Жевательная резинка с пониженной плотностью, устройство для ее изготовления, герметичное устройство для уменьшения плотности основы жевательной резинки и способ (варианты) снижения плотности жевательной резинки


Формула / Реферат
Изобретение относится к некалорийным продуктам жевательной резинки с пониженной плотностью, которые приближены к продуктам с нулевой калорийностью, а также к непрерывному способу и устройству для изготовления таких продуктов. Воздух равномерно смешивается с массой жевательной резинки под высоким давлением при относительно низкой температуре обработки от около 45 до 65 °С, зависящей от выбранной основы жевательной резинки. Продукт жевательной резинки, при желании, может быть изготовлен содержащим меньше, чем 1 калорию на один упакованный кусок массой 1,5 грамма и предпочтительно от 0,3 до 0,5 калории и менее на один упакованный кусок, ввод ароматизаторов, подсластителей и красителей может быть осуществлен на технологической линии в отсутствие типичных на кукурузной основе калорийных носителей и наполнителей.
Текст
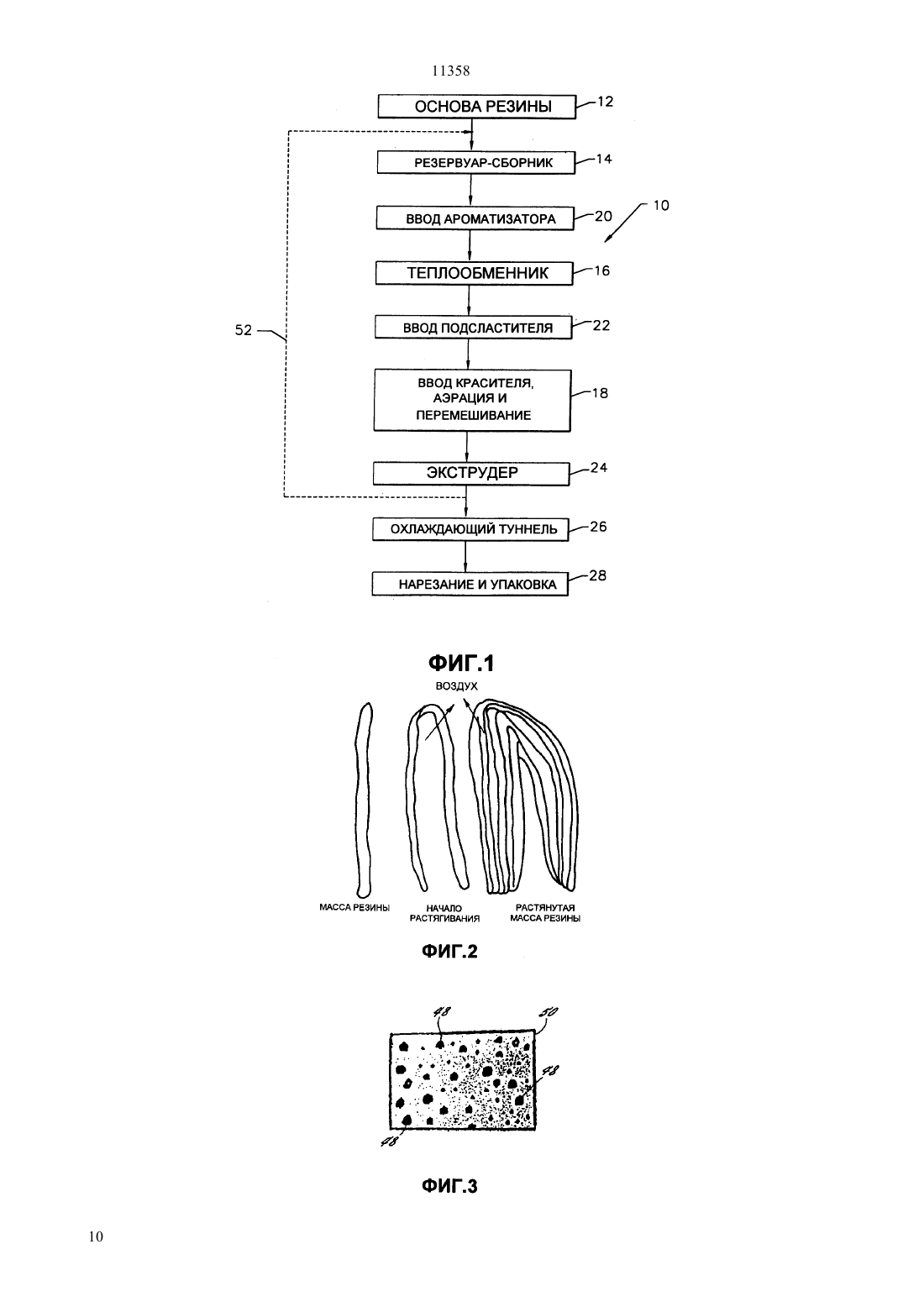
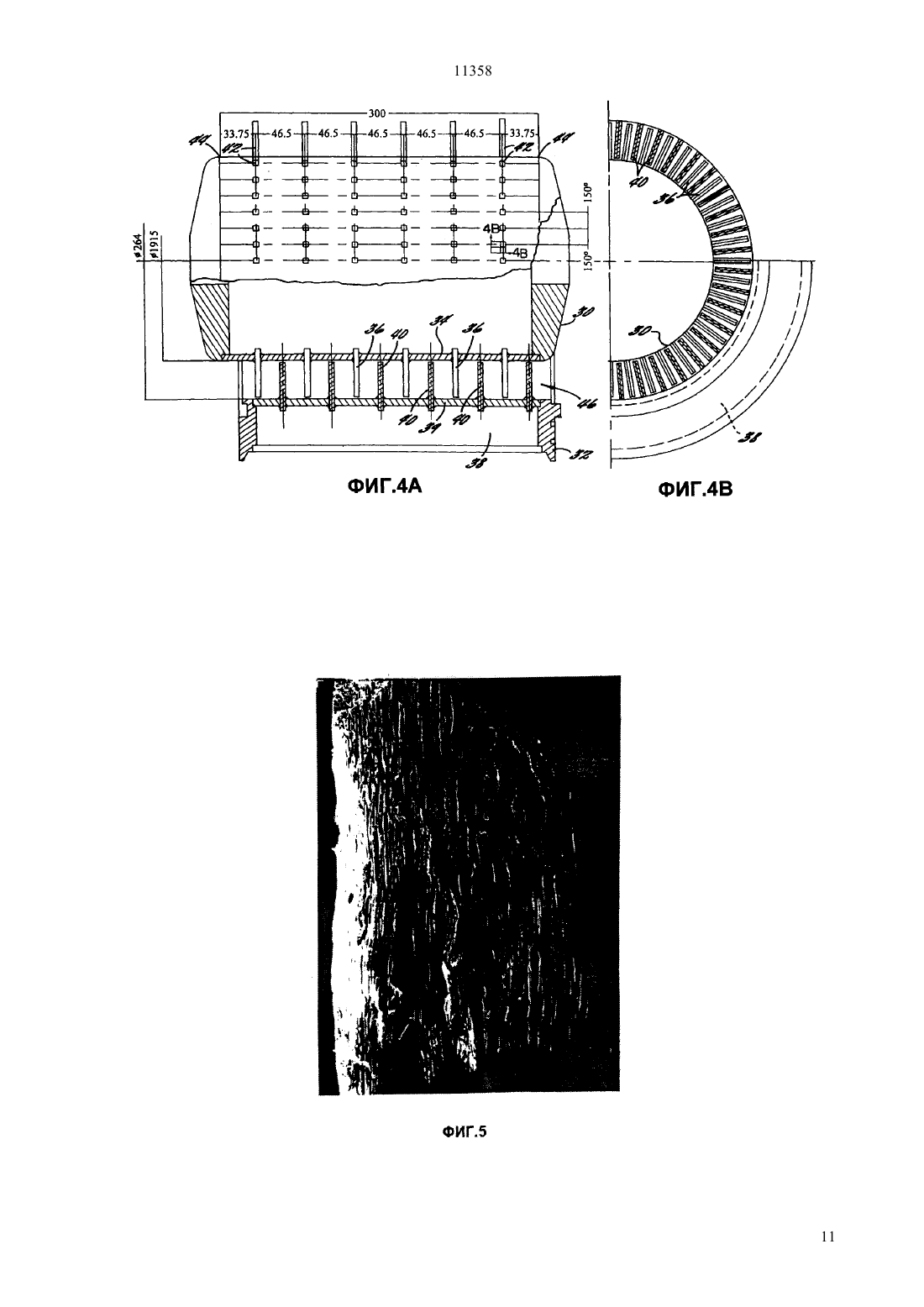
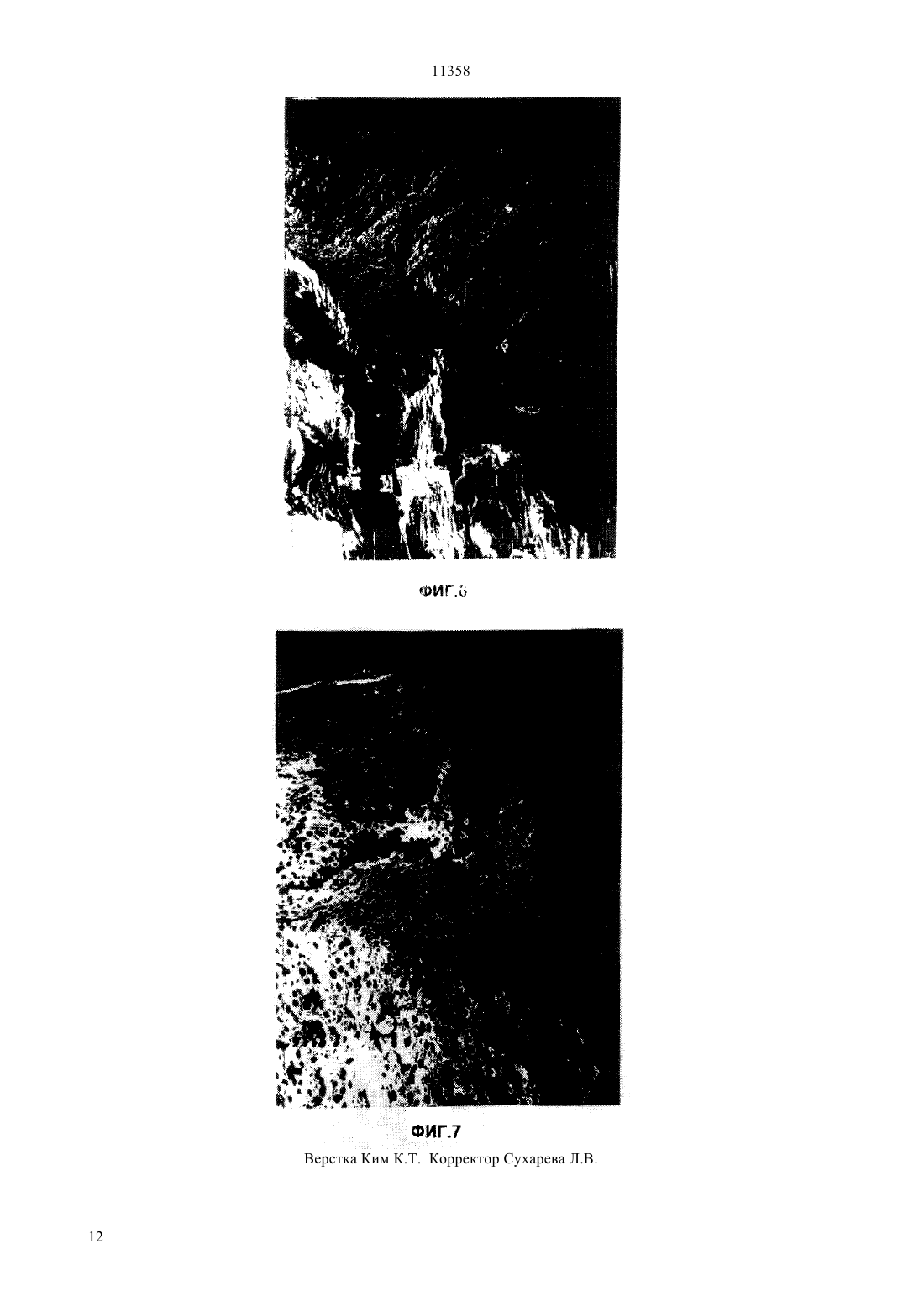
(51)7 23 3/30 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(73) ДАНДИ САКИЗ ВЕ СЕКЕРЛЕМЕ САНАЙИ А.С.(54) ЖЕВАТЕЛЬНАЯ РЕЗИНКА С ПОНИЖЕННОЙ ПЛОТНОСТЬЮ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ, ГЕРМЕТИЧНОЕ УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ ПЛОТНОСТИ ОСНОВЫ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ(ВАРИАНТЫ) СНИЖЕНИЯ ПЛОТНОСТИ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ(57) Изобретение относится к некалорийным продуктам жевательной резинки пониженной плотности, которые приближены к продуктам с нулевой калорийностью, а также к непрерывному способу и устройству для изготовления таких продуктов. Воздух равномерно смешивается с массой жевательной резинки под высоким давлением при относительно низкой температуре обработки от около 45 до 65 С,зависящей от выбранной основы жевательной резинки. Продукт жевательной резинки, при желании,может быть изготовлен содержащим меньше чем 1 калорию на один упакованный кусок массой 1,5 грамма и предпочтительно от 0,3 до 0,5 калории и менее на один упакованный кусок, ввод ароматизаторов, подсластителей и красителей может быть осуществлен на технологической линии в отсутствии типичных на кукурузной основе калорийных носителей и наполнителей. 11358 Изобретение относится к жевательным резинкам и композициям объемных резинок, которые включают воздух или другой газ для уменьшения плотности композиции. Композиции жевательных и объемных резинок готовят из основы жевательной резинки, в которую могут быть добавлены ароматизаторы, подсластители, красители, пластификаторы, структурирующие агенты, наполнители и другие компоненты. Выбор специфической основы жевательной резинки и добавок зависит от ряда факторов, включая стоимость,доступность и потребительский спрос. Основа жевательной резинки является обычно наиболее дорогим компонентом в изготовлении жевательной резинки и изделий из объемной резины. Затраты производства можно снизить введением наполнителя в основу жевательной резинки, это позволяет уменьшить количество основы жевательной резинки, используемой в конечном продукте. Для уменьшения плотности жевательной резинки основу жевательной резинки смешивают с воздухом или инертным газом, что также снижает производственные затраты, так как масса основы жевательной резинки с пониженной плотностью занимает больший объем, чем подобная масса основы жевательной резинки с неуменьшенной плотностью. Снижение плотности жевательной резинки также обеспечивает более мягкий и более приятный для жевания продукт жевательной резинки. Для снижения плотности жевательной резинки было предложено множество способов и устройств. Один из более общих способов уменьшения плотности состоит в захвате воздуха основой жевательной резинки при ее растягивании и сгибании или вручную, или растягивающим устройством. Ранее известная методика чередования растягивания и сгибания массы жевательной резинки представлена на фиг. 2. Основу жевательной резинки хранят при относительно низкой температуре, которая способствует удерживанию воздуха в основе. Однако процесс производства является порционным и одним из недостатков растягивания и сгибания является то,что воздух обычно неравномерно распределен по всей массе основы жевательной резинки. Неравномерное распределение газа в массе жевательной резинки, растягиваемой в типичном известном устройстве, показано на микроснимках на фиг. 5 - вид сбоку и на фиг. 6 - вид сзади. Во множестве патентов представлены устройства и способы для непрерывного введения воздуха или инертного газа в основу жевательной резинки и подобные высоковязкие материалы (например, патент США 5,045,326 Гласса и др. (а 1.) и патент США 5,324,530 Кехое и др. ( Другие патенты представляют вакуумные аппараты и способы уменьшения плотности (например,патенты США 4,233,319 и 4,491,596). Кроме того, способы и устройства, направленные на уменьшение плотности основы жевательной резинки, описаны в патентах США 2,197,919 и 4,104,412. 2 Многие ранее известные способы имеют различные недостатки и проблемы. Некоторые методы требуют нежелательного нагревания основы жевательной резинки до относительно высоких температур для того, чтобы смешать различные компоненты, включая воздух или инертные газы, с основой жевательной резинки. При охлаждении жевательной резинки воздух имеет тенденцию улетучиваться, что увеличивает плотность жевательной резинки и может стать причиной того, что жевательная резинка становится несвежей и трудно жующейся. Некоторые способы, включая растягивание и сгибание, не способствуют однородному смешиванию резины и газа. Другие способы способствуют потере влаги и в результате получают жевательную резинку с уменьшенным сроком годности. Появилась необходимость в создании альтернативных способов и устройств для введения воздуха или инертного газа в основу жевательной резинки,которые устраняют или существенно уменьшают,по крайней мере, некоторые из недостатков и проблем предшествующего уровня техники. Изобретение обеспечивает