Способ упрочнения поверхности подшипниковой дорожки бурового инструмента
Номер инновационного патента: 26917
Опубликовано: 15.05.2013
Авторы: Баятанова Ляйла Болаткановна, Сапатаев Ержан Ернатулы, Курбанбеков Шерзод Рустамбекович, Скаков Мажын Канапинович, Рахадилов Бауыржан Корабаевич
Формула / Реферат
Изобретение относится к области химико-термической обработки поверхностей металлов и может применяться при обработке поверхностей подшипникового узла буровых долот, требующих высокой твердости и износостойкости, при наличии прочного и пластичного основания. Задача, решаемая изобретением, состоит в снижении энергозатрат и улучшении условий труда технологического процесса упрочнения. Технический результат от использования изобретения заключается в повышении износостойкости и прочности поверхности подшипниковой дорожки бурового инструмента за счет циклического нагрева и закалки в потоке электролита. Нет необходимости изолировать буровой инструмент. Предложен способ упрочнения поверхности подшипниковой дорожки бурового инструмента, включающий нагрев электролитной плазмой до 930-940°С, цементацию, закалку в охлажденном электролите, отличающийся тем, что нагрев электролитной плазмой осуществляют точечно, перемещаясь по периметру подшипниковой дорожки, при этом каждую точку сначала подвергают нагреву в течение 6-8 сек, после чего осуществляют закалку в потоке охлажденного электролита.
Текст
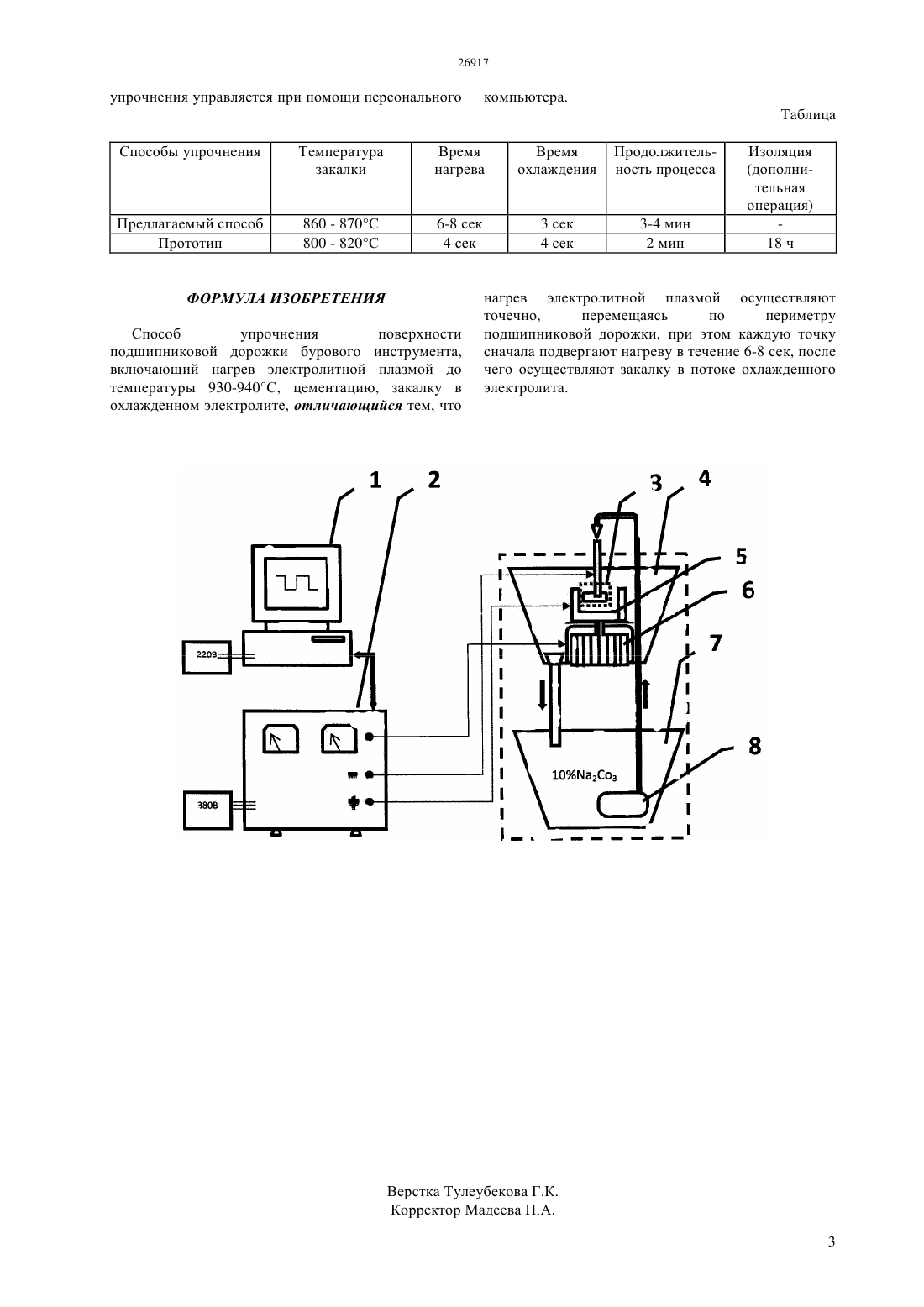
(51) 21 1/78 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ прочного и пластичного основания. Задача,решаемая изобретением, состоит в снижении энергозатрат и улучшении условий труда технологического процесса упрочнения. Технический результат от использования изобретения заключается в повышении износостойкости и прочности поверхности подшипниковой дорожки бурового инструмента за счет циклического нагрева и закалки в потоке электролита. Нет необходимости изолировать буровой инструмент. Предложен способ упрочнения поверхности подшипниковой дорожки бурового инструмента, включающий нагрев электролитной плазмой до 930-940 С, цементацию, закалку в охлажденном электролите, отличающийся тем, что нагрев электролитной плазмой осуществляют точечно,перемещаясь по периметру подшипниковой дорожки, при этом каждую точку сначала подвергают нагреву в течение 6-8 сек, после чего осуществляют закалку в потоке охлажденного электролита.(72) Скаков Мажын Канапинович Баятанова Ляйла Болаткановна Сапатаев Ержан Ернатулы Рахадилов Бауыржан Корабаевич Курбанбеков Шерзод Рустамбекович(73) Республиканское государственное казенное предприятие Восточно-Казахстанский государственный технический университет им. Д. Серикбаева Министерства образования и науки Республики Казахстан(56) Инновационный патент РК 23178, кл. С 21 1/78, опубл. 