Электродуговая плавильная печь.
Формула / Реферат
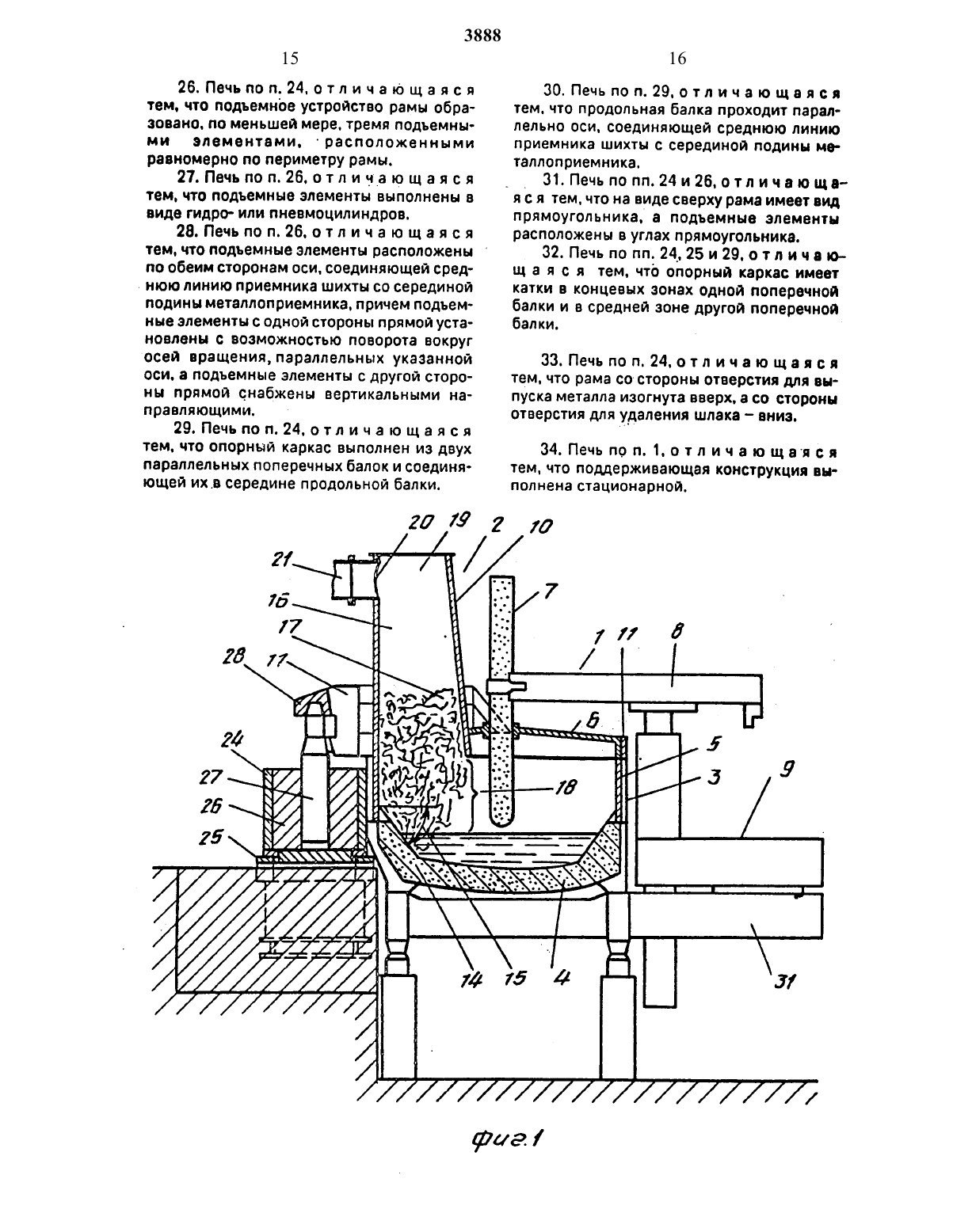
Сущность изобретения: в плавильном агрегате с электродуговой печью и расположенным сбоку на электродуговой печи шах-тообразным приемником загружаемого материала наружные стенки приемника загружаемого материала образуются в его нижней зоне стенкой металлоприемника и в зоне над ней стенки приемника закреплены в поддерживающей конструкции. Благодаря относительному горизонтальному перемещению металлоприемника печи и поддерживающей конструкцией вместе со сводом металлоприемника загружаемый материал из шихтовой бадьи может беспрепятственно загружаться через приемник непосредственно в металлоприемник или в различные зоны металлоприемника печи. С помощью запорного элемента в приемнике может задерживаться загружаемый материал и нагреваться во время фазы рафинирования. 33 з.п.ф-лы, 12 ил.
