Способ электролитического осаждения оболочки из металла на катоде и катодная пластина для электролитического осаждения
Формула / Реферат
Способ электролитического осаждения оболочки из металла на катоде. Металлическая оболочка (120) содержит металлические листы (122, 124) на каждой стороне катодной пластины (100). По одному краю катодной пластины обеспечено углубление (150), посредством чего металл, осажденный в упомянутом углублении и рядом с ним, образует хрупкий участок (140). Углубление имеет такую форму, что линия ослабленной прочности (А) образуется в металле, осажденном в пределах углубления, так что разделение двух листов осажденного металла инициируется по линии ослабленной прочности.
Текст
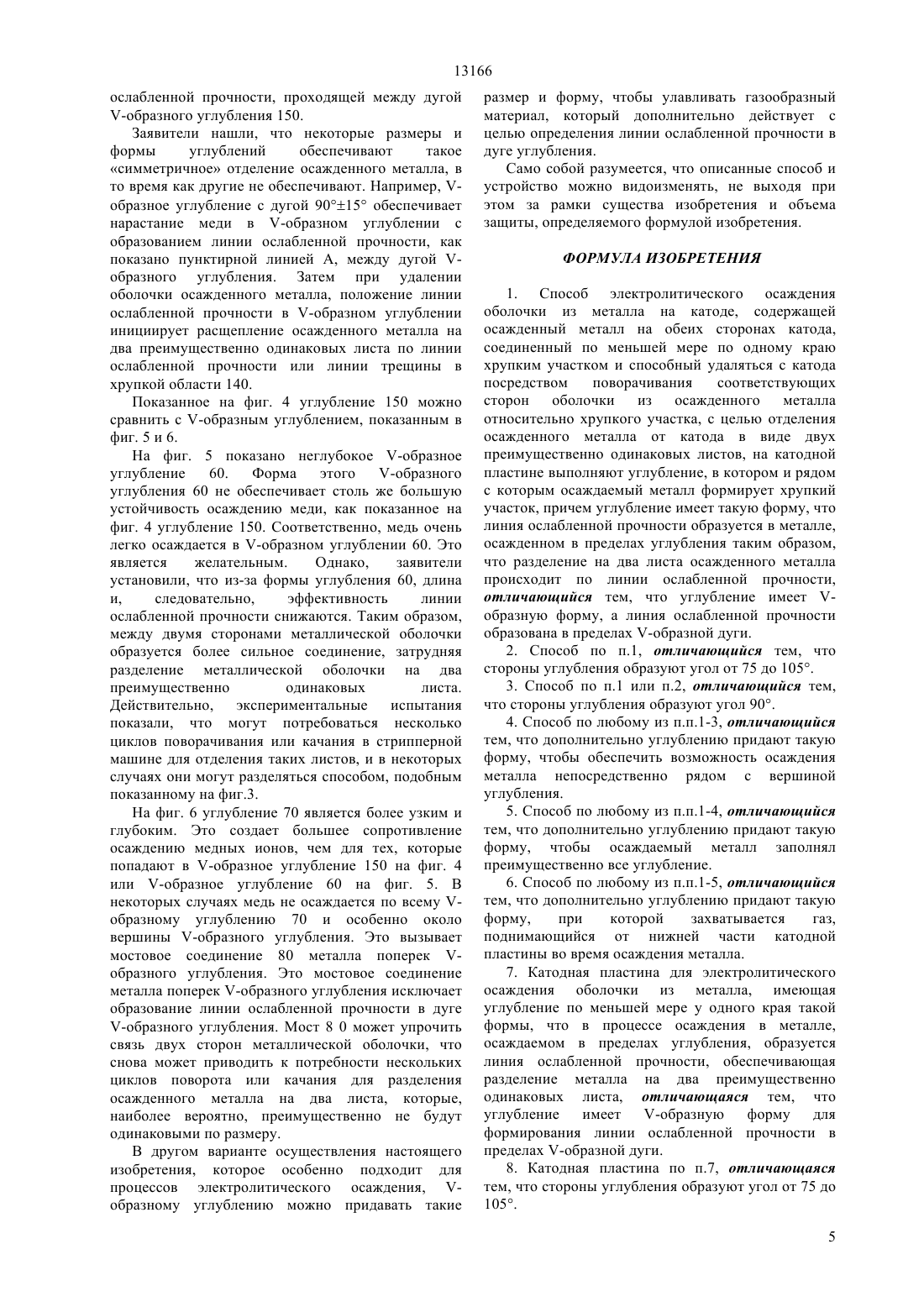
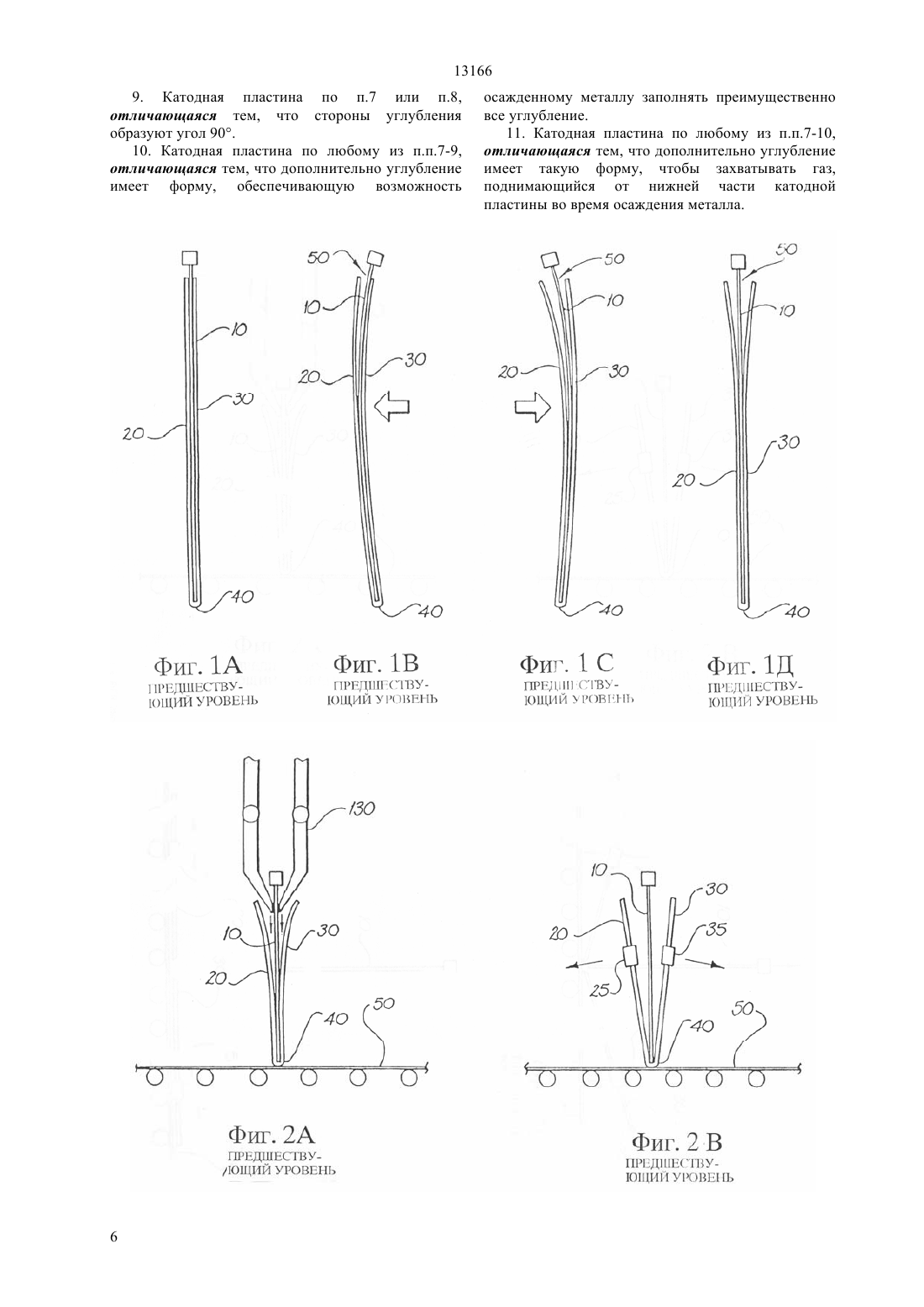
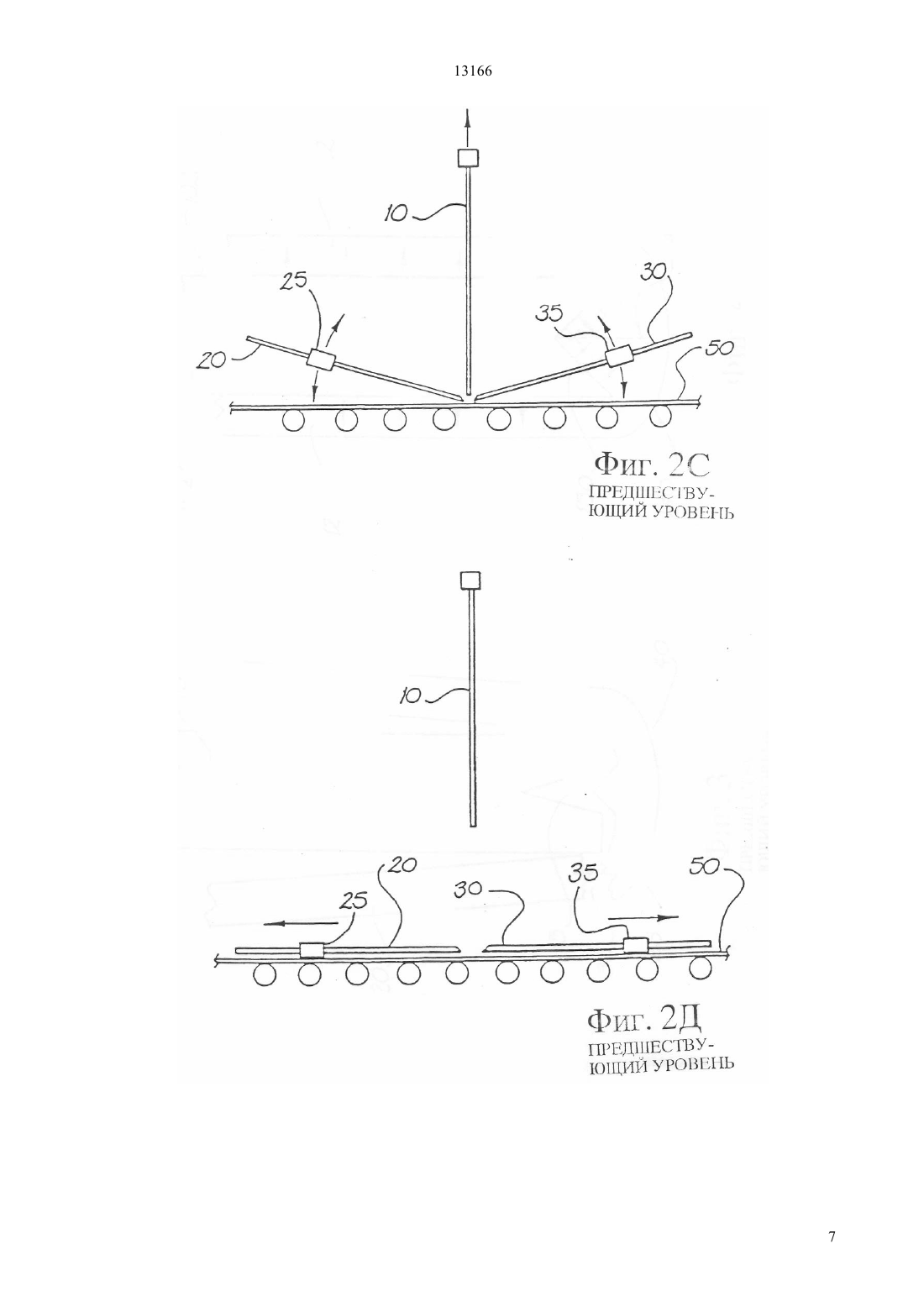
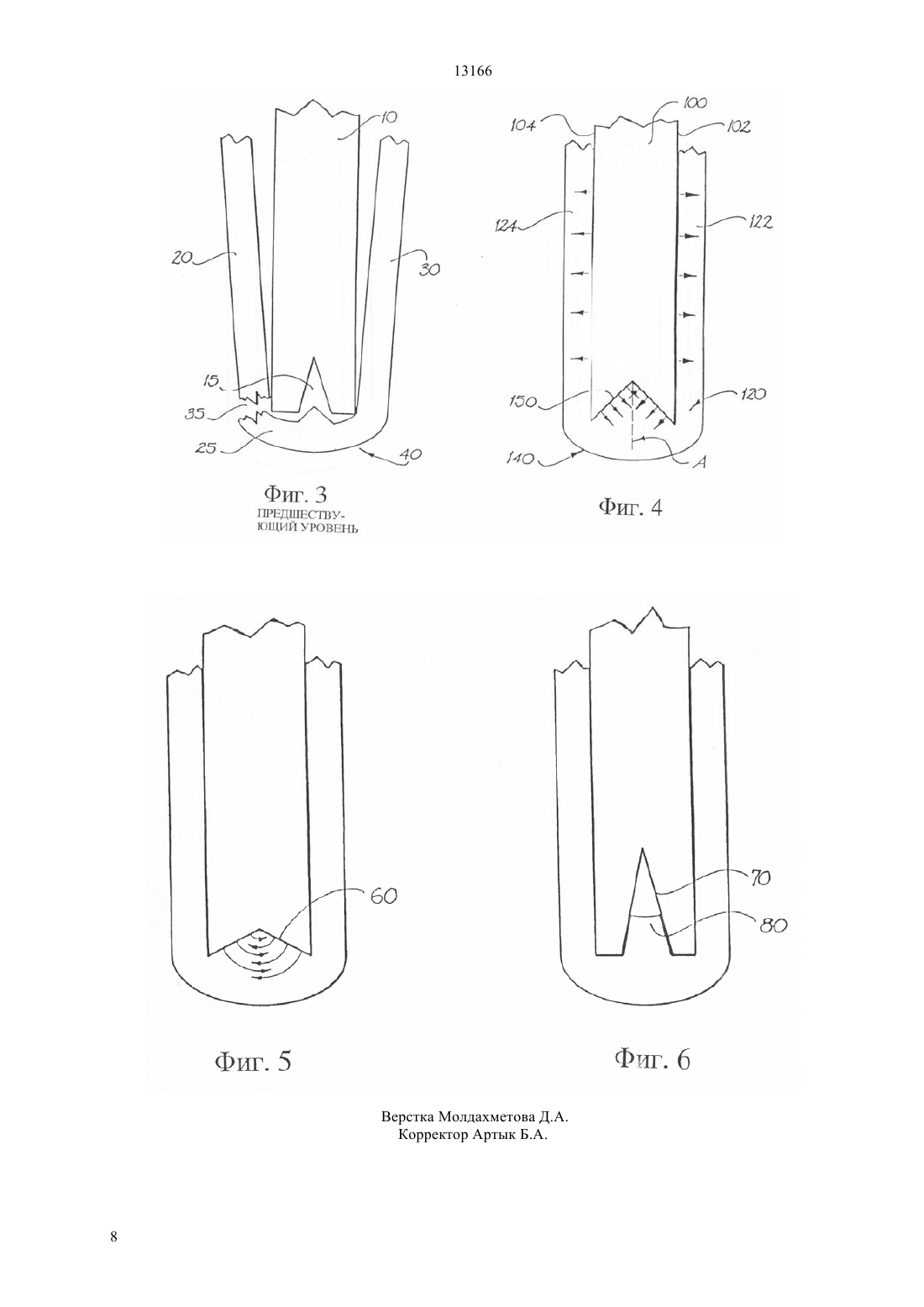
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(54) СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ОБОЛОЧКИ ИЗ МЕТАЛЛА НА КАТОДЕ И КАТОДНАЯ ПЛАСТИНА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ(57) Способ электролитического осаждения оболочки из металла на катоде. Металлическая оболочка(120) содержит металлические листы (122, 124) на каждой стороне катодной пластины (100). По одному краю катодной пластины обеспечено углубление (150), посредством чего металл,осажденный в упомянутом углублении и рядом с ним, образует хрупкий участок (140). Углубление имеет такую форму, что линия ослабленной прочности (А) образуется в металле, осажденном в пределах углубления, так что разделение двух листов осажденного металла инициируется по линии ослабленной прочности.