жевательную резинку с пониженной плотностью, способы и устройства,которые способствуют существенно однородному распределению газа в основе жевательной резинки при регулируемом уменьшении плотности, высоком давлении и относительно низких, умеренных температурах обработки. Изобретение позволяет получить некалорийную с уменьшенной плотностью жевательную резинку, которая включает ароматизирующие компоненты и интенсивные подсластители в отсутствие калорийных компонентов, наполнителей и других неповоротливых агентов. Также, при желании, жевательная резинка может быть изготовлена с широкоизвестными подсластителями. Для достижения специфического требуемого удельного веса может быть осуществлено контролируемое снижение плотности от 0,50 до 0,90 грамма на миллилитр. Предлагаемый продукт жевательной резинки изготавливают при более низких издержках производства с достижением мягких вначале и далее при жевании свойств продукта. Предлагаемый способ выполняется непрерывно от начальной обработки основы жевательной резинки до упаковки продукта и в отсутствии объемных перемешивающих резервуаров для порционного добавления ароматизаторов, подсластителей и других несмолистых компонентов основы. Например,ароматизирующие компоненты, красители и интенсивные подсластители, при желании, могут быть добавлены позже на технологической линии для более эффективной обработки. Устройство, согласно изобретению, включает резервуар-сборник 14 для приема и выдерживания основы жевательной резинки 12, теплообменник 16, соединенный с резервуаром-сборником 14 для приема потока основы жевательной резинки и функционирующий с возможностью охлаждения основы жевательной резинки, поступающей из резервуара-сборника 14, до более низкой температуры, равной температуре размягчения основы жевательной резинки, резервуар 11358 смешивания и аэрации 18, соединенный с теплообменником 16 для приема потока охлажденной основы жевательной резинки и с устройством подачи инертного газа под давлением (не показано). Согласно изобретению устройство для введения воздуха или инертного газа в непрерывную основу жевательной резинки при низкой температуре и высоком давлении обеспечивает смешивание газа с основой жевательной резинки с высокой степенью однородности и в отсутствии несмолистых компонентов основы. Смешивающий главный и нагреваемый кожухи определяют внутреннюю кольцевую зону, в пределах которой газ распределяется в резину. Вытянутые смешивающие элементы, радиально простирающиеся наружу на вращающемся смешивающем главном кожухе, вставляют точно в промежутки между рядами вытянутых смешивающих элементов, радиально простирающихся внутрь на нагреваемом кожухе. Газ, обычно воздух, вводят в основу жевательной резинки у входа в устройство под давлением от около 3 до 5 бар, при соотношении воздуха и основы жевательной резинки и со скоростью от около 0,21 до 51 литров воздуха на грамм резины в час. Таким образом изобретение позволяет получить некалорийный продукт жевательной резинки, включающий основу жевательной резинки с регулируемой сниженной плотностью,имеющий мягкие начальные и последующие при жевании свойства, и в отсутствии широкоизвестных подсластителей или калорийных компонентов, наполнителей и других неповоротливых агентов. Продукты жевательной резинки, при желании, могут быть получены содержащими менее чем 1 калорию на один упакованный кусок, предпочтительно - от около 0,3 до 0,5 калории. Предлагаемый продукт жевательной резинки получен способом, выполняемым непрерывно от начальной стадии приготовления основы жевательной резинки до упаковки продукта. Предшествующие и другие объекты, преимущества и особенности изобретения, способ, которым оно выполнено, будут более очевидны после следующего детального рассмотрения описания изобретения в сочетании с приложенными фигурами чертежей, которые иллюстрируют примеры и преимущественные воплощения, где фиг. 1 - диаграмма технологического процесса,представляющая последовательность операций, согласно изобретению фиг. 2 представляет собой жевательную резинку,которая наполнена газом путем растягивания и сгибания для уменьшения ее плотности фиг. 3 представляет собой поперечный разрез продукта жевательной резинки по изобретению и иллюстрирует однородное распределение смешанного с ним воздуха фиг. 4 А - схематический чертеж продольного разреза фрагмента предлагаемого устройства для введения газа в основу жевательной резинки фиг. 4 В - поперечный разрез устройства, изображенного на фиг. 4 А, по линии 4 В-4 В фиг. 5 - микроснимок вида сбоку образца продукта жевательной резинки, полученного известным способом, в который воздух был введен растягивающим устройством и где жевательная резинка имеет большие и неравномерно распределенные пустоты, созданные вводимым воздухом фиг. 6 - микроснимок вида сзади образца, представленного на фиг. 5, и фиг. 7 - микроснимок вида сзади образца продукта жевательной резинки по изобретению, имеющего произвольно и однородно рассеянные пустоты, которые являются меньшими, чем те, которые показаны на фиг. 5 и 6. На фиг. 1 диаграмма последовательности операций иллюстрирует предлагаемый непрерывный,низкотемпературный технологический процесс, как показано в общем позицией 10. Согласно предлагаемому непрерывному технологическому процессу порцию основы жевательной резинки 12 предварительно перемешивают. Далее ее расплавляют и подают в резервуар-сборник 14, как показано на фиг. 1. Термин основа жевательной резинки означает материалы, обычно используемые в приготовлении жевательной резинки и продуктов из объемной резины, к которым обычно добавляют несмолистые компоненты основы, включая ароматизаторы, подсластители и красители. Резина - несколько противоречиво используемый термин в предшествующем уровне техники. Резина включает натуральную смолу, которая выделяется различными деревьями и кустарниками, произрастающими в тропических районах, различные смолистые продукты, полученные из сосновой смолы, растительных латексов,включая цикл и натуральный каучук, и разнообразные синтетические эластомеры. Изобретение может быть осуществлено с широким разнообразием основ жевательной резинки. Конечная основа жевательной резинки может включать широкий диапазон