Текст
Приемник 2 загружаемого материала расположен сбоку на металлоприемника 3 печи. В нижней зоне приемника загружаемого материала стенкой 5 металлоприем ника образованы его наружные стенки. В зоне над ней стенки 10 приемника загружаемого материала так же. как и свод б металлоприемника закреплены в поддерживающей конструкции 11 и образуют единый конструктивный узел. Как показано на фиг. 3. металлоприемник 3 печи на виде сверху выполнен в виде ограниченного сбоку прямой линией овала. Прямой участок стенки 12 образует вместе с прилегающими участками 13 овала наружные стенки в нижней зоне приемника загружаемого материала. Футерованное днище 14 шахтообразного приемника 2 загружаемого материала выполнено покатым под прямым углом наклона 15 около 45 относительно Футерованной подины 4 печи. .Стенки 10 приемника по весовым соображениям образованы стеновыми элементами с водяным охлаждением. Поперечное сечение внутреннего пространства 16 приемника шихты расширяется вниз. чтобы обеспечить беспрепятственный материалопоток загружаемого материала 17 в приемнике 2.В данном случае стенки 10 приемника шихты на виде сверху имеют почти прямоугольную форму и продолжают вверх определен ное участками 12 и 13 стенки металлоприемника 3 печи поперечное сечение приемника 2 загружаемого материала. В этом случае между приемником 2 загружаемого материала и электродуговой печью 1 образуется соединительная зона 18, которая простирается по высоте и ширине в свету металлоприемника печи в воображаемой общей плоскости между приемником загру жаемого материала и электродуговой печью. Само собой разумеется. что может выбираться отличное от прямоугольной Формы поперечное сечение приемника и он не должен также простираться обязательно по всей ширине металлоприемника печи или свода. Кроме того. обращенная к электродам 7 стенка 10 приемника может простираться от кромки свода внутри металлоприемника печи вниз. чтобы умень ШИТЬ ВЫСОТУ В СВЕТУ СОВДИНИТВЛЬНОЙ ЗОНЫ18. При удалении свода он в этом случае должен приподниматся до тех пор. пока он может быть смещен в сторону.В верхней зоне приемник 2 загружаемоГО материала имеет закрываемое загрузоч 4ное отверстие 19. а также отверстие 20 для выпуска газа. Отверстие 20 для выпуска газа с помощью газовой трубы 21 соединено с камином или камерой предварительного подогрева. которая пригодна для установкизервуара или шихтовой бадьи.Как следует из фиг. 2. электроды 7 смещены в направлении приемника 2 загружаемого- материала. Таким образом. созданный электродуговой печью нагрев в результате излучения усиленно воздействует на загружаемый материал. поданный через приемник 2, и одновременно. уменьшается связанная с излучением на ГВУЗКЗ на свободные ЗОНЫ СТСНКИ.Подина 4 печи имеет. как показано н фиг. 3. эксцентрично расположенное вып скное отверстие 22. металлоприемник 3 печи с целью выпуска может быть выполнен известным образом опрокидываемым. при чем НЗПОЗВЛЗНИЭ ОПРОКИДЫВЗНИЯ ПООИСХОдит перпендикулярно оси (23). соединяющей середину приемника загружаемого материала с серединой подины печи (см.фиг. 2).