(73) КОППЕР РЕФАЙНЕРИЗ ПТИ ЛТД. 13166 Настоящее изобретение относится к электролитическому осаждению оболочки металла на катоде и катодной пластине для использования при электролитическом осаждении металла. Известны различные способы и устройства для электролитической очистки или получения электролизом металла. Один особенно успешный способ электролитического осаждения меди представляет собой, например, так называемый Процесс , в котором медь осаждается на исходной катодной пластине из нержавеющей стали. Затем электролитически осажденную медь снимают с катода сначала посредством изгибания катода,чтобы вызвать отделение от катода по меньшей мере части покрытия из меди, и затем отделяя клином или дутьем воздуха, снимают остальную медь с катода. В способенижний край катодной исходной пластины обычно покрывают разъединяющим составом, типа парафина, или пластмассовой краевой полосой, с целью предотвращения осаждения на нем меди. Это обеспечивает возможность удаления электролитически осажденной меди в виде преимущественно одинаковых отдельных листов с обеих сторон катодной пластины. Однако, покрытие парафином катодного листа является трудоемким и дорогостоящим, как вследствие применения парафина, так и для восстановления в исходное состояние парафина после процесса удаления покрытия и связанных действий по обслуживанию. Чтобы исключить эти недостатки, в некоторых операция электролитической очистки/электролиза используют так называемый процесс с обмазанным катодом. В таком процессе, нижний край катодного листа не покрывают парафином, и электролитически