Способ плазменно-дугового упрочнения режущего инструмента
Номер инновационного патента: 26916
Опубликовано: 15.05.2013
Авторы: Рахадилов Бауыржан Корабаевич, Скаков Мажын Канапинович, Ескермесов Дидар Кайратович
Формула / Реферат
Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости режущего инструмента. Задача, решаемая изобретением, заключается в повышении износостойкости упрочняемых изделий. Технический результат, от использования изобретения, заключается в улучшении эксплуатационных характеристик изделий из быстрорежущих сталей за счет понижения уровня остаточного аустенита и снятие внутренних напряжений в изделии, а также за счет азотирования поверхности изделий. Предложен способ плазменно-дугового упрочнения режущего инструмента, включающий возбуждение плазменной дуги между анодом и инструментом, являющимся катодом, подключенным к источнику питания, погружение инструмента в электролит и нагрев его плазменной дугой, отличающийся тем, что рабочую часть инструмента сначала подвергают азотированию плазменной дугой при температуре 520-570°С в электролите из водного раствора, содержащем 10 % NH4CI и 5 % NH4OH, выдерживают 4-6 минут, после чего отключают напряжение.
Текст
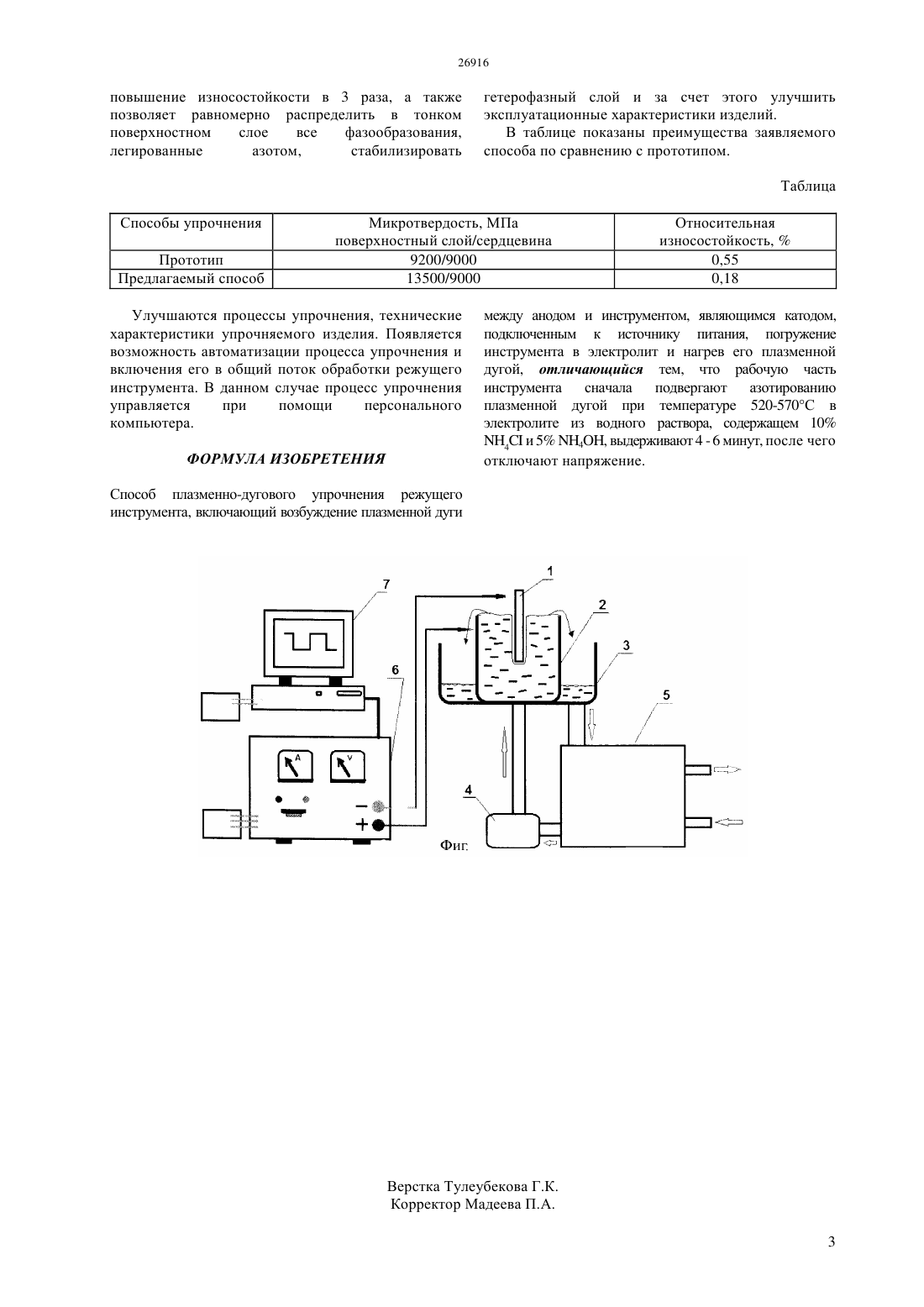
(51) 21 1/09 (2006.01) 23 4/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ упрочняемых изделий. Технический результат, от использования изобретения,заключается в улучшении эксплуатационных характеристик изделий из быстрорежущих сталей за счет понижения уровня остаточного аустенита и снятие внутренних напряжений в изделии, а также за счет азотирования поверхности изделий. Предложен способ плазменно-дугового упрочнения режущего инструмента,включающий возбуждение плазменной дуги между анодом и инструментом,являющимся катодом, подключенным к источнику питания, погружение инструмента в электролит и нагрев его плазменной дугой, отличающийся тем,что рабочую часть инструмента сначала подвергают азотированию плазменной дугой при температуре 520-570 С в электролите из водного раствора,содержащем 10 4 и 5 4,выдерживают 4-6 минут, после чего отключают напряжение.(72) Скаков Мажын Канапинович Рахадилов Бауыржан Корабаевич Ескермесов Дидар Кайратович(73) Республиканское государственное казенное предприятие Восточно-Казахстанский государственный технический университет им. Д. Серикбаева Министерства образования и науки Республики Казахстан(57) Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости режущего инструмента. Задача, решаемая изобретением,заключается в повышении износостойкости Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости режущего инструмента. Одной из задач дальнейшего развития машиностроения является повышение эксплуатационных свойств металлорежущих инструментов. Для решения данной задачи существенным является разработка и освоение эффективных технологий,упрочняющих металлические изделия (материалы). В настоящее время большой интерес в этом отношении вызывают плазменно-дуговые методы обработки. Известен способ упрочнения инструмента из быстрорежущих сталей за счет термической обработки, включающей закалку и отпуск. Например, термическая обработка стали Р 6 М 5 производится по следующему режиму температура закалки - 1220 С, среда охлаждения - масло, отпуск при температуре 550 С, 3 раза по 1 ч. (см. Гуляев А.