Способ изготовления полиграфической продукции и машина для его осуществления К.Н.Сыздыкова
Формула / Реферат
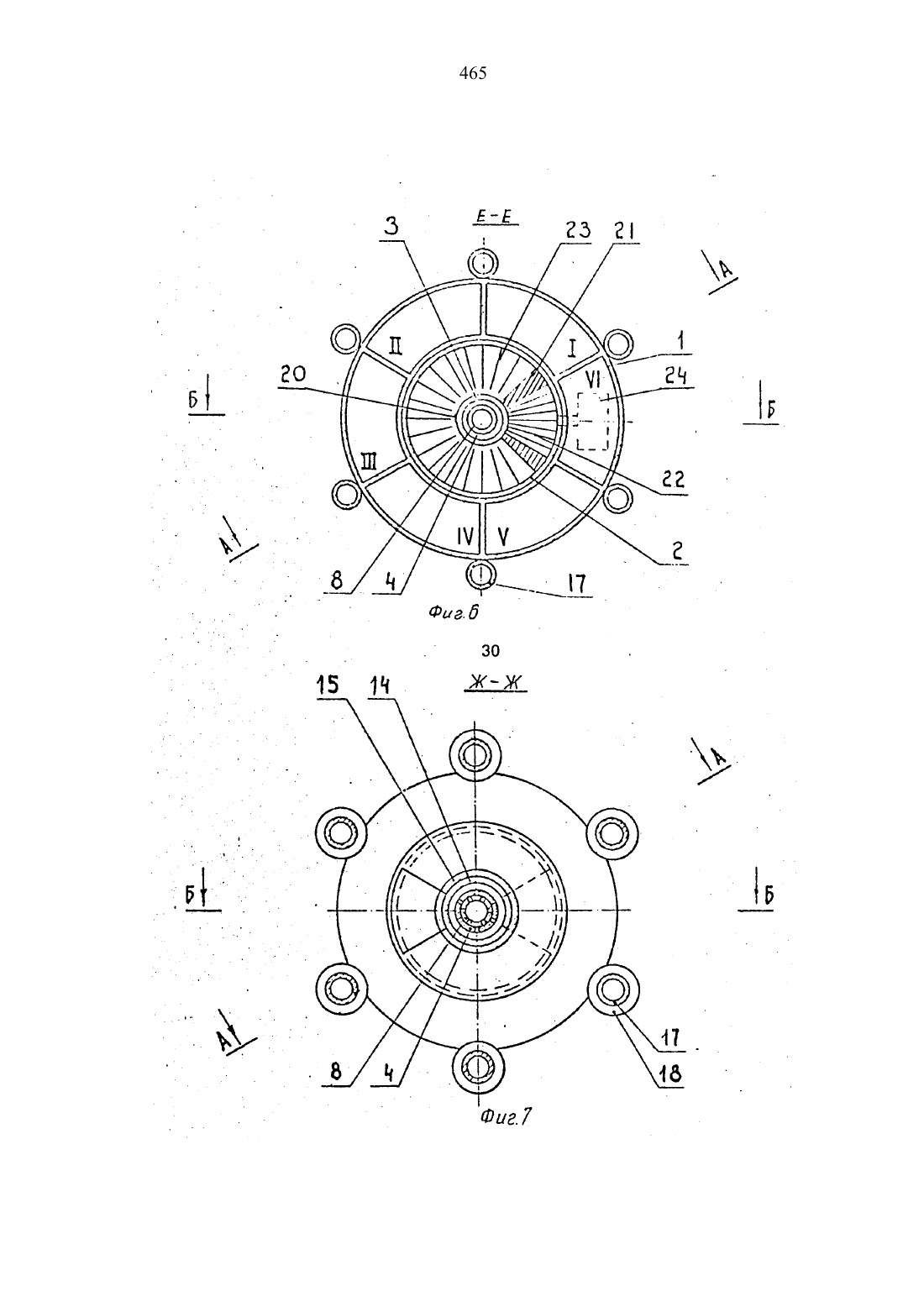
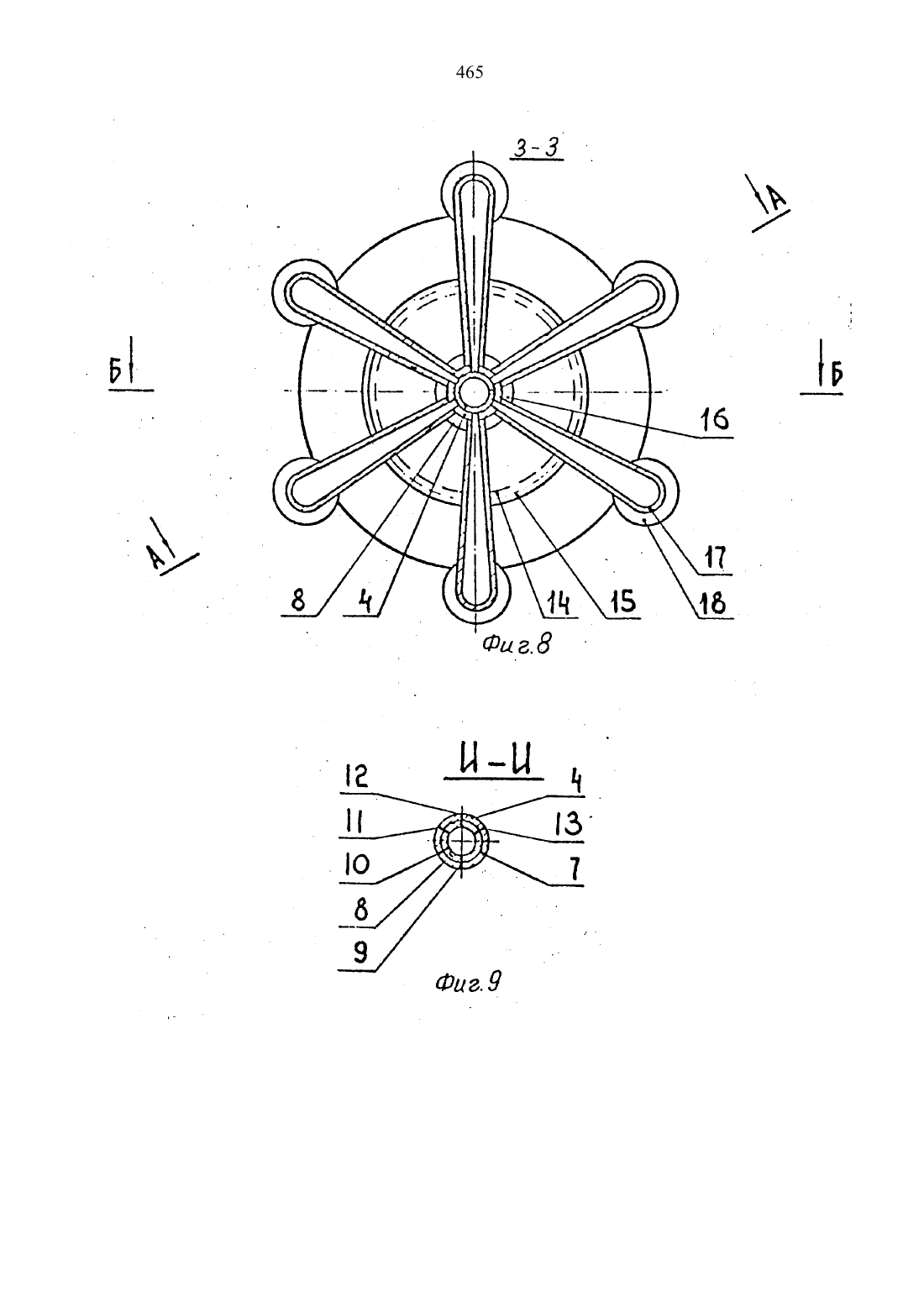
Сущность изобретения: способ включает бумагоделательный процесс с формированием бумажных листов, процесс нанесения красок цветного изображения на печатную форму, процесс многокрасочной плоской печати и брошюровочно-переплетный процесс. Перед нанесением краски печатную форму нагревают до температуры испарения воды и затем покрывают водой. Печатный процесс совмещают с бумагоделательным и брошюровочно-переплетными процессами. Краски наносят с обеих сторон печатной формы, а печать осуществляют за счет нанесения на обе стороны формы бумажной массы с добавками. Причем добавки в бумажную массу вносят после ее контакта с красками на печатной форме. Машина для изготовления полиграфической продукции содержит корпус в виде компонентопроводящих элементов, образованных изоляционными трубами, и установленного в них, радиально разделенного на отсеки, образующие емкости для компонентов, кольцеобразного герметичного бака. имеющего концентрично закрепленную в нем цилиндрическую полость с установленными в ней с возможностью вращения одна в другой концентричными трубами с прорезями для ввода и вывода компонентов. Узел печатания совмещен с узлом брошюрования и выполнен в виде расположенного на внешней трубе в цилиндрической полости цилиндра, имеющего ограничивающие его верхнее и нижнее решетчатые основания. Формные элементы выполнены в виде веерообразно расположенных в цилиндре вертикальных пластин, установленных с возможностью вращения вокруг вертикальной оси машины.
Текст
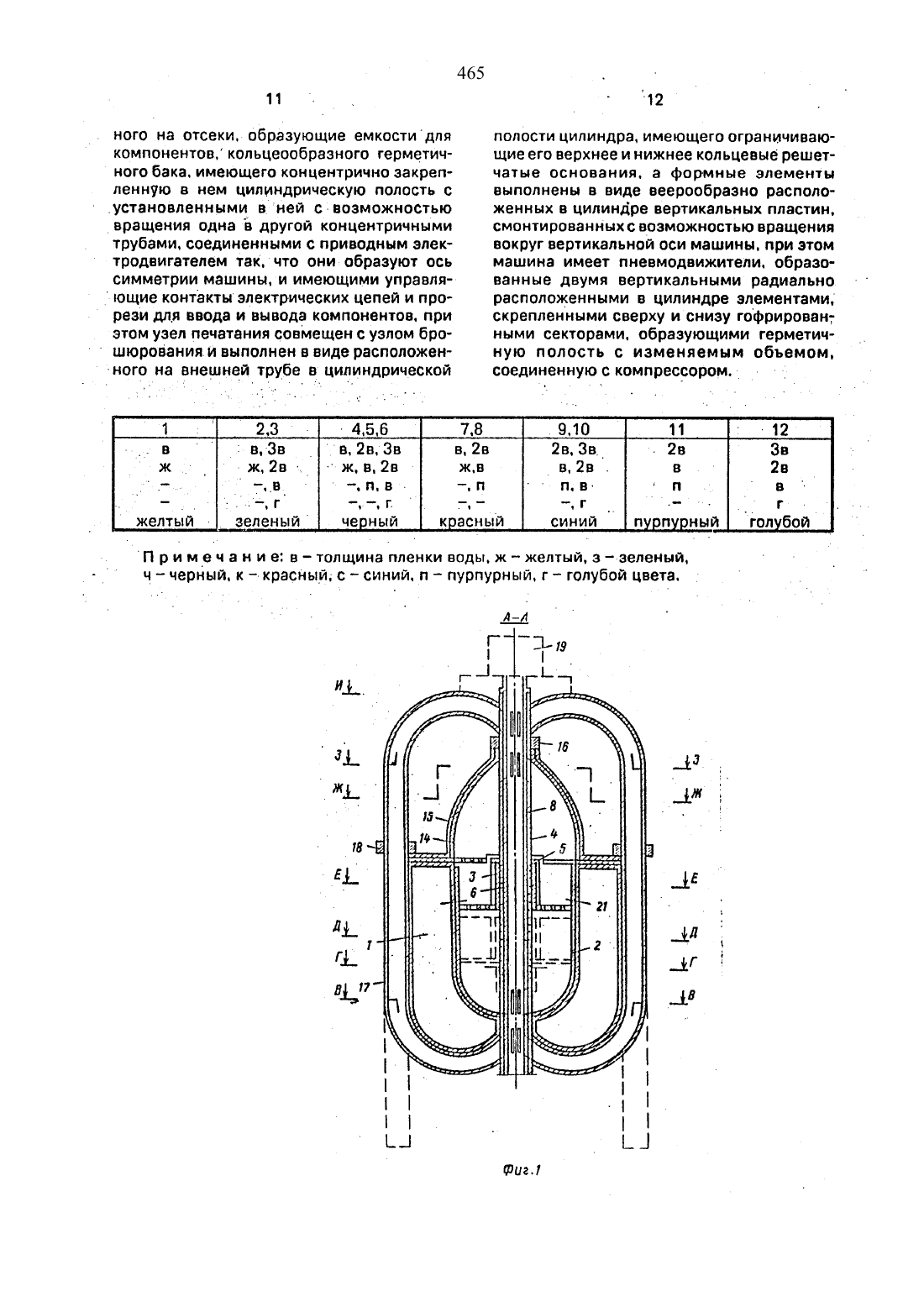
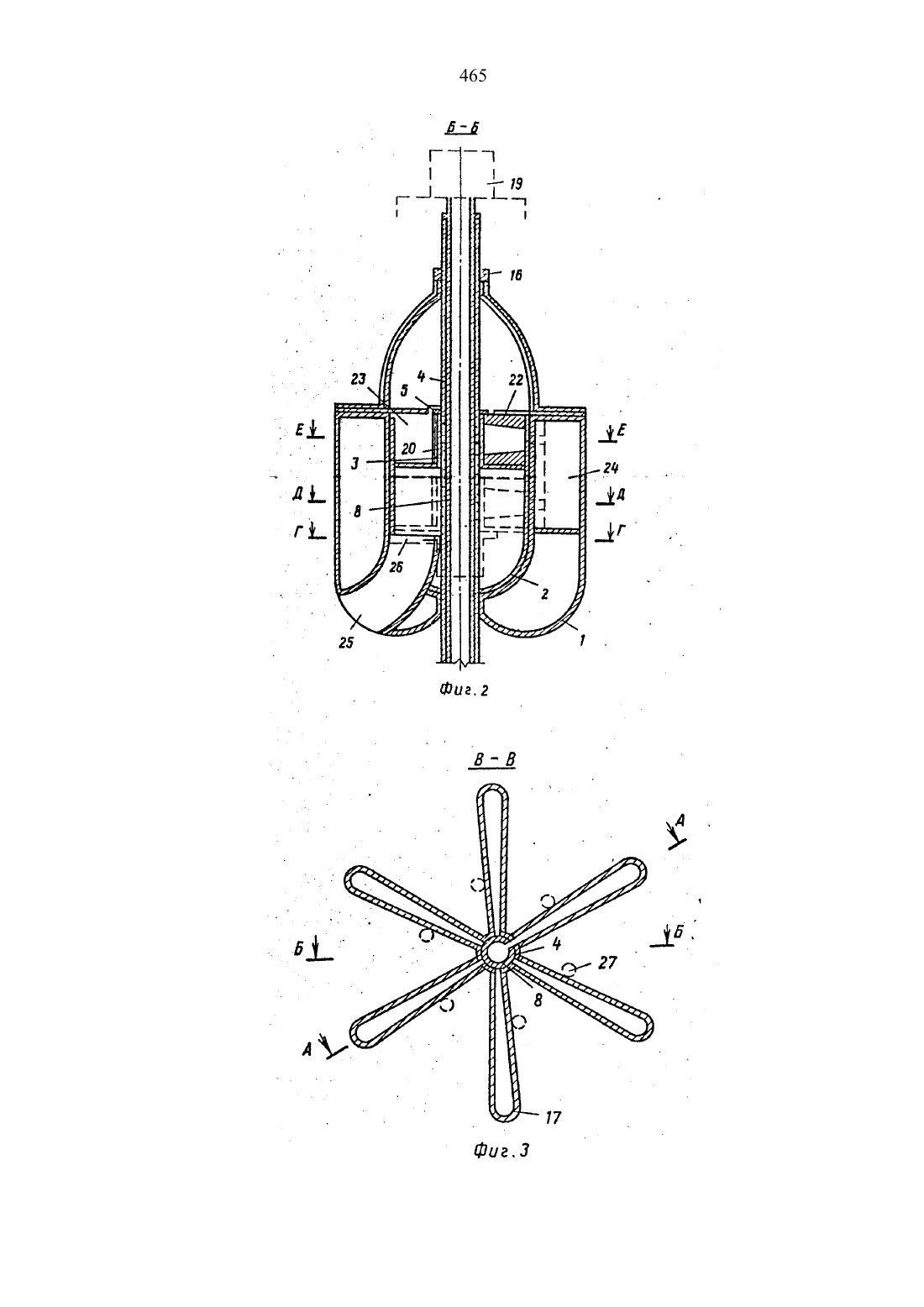
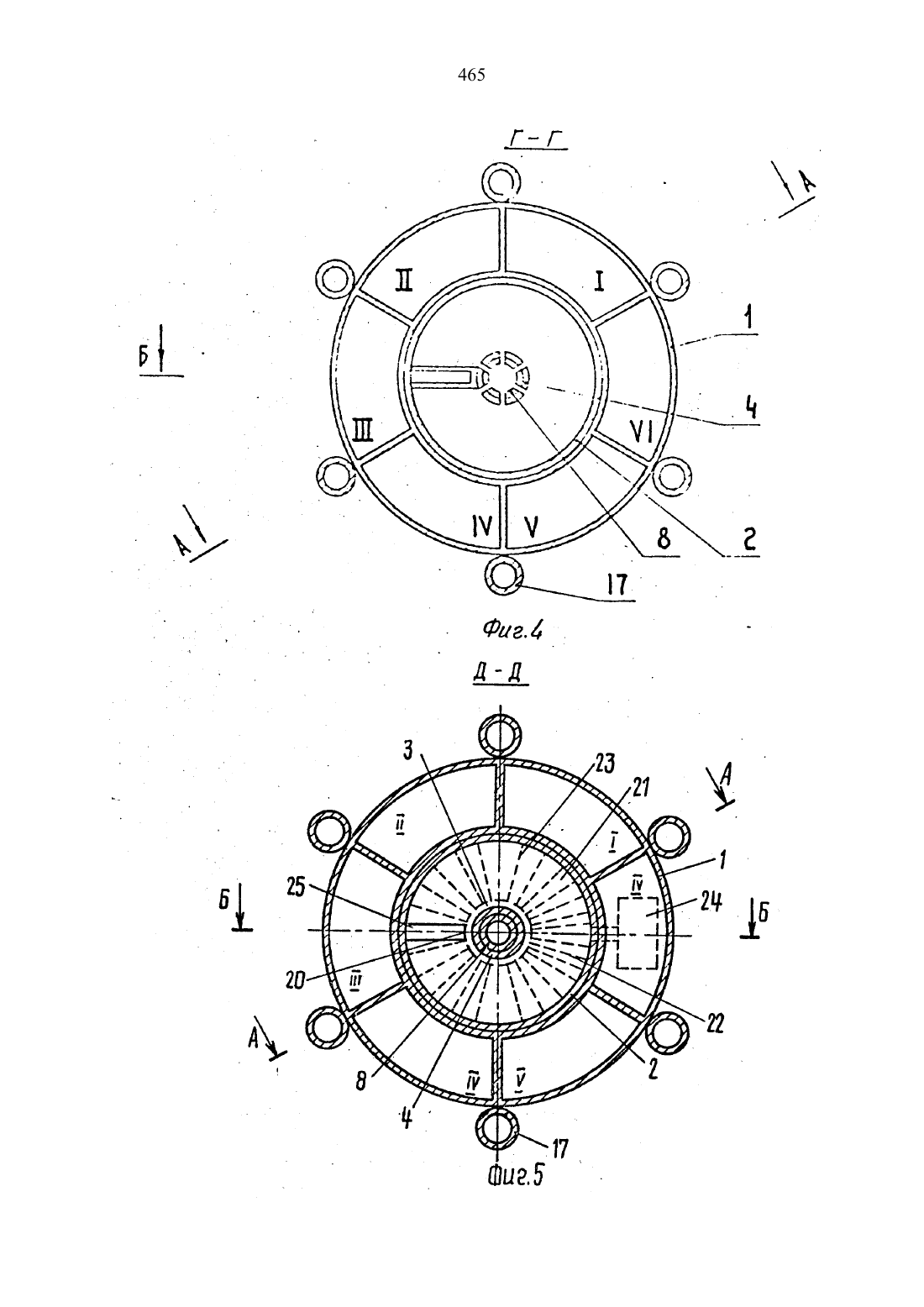
столы для сушки бумажных листов на воздуз хе. сушильные цилиндры. обогреваемые из нутри углем или паром сливной бассейн-сцежа. напорный ящик с щелью - напускное устройство. син ТВТИЧВСКЭЯ ИЛИ бронзовая СЭТКЗ. ПВЗССОВЭЯИ СУ-ЩИЛЬНЭЯ ЧЗСТИ ИЗ ПОЛЫХ ВЭПОБ С МНОЖВустройства под сеткой и внутри валов т оборудование сухого формования бумаги. я еНедостатокперечисленного оборудования в несовмещенности выполняемых ими операций. что увеличивает трудоемкость и себестоимость полиграфической продукЧЮИ. у. Известна форма электрографической плоской печати.у - . я Недостатком ее является односторон ность и одноцветность ее работы. Прототипом принят способ изготовле ния полиграфической продукции. включаюНедостатком его является несовмещенность печатного процесса с бумагоделательными и переплетными операциями. наличие операций приводки бумажного полотна иформ.Прототип.ом устройства принята печатная машина с фальцаппаратом и подборочным узлом (брошюрования).Недостатком ее является несовмещен ность с конструкциями бумагоделательныхи переплетных машин. а также несовмещенность и односторонность форм разных кра СОК.