осажденному металлу позволяют нарастать на обеих сторонах листа и вокруг нижнего края катодной исходной пластины. После этого удаляют электролитически осажденную оболочку из металла посредством изгибания катода и отделения металла от обеих сторон листа так, что он образует -образную форму. Затем катодную исходную пластину удаляют из местоположения между электролитически осажденной оболочкой металла,после чего оболочку закрывают и поворачивают из ее вертикального положения в горизонтальное положение и транспортируют к месту укладки в штабеля/связывания. Такой процесс удаления требует не только сложного устройства для раскрывания металлической оболочки, удаления катодной исходной пластины перед закрыванием оболочки и поворачиванием оболочки из вертикального положения в горизонтальное положения для укладки в штабель, такая система занимает много времени и в общем не является настолько быстродействующей, как операция очищения способом . В документе 2094533 , С 25 С 1/12, 7/02 от 27.10.1997 раскрыты способ электролитического осаждения оболочки из металла на катоде и 2 катодная пластина для электролитического осаждения оболочки из металла, при этом предусмотрено, что с целью отделения осажденного металла от катода в виде двух преимущественно одинаковых листов, на катодной пластине выполняют углубление, в котором и рядом с которым осаждаемый металл формирует хрупкий участок, причем углубление имеет такую форму, что линия ослабленной прочности образуется в металле,осажденном в пределах углубления таким образом,что разделение на два листа осажденного металла происходит по линии ослабленной