натуральных и синтетических полимерных соединений, сложных смесей и растительных латексов, а также может включать растворители,размягчители,пластификаторы,эмульгирующие агенты, антиоксиданты и наполнители. Основы жевательной резинки, используемые согласно изобретению, отобраны из коммерческих основ жевательной резинки. Типичные коммерческие основы жевательной резинки приготовлены от синтетических эластомеров. Синтетические эластомеры, которые обычно используются в создании современных продуктов жевательной резинки, включают стирол-бутадиеновый каучук, который также известен под аббревиатурой СБК , полиизобутилен, который также известен как полибутилен и бутил-каучук, различные виниловые полимеры высоких, средних и низких молекулярных масс, полиэтиленгликоли, поливинилацетат и их смеси. Основа жевательной резинки может также включать растворители эластомера, обычно смолы, способствующие размягчению смолистого компонента. Примеры растворителей эластомера, пригодных для 3 11358 использования в основе жевательной резинки,включают этерифицированный пентаэритрит частично гидрогенизированной древесной смолы, этерифицированный пентаэритрит древесной смолы,этерифицированный глицерин частично димеризованной смолы, этерифицированный глицерин полимеризованной смолы, этерифицированный глицерин жирных кислот смолы, этерифицированный глицерин древесной смолы частично гидрогенезированной древесной смолы и частично гидрогенезированный метиловый эфир смолы. Растворитель может быть использован в количестве от около 10 до около 75 от массы основы жевательной резинки. Основа жевательной резинки может также содержать любой из разнообразия компонентов, таких как пластификаторы или размягчители, включая ланолин, стеариновую кислоту, стеарат натрия,стеарат калия, триацетат глицерин, глицерин и т.п. Пластификаторы также включают полиэтиленгликолевый воск, парафиновый воск и микрокристаллический воск. Эмульгаторы, которые могут быть введены в состав основы жевательной резинки, включают лецитин и моностеарат глицерина. В композиции основы жевательной резинки обычно добавляются антиоксиданты, включая ВНА и ВНТ. Наполнители, вводимые в состав основы жевательной резинки, включают гидроксид алюминия,гидроксид магния, глинозем, силикаты алюминия,карбонат кальция, тальк и их смеси. Количество вводимого наполнителя обычно варьирует от около 4 до около 30 от веса продукта жевательной резинки. Обычная конечная основа жевательной резинки,подходящая для снижения плотности, имеет начальную плотность от около 1,15 до 1,20 грамма на миллилитр и может включать эластомеры и растворители эластомера, как описано выше, включая различный синтетические эластомеры, пищевые виниловые полимеры и смолы, антиоксиданты, различные пластификаторы, как описано выше, включая микрокристаллический воск, и гидрогенизированные растительные жиры и моно- и диглицериды. Возвращаясь к диаграмме технологического процесса, представленной на фиг. 1, обычная конечная основа жевательной резинки 12 выдерживается в резервуаре-сборнике 14 в течение приблизительно 35 минут при тщательном перемешивании так, чтобы основа жевательной резинки стала гомогенной смесью и достигла температуры однородности от около 80 до 90 С. При температуре от около 80 до 90 С основа жевательной резинки представляет собой вязкую жидкость. Затем в таком виде основу жевательной резинки закачивают непрерывно в процесс 10 согласно изобретению. Для этого необходимо использовать насосы, пригодные для обработки жидкой основы жевательной резинки, являющейся высоковязкой жидкостью. Обычно в таких случаях выбирают ротационные насосы, включая шестеренный и винтовой насосы. 4 Критерии выбора подходящих насосов и природа жидкой основы жевательной резинки являются хорошо известными специалисту и не нуждаются в дальнейшем обсуждении. Вязкую жидкую основу жевательной резинки перемещают в теплообменник 16 для уменьшения температуры основы жевательной резинки от около 45 до 50 или 65 С, которая является температурой размягчения основы жевательной резинки, после того как основа жевательной резинки была предварительно полностью перемешана для достижения температуры гомогенности в резервуаре-сборнике. Температура, до которой необходимо охладить основу жевательной резинки в теплообменнике, зависит от выбранной основы жевательной резинки. Поскольку плотность резины является важным показателем, основа жевательной резинки должна поступать в теплообменник при равномерно постоянной температуре. Линию технологического процесса между резервуаром-сборником и теплообменником покрывают кожухом, чтобы подвести нагревающуюся среду, обычно воду, для поддержания температуры основы жевательной резинки, постоянной между этими единичными операциями. Теплообменник для поддержания температуры основы жевательной резинки подбирают по критериям выбора насосов. Согласно изобретению используют теплообменник с пришабренной поверхностью. Вообще теплообменник с пришабренной поверхностью представляет собой теплообменник в виде двух труб, используемый при низкой скорости потока и высоком давлении. Такой теплообменник изготавливают,вставляя одну трубу внутрь другой и затем сваривая внешний корпус на внутреннюю трубу. Основа жевательной резинки имеет относительно низкий коэффициент передачи тепла. В теплообменнике жидкости движутся противотоком для равномерного достижения постоянной температуры. Внутренняя труба имеет вращающийся элемент с подпружиненными загрузочными скребковыми лопатками для очистки внутренней поверхности внутренней трубы. Нагревающаяся среда протекает по внешней трубе. Критерии выбора подходящего теплообменника являются хорошо известными специалисту и не нуждаются в дальнейшем обсуждении. Теплообменник 16 снижает температуру основы жевательной резинки от около 45 до 65 С для перекачивания ее из теплообменника в устройство смешивания и аэрации под высоким давлением 18. Критическая температура перекачивания основы жевательной резинки к устройству смешивания и аэрации выбирается в зависимости от температуры размягчения выбранной основы жевательной резинки. В силу значимости консистенции основы жевательной резинки линию технологического процесса между теплообменником и смесителем также обшивают, чтобы подвести нагревающуюся среду, обычно воду, для поддержания температуры основы жевательной резинки постоянной между этими единичными операциями. 