Целью изобретения является снижение тРУдоемкости и себестоимости полиграфической продукции. .Это достигается совмещением бумаго ДЕЛЭТВЛЬНЫХ. ПЕЧЗТНЫХ, переплетных ПРОобоихсторон печатной формы. совмещени емпечатной формы с формирующими, прессующими сушильными элементами бумагоделательной машины. со сборочнымщскрепляющими. режущими элементами переплетной машиньь.На фиг.1 изображена машина. разрез АА на фигд на Фил сечение Б-Б нафигА сечение Г-Г на фиг.1 на фиг.5 разрез д-д на фиг.1 на фипб разрез Е-Е на фиг.1 на фиг.7 разрез Ж-Ж на фиг.1 на фиг.8 - разрез 3-3 на фил на фиг.9 сечение ИИ на фиг.1.Предлагаемый способ изготовления полиграфической продукции.Бумажная масса подается на формы 20,23. потоком ионизированного воздуха по замкнутому кругу через элементы устройства нижняя часть трубы 17 чпод открытым краном 27 отсека 5 бака 1. где он насыщается порцией бумажной массы. нижние совмещенные прорези труб 8, 4,цилиндрообразную полость 2, решетчатое основание цилиндра 3 с раскрытыми форма А ми 20. 23. решетчатую частьоснованиякрышки 14. верхние совмещенные прорези труб 8. 4. верхняя часть трубы 17. сПротивоположные эпектрозаряды воздушно-бумажной смеси и форм 20. 23 обеспечивают покрытие поспеднихровным бумажным слоем, толщина которого регулируется величиной эп.тока.В зависимости от требуемых свойств бумажная масса может содержать различные добавки. .Например. для повышения механической прочности бумаги используют связующие вещества крахмал и его производные животный клей. МаКМЦ. для удешевления бумаги. повышения ее белизны, придания бумаге непрозрачности, увеличения ее пористости. воздухопроницаемости. впитывающей способности. скорости сушки. снижения деформации бумаги при ее намокании, уменьшения склонности бумаги к скручиванию. повышения ее гладкости. плотности. снижения шума при перелистывании используют минеральные добавки. наполнители (каолин. мел. тальк. гипс. двуокись титана и др.).Связующие или проклеивающие добавки могут использоваться двумя способами введением в бумажную массу или нанесением на поверхность бумаги. Для увеличения механической прочности бумаги эффективен способ нанесения проклеивающих добавок на поверхность бумаги. но при этом может уменьшиться ее впитывающая способность к жидкостям. Минеральные добавки эффективны при введении их в бумажнуюМЗССУ. НО при ЭТОМ УМЭНЬШЭВТСЯ ее МЭХЭНИВ предлагаемом способе между двумя листами бумаги с несвязующими добавками находится спой связующих добавок. формируюШНй их в один лист наподобие слоеного пирога. при этом все добавки используютсяЦветоделением цветного изображения получают три зоны формы. последовательное покрытие которых тремя красками аддитивным способом образует исходное цветное изображение. На печатную форму подают определенную величину элзарядов одного знака. Каждой из трех