Смесь для изготовления литейных форм по выплавляемым моделям
Номер инновационного патента: 19912
Опубликовано: 15.08.2008
Авторы: Дильмухамбетов Есен Едашевич, Темирбаев Максут Абуович, Вонгай Игорь Михайлович, Мансуров Зулхаир Аймухамедович, Акназаров Сестагер Хусаинович, Исанбекова Алмагуль Турсынбаевна, Иманбаев Даурен Толегенович
Формула / Реферат
Изобретение относится к литейному произ-водству, а именно к смесям для изготовления литейных форм по выплавляемым моделям в стоматологии из кобальтохромовых (бюгельных) сплавов (КХС) на основе силикатных и фосфатных композиций.
Смесь для изготовления литейных форм по выплавляемым моделям включает порошок из молотого кварца - 58,0 - 77,0 мас.%, кристобалита - 3,0-20,0 мас.%, окиси магния 2,0-15,0 мас.%, дигидрофосфат аммония 5,0-20,0 мас.% и жид- кость - золь кремниевой кислоты 11,0-20,0 % от количества порошка.
Предел прочности на сжатие полученной литейной формы из заявляемой смеси составляет 5,00-20,00 МПа, термическое расширение 0,8-2,5%. огнеупорность 1600-1720ºС, время схватывания 5-10 мин.
Текст
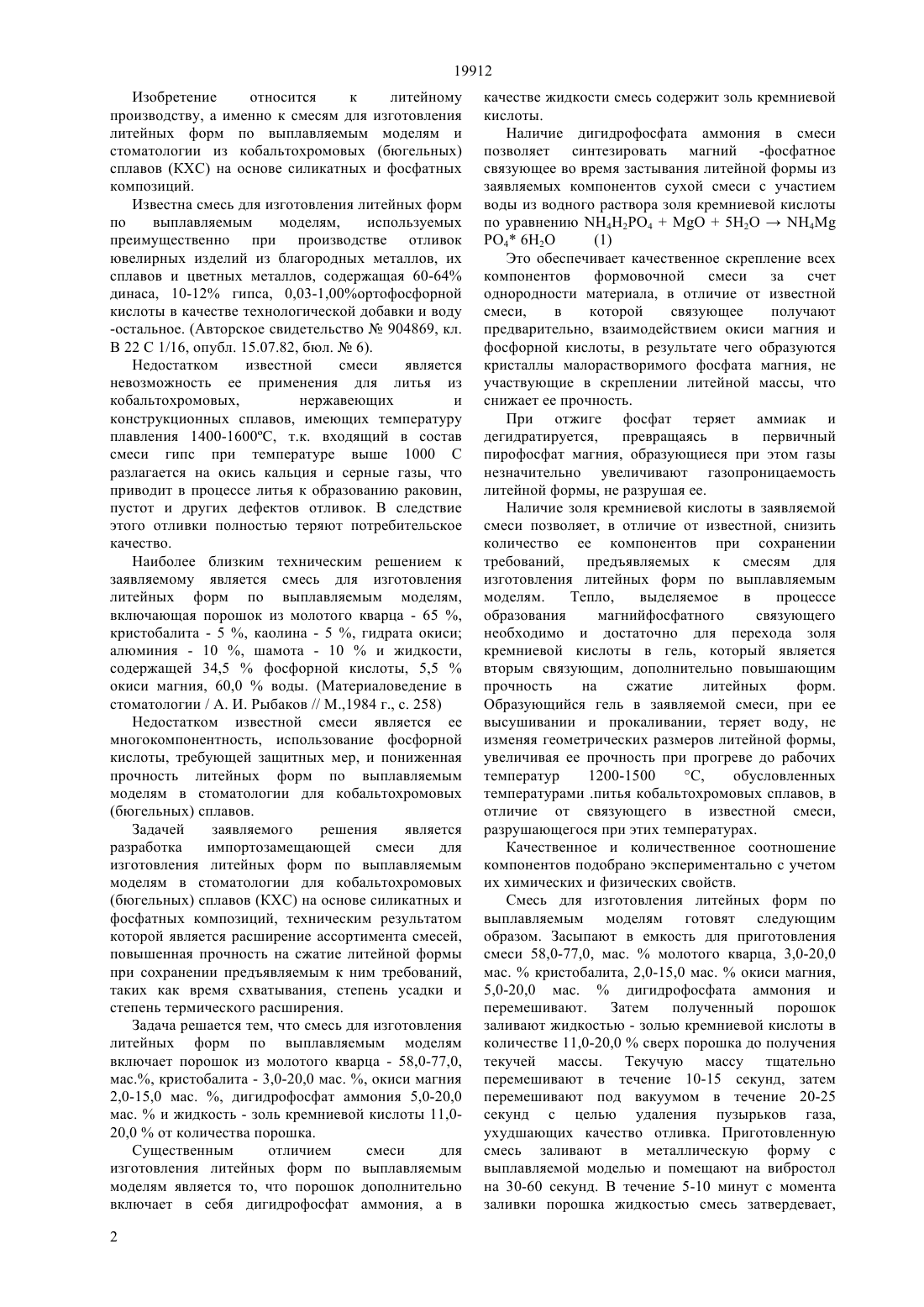
(51) 22 1/16 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к литейному производству, а именно к смесям для изготовления литейных форм по выплавляемым моделям в стоматологии из кобальтохромовых (бюгельных) сплавов (КХС) на основе силикатных и фосфатных композиций. Смесь для изготовления литейных форм по выплавляемым моделям включает порошок из молотого кварца - 58,0 - 77,0 мас., кристобалита 3,0-20,0 мас., окиси магния 2,0-15,0 мас.,дигидрофосфат аммония 5,0-20,0 мас. и жидкость - золь кремниевой кислоты 11,0-20,0 от количества порошка. Предел прочности на сжатие полученной литейной формы из заявляемой смеси составляет 5,00-20,00 МПа, термическое расширение 0,8-2,5. огнеупорность 1600-1720 С, время схватывания 5-10 мин.(72) Вонгай Игорь Михайлович Дильмухамбетов Есен Едашевич Исанбекова Алмагуль Турсынбаевна Мансуров Зулхаир Аймухамедович Акназаров Сестагер Хусаинович Темирбаев Максут Абуович Иманбаев Даурен Толегенович(73) Дочернее государственное предприятие Институт проблем горения Республиканского государственного предприятия на праве хозяйственного ведения Казахский национальный университет им. аль-Фараби(54) СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ 19912 Изобретение относится к литейному производству, а именно к смесям для изготовления литейных форм по выплавляемым моделям и стоматологии из кобальтохромовых (бюгельных) сплавов (КХС) на основе силикатных и фосфатных композиций. Известна смесь для изготовления литейных форм по выплавляемым моделям,используемых преимущественно при производстве отливок ювелирных изделий из благородных металлов, их сплавов и цветных металлов, содержащая 60-64 динаса, 10-12 гипса, 0,03-1,00 ортофосфорной кислоты в качестве технологической добавки и воду-остальное. (Авторское свидетельство 904869, кл. В 22 С 1/16, опубл. 