Способ электролитно-плазменного упрочнения пилообразного режущего инструмента
Номер инновационного патента: 27496
Опубликовано: 15.10.2013
Авторы: Скаков Мажын Канапинович, Жилкашинова Альмира Михайловна, Рахадилов Бауыржан Корабаевич, Гречаник Алексей Дмитриевич, Жакупова Альмира Ерсаинова
Формула / Реферат
Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости пилообразного режущего инструмента. Задача, решаемая изобретением, заключается в повышении производительности и качества упрочняющей обработки, а также в повышении износостойкости пилообразных режущих инструментов. Технический результат от использования изобретения, заключается в понижении уровня остаточного аустенита и снятие внутренних напряжений в изделии. Предложен способ электролитно-плазменного упрочнения пилообразного режущего инструмента, включающий плазменный нагрев зубьев со стороны их вершины и последующее их охлаждение, при этом плазменный нагрев зубьев производят электролитной плазмой при включении чередующихся повышенного и пониженного электрических потенциалов путем введения зубьев пилообразного режущего инструмента в электролит, отличающийся тем, что нагрев зубьев пилообразного режущего инструмента электролитной плазмой осуществляют одновременно с насыщением азотом при погружении 1/3 зубьев пилообразного режущего инструмента в электролит из водного раствора, содержащий 1бУоЫГЦЕ, 10На2СОз и 5%С3Н5(ОН)3 при температуре 500-600°С, вершину каждого зуба выдерживают в электролите 4 - 6 минут, после чего охлаждают.
Текст
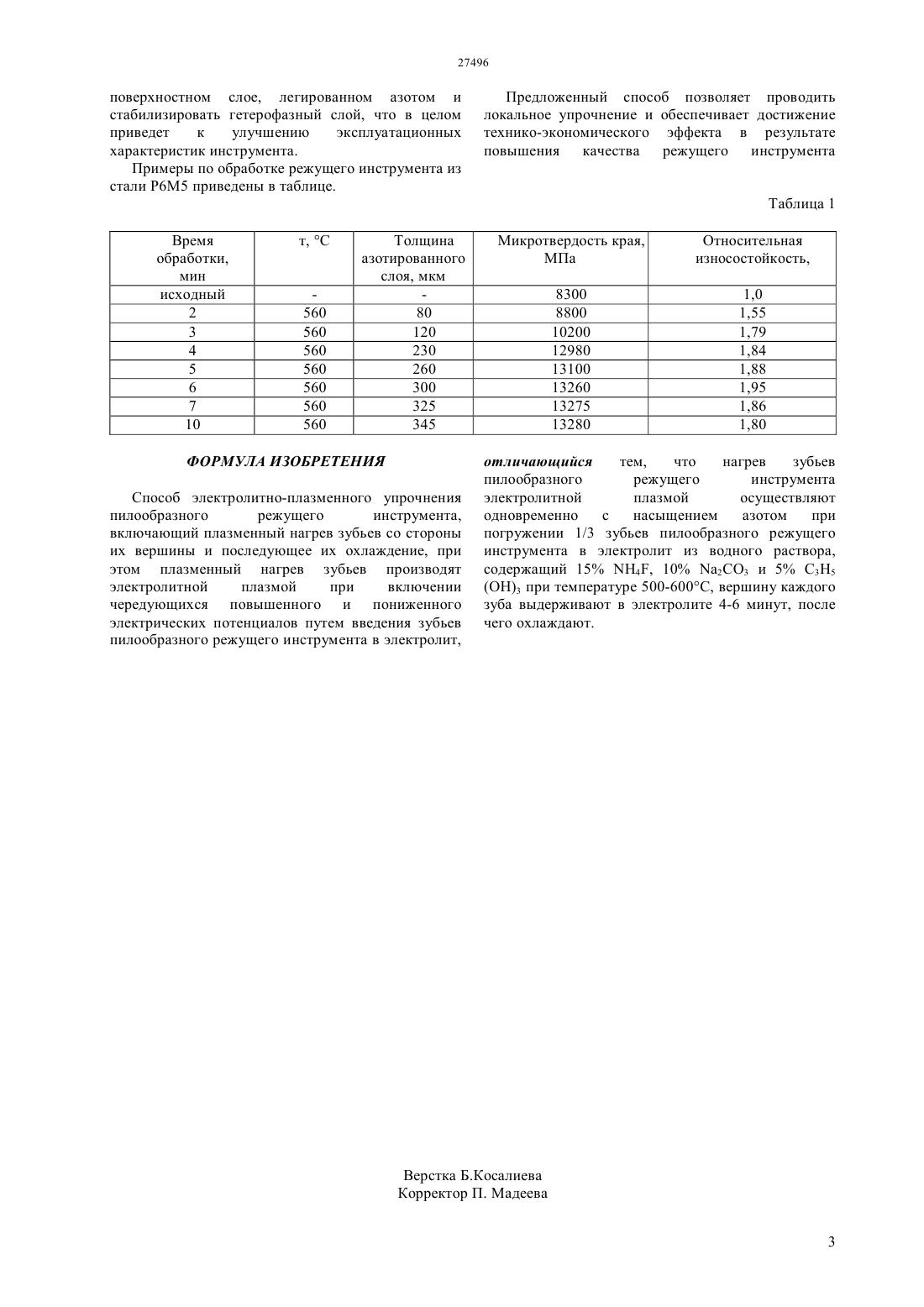
(51) 21 1/09 (2006.01) 21 9/24 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ обработки, а также в повышении износостойкости пилообразных режущих инструментов. Технический результат от использования изобретения,заключается в понижении уровня остаточного аустенита и снятие внутренних напряжений в изделии. Предложен способ электролитноплазменного упрочнения пилообразного режущего инструмента, включающий плазменный нагрев зубьев со стороны их вершины и последующее их охлаждение, при этом плазменный нагрев зубьев производят электролитной плазмой при включении чередующихся повышенного и пониженного электрических потенциалов путем введения зубьев пилообразного режущего инструмента в электролит,отличающийся тем,что нагрев зубьев пилообразного режущего инструмента электролитной плазмой осуществляют одновременно с насыщением азотом при погружении 1/3 зубьев пилообразного режущего инструмента в электролит из водного раствора,содержащий 154, 1023 и 5 С 3 Н 5(ОН)3 при температуре 500-600, вершину каждого зуба выдерживают в электролите 4-6 минут, после чего охлаждают.(72) Скаков Мажын Канапинович Жилкашинова Альмира Михайловна Рахадилов Бауыржан Корабаевич Жакупова Альмира Ерсаинова Гречаник Алексей Дмитриевич(73) Республиканское государственное казенное предприятие Восточно-Казахстанский государственный университет имени Сарсена Аманжолова Министерства образования и науки Республики Казахстан(54) СПОСОБ ЭЛЕКТРОЛИТНОПЛАЗМЕННОГО УПРОЧНЕНИЯ ПИЛООБРАЗНОГО РЕЖУЩЕГО ИНСТРУМЕНТА(57) Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости пилообразного режущего инструмента. Задача,решаемая изобретением,заключается