зон соответствует своя величина поверхностной плот ности зарядов. (Способ изготовленияформы в дополнительной заявке). Четвертая. наибольшая величина-поверхностной плотности зарядов соответствует пробельным участкам. При электростатическом осаждении заряженной воды на этих участках получаютсяпленки четырех значений толщины. причем наибольшая в пробельных участках. Например. для желтого. зеленого. черного. красного. синего, пурпурного, голубого цветов на участках 112 имеем спедующую таблицуПри подаче воды образуется пленка толщиной в на участках 1. 2. 4. 7, 2 в на. до подачи желтой краски при температуреформы Т вода толщиной пленки в испарится с участков 1. 2. 4, 7. которые покроются желтой краской знака . Участки 3. 5. б. 8. 9. 10. 11. 12 покрыты водяной пленкой. оттортающей краску К моменту подачи второй краски знака испарится вода с участков 5.8. 9. 1.1. которые покроются пурпурной кра ской. Участки 1. 2. 4. 7. покрытые желтой краской. отторгнут пурпурную по причинеодноименности зарядов. На участках 3. б. 10. 12 вода испарится только к третьей краске знака т. и. они покроются голубой краской. Остальные участки. покрытые предыдущими красками. отторгнут голубую по причине рдноименности зарядов. Малыеразмеры заряженных частиц формы и кра ски позволяют использовать аддитивный способ получения цвета. В результате 1 участок обрезует желтый, 2. 3 участки зеле ч ный. 4. 5. 6 - черный 7. 8 красный. 9. 10 синий. 11 - пурпурный. 12 голубой цвета.При увеличенном количестве подач красок возможно использование субтрактивногоПосле третьей краски подают на формыбумажную массу. добавки. клей. Толщину бумажного слоя и других компонентов приэлектростатическом осаждении регулируют величиной эл.тока на формах. при этом формы и поступающая масса заряжены разноименными зарядами. Затем совершаетсяч процесс формирования книги (бланков. га зет). при этом бумагоделательные. печат 6ные. переплетные процессы выполняются одновременно.Процесс изготовления книги совершается за один оборот трубы 8 в трубе 4. который может занимать по времени доли секунды. так как электростатические процессы скоротечны. Дальнейшее вращение трубы 8 в трубе 4 обеспечивает повторение всех циклов работы устройства посредством автоматического включения соответст вующих контактов.При электростатическом осаждении возможно получение тонких и равномерных слоев краски и бумажной массы (с.24. К.К.Казанжи. Статическое электричество. М. 1965. Знание. 320). Температура формы.толщина слоев красок и бумажной массы.СКОРОСТЬ ИХ ВЫСЫХЗНИЯ МОГУТ бЫТЬ ПОДОбраны так. чтобы краска не успевала рас плыться. Электростатические процессы мгновенны и это позволяетнадеяться на получение четкого изображения.Машина для осуществления предлагае мого способа состоит из радиально разделенного на отсеки 1-6 кольцеобразного бака 1. в котором концентрически закреплена цилиндрообраэная полость 2. в которую вставлен цилиндр 3 с внешним кольцевым решетчатым основанием. 