прочности. Данное решение является ближайшим аналогом заявленного изобретения. Исходя из этих недостатков известного способа,заявитель в настоящее время разработал новый способ, в котором оболочка металла образуется на исходной катодной пластине из нержавеющей стали и затем отделяется двумя отдельными листами. Этот способ является объектом находящейся в процессе одновременного рассмотрения Международной заявки на патент/199/00979. В виде краткого изложения, новый способ описан со ссылкой на прилагаемые здесь фиг. 1-1 и 2-2. Начальная стадия отделения оболочки электролитически осажденного металла от ее катодного исходного листа заключается по меньшей мере в частичном отделении любой стороны осажденной оболочки от катодного листа. В этом отношении ссылка делается на фиг. 1-1. Катод с оболочкой содержит катодные листы - оболочки 20 и 30, нанесенные на исходный катодный лист 10 и соединенные по его нижнему краю хрупким участком 40. Сначала исходный катодный лист изгибают, чтобы обеспечить отделение по меньшей мере верхнего концевого участка 50 листов 20, 30. Частично отделенную оболочку, как показано на фиг. 1, затем подвергают операции отделения покрытия, как показано на фиг. 2 А и 2 В. Частично отделенные листы 20 и 30 располагают в устройстве отделения покрытия на валиках или ленте 50 транспортера. Устройство включает в себя клиновый отделитель или устройство воздушного дутья 130. Эти клиновые отделители 130 вводят в зазор между листами 20, 30 и исходным катодным листом 10. Клиновые отделители 130 освобождают листы 20 и 30 электролитически осажденной оболочки от исходного катодного листа 