В представленном плавильном агрегате устройство 9 для подъема и отклонения электродов расположено на противоположной стенке 10 стороне свода 6 рядом с металлоприемником 3 печи. а подъемное и отклоняющее устройство 24 поддерживающей конструкции 11 и тем самым свода 5 металлоприемника расположено рядом с приемником загружаемого материала. В представленном случае на поворотном портале 25 закреплен подъемный цилиндр 26 с поднимаемым и опускаемым несущим элементом 27. который в опущенном положении отсоединен от соединенной со сводом 6 поддерживающей конструкции 11. а-в поднятом положении входит в лодогнанную к несущему элементу подъемную проушину 28 поддерживающей конструкции 11. С помощью подъемного и отклоняющего устройства 24 приемник 2 может подниматься и отклоняться в сторону вместе со сводом б. На фиг. 3 изображено отклоненное в сторону положение как свода. так и электродов. Видно. что свод металлоприемника и электроды могут отклоняться в ту же сторону относительно металлоприемника 3 печи. т.е. в изображенном случае в сторону выпуска. так что с дРУгой стороны в обозначенном стрелкой 29 направлении через открытый металлоприемник 3 печи может беспрепятственно вводиться и опорожняться шихтовая бадья.В качестве передвижного портала вместо поворотного портала 25 может использоваться также линейно перемещаемый портал с подъемным устройством. В этом случае предпочтительно, если несущий подъемное устро тво портал может перемещаться в обозн ченном на фиг. 2 двойнойВ представлен случае устройство 9 для подъема и отклонения электродов за креплено на ОППОКИДЫВЗЮЩВЙСЯ СОЕМЗСТНО платформе 31 печи. размеры которой с этой целью должны быть выбраны соответственно стабильными. в то время как подъемное и отклоняющее устройство 24 поддерживающей конструкции 11 выполнено в виде установленного непосредственно на фундаменте узла. Последнее возможно потому. что в опущенном состоянии несущего элемента 27 подъемное и отклоняющее устройство 24 отсоединена от поддерживающей конструкции 11 свода б так. что металлоприемник печи вместе со сводом 6 может беспрепятственно опрокидываться с помощью подъемного и отклоняющего устройства 24.В изображенном на фиг. 4 примере вы полнения при удалении свода 6 металлоприемника последний не отклоняется вема. С этой целью предусмотрен перемещаемый по двум рельсам 32 портал 33. Рельсы 32 установлены на фундаменте с обеих сторон плавильного агрегата. Передвижной портал 33 стягивает с помощью двух несущих балок 34. одна иэ которых в соответствии с представленным на- фиг. 5 видом расположена перед стенкой 10 и другая за ней. плавильный агрегат. В данном случае передвижной портал несет также устройство 9 для подъема и отклонения электродов. Несущие балки 34 с помощью не показанных раэьединяемых подъемных устройств соединены в надлежащих местах со сводом 6 или с поддерживающей конструкцией приемника шихты. чтобы можно было при необходимости приподнимать свод и отводить ее в сторону. С другой стороны. не должно создаваться помех опрокидываю щему ДВИЖВНИЮ при УДЭЛВНИИ ШЛЗКЗ И ОПОЭлектродуговая печь может быть выполнена в виде электродуговой печи переменного или несколькими или с одним вводимым через свод металлоприемника электродом (электродами).