1 отсек бака 1 содержит воду. 2 1-ю краску. З 2-10 краску. 4 - З-ю краску. 5 бумажную массу. 6 добавки, например. клеевые. В цилиндр 3 вставлена труба 4 с кольцом 5. элюбмоткой 6. контактом 7. В трубе 4 размещена труба 8 с контактами.9 10. 11. 12. 13. На трубе 4 установлены крышки 14. 15. имеющие секторные проемы. над которыми навернута гайка 16. К баку 1. трубе 4 прикреплены трубы 17 с гайками 18. Трубы 17 состоят из отрезков труб из металла и изоляционного материала. соединенных последовательно. чередующихся между собой. Внутри иэоляционныхтруб установлены электрические разрядники - металлические щетки. острия которых направлены в сторону желаемого направления движения воздуха или газа. К щеткам подведен один из полюсов источника высокого напряжения. а металлические отрезки труб заземлены. Внутри трубы-насоса возникает направлен ный-коронный разряд. нейтральные части- .ЦЫ ВОЗДУХЭ ИЛИ ГВЗЗ УВЛЭКЗЮТСЯионов. (Насос-злектроветер. Американский патент М 276597511, стр.З 2). К трубам 17 каждая из которых является ионизатором и насосом воздуха одновременно прикреплен элдвигатель 19. К цилиндру 3 прикреп 465лена форма 20, на решетчатое основание цилиндра 3 установлены прижимы 21 с прикрепленными к ним и решетчатому основанию цилиндра .3. гофрированными2 установлены формы 23. у исходного попожения прижимов 21 в секторе 6 бака 1 установлен. компрессор 24. напротив. с дРУгого конца бака 1 смонтирован лоток 25 с клапаном 26. каждый из отсеков 1-6 сообщается с одной примыкающей трубой 17 посредством крана 27. уКонкретный пример выполнения изобретения . . дПредлагаемый способ включает в себя насыщение печатныхлформ электростатическим зарядом. величина которого может колебаться в широком диапазоне и ограни Йчена только возможностью коронного разряда между пластинами. который можетпроизойти при напряжении 40-50 кВ при пластинах обычного книжного формата толщиной 0.1 мм в количестве порядка 100 штук. и емкости установки порядка 104310 Ф и допустимом электрическом заряде порядка 1 7 105 Кл. Для осуществлениязакрепления-краски. бумажной массы. до бавок на печатных формах. воздух, проходящий между. пластинами. насыщается электрозарядами противоположного знака. например, при напряжении 10000 в на по люсах ионизатора воздуха возникает на правленный коронный разряд. нейтральные частицы воздуха увлекаются образовавшимся потоком эаряженных ионов (4.По причине скоротечности электростатических процессов. общее время. необхоДИМОВ ДЛЯ ИЗГОТОВЛЕНИЯ КНИГИ. ВКПЮЧЗЯ бумагоделательные. печатные. переплетные операции (которые в нашем случае со смещены). составит 6-10 секунд. дТемпература формы Т составляет 80 100. т.