П. Металловедение. М. Металлургия, 1986, с. 355379). Недостатком известного способа упрочнения указанных сталей термической обработкой является то, что изделия (инструмент) имеют недостаточную износостойкость. Наиболее близким заявляемому является способ плазменно-дугового упрочнения режущего инструмента,включающий возбуждение плазменной дуги между анодом из неиспаряемого материала и деталью, являющейся катодом,подключенными к одному источнику питания,путем помещения анода на дно ванны с электролитом и подведения катода к электролиту,нагрев детали плазменной дугой до температуры закалки,погружение ее в электролит с одновременным отключением напряжения (А.с. СССР 2095430, кл.С 21 1/09, Оп. 1997 г.). Недостатком прототипа является то, что данный способ не обеспечивает достаточной износостойкости изделий из-за повышенного уровня остаточного аустенита и внутренних напряжений. Задача, решаемая изобретением, заключается в повышении износостойкости упрочняемых изделий. Технический результат, от использования изобретения,заключается в улучшении эксплуатационных характеристик изделий из быстрорежущих сталей за счет понижения уровня остаточного аустенита и снятие внутренних напряжений в изделии, а также за счет азотирования поверхности изделий. Сущность изобретения заключается в следующем предложен способ плазменно-дугового упрочнения режущего инструмента, включающий возбуждение плазменной дуги между анодом и инструментом,являющимся катодом,подключенным к источнику питания, погружение инструмента в электролит и нагрев его плазменной дугой, отличающийся тем, что рабочую часть инструмента сначала подвергают азотированию плазменной дугой при температуре 520-570 С в электролите из водного раствора, содержащем 102 4 и 5 4, выдерживают 4-6 минут, после чего отключают напряжение. На фигуре схематически изображен технический процесс плазменно-дугового упрочнения быстрорежущего инструмента, где изображены упрочняемый инструмент из быстрорежущей стали(катод) 1, анод из нержавеющей стали 2, поддон 3,насос 4, теплообменник 5, источник питания 6,персональный компьютер 7. Стрелками показаны направления движения электролита и воды в теплообменнике. Через дно анода 2 сделан ввод для подачи охлажденного электролита диаметром 15 мм. После рабочей камеры электролит поступает в поддон 3, представляющий собой наружную камеру, окружающую анод 2, диаметром 200 мм и высотой 100 мм. Подача упрочняемого инструмента-катода 1 в рабочую камеру-анод 2 осуществлялась с помощью шестеренчатой передачи. Скорость подачи электролита (расход) составляла 4 л/мин. Скорость подачи охлаждающей проточной воды в теплообменник составляла 6 л/мин. Принятые параметры охлаждения электролита позволяли ограничить температуру его разогрева в пределах 30-40 С при нагреве образцов до температуры 520-570 С. Рабочая камера представляет собой цилиндрический сосуд, который является анодом с переливом электролита через край диаметром 100 мм и высотой 120 мм. Неупрочняемую часть детали перед погружением в электролит можно изолировать, например обмазкой,состоящей из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле. Изобретение