Изображенная на фиг. 5 электродуговая лечь 1 имеет перемещаемый с помощью ко ПОСТОЯННОГО ТОКЗ Слес 35 по двум параллельным рельсам 36В стенках 10 приемника 2 расположен запорный элемент 37. Запорный элемент 37 состоит из двух расположенных друг против друга в основном в общей горизонтальной плоскости валов 38. например с водяным охлаждением, соответственно один из которых пролегает в расположенном в общей плоскости ряду консольно несущих элементов 39. Элементы 39 выполнены соответственно одинаковыми и могут. как валы 38. охлаждаться водой.Валы 38 соответственно установлены в базирующих элементах 40 с возможностью вращения. Не показанный узел крепления может быть выполнен эластичным. например. с использованием механических упругих элементов или гидравлических демпфирующих элементов. Валы могут приводиться в действие с помощью не показанных приводных механизмов и арретироваться в заданном угловом положении. Базирующие элементы 40 образованы соответственно расширенной зоной приемника 2 загружаемого материала.причем всякий раз соответствующая зона стенки 10 приемника 2 в зоне базирующего элемента смещена наружу. так что валы 38 с соответствующими несущими элементами 39 расположены внутри приемника 2 герметично.Оба вала 38 могут приводиться в действие. в основном синхронно. таким образом,что несущие элементы могут занимать положения. изображенные на фиг.5 сплошными. пунктирными И штрихпунктирными ЛИНИЯ МИ. При ЭТОМ СПЛОЩНЫМИ ПИНИЯМИ СООТВЗТ ственно изображено положение освобождения соответствующих несущих элементов 39. в котором ряды несущих алементов находятся внутри соответствующего базирующего элемента 40. В этом положении запорный элемент 37 или несущие алементы 39 полностью отведены и может загружаться столб материала. Столб загружаемого материала опирается на расположенную вниз зону днища или стенки металлоприемника 3 печи.Поддерживающая конструкция приемника 2 свода 6 установлена с возможностью поворота с помощью вращающейся опоры 41 на противоположной приемнику 2 загружаемого материала концевой зоне. на устройстве 9 для подьема и отклонения электродов. На противоположной вращающейся опоре 41 стороне на поддерживающую конструкцию воздействует подъемное устройство 42. состоящее из одного или неСКОПЬКИХ. предпочтительно ДВУХ. УЗЛОВ ПОПшеньцилиндр. чтобы отклонять свод 6 с приемником 2 вокруг вращающейся опоры 41 и тем самым относительно металлоприемника 3 печи вверх. Таким образом благодаря приведению в действие подъемного устройства 42 приемник 2 и свод 6 могут отклоняться из положения. в котором они прилегают к верхней кромке металлоприемника 3 печи и закрывают его. В приподнятом положении поддерживающей конструкции 11 металлоприемник З печи может перемещаться с помощью колес 35 по рельсам 36 в различном направлении. Таким образом. металлоприемник З печи может перемещаться из изображенного на фиг. 5 сплошными линиями основного положения 1. например. в расположенное слеваот него положение 11. изображенное пунк тирными