к. при этих значениях происходит испарение воды с последующим покрытием краской. Достижение цели (снижение трудоемко сти и себестоимости) гарантируется ликвидацией транспортных операций междубумагоделательными. печатными и переплетными этапами и совмещенностью самих этих операций. Для-машины.Габариты машины применительно к традиционным форматам печатной продукции составят высота 15002000 мм. б 1500 мм. при этом значительную часть объеме занимают емкости. что позволяет сократить внутрисменные операции зарядкимашины красками и бумажной массой. а при подключении к общим емкостям посредством трубопроводов искточить операции зарядки совсем для бумаги.Кроме снижения трудоемкости и себестоимости. которое наглядно подтверждено способом. достигается также значительное упрощение конструкции. т.к. ряд машин (бумагоделательные. печатные. переплетные) заменены одной машиной с малым числом деталей.Гайками 16,18 фиксируются крышки 14. 15 в положении закрытия полости 2. Нижняя прорезь трубы 8 совмещена с прорезью трубы 4 у сектора 1 (воды) бака 1. включением злектрообмотки 6 цилиндр 3 устанавливается в верхнее положение. Включается источник постоянноготока. подающим одноименные заряды на формы 20. 23. при этом формы 23 располагаются веером. Подается высокое напряжение на металлические щетки труб 17, при данном исходном положении нижних прорезей труб 8. 4. первой подается порция ионизированного воздуха. насыщенного водой. при этом разные участки форм 20.23 покрываются пленками воды разной толщины. Включается эл.двигатель 19. труба 8 начинает вращаться против часовой стрелки в трубе 4, при этом нижняя прорезь трубы 4 закрывается. открывается верхняя прорезь трубы 4 у сектора 1 (воды) бака 1. в трубу 17 которого устремляется данная порция воздуха. Дальнейшее вращение трубы 8 в трубе 4 обеспечивает поочередную подачу после воды трехКаждый из перечисленных компонентов- вода. 1-ая краска, 2-я краска. 3-я краска,бумажная масса. добавка. например. клеевая. подается на формы 20. 23 аналогично подаче на них бумажной массы, при этом для каждого из компонентов используются соответствующие прорези трубы 4, соответствующая труба 17. соответствующий кран 27. сообщающийся с соответствующим отсеком бака 1. Поочередная подача компонентов отсеков 1-/ обеспечивается вращением трубы 8 против часовой стрелки в трубе 4, при этом верхняя прорезь трубы 8 отстает в своем вращении от нижней на некоторый угол. необходимый для того. чтобы верхняя прорезь трубы 8 оказалась открытой к моменту подхода к ней порции воздушной смеси.Разноименность зарядов в потоке воздуха и на формах 20. 23 обеспечивает покрытие их перечисленными компонентами. при этом толщина слоя. например. бумажноймассы. может регулироваться поверхностной плотностью зарядов на формах 20. 23. зависящей от величины подаваемого тока и проводимости материала форм. Этими факторами регулируется разница в толщине между страницами и обложкой книги. Кмоменту включения прижимов 21 формы 20 23. покрытые поочередно водой. красками. бумажной массой. добавками. напримешклеевыми. раскрыты При дальнейшем вращении трубы 8 в трубе 4 совмещаются их- контакты 9. 