осуществляется следующим образом обрабатываемый режущий инструмент подается в рабочую камеру-анод 2 с помощью шестеренчатой передачи. Электролит из водного раствора, содержащий 10 4 и 54 из теплообменника 5 подается насосом 4 в рабочую камеру-анод 2 (то есть, ванну-анода 2 из нержавеющей стали 12 Х 18 Н 10 Т). Из ванны-анода 2 использованный электролит обратно подается в теплообменник 5. Упрочнение осуществляют в следующих режимах напряжение 180 В, сила тока 130-40 А, время выдержки 4-6 минут. Катод(упрочняемый инструмент) частично погружают в электролит на глубину 5-50 мм. Расстояние между анодом 2 и катодом 1 - 30-49 мм. Нагрев инструмента до 520-570 С осуществляют плазменной дугой. Охлаждение осуществляют в потоке охлажденного электролита. Микротвердость исходного состояния режущего инструмента из стали Р 6 М 5 в среднем составила 9200 МПа. Микротвердость на поверхности стали Р 6 М 5 после плазменно-дугового упрочнения в среднем составила 13500 МПа. Увеличение микротвердости в 1,5 раза относительно исходного состояния на глубину 10001200 мкм свидетельствует об эффективности предлагаемого способа поверхностного упрочнения режущего инструмента. Заявляемый способ плазменно-дугового упрочнения в электролите, содержащем водный раствор соединений азота, позволяет получить на поверхности инструмента слои, обеспечивающие повышение износостойкости в 3 раза, а также позволяет равномерно распределить в тонком поверхностном слое все фазообразования,легированные азотом,стабилизировать гетерофазный слой и за счет этого улучшить эксплуатационные характеристики изделий. В таблице показаны преимущества заявляемого способа по сравнению с прототипом. Таблица Способы упрочнения Прототип Предлагаемый способ Улучшаются процессы упрочнения, технические характеристики упрочняемого изделия. Появляется возможность автоматизации процесса упрочнения и включения его в общий поток обработки режущего инструмента. В данном случае процесс упрочнения управляется при помощи персонального компьютера. ФОРМУЛА ИЗОБРЕТЕНИЯ между анодом и инструментом, являющимся катодом,подключенным к источнику питания, погружение инструмента в электролит и нагрев его плазменной дугой, отличающийся тем, что рабочую часть инструмента сначала подвергают азотированию плазменной дугой при температуре 520-570 С в электролите из водного раствора, содержащем 10 4 и 5 4, выдерживают 4 - 6 минут, после чего отключают напряжение. Способ плазменно-дугового упрочнения режущего инструмента, включающий возбуждение плазменной дуги
МПК / Метки
Метки: упрочнения, способ, плазменно-дугового, режущего, инструмента
Код ссылки
<a href="https://kz.patents.su/3-ip26916-sposob-plazmenno-dugovogo-uprochneniya-rezhushhego-instrumenta.html" rel="bookmark" title="База патентов Казахстана">Способ плазменно-дугового упрочнения режущего инструмента</a>
Способ плазменной поверхностной термообработки режущего инструмента
Номер патента: 3226
Опубликовано: 15.03.1996
Авторы: Яковлев Евгений Анатольевич, Хасенов Булат Пешатович, Кузнецов Юрий Михайлович
МПК: C21D 1/09
Метки: термообработки, инструмента, способ, поверхностной, плазменной, режущего
Формула / Реферат:
Изобретение относится к области термической обработки с использованием плазмы.