15.07.82, бюл.6). Недостатком известной смеси является невозможность ее применения для литья из кобальтохромовых,нержавеющих и конструкционных сплавов, имеющих температуру плавления 1400-1600 С, т.к. входящий в состав смеси гипс при температуре выше 1000 С разлагается на окись кальция и серные газы, что приводит в процессе литья к образованию раковин,пустот и других дефектов отливок. В следствие этого отливки полностью теряют потребительское качество. Наиболее близким техническим решением к заявляемому является смесь для изготовления литейных форм по выплавляемым моделям,включающая порошок из молотого кварца - 65 ,кристобалита - 5 , каолина - 5 , гидрата окиси алюминия - 10 , шамота - 10 и жидкости,содержащей 34,5 фосфорной кислоты, 5,5 окиси магния, 60,0 воды. (Материаловедение в стоматологии / А. И. Рыбаков // М.,1984 г., с. 258) Недостатком известной смеси является ее многокомпонентность, использование фосфорной кислоты, требующей защитных мер, и пониженная прочность литейных форм по выплавляемым моделям в стоматологии для кобальтохромовых(бюгельных) сплавов. Задачей заявляемого решения является разработка импортозамещающей смеси для изготовления литейных форм по выплавляемым моделям в стоматологии для кобальтохромовых(бюгельных) сплавов (КХС) на основе силикатных и фосфатных композиций, техническим результатом которой является расширение ассортимента смесей,повышенная прочность на сжатие литейной формы при сохранении предъявляемым к ним требований,таких как время схватывания, степень усадки и степень термического расширения. Задача решается тем, что смесь для изготовления литейных форм по выплавляемым моделям включает порошок из молотого кварца - 58,0-77,0,мас., кристобалита - 3,0-20,0 мас. , окиси магния 2,0-15,0 мас. , дигидрофосфат аммония 5,0-20,0 мас.и жидкость - золь кремниевой кислоты 11,020,0 от количества порошка. Существенным отличием смеси для изготовления литейных форм по выплавляемым моделям является то, что порошок дополнительно включает в себя дигидрофосфат аммония, а в 2 качестве жидкости смесь содержит золь кремниевой кислоты. Наличие дигидрофосфата аммония в смеси позволяет синтезировать магний -фосфатное связующее во время застывания литейной формы из заявляемых компонентов сухой смеси с участием воды из водного раствора золя кремниевой кислоты по уравнению 4245 Н 2 О 4 РО 4 62 О(1) Это обеспечивает качественное скрепление всех компонентов формовочной смеси за счет однородности материала, в отличие от известной смеси,в которой связующее получают предварительно, взаимодействием окиси магния