7. которые отключают Аэллокобс форм 20. 23. труб 17. включают компрессор 24. подающий воздух в полость. ограниченную прижимами 21,гофрированными секторами 22, цилиндром3. полостью 2. при этом прижимы 21 формируют страницы. корешок. обложку книги2 к лотку 25. в свою очередь прижимы 21сжимают формы 2,3. располагавшиеся веером. прессуя между смежными формами 23у страницы. между крайними и смежными им а д формами 23 обложку. между краями форм 23 и формой 20 д- корешок книги. при этом д страницы. спрессованные из двух слоев. обо ложка и корешок образуют отпитую заодно книгу. При отсутствии зазора между форма ми 20. 23 возможно формирование бланочной продукцииъ а также газет. Приддальнейшем вращении трубы 8 совмещают-ся контакты 7, 10 труб 4. 8. которые переключают компрессор 24 в режим вакуумнойустановки. включают зллокна формы 20. 23. при этом формы 23 располагаются веером. отделяясь-отсформированныхстраниц. Приконтакты, 11 труб 4. 8. которые уменьшают ток в элюбмотку 6. при этом цилиндр 3 с развернутой книгой на решетчатом основании-опускается в нижнее положение приПЭТОМ КНИЗ получается С ОТЛИТЫМИУЗЭОДНОстраницами. корешком. обложкой. При дальнейшем вращении трубы 8 совмещают- сяконтзкты 7. 12 труб 4. 8. которые отклю чают напряжение с форм 20. 23, включают компрессор 24. при этом Прижимы 21 закрывают книгу. При дальнейшем вращении тру бы 8 совмещаются контакты 7. 13 труб 4. 8.которые включают компрессор 24 в режим вакуумной установки. при этом прижимы 21 возвращаются в исходное положение. освобождая книгу через щель в решетчатом основании цилиндра 3 в лоток 25. клапан 26. которого открывается при опускании цилиндра. 3 в нижнее положение. Прижимы 21сжимают формы 23. располагавшиеся вее ром, прессуя между смежными формами 23страницы книги. при этом формы 23 покрыты предварительно печатным изображением с двух сторон. Так получаются страницы с двухсторонней печатью. Техника-экономические преимущества. - В предлагаемом способе. осуществляемом с помощью машины. совмещены часть бумагоделательных. печатные. переплетные процессы. Одна машина с небольшим количеством деталей дублирует работу парка полиграфических машин. что уменьшаетрудования. Подача на форму бумажной массы вместо бумажного полотна упрощает правила перевозки. хранения бумажногосырья. снижает отходы бумаги на этом этапе полиграфического производства. Ликвида-ция промежуточных операций фальцовки. подборки. шитья. склеивания. обрезания,использование печатной формы счдвух сторон. совмещение печатных форм разных красок в одной форме снижает трудоемкость и себестоимость полиграфической продукции. - Формулаизобретения 1. Способ изготовления полиграфической продукции. включающий бумагоделательный процесс с формированиемсок цветного изображения на печатную форму. процесс многокрасочной плоской печати и брошюровочно-переппетньчй процесс. о т л и ч а ю щ И й с я тем. что. с целью снижения ТРУдоетлкости И себестоимости продукции. перед нанесением краски печатную форму нагревают до температуры испа рения воды и затем покрывают водой.