в повышении производительности и качества упрочняющей Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости пилообразного режущего инструмента. Известен способ плазменного упрочнения пилообразного режущего инструмента,включающий скоростной нагрев вершины зуба с последующим охлаждением за счет теплоотвода вглубь металла. Для достижения высокой твердости на зубьях, обработку плазменной струей ведут со стороны вершины зуба в направлении,составляющем с передней режущей кромкой угол 24-45 град. Струйный плазменный нагрев зуба пилы со стороны его вершины обеспечивает нагрев зуба до половины его высоты. Охлаждение нагретого зуба осуществляется за счет теплоемкости изделия или с применением охлаждающей жидкости (см. А.с. СССР 1643621, кл.С 21 9/24, Оп. 1991 г.). К недостаткам этого способа относятся низкая производительность,обусловленная необходимостью нагрева каждого зуба в отдельности, а также низкое качество пилы,обусловленное возможностью перегрева и оплавления вершины зуба. Наиболее близким к предлагаемому изобретению является способ упрочнения пилы, включающий плазменный нагрев зубьев пилы со стороны их вершины и последующее их охлаждение,отличающийся тем, что плазменный нагрев зубьев производят до температуры,превышающей температуру фазовых превращений, электролитной плазмой при включении чередующихся повышенного и пониженного электрических потенциалов путем введения зубьев пилы в электролит задней поверхностью по ходу их движения с обеспечением возможности размещения в электролите за время до переключения электрического потенциала не менее 1/4 всех одновременно нагреваемых зубьев, после чего производят выглаживание каждого нагретого зуба по задней поверхности неэлектропроводным индентором с одновременным введением в зону выглаживания легирующих элементов и пропускания электрического тока плотностью до 10 А/см 2, а охлаждение зубьев осуществляют после их выглаживания путем подстуживания на воздухе до температуры мартенситных превращений и последующего воздействия электролитом при трении задней поверхности зуба об электропроводную поверхность электропроводного индентора, который выполняют из легирующих элементов и включают в электрическую цепь потенциалом 30-50 В анодом через слой электролита(см. А.с СССР 2138564, кл. С 21 9/24, Оп. 1999 г.). Недостатком известного способа является низкая производительность и недостаточная износостойкость упрочненного поверхностного слоя. Задача, решаемая изобретением, заключается в повышении производительности и качества упрочняющей обработки, а также в повышении 2 износостойкости пилообразных режущих инструментов. Технический результат от использования изобретения, заключается в понижении уровня остаточного аустенита и снятие внутренних напряжений в изделии. Сущность изобретения заключается в следующем. Предложен способ электролитноплазменного упрочнения пилообразного режущего инструмента, включающий плазменный нагрев зубьев со стороны их вершины и последующее их охлаждение, при этом плазменный нагрев зубьев производят электролитной плазмой при включении чередующихся повышенного и пониженного электрических потенциалов путем введения зубьев пилообразного режущего инструмента в электролит,отличающийся