11358 Введение ароматизатора, подсластителя и красителя может быть осуществлено далее на технологической линии как изображено позициями 18, 20 и 22. Введение этих компонентов в непрерывную основу жевательной резинки на технологической линии особенно благоприятно. В этом случае нет необходимости в выполнении отдельных производственных операций. Компоненты, чувствительные к условиям обработки, включая особенно некоторые подсластители и красители, могут быть введены после охлаждения основы жевательной резинки в теплообменнике до ее температуры размягчения. Ароматизаторы вводят в основу жевательной резинки как показано в 20, когда основа жевательной резинки перекачана из резервуара-сборника 14 к теплообменнику 16. Кроме того, при желании, ароматизаторы могут быть введены в основу жевательной резинки между теплообменником и устройством перемешивания и аэрации 18. Ароматизирующий компонент жевательной резинки обычно содержится в количестве от около 0,005 до около 3,0 от веса конечного продукта жевательной резинки. Различные пригодные ароматизаторы включают естественные и искусственные отдушки и мяту,включая масло перечной мяты, ментол, масло кудрявой мяты, ваниль, масло корицы, и винтергреновое масло, которое является обычно метилсалицилатом. Пригодные ароматизаторы также включают ароматизирующие вещества различных цитрусовых и других фруктов, включая масло лимона, масло апельсина, ароматизирующее вещество винограда,известковое масло, масло грейпфрута, яблока, абрикоса и их комбинации. Ароматизаторы используются в количествах, изменяющихся в зависимости от потребительного спроса. При желании для уменьшения воздействия ароматизатора к ароматизирующему маслу могут быть добавлены растительные масла или эквивалентные материалы. Также при желании могут использоваться скрытые ароматизаторы, как описано в заявке/94/06971. Подсластители могут быть введены в продукт жевательной резинки в желаемых количествах как показано в 22 в фиг. 1. Некоторые потребители предпочитают жевательную резинку, к которой не было добавлено или содержится небольшое количество подсластителя. Согласно изобретению в случае необходимости может использоваться широкое разнообразие подслащивающих веществ, хотя различные подсластители не могут использоваться с одинаковым эффектом при смешивании компонентов. Подсластители включают и естественные, и искусственные подслащивающие вещества, включая сахарозу, глюкозу, сироп кукурузы, декстозу, инвертируемый сахар,фруктозу и их смеси. Искусственные подсластители включают сахарин и его различные соли, циклоаминовую кислоту и ее различные соли, аспартам и другие. Также используются сахарные спирты,включая сорбитол, маннитол, ксилитол и т.п. Многие из этих подсластителей используются в таких количествах, которые позволяют получить требуемый эффект подслащивания и чтобы подсластитель также выполнял роль неповоротливого агента или наполнителя. Эти подсластители, включая обычный натуральный сахар, относятся к объемным подсластителям. Известно, что условия обработки основы жевательной резинки, включающей существенные добавки неповоротливых агентов,обычно отличаются от условий обработки основы жевательной резинки в отсутствии этих агентов. В результате увеличиваются время смешивания и иногда - объем требуемого смешивающего оборудования. Изобретение имеет специфическую полезность,когда используются интенсивные подслащивающие вещества, не оказывающие никакого неповоротливого воздействия на резину. Интенсивные подсластители обычно представляют собой синтетические подслащивающие вещества, использующиеся в низкокалорийных кондитерских изделиях и требующиеся только в малых количествах для получения желаемого эффекта подслащивания. Для достижения гомогенно-смешанных продуктов жевательной резинки интенсивные подсластители обычно диспергируют на калорийные носители на кукурузной основе. Некоторые из них инкапсулируют в калорийные капсулы. Искусственно подслащенные жевательные резинки обычно существенно калорийны, так как для получения гомогенно-смешанного продукта они содержат носители и наполнители, связанные с подслащивающими и ароматизирующими компонентами. Однако, при желании, продукт резины может быть изготовлен содержащим меньше чем 1 калорию на один упакованный кусок (часть), включая пластинку резины, чаще - от около 0,3 до 0,5 калории на один упакованный кусок или меньше, который рассматривается как некалорийный и приближается к продуктам с нулевой калорийностью. Упакованные части жевательной резинки обычно весят около 1,5 грамма. Красители могут быть добавлены в продукт жевательной резинки как показано в 18 на фиг. 1. Примеры красителей включают пигменты, включающие диоксид титана и другие красители, пригодные для использования в пищевых продуктах,лекарствах и косметике. Красители вводятся в основу жевательной резинки в количествах до около 6 от общего веса продукта и, предпочтительно, меньше чем около 1 от веса. Красители и подсластители, особенно некоторые из синтетических подслащивающих веществ, включая аспартам, являются чувствительными к температуре. Одним из преимуществ изобретения является то, что чувствительные к температуре компоненты могут быть добавлены к основе жевательной резинки при относительно низких температурах от около 45 до 65 С, при которой происходит смешивание и аэрация, как показано в 18 на фиг. 1. Чувствительные компоненты могут также быть добавлены одновременно с проведением аэрации и смеши 5 11358 вания для уменьшения последующего воздействия обработки на эти компоненты. Для полного смешивания газа, ароматизирующих, подслащивающих и окрашивающих компонентов с основой жевательной резинки предлагается проводить одновременно аэрацию и смешивание. В отличие от ранее известных процессов процессы смешивания и аэрации происходят в условиях, способствующих более однородному распределению компонентов по всей основе жевательной резинки при более низких температурах. Предложено воздух или инертный газ, уменьшающий плотность жевательной резинки, вводить в основу жевательной резинки последним компонентом как показано в 18 на фиг. 1. Термин инертный означает вещество, которое обычно не оказывает неблагоприятного воздействия на аромат, структуру, цвет, срок годности или другие требуемые характеристики продукта жевательной резинки. Инертные газы в этом смысле включают воздух,который предложен, согласно изобретению, для аэрации резины, диоксид углерода, азот и другие пригодные газы, которые должны быть очевидны специалисту. Аэрирующие и смешивающие сосуды подобны тем, которые известны под маркой . Аэрирующие и смешивающие сосудыпроизводятся фирмойВ в Нидерландах. Аппаратиспользуют в кондитерской промышленности для обработки и аэрации пищевых продуктов с низкой плотностью, включая шоколад и т.