причем печатный процесс совмещают с бумагоделательным и брошюроеочно-переплетным процессами. краски наносят с обеих сторон печатной формы. а печать осу ЩВСТВПЯЮТ за СЧЕТ НЗНЗСЗНИЯ на обе СТОЭ 0 ны формы бумажной массы с добавками. причем добавки в бумажную массу вносят после контакта бумажной массы с краскамина печатной форме. 2. Машина для изготовления полигра фической продукцитсодержащая смонтированные в корпусе узел печатания. включающий формные и печатающие элементы. узел брошюрования и приводной электродвигатель. о тл и ч а ю щ а я с я тем. что, с цепью снижения трудоемкости и себестоимости продукции. корпус выполнен в виде компонентопроводяцдих элементов образованных изоляционными трубами с электрическими разрядниками. и усганов ленного в этих трубах радиально разделен
МПК / Метки
МПК: B41F 17/00
Метки: способ, к.н.сыздыкова, изготовления, продукции, машина, полиграфической, осуществления
Код ссылки
<a href="https://kz.patents.su/10-465-sposob-izgotovleniya-poligraficheskojj-produkcii-i-mashina-dlya-ego-osushhestvleniya-knsyzdykova.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления полиграфической продукции и машина для его осуществления К.Н.Сыздыкова</a>
Стиральная машина и способ ее изготовления
Номер предварительного патента: 360
Опубликовано: 15.03.1994
Автор: Соловьев Леонид Альбертович
МПК: F04C 18/02, F01C 1/063, F03C 2/00...
Метки: способ, изготовления, машина, стиральная
Формула / Реферат:
Изобретения относятся к машиностроению и могут быть использованы в машинах, производящих (компрессор) или использующих (двигатель) сжатый газ, в частности, в холодильных компрессорах и тепловых насосах, в двигателях внешнего, по отношению к рабочему органу, сгорания, а также при их изготовлении. Для повышения объемного КПД спиральной машины и упрощения ее изготовления в спиральной машине, содержащей подвижный и неподвижный диски со спиральными...
Газоструйная машина
Номер патента: 183
Опубликовано: 20.12.1993
Авторы: Красноперов Владимир Михайлович, Дитлер Андрей Францевич
МПК: E01H 5/10
Метки: машина, газоструйная
Формула / Реферат:
Изобретение относится к машинам с использованием термодинамического воздействия истекающего газовоздушного потока газотурбинных двигателей. Газоструйная машина, содержащая базовое шасси 1, на котором смонтирована рама с установленным на ней турбореактивным двигателем 2, соединенным трубопроводом 4 с сопловым насадком 3. Газоструйная машина снабжена установленной на оси заслонкой, а трубопровод выполнен с отверстием, в котором установлена ось...