и фосфорной кислоты, в результате чего образуются кристаллы малорастворимого фосфата магния, не участвующие в скреплении литейной массы, что снижает ее прочность. При отжиге фосфат теряет аммиак и дегидратируется,превращаясь в первичный пирофосфат магния, образующиеся при этом газы незначительно увеличивают газопроницаемость литейной формы, не разрушая ее. Наличие золя кремниевой кислоты в заявляемой смеси позволяет, в отличие от известной, снизить количество ее компонентов при сохранении требований, предъявляемых к смесям для изготовления литейных форм по выплавляемым моделям. Тепло,выделяемое в процессе образования магнийфосфатного связующего необходимо и достаточно для перехода золя кремниевой кислоты в гель, который является вторым связующим, дополнительно повышающим прочность на сжатие литейных форм. Образующийся гель в заявляемой смеси, при ее высушивании и прокаливании, теряет воду, не изменяя геометрических размеров литейной формы,увеличивая ее прочность при прогреве до рабочих температур 1200-1500 С,обусловленных температурами .питья кобальтохромовых сплавов, в отличие от связующего в известной смеси,разрушающегося при этих температурах. Качественное и количественное соотношение компонентов подобрано экспериментально с учетом их химических и физических свойств. Смесь для изготовления литейных форм по выплавляемым моделям готовят следующим образом. Засыпают в емкость для приготовления смеси 58,0-77,0, мас.молотого кварца, 3,0-20,0 мас.кристобалита, 2,0-15,0 мас.окиси магния,5,0-20,0 мас.дигидрофосфата аммония и перемешивают. Затем полученный порошок заливают жидкостью - золью кремниевой кислоты в количестве 11,0-20,0 сверх порошка до получения текучей массы. Текучую массу тщательно перемешивают в течение 10-15 секунд, затем перемешивают под вакуумом в течение 20-25 секунд с целью удаления пузырьков газа,ухудшающих качество отливка. Приготовленную смесь заливают в металлическую форму с выплавляемой моделью и помещают на вибростол на 30-60 секунд. В течение 5-10 минут с момента заливки порошка жидкостью смесь затвердевает, 19912 иначе говоря, схватывается. После полного затвердения литейной формы выставляемая модель удаляется нагреванием и литейная форма поступает на термообработку и заливку металлом. Предел прочности на сжатие полученной литейной формы из заявляемой смеси составляет 5-20 МПа. Термическое расширение 0,8-2,5, огнеупорность 1600-1720 С Пример 1. В емкость для приготовления смеси для изготовления литейных форм по выплавляемым моделям засыпают 58 гр молотого кварца дисперсностью 44 мкм, 20 гр кристобалита дисперсностью 90 мкм, 2 гр окиси магния дисперсностью 50 мкм, 20 гр дигидрофосфата аммония дисперсностью 90 мкм и тщательно перемешивают в течение 10-15 минут. Затем