10. Однако,листы 20 и 30 все еще удерживаются вместе хрупким участком 40, проходящим по нижнему краю катодного листа 10, как показано на фиг. 2 В. Необходимо выполнить полное разделение оболочки электролитически осажденного металла на отдельные преимущественно одинаковые листы. Эти листы 20 и 30 удерживаются захватными устройствами 25,35 и поворачиваются относительно хрупкого участка 40 преимущественно из вертикального положения,показанного на фиг. 2 В, преимущественно в горизонтальное положение, показанное на фиг. 2 С. Этот поворот разделяет осажденный металл на два преимущественно одинаковых листа. Во многих случаях, для отделения листов требуется только 13166 один поворот листов 20, 30 из вертикального в горизонтальное положение. Этому отделению листов 20 и 30 друг от друга, а также от исходной катодной пластины могут способствовать захватные устройства 25, 35 следующим образом. Захватные устройства, которые все еще удерживают листы 20,30 в горизонтальном положении, показанном на фиг. 2 С, приспособлены таким образом, чтобы слегка оттягивать соответствующие листы по направлению наружу, как показано, на фиг. 2. Если листы 20, 30 перемещаются наружу совместно с захватными устройствами, это способствует разделению листов 20, 30. Однако, если сила,приложенная для перемещения захватных устройств по направлению наружу, слишком большая или просто захватные устройства не двигаются, это показывает, что хрупкий участок 40 фактически не разделил листы 20, 30 и, соответственно, может потребоваться дальнейшее поворачивание листов(как показано на фиг. 2 С). Если требуется дальнейшее