15.11.2010 г(54) СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ПОДШИПНИКОВОЙ ДОРОЖКИ БУРОВОГО ИНСТРУМЕНТА(57) Изобретение относится к области химикотермической обработки поверхностей металлов и может применяться при обработке поверхностей подшипникового узла буровых долот, требующих высокой твердости и износостойкости, при наличии Изобретение относится к области химикотермической обработки поверхностей металлов и может применяться при обработке поверхностей подшипникового узла буровых долот, требующих высокой твердости и износостойкости, при наличии прочного и пластичного основания. Подшипниковая дорожка шарошечного бурового долота, как известно, воспринимает высокие циклические нагрузки и требует наличия высокой износостойкости опорной поверхности(см. Барвинок В. А., Кулаков Г.А. Технологические методы повышения качества основных деталей и узлов буровых шарошечных долот. // Проблемы машиностроения и автоматизации, 1997 г. 3-4,с. 11-17). Известен способ упрочнения низкоуглеродистых сталей, где изделия стали (10 шт) укладывают в железный ящик с твердым карбюризатором и нагревают до 930 С. Цементацию ведут на глубину 1 мм. Охлаждают детали в ящиках на воздухе до 680-550 С, выдерживают 0,3-0,5 ч, нагревают до 800-820 С и закаливают (Патент РФ 2094485, кл. 21 1/78, оп. 1997 г.). Недостаток данного способа низкая твердость цементированного слоя на мягкой основе, что исключает применение его при высоких нагрузках. Известен также способ упрочнения поверхности опоры скольжения буровых долот борированием. В этом способе борирование осуществляют в две стадии сначала при температуре 840-860 С, затем повышают температуру до 900-920 С и выдерживают при ней. При этом формируется многослойная структура покрытия, в которой гемоборид железа и борный цементит с взаимопроникающими зубьями расположены на цементированном слое (Патент РФ 2048649, кл. Е 21 В 10/22, 16 19/00 оп. 1995 г). Недостатком данного способа является высокая энергоемкость и трудоемкость процесса упрочнения поверхностей опоры скольжения буровых долот. Наиболее близким по технической сущности и достигаемому результату является способ электролитно-плазменного упрочнения бурового долота, включающий нагрев детали до 930-940 С,цементацию на глубину 1 мм, и закалку при 800820 С, отличающийся тем, что нагрев детали осуществляют плазмой, при этом деталь частично погружают в электролит на глубину 4-6 мм, подают постоянный электрический ток,подвергают охлаждению в потоке электролита (Патент РК 23178, кл. 21 1/78 оп. 2010 г). Недостатком прототипа является то, что в известном способе неупрочняемую часть детали перед погружением в электролит изолируют, что приводит к повышению трудоемкости и энергоемкости технологического процесса. Задача, решаемая изобретением, состоит в снижении энергозатрат и улучшении условий труда технологического процесса упрочнения. Технический результат от использования изобретения заключается в повышении износостойкости и прочности поверхности подшипниковой дорожки бурового инструмента за 2 счет циклического нагрева и закалки в потоке электролита. Нет необходимости изолировать буровой инструмент. Сущность изобретения заключается в следующем предложен способ упрочнения поверхности подшипниковой дорожки бурового