п. Ваппарате могут быть изготовлены пеноподобные кондитерские изделия с гладкой и сливочной структурой, включая шоколадный мусс. Однако эти пищевые продукты обычно имеют заметно более низкую вязкость, чем основа жевательной резинки, поэтомуаппараты не подходят для обработки основы жевательной резинки без модификации в соответствии с изобретением. Модифицированныйаппарат представлен на фиг. 4 А и 4 В. Фиг. 4 А представляет собой схематический чертеж продольного разреза фрагментааппарата, модифицированного, согласно изобретению, для введения газа в основу жевательной резинки. Фиг. 4 В представляет собой поперечный разрез устройства, изображенного на фиг. 4 А, по линии 4 В-4 В.аппарат включает цилиндрический главный смеситель 30, который вставлен в ограничивающий цилиндрический кожух 32. Аппарат сделан из материала, способного выдерживать высокое давление и пригодного для обработки пищевых продуктов, который включает нержавеющую сталь,сплавы титана и подобные материалы. Главный смеситель 30 включает статор или центральный вал и ротор. Ротор включает кожух 34, который вращается центральным валом и имеет несколько вытянутых смешивающих элементов в виде закрепленных штырей 36, простирающихся радиально наружу. Штыри предпочтительно квадратного поперечного 6 сечения вставлены в корпус под прямым углом к центральному валу. Подходящий двигатель (не показан) вводят в зацепление со статором для вращения статора и ротора. Специалисту ясно, что этот двигатель должен быть способен к вращению статора и ротора через высоковязкую размягченную основу жевательной резинки со скоростью от около 20 до 100 оборотов в минуту. Кожух 32, окружающий главный смеситель 30,является, по существу, цилиндрической трубой, закрытой с обоих концов, и определяет кольцевую зону 38 для содержания жидкости, пригодной для поддержания температуры основы жевательной резинки в теплообменнике постоянной. Внутренняя стенка 39 кожуха имеет несколько неподвижных удлиненных смешивающихся элементов, штыри 40 предпочтительно квадратного сечения, которые простираются радиально внутрь по направлению к главному смесителю 30. Штыри кожуха и главного смесителя простираются к смежной противоположной поверхности, но не касаются ее. При вращении главного смесителя штыри чередуются и не касаются друг друга. В аппарате, усовершенствованном согласно изобретению, ряды штырей 36 и 40 пространственно разделены на расстояние, необходимое для обработки высоковязких составов жевательной резинки. Например, расстояние между рядами штырей 36,простирающихся от главного смесителя, должно быть от около 30 до 50 миллиметров. Как показано на фиг. 4 А, расстояние между рядами штырей 36 составляет 46,5 миллиметра. Полная длина аппарата составляет приблизительно 300 миллиметров,включая промежуток в 33,75 миллиметра между концевыми штырями 42 на главном смесителе и концом 44 главного смесителя. Ряды штырей 40 на кожухе размещены так, чтобы они чередовались с рядами штырей 36 на главном смесителе и были равноудалены от рядов штырей на главном смесителе. При использовании объемных подсластителейаппарат нуждается в дальнейшем усовершенствовании для обеспечения однородного распределения компонентов в основе жевательной резинки. Объемные подслащивающие вещества требуют большего объема емкости для содержания основы жевательной резинки и более длинного времени перемешивания для достижения однородного смешивания. Состав жевательной резинки поступает в кольцевую зону 46, определенную главным смесителем и кожухом, и втягивается штырями при вращении ротора в пределах кожуха. Кожух остается неподвижным. Ротор снабжен средствами регулирования его вращения так, чтобы он мог функционировать при различных скоростях. Вращение главного смесителя при различных скоростях во время обработки облегчает аэрацию жевательной резинки. Для образования гомогенной смеси жевательной резинки стимулируют ее кавитацию путем введения в смесь различных объемов воздуха или газа. Средство введения воздуха или другого инертного газа в 11358 кольцевую зону, которая включает сопло, входное отверстие для получения расплавленной жевательной резинки в кольцевую зону и выходное отверстие для выпуска жевательной резинки к системе упаковки. Фиг. 1 показывает систему упаковки,включающую экструдер 24, охлаждающий туннель 26, и систему нарезания и упаковки 28. Для откачивания продукта жевательной резинки из устройства аэрации и смешивания также включен насос. Устройство аэрации и смешивания, в которое поступает основа жевательной резинки плотностью от около 1,15 до 1,20 грамма на миллилитр, уменьшает ее плотность до менее чем 1 грамма на миллилитр и предпочтительно - от около 0,5 до 0,9 грамма на миллилитр. Согласно изобретению может быть достигнут точный регулируемый удельный вес. Плотность некоторых форм жевательной резинки составляет предпочтительно от 0,7 до 0,8 грамма на миллилитр. Фиг. 7 показывает электронный микрографический снимок конечного вида жевательной резинки при увеличении в 40 раз, вытянутой в форме веревки и подвергнутой аэрации и смешиванию в соответствии с изобретением. Продукт жевательной резинки имеет множество маленьких цилиндрических, однородно распределенных пустот диаметром приблизительно 0,05 миллиметра. Однородное распределение пустот 48 в жевательной резинке схематично показано на фиг. 3 на поперечном срезе предложенной резины 50. Продольный разрез известной жевательной резинки, вытянутой в форме веревки,показан