Посадочная машина
Номер патента: 374
Опубликовано: 15.03.1994
Автор: Соловьев Владимир Александрович
МПК: A01C 11/02
Метки: машина, посадочная
Формула / Реферат:
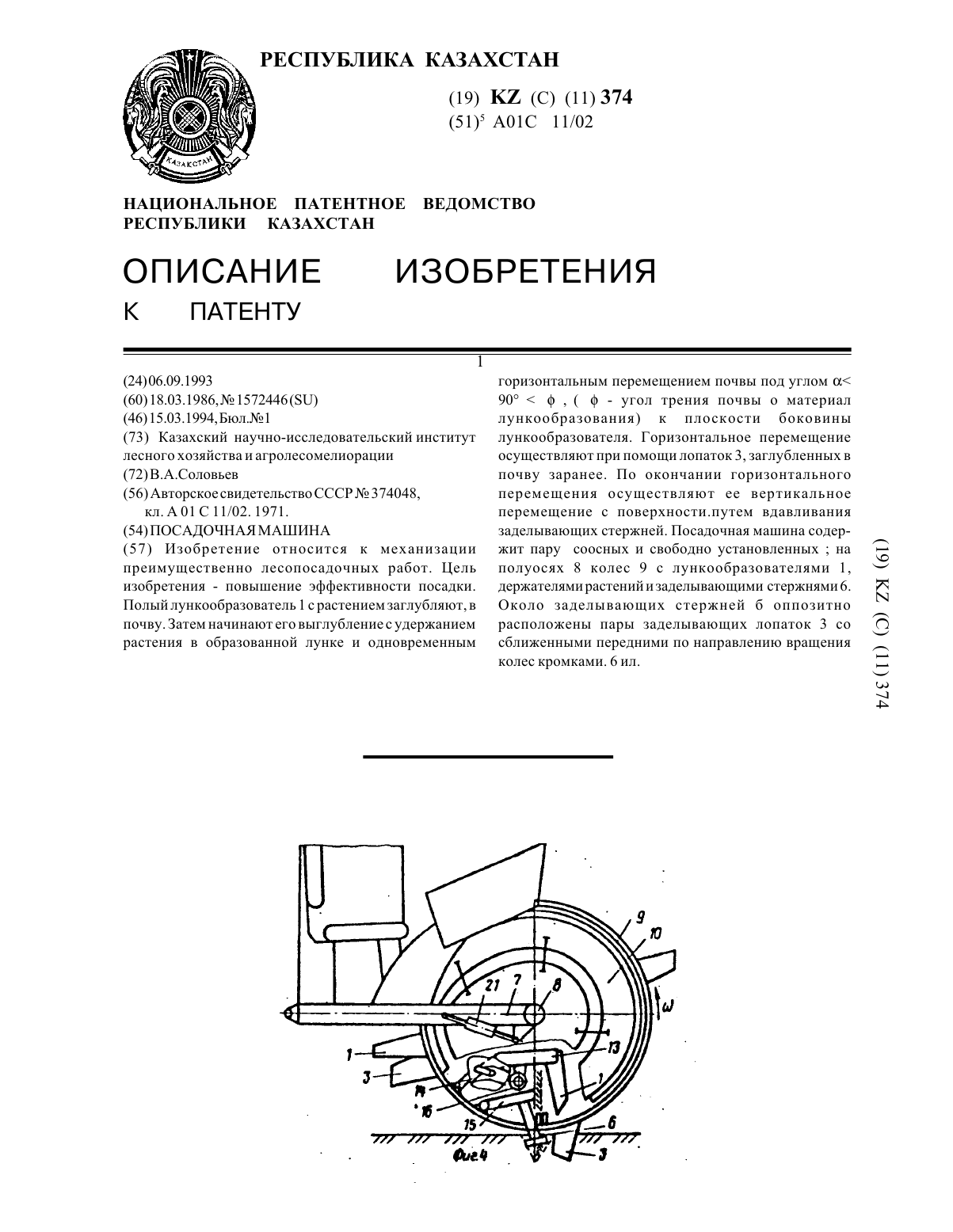
Изобретение относится к механизации преимущественно лесопосадочных работ. Цель изобретения - повышение эффективности посадки. Полый лункообразователь 1 с растением заглубляют в почву. Затем начинают его выглубление с удержанием растения в образованной лунке и одновременным горизонтальным перемещением почвы под углом a меньше 90° меньше f , ( f угол трения почвы о материал лункообразования) к плоскости боковины лункообразователя. Горизонтальное...
Способ крепления клапанного блока на газовом баллоне и устройство для его осуществления
Номер патента: 320
Опубликовано: 30.12.1993
Автор: Батраков Николай Николаевич
МПК: F17C 13/04
Метки: способ, газовом, осуществления, баллоне, устройство, крепления, клапанного, блока
Формула / Реферат:
Изобретение относится к баллонам для сжиженного газа, в частности, к способам и устройствам для крепления газобаллонной аппаратуры на баллоне. Способ крепления клапанного блока на газовом баллоне включает соединение клапанного блока с фланцем газового баллона. Соединение осуществляют посредством полого установочного элемента с впаянной в него с одного конца трубкой паровой фазы, при этом установочный элемент одной стороной крепят во фланце...
Устройство для очистки труб

Номер патента: 251
Опубликовано: 30.12.1993
Авторы: Кусаиынов Каппас Кусаиынович, Бектурганов Жаналы Султанович
МПК: B08B 9/04
Метки: очистки, устройство, труб
Формула / Реферат:
УСТРОЙСТВО ДЛЯ ОЧИСТКИ ТРУБ, содержащее источник импульсного тока и электроды, соединенные кабелем с выходом источника импульсного тока, отличающееся тем, что, с целью упрощения конструкции и повышения удобства эксплуатации, один электрод выполнен в виде оголенной части жилы кабеля, соединенной с положительным выходом источника импульсного тока, а его отрицательный выход соединен с очищаемой от загрязнения трубой, которая выполняет роль второго...
Предыдущий патент: Устройство для снятия фасок и облоя
Следующий патент: Устройство управления тормозом железнодорожного транспортного средства
Случайный патент: Забойный демпфер