линиями. или в положение 111 расположенное справа от основного положения и обозначенное штрихпунктирными линиями. В соответствии с соответствующим положением металлоприемника изменяется расположение относительно приемника 2. Тем самым с приемником 2 целенаправленно могут быть сопряжены различные зоны металлоприемника 3 печи. При получающемся в основном положении металлоприемника 3 печи приемник 2 загружаемого материала расположен для загрузки столба материала выше первой зоны металлоприемника 3 печи. Из этого попожения металлоприемник 3 печи может быть перемещен таким образом. что приемник 2 будет сопряжен с находящейся на расстоянии Ь второй зоной металлоприемника 3 печи. в этом положении металлоприемник 3 печи находится в положении 11. Благодаря заданному с помощью перемещения металлоприемника печи расположению между приемником 2 и металлоприемником 3 печи можно таким образом загружаемый материал электродуговой печи загружать целенаправленно в металлоприемник З печи в зависимости от соответствующего технологического режима или рабочего состояния.Смещение в противоположном направлении в положении 111 может осуществляться с целью подведения расположенного на левой стороне металлоприемника столба загружаемого материала для быстрого сплавления ближе к электродам 7.Ниже описывается типичный ход процесса. При расположенных в открытом положении несущих элементах 39 и расположении стенок 10 выше первой зоны металлопримника 3 печи во время фазы плавления через приемник 2 может загружаться столб материала. Это расположенъсоответствует изображенному на Фиг. 5 основному положению 1 металлоприемника З печи. После окончания фазы плавления столб загружаемого материала расплавлен и приемник загружаемого материала в основном пуст. Возможно застрявшие в приемнике 2. например в результате образования перемычек. участки столба загружаемого материала могут транспортироваться в металлоприемник 3 печи простым способом благодаря поворачиванию несущих элементов 39 и оказываемому при этом на загружаемый материал давлению. С целью ускорения плавления уже во время или после загрузки столба загружаемого материала металлоприемник 3 может перемещаться таким образом. что удаление столба загружаемого материала относительно электродов уменьшается. для этого. например. металлоприемник 3 печи может перемещаться в положение 11. Таким образом,энергия электрических дуг может целенаправленно использоваться для плавления столба загружаемого материала.В ходе непосредственно следующей за плавлением столба загружаемого материала фазы рафинирования. с целью получения расплавленного металла с требуемыми свойствами, в расплавленный металл не подается загружаемый материал. В плавильном агрегате в соответствии с фиг. 5 возможно введение в приемник 2 загружаемого материала при находящихся в закрытом положении несущих элементах 39. Этотзагружаемый материал во время фазы рафи нирования предварительно подогревается поднимающимся из металлоприемника 3 печи приемника 2 горячим газом. В расположении имеется материал для загрузки после выпуска содержимого металлоприемника 3 