на фиг. 5 и конечный вид показан на фиг. 6 при том же самом увеличении, что и на фиг. 7. Эти резины были изготовлены известными устройствами растягивания и сгибания, как показано на фиг. 2,и иллюстрируют неравномерное распределение различных по размеру пустот, которые имеют средний диаметр приблизительно 0,125 миллиметра. Соответственно модифицированный аппарат производит резину с заметно улучшенным однородным распределением компонентов и однородной плотностью. Предложенный автоматизированный процесс также более гигиеничен, быстротечен и экономически эффективен, чем процесс растягивания известными механизмами или вручную. Возвращаясь к диаграмме технологического процесса на фиг. 1, после аэрации и перемешивания в модифицированномаппарате жевательная резинка подается в экструдер 24 посредством которого она непрерывно выдавливается. Жевательная резинка выдавливается при соответствующей низкой температуре, равной приблизительно температуре размягчения, т.е. около 50 С для сохранения характеристик жевательной резинки и формирования ее для упаковки, обычно в виде веревки. В процессе выдавливания температура жевательной резинки несколько увеличивается за счет трения. Процесс выдавливания необходимо тщательно отрегулировать так, чтобы увеличение температуры в сравнении с температурой жевательной резинки при выходе из модифицированногоаппарата было небольшим и не превышало 5 С и предпочтительно - не более чем от около 2 до 3 С. Количество основы жевательной резинки, подаваемой на экструдеры, контролируется питательными клапанами в зависимости от уровня жевательной резинки в бункерах, подающих ее на экструдеры. Количество вводимых обработанной основы жевательной резинки и неэластичных компонентов автоматически контролируется. Например, если один экструдер отключен от линии или иначе принимает продукт, то количество основы жевательной резинки в системе уменьшается. В процессе эксплуатации, когдаустройство нарезания и упаковки 28 временно отключено от линии и продукт не пакетируется, тогда вытесненный из экструдера продукт рециклируется в резервуар-сборник 14, как показано пунктиром 52 на фиг. 1, и перерабатывается так,чтобы изделие не оседало в аппарате и на трубах системы. Введение ароматизатора, подсластителя и красителя и аэрация выводятся из технологической цепочки, если продукт рециклируется к любой стадии, которая могла бы неблагоприятно воздействовать на продукт. После выдавливания жевательная резинка охлаждается в охлаждающем туннеле до температуры от около 4 до 8 С как показано в 26. После этого жевательная резинка нарезается и упаковывается как показано в 28. Известно, что жевательная резинка может быть изготовлена различной формы, единственное требование состоит в том, что обработка жевательной резинки после аэрации не должна осуществляться в экстремальных условиях, которые оказывают неблагоприятное воздействие на плотность или другие требуемые характеристики продукта жевательной резинки. Например, ролики могут быть установлены на технологической линии после стадии охлаждения, чтобы формировать жевательную резинку в бруски, которые затем нарезаются и упаковываются. Следующие примеры иллюстрируют различные аспекты изобретения. Пример 1 Около 550 кг подготовленной смеси основы жевательной резинки нагревают и смешивают в лопастном смесителе 2 при 90 С в течение около 35 минут до достижения гомогенности. Согласно изобретению, резину в расплавленной форме перемещают в резервуар-сборник 12 как показано на фиг. 1. Резервуар-сборник обшивают и вдоль кожуха пропускают воду, циркулирующую при 80 С, для поддержания в пределах кожуха постоянной температуры. Резервуар-сборник содержит также смеситель для поддержания резины в гомогенном состоянии при постоянной температуре. Расплавленная резина нагнетается шестеренным насосом через обшитую трубу в теплообменник с пришабренной поверхностью. Обшитую трубу нагревают тем же способом, что и резервуар-сборник так, чтобы основа жевательной резинки подавалась в теплообменник при постоянной температуре. Охлаждающая вода, циркулирующая во внешней трубе теплообменника, поддерживает температуру основы 7 11358 жевательной резинки однородной и равной от около 45 до 65 С в зависимости от количества резины,проходящей через теплообменник в час, и специфичности композиции основы жевательной резинки. После чего резину непрерывно подают в герметичныйаппарат для смешивания и аэрации,который модифицирован путем увеличения расстояния между чередующимися штырями, как описано ранее. Сопло для ввода газа вводит воздух в массу резины на входе в аппарат перемешивания и аэрации. Количество введенного в резину воздуха взято в соотношении от 0,21 до 51 литра воздуха на грамм резины в час. Скорость ротора в аппарате смешивания и аэрации составляет от 20 до 100 оборотов в минуту и зависит от количества подаваемой резины. Температура резины во время аэрации составляет от 45 до 65 С, смешивание и аэрацию осуществляют при давлении, равном от около 3 до 5 бар. Конечный аэрированный продукт жевательной резинки после стадии смешивания и аэрации имеет плотность в пределах от 0,5 до 0,9 г/мл. Аэрированная жевательная резинка нагнетается в сборник для подачи в экструдер. После экструдера продукт поступает в охлаждающий туннель и упаковочную машину. В охлаждающем туннеле жевательная резинка охлаждается до температуры от 4 до 8 С для улучшения условий упаковки и увеличения эффективности упаковочной машины. Пример 2 Плотность различных коммерчески доступных жевательных резинок была измерена и сравнена с плотностью предложенного продукта жевательной резинки. Коммерчески доступная жевательная резинка без сахара в виде брусков, которые не подвергали аэрации, имеет плотность в пределах от 1,13 до 1,19 г/мл. Жевательная резинка без сахара в форме веревки, аэрируемая известным способом растягивания, имеет плотность 0,90 г/мл. Для сравнения,предложенная резина без сахара, изготовленная как показано в примере 1, имеет плотность 0,78 г/мл. В свете изложенного выше и показанного на чертежах специалистам ясно, что возможны различные варианты и другие воплощения изобретения. Следует иметь в виду, что изобретение не может быть ограничено приведенными примерами и что различные варианты его осуществления могут иметь место в пределах сущности и объема изобретения. Определенные термины, употребляющиеся здесь,используются только в родовом и описательном смысле, а не с целью ограничения возможности изобретения, определяемого формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Жевательная резинка, включающая основу жевательной резинки с наполнителем, отличающаяся тем, что она имеет плотность от 0,5 до 0,9 г/мл, а наполнитель содержит множество однородно распределенных пустот среднего диаметра около 0,05 мм. 2. Жевательная резинка по п. 1, отличающаяся 8 тем, что дополнительно содержит необъемные подсластители, по существу, при отсутствии калорийных компонентов. 