в емкость с порошком наливают 20 мл водного золя кремниевой кислоты с содержанием 40 оксида кремния, при этом получают текучую массу, которую тщательно перемешивают вручную шпателем в течение 15 секунд, затем механически перемешивают под вакуумом в течение 25 секунд. Приготовленную смесь заливают в металлическую форму с выплавляемой моделью и помещают на вибростол на 50 секунд. В течение 10 минут с момента заливки порошка жидкостью смесь затвердевает, иначе говоря, схватывается. После полного затвердения литейной формы выплавляемая модель удаляется нагреванием и литейная форма поступает на термообработку и заливку металлом. Сращивание полученной отливки с материалом литейной формой отсутствует. Предел прочности на сжатие полученной литейной формы из заявляемой смеси составляет 12 МПа. Термическое расширение 2,5 , огнеупорность 1600 С. Примеры 2, 3 таблицы выполняют аналогично примеру 1. Таблица Молотый кварц Кристобалит Окись магния Дигидрофосфат аммония Золь кремниевой кислоты Молотый кварц Кристобалит Окись магния Дигидрофосфат аммония Золь кремниевой кислоты Молотый кварц Кристобалит Окись магния Дигидрофосфат аммония Золь кремниевой кислоты ФОРМУЛА ИЗОБРЕТЕНИЯ Смесь для изготовления литейных форм по выплавляемым моделям, включающая порошок из молотого кварца, кристобалита, окиси магния и жидкость, отличающаяся тем, что в качестве жидкости она содержит золь кремниевой кислоты в количестве 11-20 от веса порошка, а порошок дополнительно содержит дигидрофосфат аммония,при следующем соотношении компонентов порошка, мас.молотый кварц 58,0-77,0 кристобалит 3,0-20,0 окись магния 2,0-15,0 дигидрофосфат аммония 5,0-20,0.
МПК / Метки
МПК: B22C 1/16
Метки: выплавляемым, изготовления, литейных, форм, смесь, моделям
Код ссылки
<a href="https://kz.patents.su/3-ip19912-smes-dlya-izgotovleniya-litejjnyh-form-po-vyplavlyaemym-modelyam.html" rel="bookmark" title="База патентов Казахстана">Смесь для изготовления литейных форм по выплавляемым моделям</a>
Холоднотвердеющая смесь для изготовления литейных форм и стержней
Номер предварительного патента: 4608
Опубликовано: 16.06.1997
Авторы: Бакиров Рашид Бакирович, Ахметова Галина Вагизовна, Жабыкбаев Ербол
МПК: B22C 1/00
Метки: литейных, форм, смесь, изготовления, холоднотвердеющая, стержней
Формула / Реферат:
Изобретение относится к области литейного производства и может быть использовано для изготовления литейных форм и стержней из металлофосфатных смесей.Для улучшения литейных свойств смеси, ее прочности, улучшения выбиваемости, стабильности состава, обеспечения безотходности и снижения стоимости в качестве отвердителя смеси содержит железорудный концентрат с удельной поверхностью 200-250 м2/кг, содержащий не менее 71% оксида железа, при следующем...