тем,что нагрев зубьев пилообразного режущего инструмента электролитной плазмой осуществляют одновременно с насыщением азотом при погружении 1/3 зубьев пилообразного режущего инструмента в электролит из водного раствора,содержащий 154, 1023 и 5 С 3 Н 5(ОН)3 при температуре 500-600, вершину каждого зуба выдерживают в электролите 4-6 минут, после чего охлаждают. Данный способ реализуется следующим образом обрабатываемый инструмент подают в рабочую камеру. Глубина погружения обрабатываемого режущего инструмента должна быть такой, чтобы в электролите находилось не менее 1/3 зубьев пилы (для ускорения процесса). Электролит из водного раствора, содержащего 154, 1023 и 5 С 3 Н 5(ОН)3, из теплообменника подается насосом в рабочую камеру. Из камеры использованный электролит обратно подается в теплообменник. При погружении зубьев в электролит они нагреваются плазменной дугой до температуры 500 - 600 при напряжении 260 В, плотности тока 3-4 А/см 2. Постоянная температура обрабатываемых зубьев поддерживается периодическим снижением напряжения. Период от входа зуба в электролит до выхода из него составляет 4-6 мин, в течение которых зубья подвергаются азотированию в электролитной плазме. При выходе зубьев из нагревающей среды производят их охлаждение. Микротвердость исходного состояния режущего инструмента из стали Р 6 М 5 в среднем составила 8300 МПа. Микротвердость на поверхности стали Р 6 М 5 после электролитно-плазменного упрочнения в среднем составила 13260 МПа. Увеличение микротвердости в 1,6 раза относительно исходного состояния на глубине 100300 мкм свидетельствует об эффективности предлагаемого способа поверхностного упрочнения режущего инструмента. Заявляемый способ плазменно-дугового упрочнения в электролите, который является водным раствором соединений азота, позволяет получить на поверхности инструмента слои,обеспечивающие повышение износостойкости в 2 раза,а также обеспечить равномерное распределение всех фазообразований в тонком поверхностном слое, легированном азотом и стабилизировать гетерофазный слой, что в целом приведет к улучшению эксплуатационных характеристик инструмента. Примеры по обработке режущего инструмента из стали Р 6 М 5 приведены в таблице. Предложенный способ позволяет проводить локальное упрочнение и обеспечивает достижение технико-экономического эффекта в результате повышения качества режущего инструмента ФОРМУЛА ИЗОБРЕТЕНИЯ Способ электролитно-плазменного упрочнения пилообразного режущего инструмента,включающий плазменный нагрев зубьев со стороны их вершины и последующее их охлаждение, при этом плазменный нагрев зубьев производят электролитной плазмой при включении чередующихся повышенного и пониженного электрических потенциалов путем введения зубьев пилообразного режущего инструмента в электролит, Микротвердость края,МПа отличающийся тем,что нагрев зубьев пилообразного режущего инструмента электролитной плазмой осуществляют одновременно с насыщением азотом при погружении 1/3 зубьев пилообразного режущего инструмента в электролит из водного раствора,содержащий 15 4, 10 2 СО 3 и 5 С 3 Н 5(ОН)3 при температуре 500-600, вершину каждого зуба выдерживают в электролите 4-6 минут, после чего охлаждают.
