличного качества. исключающий какое-либо разделение двух слоев. получают со скоростью протягивания 0.75 м/мин. причем КОМПОЗИТНЫЙ МЗТЕОИЭП ВЫХОДИТ ПОСПС третьего валка каландрования при температуре. близкой к 50-60 С.Разумеется. можно изменять скорость протягивания ряда валков 3 - 5. давление валков 3 5 путем изменения расстояния между валками. изменять также число валков каландрования. относительную толщину материалов и даже определенный дифференциал скоростей валков каландрования 3 - 5.Пластины ПММА могут быть прозрачныМИ ИЛИ светопроницаемыми И В ЭТОМ случаевидимый цвет материала будет цветом слоя- подложки б.Если этот цвет является удовлетворительным. например. если нужны черные пластины. можно использовать обычный АВЗ черного цвета. При желании получить другой цвет можно отливать слой термопластичного материала 6 по известной технологии многослойной экструзии. предназначая для наибольшей прилегающей толщины исходный материал. а для поверхностного слоя выбранное окрашивание.Согласно другой технологии. пластины ПММА могут перед их использованием окрашиваться и украшаться любым выбранным способом по их стороне соединения с термопластичным материалом. Фактически было отмечено. что в этом случае краска. которая, очевидно. переходит в пластину ПММА не оказывает никакого воздействия на качество соединения двух слоев композитного материала. а именно АВЗ/ПММА.Согласно варианту осуществления, схематически показанному на фиг. 3. предпола 2781гается. что пластина ПММА 11 объединяется с пластиной из термопластичного материала 12. толщина которой изменяется с увеличением от краев к Центру. Это может представить интерес. например. если из композитного материала хотят сформировать ванну с получением большей толщины на дне и даже на боковых стенках ванны. но меньшей толщины сверху -и. в частности. на двух боковых краях. Таким образом, можно было бы отказаться от элементов жесткости на дне и по пояску.Особенно достигается хорошее качество полученного композитного материала при сочетании отличного поверхностного внешнего вида пластины из полиметилме такрилата и ее прочности с жесткостью термопластичного материала типа АВ. использованного для подстилающего слоя. причем композитный материал лишен дефектов. присущих ПММА. в плане относительной хрупкости при ударах и после соответствующей обработки приобретает исключительную стойкость к-таким ударам.Вместо уже указанного АВ можно ис пользовать многие другие термопластичныематериалы и. в частности. ПЭ (полиэтилен). ПС(попистирол). ПП(полипропилен) эти материалы могут быть с наполнителями или без них.Выбор материалов. а также выбор относительных толщин слоев зависит от назначения изделия. которое должно быть сформировано методом горячей штамповки в форме из композитного листа. Отмечено только. что обычно лист полиметипметакрилата может быть менее толстым с учетом использования известных технологий упрочнения с получением композитного материала хорошей стойкости без возможного отслаивания. Такому материалу ПММА может даже при его тонком слое придать требуемые качества гладкости и прочности поверхности. .1. Способ изготовления листа композитного материала. заключающийся в предварительном формовании методом литья пластин из Полиметилметакрилат. составляющих наружный слой композитного материала. и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрипбутадиенстиролаотпичающийся тем.что.с целью повышения качества композитногоматериала за счет обеспечения прочности сцепления его слоев. слой-подложку из термопластичногп материала формуют а виде сплошного зкструдированного листа посредством экструдера. питающего машинуКЗПЗНДрОВЗНИЯ. при ЭТОМ РЗВНОМВРНО ПОД-ают на вход машины с одной стороны формованного листа из термопластичного материала пластины из полиметилметакрилата. которые каландрируют одновременно с формованнымг листом между валками машины каландрования. затем на выходе из машины каландрования обрезают полученные листы композитного материала. состоящие из пластин полиметилметакрилата,скрепленных на слое-подложке из вышеуказанного термопластичного материала.2. Способпоп. 1. отличающийся тем.счто пластины полиметилметакрилата каландруют с зкструдированным листом из термопластичного материала на выходе егоиз экстрУдера. при этом начальная стадиякаландрования обеспечивает нанесение текучего термопластичного материала на нетекучую пластину полиметилметакрилата.3. Способпо пп.1 и 2. отличающий с я тем. что на входе машины каландрования температура текучести термопластичного материала равна температуре текучести на выходе его из экстрУдера. а пластины Полиметилметакрилат имеют температуру окружающей среды.4. Способ по пп. 1-3. отлича ющи йс я тем, что температура подачи листа полиакрилонитрилбутадиенстирола на вход машины каландрования составляет 240 С.5. Способ по пп.1-4. отл ича ю щи йс я тем. что толщина пластин полиметилметакрилата выбрана в пределах от 1 7 мм. преимущественно 2.5 4 мм.б. Способ по пп. 1-5. о т п и ч а ю щи йс я тем. что используют прозрачные или светопроницаемые пластины из полиметил МВТЗКОИЛЭТЭУКПЭШЭНИЯМЙ ПО ИХ СТОРОНЗСОЗДИНЭНИЯ С ЛИСТОМ ТЗрМОПЛЗСТИЧНОГО ма териала. 7. Способ по пп. 1-5. отличающий с я тем. что используют прозрачные или.светопроницаемые пластины из полиметилметакрилата. а лист термопластичного материала формуют методом многослойной зкструзии с одним основным слоем-подлож кой и одним окрашенным поверхностным слоем для соединения его слластиной полиметипметакрилата.Верстка Казпатент, исполнитель Е.А.Хасбиева Ответственный за выпуск Э.З Фаизова