инструмента, включающий нагрев электролитной плазмой до 930-940 С, цементацию, закалку в охлажденном электролите, отличающийся тем, что нагрев электролитной плазмой осуществляют точечно,перемещаясь по периметру подшипниковой дорожки, при этом каждую точку сначала подвергают нагреву в течение 6-8 сек, после чего осуществляют закалку в потоке охлажденного электролита. На фигуре представлена принципиальная схема установки для осуществления процесса обработки подшипниковой дорожки бурового инструмента, где персональный компьютер 1 источник питания 2 сопло для электролитно-плазменной обработки(плазмотрон) 3 рабочая ванна 4 механизм зажима и установки детали или образца 5 шаговый двигатель 6 резервуар для электролита 7 насос 8. Изобретение осуществляется следующим образом обрабатываемая подшипниковая дорожка бурового инструмента из стали 18 ХН 3 МА-Ш устанавливается и зажимается на механизме зажима 5, который позволяет регулировать необходимое расстояние между катодом и анодом. Электролит из резервуара 7 подается насосом 8 на сопло 3 конусной формы, в которое вставлен анод из нержавеющей стали 12 Х 18 Н 10 Т. Обеспечивается охлаждение до необходимой (поддерживалась на уровне 20-301 С) температуры. Из рабочей ванны 4 использованный электролит обратно подается в резервуар 7. Режим электролитно-плазменной обработки напряжение 300-320 В, сила тока 810 А, время нагрева 6-8 с, закалка 3-4 с, общее время 3-4 минуты на одну операцию упрочнения. Нагрев электролитной плазмой до 930-940 С осуществляют точечно по периметру подшипниковой дорожки бурового инструмента, после чего осуществляют закалку в потоке охлажденного электролита. Состав электролита 10 водный раствор кальцинированной соды 2 О 3. Микротвердость исходного состояния подшипниковой дорожки в среднем составила 2800 МПа. Микротвердость на поверхности подшипниковой дорожки после электролитно-плазменной обработки в среднем составила 7000 МПа. Увеличение микротвердости в 2-2,5 раза относительно исходного состояния на глубину 10001700 мкм свидетельствует об эффективности предлагаемого способа поверхностного упрочнения подшипниковой дорожки бурового инструмента. В таблице показаны преимущества заявляемого способа по сравнению с прототипом. Снижаются энергозатраты, сокращается время технологического процесса упрочнения поверхности подшипниковой дорожки бурового инструмента. Появляется возможность автоматизации процесса упрочнения и включения его в общий поток обработки подшипниковой дорожки. В данном случае процесс упрочнения управляется при помощи персонального ФОРМУЛА ИЗОБРЕТЕНИЯ Способ упрочнения поверхности подшипниковой дорожки бурового инструмента,включающий нагрев электролитной плазмой до температуры 930-940 С, цементацию, закалку в охлажденном электролите, отличающийся тем, что нагрев электролитной плазмой осуществляют точечно,перемещаясь по периметру подшипниковой дорожки, при этом каждую точку сначала подвергают нагреву в течение 6-8 сек, после чего осуществляют закалку в потоке охлажденного электролита.