печи. Чтобы защитить изображенную на фиг. 5 справа зону стенки металлоприемника 3 печи от слишком сильных воздействий нагрева электродов 7. материал приемника 2 загружается в металлоприемник 3 печи. когда в результате смещения металлоприемника 3 печи относительно в основном неподвижного приемника 2 он сопряжен с правой зоной металлоприемника 3 печи. Это расположение соответствует изобооаженному на фиг.5 положению 11. При том нагретый материал может подаваться в правую зону металлоприемника печи.Затем для загрузки в левую зону металпоприемника 3 печи он вновь смещается назад в изображенное на фиг. 5 сплошными линиями основное положение 1. При этом несущие элементы 39 переводятся в положение освобождения. в котором они не пре 3888 9пятствуют непрерывной загрузке загружаемого материала через приемник 2.Таким образом. возможен подогрев загружаемого материала внутри приемника 2 также во время фазы рафинирования. Так как свод 6 для перемещения металлоприемника 3 печи должен приподниматься лишь незначительно. во время подогрева. а также загрузки обеспечивается то. что не происходит загрязнение окружающей сре ды. В изображенном на фиг. 8-12 в различ ных видах н рабочих состояниях вариантевыполнения изобретения поддерживающая конструкция 11 приемника 2,в которой закреплен с возможностью разъединения свод металлоприемникаустановлена стационарно с помощью консолей 43 на фундаментных столбах 44 и устройства 9 для подъема и отклонения электродов (см.фиг. 8 н 9). Металлоприемник 3 печи закреплен в верхней раме 45. которая с помощью подьемного устройства 46 рамы опирается на опорный каркас 47. Опорный каркас может перемещаться параллельно осисоединяющей среднюю линию приемника 2 и середину подины печи. т.е. параллельно оси 23(см.фиг. 9). С этой целью в изображении в соответствии с фиг. б в опорном каркасе на левой стороне и правой стороне предусмотрены колеса 35. которые катятся по рельсам 36.Как в вышеупомянутых вариантах выполненияметаллоприемник печи может опрокидываться вокруг поперечной оси 23. соединяющей среднюю линию приемника 2 загружаемого материала с серединой подины печи 4. а именно. для выпуска на одну сторону. на которой вблизи кромки подины 4 печи находится выпускное отверстие 22. и для удаления шлака - на другую сторону. на которой предусмотрено закрываемое приподнимающейся дверцей рабочее отверстие 48 с убирающейся пластиной 49. Чтобы при выпуске содержимого металлоприемника 3 печи создать место для ковша 50(см.фиг. 11). верхняя рама 45 на этой стороне изогнута вверх (сравни пунктирную линию на фиг. б). На противоположнойстием 48 места верхняя рама 45 изогнута вниз (сравни штрихпунктирнуъо линию на фиг. б).