МПК / Метки
МПК: B29C 47/04
Метки: листа, изготовления, композитного, способ, материала
Код ссылки
<a href="https://kz.patents.su/4-2781-sposob-izgotovleniya-lista-kompozitnogo-materiala.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления листа композитного материала</a>
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты ) и способ получения курительного материала для изготовления сигарет
Номер патента: 2064
Опубликовано: 15.06.1995
Авторы: Рой Лестер Праузе, Барбара Кэрэл Клэммер, Дейвид Джеймс Молинью
МПК: A24B 13/02
Метки: табачных, обработки, способ, сигарет, курительного, получения, материала, листьев, материал, курительный, варианты, изготовления
Формула / Реферат:
Использование: в способах обработки материала, содержащего табачные листья в процессе производства табачных изделий. Сущность изобретения: тонкие пластинки и стебли, представляющие собой компоненты табачных листьев, подаются одновременно на измельчающее мельничное устройство таким образом, что образующийся в результате продукт представляет собой жидкотекучую смесь, в состав которой входят частицы тонких пластинок табачных листьев и частицы...
Способ производства нестареющей малоуглеродистой стали для холоднокатаного листа
Номер патента: 1898
Опубликовано: 15.03.1995
Авторы: Бурдонов Борис Александрович, Герман Виктор Иванович, Климушкин Анатолий Николаевич, Лаукарт Владимир Егорович, Сихиди Иван Архипович, Загортдинов Наиль Галтухаевич
МПК: C21C 7/00
Метки: холоднокатаного, стали, листа, малоуглеродистой, производства, нестареющей, способ
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к способам производства нестареющей малоуглеродистой стали 0,810, разливаемой в крупные слитки. Способ производства нестареющий малоуглеродистой стали для холоднокатанного листа включает выплавку металла в сталеплавильном агрегате, выпуск нераскисленного металла в ковш, присадку в ковш в процессе выпуска плавки марганецсодержащего сплава, разливку металла в изложницы и легирование его...
Способ изготовления нетканого материала

Номер патента: 2135
Опубликовано: 15.06.1995
Авторы: Лакомкина Валентина Павловна, Лакомкина Елена Анатольевна
МПК: D04H 11/00
Метки: материала, изготовления, способ, нетканого
Формула / Реферат:
Изобретение относится к технологии изготовления нетканного материала, в частности, к изготовлению искусственного меха из натурального сырья, из нетканного фиксированного руна из свалков. и может быть использовано в легкой промышленности. Способ изготовления нетканного материала заключается в пропитке волокнистой основы фиксирующим раствором, термообработке и уплотнении основы. В качестве волокнистой основы используют состриг свалявшегося пласта...
Способ изготовления декоративного материала из кожи
Номер предварительного патента: 2226
Опубликовано: 15.09.1995
Автор: Суворова Галина Александровна
МПК: B44C 1/00
Метки: декоративного, кожи, материала, изготовления, способ
Формула / Реферат:
Изобретение относится к легкой промышленности и может быть применено в кожевенно-галантерейной, обувной промышленности, переплетном деле, в декоративно-прикладном искусстве. Задачей изобретения является увеличение многообразия создаваемых из материала художественных изделий, индивидуальность каждого из них при промышленной применимости способа, высокие художественные качества изделий, расширение сферы применения материала, повышение...
Способ изготовления электрического нагревателя из керамического материала.
Номер предварительного патента: 232
Опубликовано: 30.12.1993
Авторы: Савченко Юрий Дмитриевич, Неупокоев Артур Викторович, Позмогов Валерий Анатольевич
МПК: H05B 3/14
Метки: нагревателя, способ, материала, керамического, электрического, изготовления
Формула / Реферат:
Изобретение относится к области электротехники, к технологии изготовления керамических электрических нагревателей с электропроводной основой из карбида кремния. Способ изготовления электрического нагревателя из керамического материала с электропроводной основной из карбида кремния вклюлает смешение компонентов, формование полученной смеси, сушку, спекание и металлизацию концевых участков нагревателя, причем керамический материал имеет следующий...
Предыдущий патент: Форма для изготовления напорных виброгидропрессованных железобетонных труб с металлическим цилиндром
Следующий патент: Способ ремонта повреждений покрышек
Случайный патент: ДЮКЕР