Цель изобретения - предотвращение перегрева и оплавления кромок.
Способ плазменной поверхностной термообработки режущего инструмента включает нагрев режущей кромки и образующих ее поверхностей плазмой до температуры закалки и охлаждение. Предварительный нагрев кромок инструмента осуществляют до 100-300°С и с этой температуры нагревают до температуры закалки.
Способ восстановления изношенного осевого режущего инструмента
Номер инновационного патента: 21452
Опубликовано: 15.07.2009
Автор: Боярский Вячеслав Григорьевич
МПК: B23P 6/02
Метки: восстановления, способ, изношенного, осевого, инструмента, режущего
Формула / Реферат:
Изобретение относится к обработке металлов резанием, а, именно, к способам восстановления изношенного осевого составного режущего инструмента и может быть использовано в механических и инструментальных цехах машиностроительных предприятий.Задачей предполагаемого изобретения является усовершенствование способа восстановления изношенного осевого составного режущего инструмента.Сущность изобретения заключается в том, что в корпусе...
Способ плазменно-механической обработки
Номер патента: 2409
Опубликовано: 15.09.1995
Авторы: Жиенбеков Габдулла Рахметуллаевич, Евтифеев Василий Григорьевич, Крестьянинов Валерий Иванович
МПК: B23B 1/00
Метки: способ, обработки, плазменно-механической
Формула / Реферат:
Изобретение относится к способам плазменно-механической обработки и может быть использовано при механической обработке трудно обрабатываемых материалов. Способ плазменно-механической обработки включает нагрев обрабатываемой поверхности струёй плазмотрона, экранированной газожидкостной смесью, подаваемой под давлением, к последующее срезание удаляемого материала. Между плазмотроном и обрабатываемой поверхностью помещают анод с отверстием, а...
Способ упрочнения стальных изделий
Номер предварительного патента: 9840
Опубликовано: 15.01.2001
Авторы: Тулебаев Алмас Кашкенович, Купчишин Анатолий Иванович, Валяев Александр Никифорович, Кылышканов Манарбек Калымович, Михалев Александр Дмитриевич, Плотников Сергей Викторович, Погребняк Александр Дмитриевич, Валяев Алексей Александрович, Кульсеитов Женис Оразханович
МПК: C21D 1/09, C23C 10/60
Метки: стальных, изделий, упрочнения, способ
Формула / Реферат:
Изобретение относится к радиационной обработке инструментальных и конструкционных сталей и изделий из них высокоинтенсивными потоками энергии. Оно может быть использовано при производстве режущего и штампового инструмента в машиностроении, получении металлических материалов для конструкций, работающих при повышенных механических нагрузках в химической и металлургической промышленности, ядерной энергетике и других производствах.Технический...
Способ упрочнения низкоуглеродистых сталей
Номер инновационного патента: 25668
Опубликовано: 16.04.2012
Авторы: Парунин Сергей Вячеславович, Смирнов Вячеслав Викторович, Скаков Мажын Канапинович, Сапатаев Ержан Ернатулы, Кылышканов Манарбек Калымович
МПК: C21D 1/78
Метки: упрочнения, сталей, низкоуглеродистых, способ
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в снижении расхода электроэнергии. Технический результат от использования изобретения заключается в улучшении износостойкости рабочих поверхностей обрабатываемых деталей и снижение температуры нагрева. Сущность изобретения заключается в следующем. Предложен способ упрочнения...
Предыдущий патент: Способ переработки высокотитанистых титаномагнетитовых концентратов
Следующий патент: Способ упрочнения поверхности подшипниковой дорожки бурового инструмента
Случайный патент: Устройство компенсации уточных нитей к многоцветному бесчелночному ткацкому станку