По соображениям обеспечения места для ковша 50 и расположенного ниже убираемой пластины. не показанного на чертеже шлаковоза опорный каркас 47 также выполнен специальной формы. Он имеет. как показывает фиг.1 О. на виде сверху. две параллельные ПОПЭОЕЧНЫС опорные баш-СИ51 и 52 и соединяющую их примерно в середине продольную балку 53. Опорные катки 35 установлены соответственно в концевых зонах поперечной балки 52 и в средней зоне поперечной опорной балки 52, причем и в средней зоне поперечной опорной балки 52 предусмотрены два расположенных на определенном удалении дРУг от друга опорных катка 35 Тем самым рельсы для опорных катков поперечной опорной балки 51 могут прокладываться также в середине,так что они не мешают ни ковшу на одной стороне. ни шлаковозу на другой стороне. В изображенном случае подъемное устройство 46 рамы образовано четырьмя расположенными по периметру рамы 45. а именнов зоне углов примерно прямоугольной на виде сверху рамы, подъемными элементами 54. 55. Подъемные элементы состоят из гидравлически приводимых в действие узлов шень цилиндр, чтобы отклонять свод б с ять также из других элементов. напримериз ведущей шестерни и взаимодействующей с ней зубчатой рейки или из винтового привода. Подъемные элементы предусмотрены на обеих сторонах соединяющей среднюю линию приемника загружаемого материала с серединой подины печи оси 23. причем в примере выполнения подъемные элементы 55 на стороне выпуска могут по уворачиваться как в раме 45. так и в опорномкаркасе 47 вокруг параллельных оси 23 осей вращения. в то время как подъемные элементы 54 на стороне удаления шлака (левая сторона фиг. 8) имеют вертикальную направляющую. и только в верхней раме 45 установлены с возможностью поворота с помощью параллельной оси 23 оси вращения. Управление подъемными элементами 55 и подъемными элементами 45 может осуществляться соответственно синхронно. Благодаря синхронному опусканию подъемных элементом 55 метаплоприемник печи может оп рокидываться для выпуска на одну сторону. а благодаря синхронному опусканию подъемных элементов 54 для удаления шлака на другую сторону. Если синхронно опускаются все без исключения подъемные элементы, то металлоприемник 3 печи опускается без опрокидывания. .Вертикальное направление подъемных элементов 54 в изображенном случае реализовано благодаря тому. что гидравлические цилиндры установлены в жестко соединенных с опорным каркасом 47 трубах 56.С помощью описанного плавильного агрегата могут быть реализованы следующие технологические операции.После выпуска расплавленного металла(фиг. Н). для чего подъемные элементы 55
МПК / Метки
МПК: F27B 3/18
Метки: электродуговая, плавильная, печь
Код ссылки
<a href="https://kz.patents.su/14-3888-elektrodugovaya-plavilnaya-pech.html" rel="bookmark" title="База патентов Казахстана">Электродуговая плавильная печь.</a>
Шахтная печь
Номер патента: 99
Опубликовано: 10.12.1993
Автор: Маков Евгений Павлович
МПК: F27B 1/00
Формула / Реферат:
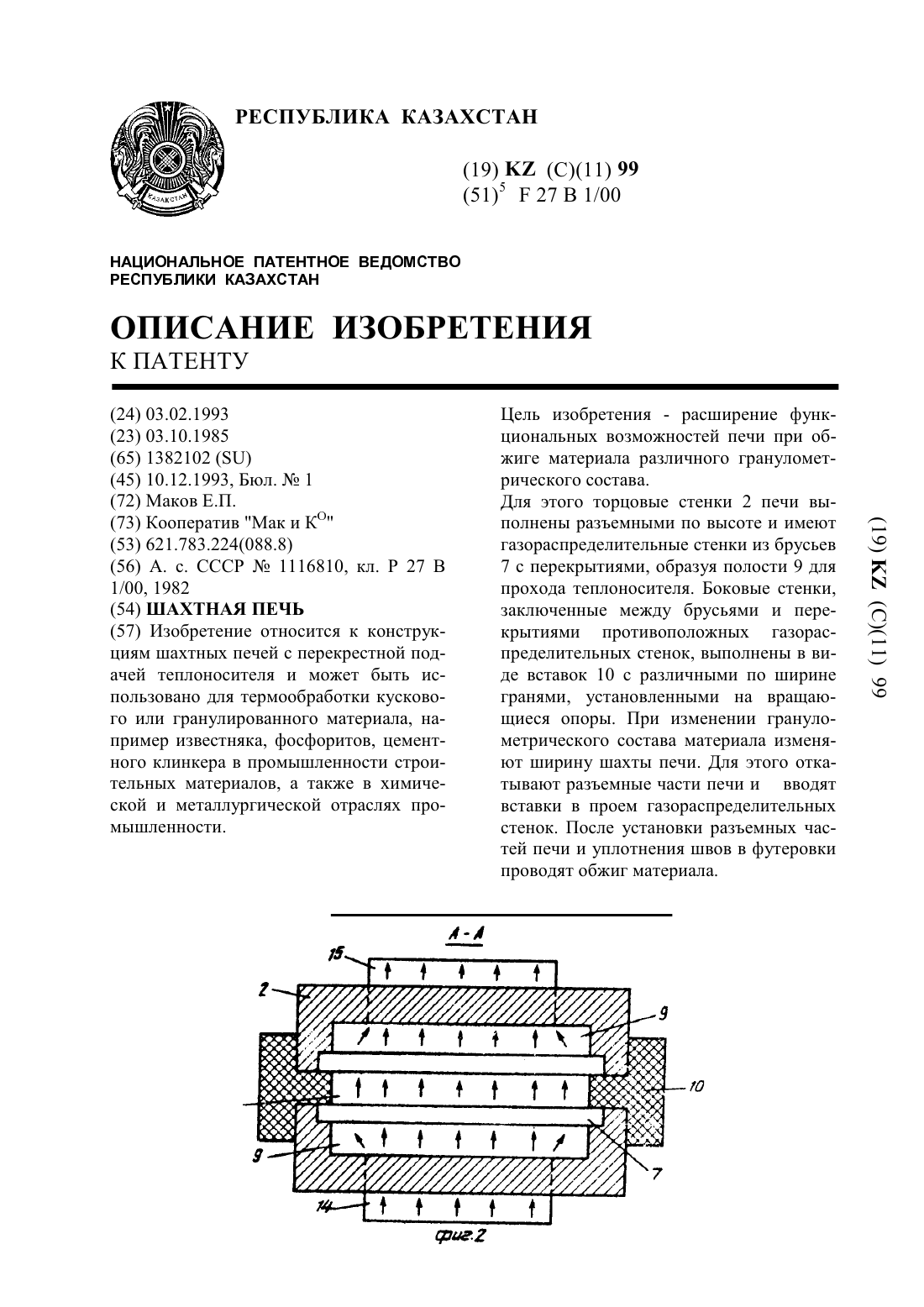
Изобретение относится к конструкциям шахтных печей с перекрестной подачей теплоносителя и может быть использовано для термообработки кускового или гранулированного материала, например известняка, фосфоритов, цементного клинкера в промышленности строительных материалов, а также в химической и металлургической отраслях промышленности. Цель изобретения - расширение функциональных возможностей печи при обжиге материала различного гранулометрического...
Шахтная печь с перекрестной подачей теплоносителя