3. Жевательная резинка по п. 1, отличающаяся тем, что ее калорийность составляет менее чем одну калорию на один упакованный кусок массы около 1,5 г. 4. Жевательная резинка по п. 1, отличающаяся тем, что ее калорийность составляет от 0,3 до 0,5 калории на один упакованный кусок массы около 1,5 г. 5. Жевательная резинка по п. 1, отличающаяся тем, что дополнительно содержит ароматизатор. 6. Жевательная резинка по п. 1, отличающаяся тем, что указанные пустоты содержат воздух или другой инертный газ. 7. Жевательная резинка по п. 1, отличающаяся тем, что представляет собой объемную жевательную резинку. 8. Жевательная резинка по п. 1, отличающаяся тем, что основа жевательной резинки включает синтетические эластомеры и их растворители. 9. Устройство для изготовления жевательной резинки с пониженной плотностью, отличающееся тем, что включает резервуар-сборник для приема и выдерживания основы жевательной резинки, теплообменник, соединенный с резервуаром-сборником для приема потока основы жевательной резинки и функционирующий с возможностью охлаждения основы жевательной резинки, поступающей из резервуара-сборника до более низкой температуры,равной температуре размягчения основы жевательной резинки, устройство смешивания и аэрации,соединенное с теплообменником для приема потока охлажденной основы жевательной резинки и с устройством подачи инертного газа под давлением,причем устройство смешивания и аэрации включает смешивающий главный кожух, размещенный внутри нагреваемого кожуха с зазором, определяющим кольцевую зону между ними для приема основы жевательной резинки из теплообменника и поступления под давлением воздуха или инертного газа,причем смешивающий главный кожух содержит ротор и закрепленные на нем направленные радиально наружу от ротора ряды вытянутых перемешивающих элементов, установленных с зазором относительно друг друга, нагреваемый кожух имеет внутреннюю стенку, содержащую закрепленные на ней направленные радиально внутрь от внутренней стенки к ротору и не касающиеся его ряды вытянутых перемешивающих элементов, установленных с зазором относительно друг друга. 10. Герметичное устройство смешивания и аэрации для уменьшения плотности основы жевательной резинки, включающее а) по существу, цилиндрический управляемый ротор, имеющий закрепленные на нем направленные радиально наружу от ротора ряды вытянутых перемешивающих элементов, установленных с зазором относительно друг друга) резервуар, определяющий кожух для ротора,причем кожух имеет внутреннюю и внешнюю стен 11358 ки, определяющие первую кольцевую зону для циркулирования жидкости, поддерживающей температуру внутри резервуара, внутренняя стенка имеет несколько закрепленных на ней направленных радиально внутрь от внутренней стенки смежных рядов вытянутых перемешивающих элементов, установленных с зазором относительно друг друга, отличающееся тем, что внутренняя стенка кожуха и ротор установлены с зазором, определяющим вторую кольцевую зону для приема основы жевательной резинки и смешивания ее с подаваемым под давлением воздухом или инертным газом, а ряды вытянутых перемешивающих элементов ротора и внутренней стенки кожуха разделены относительно друг друга зазором для обеспечения смешивания основы жевательной резинки с воздухом или инертным газом при вращении ротора. 11. Устройство по п. 10, отличающееся тем, что вытянутые элементы представляют собой штыри,по существу, квадратного сечения, причем ряды штырей, направленных от ротора, находятся по вертикали друг от друга на расстоянии от около 30 до 50 мм, и скорость вращения ротора составляет от около 20 до 100 об/мин, а устройство функционирует при скорости воздуха или инертного газа, подаваемого для смешивания с основой жевательной резинки, равной от около 0,21 до 51 литров на грамм резины в час. 12. Способ снижения плотности жевательной резинки, отличающийся тем, что осуществляют а) перемешивание предварительно нагретой основы жевательной резинки для обеспечения гомогенной вязкой жидкой смеси при температуре гомогенности, которая выше температуры размягчения резины) охлаждение основы до температуры ее размягчения и с) смешивание основы с инертным газом для уменьшения ее плотности, причем смешивание выполняют под давлением от около 3 до 5 бар и температуре основы, по существу, равной температуре ее размягчения. 13. Способ по п. 12, отличающийся тем, что смешивание инертного газа и основы жевательной резинки выполняют до появления в основе множества однородно распределенных пустот среднего диаметра около 0,05 мм. 14. Способ по п. 12, отличающийся тем, что перемешивание предварительно нагретой основы жевательной резинки, охлаждение и смешивание ее с инертным газом является непрерывным процессом. 15. Способ по п. 12, отличающийся тем, что да лее включает а) выдавливание жевательной резинки со сниженной плотностью) охлаждение выдавленной жевательной резинки со сниженной плотностью и с) нарезку и упаковку жевательной резинки. 16. Способ по п. 12, отличающийся тем, что дополнительно включает введение ароматизаторов в основу жевательной резинки до смешивания с инертным газом по технологической цепочке. 17. Способ по п. 16, отличающийся тем, что дополнительно включает введение подсластителя в основу жевательной резинки после охлаждения ее до температуры размягчения и до смешивания с инертным газом по технологической цепочке. 18. Способ по п. 17, отличающийся тем, что подсластитель представляет собой интенсивный подсластитель, по существу, при отсутствии калорийного компонента. 