МПК / Метки
МПК: C21D 1/78
Метки: бурового, инструмента, способ, упрочнения, поверхности, подшипниковой, дорожки
Код ссылки
<a href="https://kz.patents.su/3-ip26917-sposob-uprochneniya-poverhnosti-podshipnikovojj-dorozhki-burovogo-instrumenta.html" rel="bookmark" title="База патентов Казахстана">Способ упрочнения поверхности подшипниковой дорожки бурового инструмента</a>
Способ электролитно-плазменного упрочнения деталей бурового долота
Номер инновационного патента: 23178
Опубликовано: 15.11.2010
Авторы: Погребняк Александр Дмитриевич, Комбаев Куат Курганович, Кылышканов Манарбек Калымович
Метки: электролитно-плазменного, долота, бурового, упрочнения, деталей, способ
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в упрощении процесса упрочнения, улучшении технических характеристик упрочняемого изделия. Технический результат изобретения заключается в повышении износостойкости рабочих поверхностей обрабатываемых деталей (твердость достигает до 64 HRC, а сердцевина остается более пластичной и...
Способ плазменно-дугового упрочнения режущего инструмента
Номер инновационного патента: 26916
Опубликовано: 15.05.2013
Авторы: Скаков Мажын Канапинович, Ескермесов Дидар Кайратович, Рахадилов Бауыржан Корабаевич
Метки: режущего, инструмента, способ, упрочнения, плазменно-дугового
Формула / Реферат:
Изобретение относится к металлургии, в частности к технологии обработки металлов и сплавов, и может быть использовано для повышения эксплуатационной стойкости режущего инструмента. Задача, решаемая изобретением, заключается в повышении износостойкости упрочняемых изделий. Технический результат, от использования изобретения, заключается в улучшении эксплуатационных характеристик изделий из быстрорежущих сталей за счет понижения уровня остаточного...
Способ упрочнения низкоуглеродистых сталей
Номер инновационного патента: 25668
Опубликовано: 16.04.2012
Авторы: Парунин Сергей Вячеславович, Сапатаев Ержан Ернатулы, Скаков Мажын Канапинович, Кылышканов Манарбек Калымович, Смирнов Вячеслав Викторович
МПК: C21D 1/78
Метки: упрочнения, сталей, низкоуглеродистых, способ
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в снижении расхода электроэнергии. Технический результат от использования изобретения заключается в улучшении износостойкости рабочих поверхностей обрабатываемых деталей и снижение температуры нагрева. Сущность изобретения заключается в следующем. Предложен способ упрочнения...
Способ плазменной поверхностной термообработки режущего инструмента
Номер патента: 3226
Опубликовано: 15.03.1996
Авторы: Яковлев Евгений Анатольевич, Хасенов Булат Пешатович, Кузнецов Юрий Михайлович
МПК: C21D 1/09
Метки: плазменной, режущего, способ, термообработки, инструмента, поверхностной
Формула / Реферат:
Изобретение относится к области термической обработки с использованием плазмы.
Цель изобретения - предотвращение перегрева и оплавления кромок.
Способ плазменной поверхностной термообработки режущего инструмента включает нагрев режущей кромки и образующих ее поверхностей плазмой до температуры закалки и охлаждение. Предварительный нагрев кромок инструмента осуществляют до 100-300°С и с этой температуры нагревают до температуры закалки.
Сопло для моноблочного бурового инструмента
Номер патента: 4860
Опубликовано: 16.06.1997
Авторы: Бернар Понтно, Ален Бессон
МПК: E21B 10/60
Метки: моноблочного, бурового, инструмента, сопло
Формула / Реферат:
Сопло для моноблочного бурового инструмента укрепляется на этом инструменте и содержит канал для потока омывающей жидкости, подводимой изнутри инструмента. Канал расширяется от своего входного конца и до выходного конца с углом расширения, меньшим 30°, так что жидкость выливается вдоль боковой стенки канала.
Предыдущий патент: Способ плазменно-дугового упрочнения режущего инструмента
Следующий патент: Способ переработки экологически опасных, радиоактивных отходов и руд редких металлов
Случайный патент: Устройство для местного лечения гнойных ран конечностей