Установка для нерперывного изготовления литейных форм
Номер предварительного патента: 6544
Опубликовано: 15.09.1998
Авторы: Поветин Анатолий Алексеевич, Трифончев Александр Петрович, Требухин Иван Федорович, Требухин Юрий Иванович
МПК: B22C 15/02
Метки: установка, изготовления, форм, нерперывного, литейных
Формула / Реферат:
Установка для непрерывного изготовления литейных форм относится к области литейного производства, в частности к установкам для непрерывного изго-товления литейных форм в опоках из песчано-глинистых формовочных смесей способом прокатки.Установка для непрерывного изготовления литейных форм, содержащая горизонтально-замкнутый пластинчатый конвейер, на пластинах которого установлены опоки с моделями, бункер для заполнения опок смесью, прокатный...
Способ изготовления литейных форм
Номер патента: 1172
Опубликовано: 15.09.1994
Авторы: Ботов Анатолий Петрович, Исагулов Аристотель Зейнуллинович, Иванов Евгений Иванович, Кузембаев Серик Бапаевич, Левинсон Владимир Абрамович, Матвеенко Иван Владимирович, Егоров Виктор Владимирович
МПК: B22C 15/22
Метки: изготовления, форм, литейных, способ
Формула / Реферат:
Изобретение относится к литейному производству, в частности к изготовлению литейных форм низкоимпульсным способом. Цель изобретения - повышение качества уплотнения литейных форм. Способ заключается в том, что в опоку засыпается смесь, уплотняется импульсным воздействием, а в момент достижения максимального давления импульса над смесью производят допрессовку смеси. Способ позволяет снизить расход воздуха.
Жидкоподвижная смесь для изготовления литейных форм и стержней
Номер патента: 2770
Опубликовано: 15.12.1995
Авторы: Ботов Анатолий Петрович, Алешкин Сергей Алексеевич, Ерохина Наталья Александровна, Столяр Эдуард Александрович, Левинсон Владимир Абрамович, Путько Валерий Павлович, Нестеренко Надежда Александровна, Мирчева Надежда Петровна
МПК: B22C 1/22
Метки: литейных, жидкоподвижная, форм, изготовления, смесь, стержней
Формула / Реферат:
Изобретение относится к литейному производству, а именно к составам жидкоподвижных смесей для изготовления литейных форм и стержней.Целью изобретения является снижение стоимости смеси за счет совращения расхода связующего и повышение прочности смеси в горячем состоянии.Олесь содержит кварцевый песок, водный раствор поливинилового спирта, фенолформальдегидный олигомер в виде порошкообразного продукта наволочного типа с содержанием уротропина 5-10...
Способ изготовления литейных форм
Номер предварительного патента: 3714
Опубликовано: 16.09.1996
Авторы: Исагулов Аристотель Зейнуллинович, Кипнис Лев Семенович, Абдрахманов Ермаганбет Сейсенбекович
МПК: B22C 9/00
Метки: форм, изготовления, литейных, способ
Формула / Реферат:
Изобретение относится к области литейного производства, а именно, к способам уплотнения литейных форм.Задача изобретения - повышение плотности, твердости и газопроницаемости в трудноуплотняемых местах формы.Указанная задача решается тем, что в околомодельной зоне устанавливают "ложную" модель, имеющую высоту равную 0,45...0,55 высоты основной модели.Между основной моделью и "ложной" моделью создается узкое пространство, где при ударе пакета...
Предыдущий патент: Способ очистки загрязненных металлами почв с помощью растениеводческих приемов
Следующий патент: Водный велосипед
Случайный патент: Способ пневмоимпульсной перегрузки порошкообразных и сыпучих материалов из емкостей с регенерацией аэрационных систем и установка для реализации способа