19. Способ по п. 12, отличающийся тем, что смешивание основы жевательной резинки с инертным газом осуществляют до уменьшения плотности резины от около 0,5 до 0,9 г/мл. 20. Способ снижения плотности жевательной резинки, отличающийся тем, что включает а) нагревание основы жевательной резинки до температуры около 90 С) перемешивание нагретой основы жевательной резинки до получения гомогенной вязкой жидкой смеси при температуре гомогенности от около 80 до 90 С с) охлаждение основы жевательной резинки до температуры от около 45 до 65 С) введение одного или более ароматизаторов и одного или более интенсивных подсластителей в основу жевательной резинки е) смешивание инертного газа под давлением от около 3 до 5 бар с основой жевательной резинки при температуре основы жевательной резинки от около 45 до 65 С, при соотношении и со скоростью от около 0,21 до 51 литров газа на грамм резины в час для полного перемешивания основы жевательной резинки с ароматизаторами и подсластителями и контролирования плотности основы жевательной резинки в пределах от 0,5 до 0,9 г/мл и образования в основе жевательной резинки множества однородно распределенных пустот среднего диаметра около 0,05 мм и
МПК / Метки
МПК: A23G 3/30
Метки: снижения, изготовления, резинки, герметичное, основы, жевательной, резинка, способ, пониженной, варианты, плотности, жевательная, уменьшения, устройство, плотностью
Код ссылки
<a href="https://kz.patents.su/12-11358-zhevatelnaya-rezinka-s-ponizhennojj-plotnostyu-ustrojjstvo-dlya-ee-izgotovleniya-germetichnoe-ustrojjstvo-dlya-umensheniya-plotnosti-osnovy-zhevatelnojj-rezinki-i-sposob-varianty-s.html" rel="bookmark" title="База патентов Казахстана">Жевательная резинка с пониженной плотностью, устройство для ее изготовления, герметичное устройство для уменьшения плотности основы жевательной резинки и способ (варианты) снижения плотности жевательной резинки</a>
Жевательная резинка “Шэрбет”
Номер патента: 28
Опубликовано: 10.12.1993
Авторы: Хильчук Наталья Мироновна, Попелюшко Анатолий Висханович, Шамшурин Николай Иванович, Трайбер Виталий Андреевич
МПК: A23G 3/30
Метки: шэрбет, резинка, жевательная
Формула / Реферат:
Изобретение относится к пищевой промышленности и может быть использовано для получения жевательных резинок. Цель изобретения - улучшение вкусовых качеств и придание ей профилактических и лечебных свойств. В состав резинки входит полимерная основа, сахарная пудра, патока, спирт этиловый. Дополнительно она содержит цветочную пыльцу и аскорбиновую кислоту при следующем содержании компонентов, в кг на 1 тонну готовой продукции:
Жевательная резинка “Элам”
Номер патента: 29
Опубликовано: 10.12.1993
Авторы: Шамшурин Николай Иванович, Сахно Юрий Петрович, Хильчук Наталья Мироновна, Трайбер Виталий Андреевич, Останкович Анатолий Александрович, Попелюшко Анатолий Висханович
МПК: A23G 3/30
Метки: элам, резинка, жевательная
Формула / Реферат:
Изобретение относится к пищевой промышленности и может быть использовано для получения жевательной резинки. Цель изобретения - улучшение вкусовых качеств резинки и придание ей антиоксидантных и антибактериальных свойств. В состав жевательной резинки "Элам" входит основа, сахарная пудра, медовый композит, представляющий собой витаминизированную смесь натуральных продуктов меда, биофлаваноидов прополиса и минеральной части шилаита,...
Безалкогольный антибактериальный состав для полоскания рта ( варианты), способ подавления микроорганизмов полости рта (варианты), и способ устранения неприятного запаха изо рта (варианты)
Номер патента: 8025
Опубликовано: 15.09.1999
Авторы: Глейс Вильям Р., Пэкропис Дональд Л., Ибсен Роберт Л.
МПК: A61K 7/16
Метки: антибактериальный, рта, полости, изо, способ, полоскания, подавления, состав, запаха, неприятного, безалкогольный, варианты, устранения, микроорганизмов
Формула / Реферат:
Изобретение относится к безалкогольным антибактериальным составам для гигиены рта и содержит:а) от около 0,05 % до 0,2 % по весу бензоата натрия,б) от около 0,01 % до около 1,0 % по весу слабой карбоновой кислоты,в) от около 2,0 % до около 5,0 % по весу буферного агента, способного забуферить состав до рН в пределах от около 3,0 до около 8,0,г) от около 0,25 % до около 1,5 % по весу поверхностно-активного вещества,д) от около 0,05 % до около 0,2...
Способ нейтрализации отработавших газов и снижения шума выхлопа двигателя внутренного сгорания и устройство для его осуществления (варианты)
Номер предварительного патента: 8075
Опубликовано: 15.10.1999
Авторы: Ковашев Адилжан, Спицын Анатолий Александрович, Храпунов Евгений Вячеславович, Стахнов Константин Михайлович
МПК: F01N 3/00
Метки: внутренного, способ, варианты, устройство, осуществления, выхлопа, двигателя, шума, отработавших, снижения, газов, сгорания, нейтрализации
Формула / Реферат:
Изобретение относится к машиностроению, а именно к системам выпуска отработавших газов двигателей внутреннего сгорания. Технический результат - повышение эффективности нейтрализации и шумоглушения. Для достижения технического результата предложены варианты группы изобретений, включающих способ и устройство для нейтрализации отработавших газов и снижения шума выхлопа двигателя внутреннего сгорания, при этом отработавшие газы смешивают с воздухом...
Способ изготовления основы дорожного знака
Номер предварительного патента: 2289
Опубликовано: 15.09.1995
Авторы: Досыбаев Бербибек Досыбаевич, Малинин Павел Квинтельянович, Цой Владимир Митхайлович
МПК: E01F 9/00
Метки: знака, основы, способ, изготовления, дорожного
Формула / Реферат:
Изобретение относится к организации дорожного движения, в частности, к способам изготовления дорожных знаков. Для охраны окружающей среды, повышения предела прочности при разрыве, твердости в дробилку подают отходы обрезиненного корда в количестве 85-95 мас.% и осуществляют процесс дробления до получения кусков обрезиненного корда размером 3-4 см. Одновременно в дробильную камеру методом распыления вводят вулканизатор- мелкодисперсную серу в...
Предыдущий патент: Струйный аппарат
Следующий патент: Рабочее колесо центробежного вентилятора
Случайный патент: Способ ступенчатого сжигания топлива