МПК / Метки
Метки: способ, электролитно-плазменного, упрочнения, пилообразного, режущего, инструмента
Код ссылки
<a href="https://kz.patents.su/3-ip27496-sposob-elektrolitno-plazmennogo-uprochneniya-piloobraznogo-rezhushhego-instrumenta.html" rel="bookmark" title="База патентов Казахстана">Способ электролитно-плазменного упрочнения пилообразного режущего инструмента</a>
Способ электролитно-плазменного упрочнения деталей бурового долота
Номер инновационного патента: 23178
Опубликовано: 15.11.2010
Авторы: Комбаев Куат Курганович, Кылышканов Манарбек Калымович, Погребняк Александр Дмитриевич
Метки: способ, электролитно-плазменного, деталей, упрочнения, бурового, долота
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в упрощении процесса упрочнения, улучшении технических характеристик упрочняемого изделия. Технический результат изобретения заключается в повышении износостойкости рабочих поверхностей обрабатываемых деталей (твердость достигает до 64 HRC, а сердцевина остается более пластичной и...
Способ плазменно-дугового упрочнения режущего инструмента
Номер инновационного патента: 26916
Опубликовано: 15.05.2013
Авторы: Ескермесов Дидар Кайратович, Скаков Мажын Канапинович, Рахадилов Бауыржан Корабаевич
Метки: режущего, инструмента, плазменно-дугового, упрочнения, способ
Формула / Реферат:
Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости режущего инструмента. Задача, решаемая изобретением, заключается в повышении износостойкости упрочняемых изделий. Технический результат, от использования изобретения, заключается в улучшении эксплуатационных характеристик изделий из быстрорежущих сталей за счет понижения уровня остаточного...
Способ плазменной поверхностной термообработки режущего инструмента
Номер патента: 3226
Опубликовано: 15.03.1996
Авторы: Яковлев Евгений Анатольевич, Кузнецов Юрий Михайлович, Хасенов Булат Пешатович
МПК: C21D 1/09
Метки: способ, поверхностной, плазменной, термообработки, инструмента, режущего
Формула / Реферат:
Изобретение относится к области термической обработки с использованием плазмы.
Цель изобретения - предотвращение перегрева и оплавления кромок.
Способ плазменной поверхностной термообработки режущего инструмента включает нагрев режущей кромки и образующих ее поверхностей плазмой до температуры закалки и охлаждение. Предварительный нагрев кромок инструмента осуществляют до 100-300°С и с этой температуры нагревают до температуры закалки.
Способ упрочнения поверхности подшипниковой дорожки бурового инструмента
Номер инновационного патента: 26917
Опубликовано: 15.05.2013
Авторы: Баятанова Ляйла Болаткановна, Сапатаев Ержан Ернатулы, Рахадилов Бауыржан Корабаевич, Скаков Мажын Канапинович, Курбанбеков Шерзод Рустамбекович
МПК: C21D 1/78
Метки: способ, поверхности, дорожки, бурового, подшипниковой, упрочнения, инструмента
Формула / Реферат:
Изобретение относится к области химико-термической обработки поверхностей металлов и может применяться при обработке поверхностей подшипникового узла буровых долот, требующих высокой твердости и износостойкости, при наличии прочного и пластичного основания. Задача, решаемая изобретением, состоит в снижении энергозатрат и улучшении условий труда технологического процесса упрочнения. Технический результат от использования изобретения заключается в...
Способ восстановления изношенного осевого режущего инструмента
Номер инновационного патента: 21452
Опубликовано: 15.07.2009
Автор: Боярский Вячеслав Григорьевич
МПК: B23P 6/02
Метки: изношенного, способ, режущего, восстановления, осевого, инструмента
Формула / Реферат:
Изобретение относится к обработке металлов резанием, а, именно, к способам восстановления изношенного осевого составного режущего инструмента и может быть использовано в механических и инструментальных цехах машиностроительных предприятий.Задачей предполагаемого изобретения является усовершенствование способа восстановления изношенного осевого составного режущего инструмента.Сущность изобретения заключается в том, что в корпусе...
Предыдущий патент: Способ упрочнения поверхности
Следующий патент: Брикет для получения чугуна в руднотермической печи
Случайный патент: Система управления городскими транспортными потоками