Номер патента: 107
Опубликовано: 10.12.1993
Авторы: Разуваева Валентина Васильевна, Евсеев Георгий Алексеевич, Маков Евгений Павлович, Сариева Сарсенкуль Карабаевна
МПК: F27B 1/00
Метки: подачей, теплоносителя, перекрестной, шахтная, печь
Формула / Реферат:
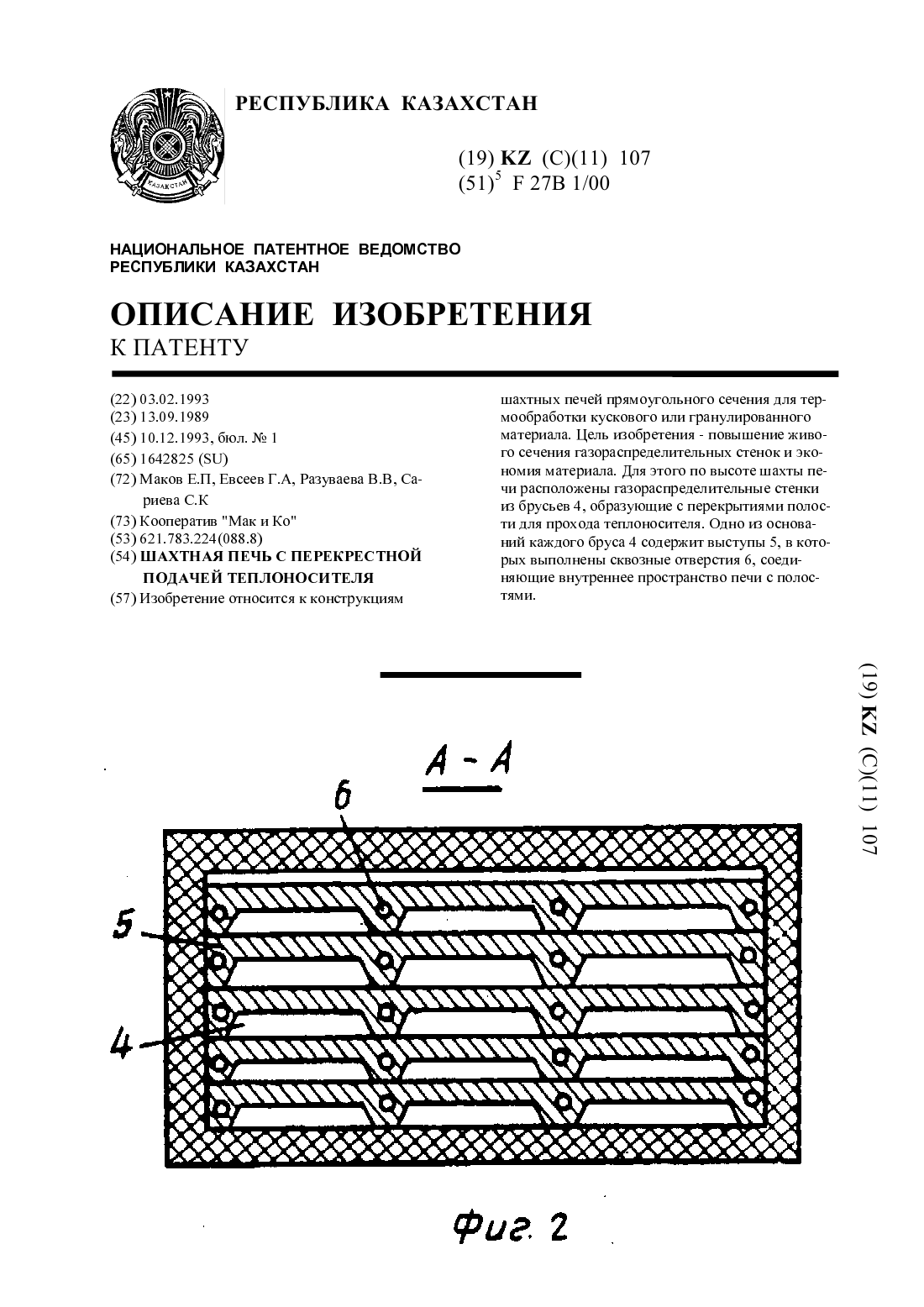
Изобретение относится к конструкциям шахтных печей прямоугольного сечения для термообработки кускового или гранулированного материала. Цель изобретения - повышение живого сечения газораспределительных стенок и экономия материала. Для этого по высоте шахты печи расположены газораспределительные стенки из брусьев 4, образующие с перекрытиями полости для прохода теплоносителя. Одно из оснований каждого бруса 4 содержит выступы 5, в которых...
Шахтная печь с перекрестной подачей теплоносителя
Номер патента: 104
Опубликовано: 10.12.1993
Авторы: Евсеев Георгий Алексеевич, Лапковский Юрий Федорович, Маков Евгений Павлович, Гончаров Константин Васильевич
МПК: F27B 1/00
Метки: подачей, перекрестной, печь, шахтная, теплоносителя
Формула / Реферат:
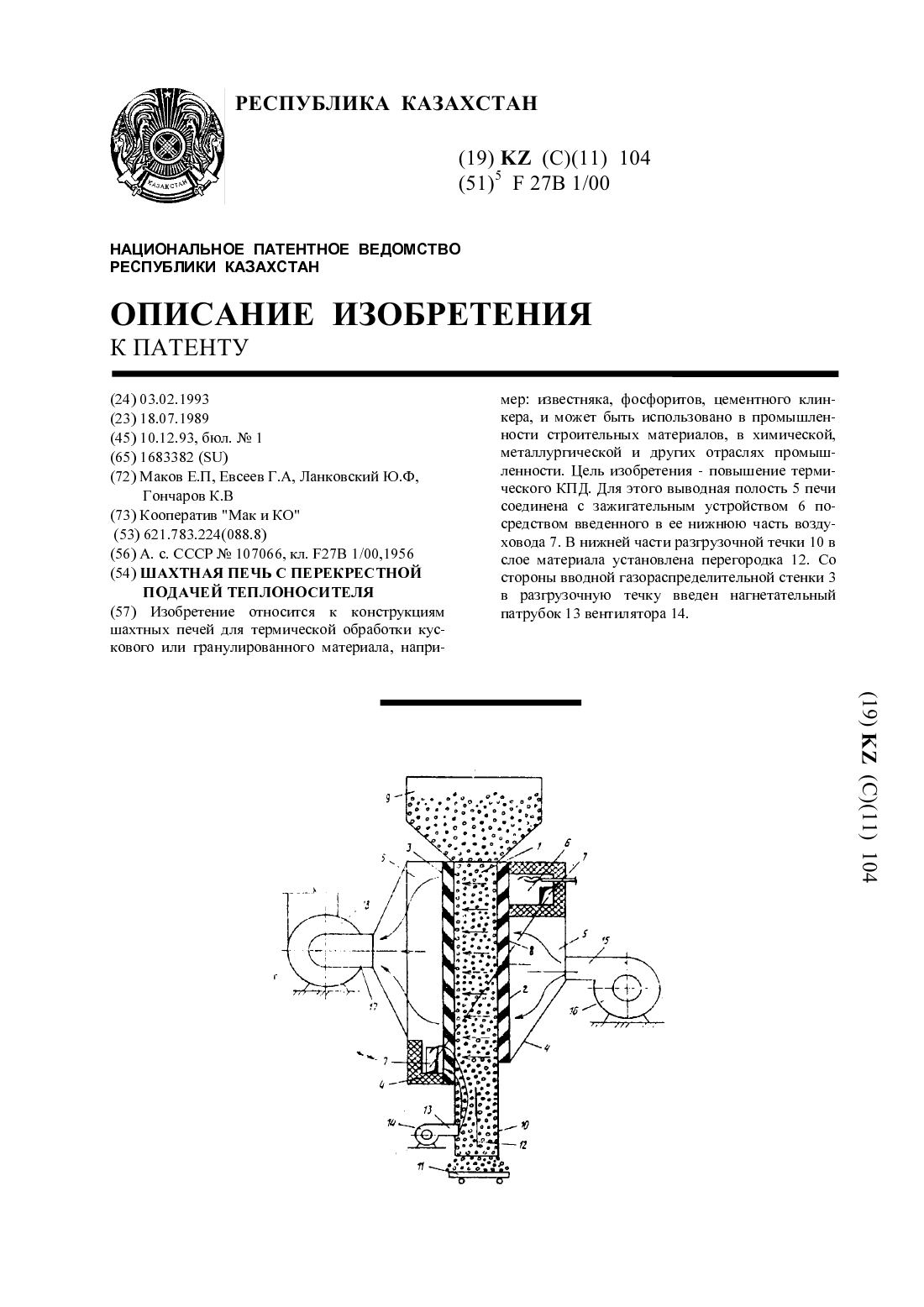
Изобретение относится к конструкциям шахтных печей для термической обработки кускового или гранулированного материала, например: известняка, фосфоритов, цементного клинкера, и может быть использовано в промышленности строительных материалов, в химической, металлургической и других отраслях промышленности. Цель изобретения - повышение термического КПД. Для этого выводная полость 5 печи соединена с зажигательным устройством 6 посредством...
Сверхвысокочастотная печь
Номер предварительного патента: 1128
Опубликовано: 15.09.1994
Авторы: Каштанов Леонид Михайлович, Жилинков Михаил Васильевич, Подгородецкий Олег Эдуардович, Яковлев Вячеслав Петрович
МПК: H05B 6/64
Метки: печь, сверхвысокочастотная
Формула / Реферат:
Изобретение относится к технике СВЧ-нагрева диэлектрических материалов и пищевых продуктов с целью их сушки, дефростации, пастеризации, стерилизации, консервирования, десорбции и пр. Для расширения функциональных возможностей СВЧ-печи за счет более полного использования пространства камеры печи через увеличение загрузочного пространства в сверхвысокочастотной печи, содержащей камеру прямоугольного сечения, источник СВЧ-энергии и согласованную...
Шахтная печь
Номер патента: 101
Опубликовано: 10.12.1993
Авторы: Шапошников Василий Васильевич, Маков Сергей Петрович, Ростовцев Эдуард Иванович, Кураев Юрий Петрович, Маков Евгений Павлович
МПК: F27B 1/00
Формула / Реферат:
Изобретение относится кконструкциям шахтных печей для термическойобработки кускового или гранулированногоматериала, например: известняка, фосфоритов,цементного клинкера и может быть использовано впромышленности строительных материалов,химической и металлургической отрасляхпромышленности. Цель изобретения - снижениерасхода топлива за счет повышениятеплоиспользования отходящих газов. Для этогошахтная печь содержит шахту 1 с огнеупорнымистенками 2...
Предыдущий патент: Производные имидазола
Следующий патент: Способ получения феррохрома
Случайный патент: Способ получения метил-трет-бутилового эфира.