манипулирование/поворачивание листов 20, 30, устройство,используя захватные устройства 25 и 35,поворачивает листы 20 и 30 вверх и вниз до тех пор,пока не произведено вышеупомянутое подтверждение разделения листов. После разделения катодных листов 20 и 30 преимущественно на одинаковые отдельные листы,остается просто транспортировать листы из устройства для укладки в штабель и последующей обработки. В некоторых случаях бывает очень трудно разделить оболочку осажденного металла на два отдельных листа. Само собой разумеется, что повторные поворачивания или раскачивание листовых частей может быть весьма трудоемким и снижает общую эффективность способа. Рассмотрим фиг. 3, на которой показано углубление 15 в исходной катодной пластине 10, где осажденный металл проходит вокруг конца исходной катодной пластины 10. Это углубление 15 образовано в нижней кромке катодной исходной пластины, в качестве средства осуществления роста, как описано в находящейся в процессе одновременного рассмотрения Международной заявке на патент/199/00979. Однако заявитель нашел, что даже при наличии углубления 15, осажденный металл не может чисто освобождаться от катодной пластины или расщепляться на два преимущественно одинаковых листа 20, 30. С целью объяснения, как показано на фиг. 3, иногда металлическая оболочка разделяется на два листа с выступом 25, прикрепленным к одному листу. Этот выступ проходит вокруг почти всего концевого участка исходной пластины 10. Линия трещины 35 между металлическими листами 20 и 30 находится преимущественно на одной стороне от исходной катодной пластины 10, а не в предпочтительной хрупкой области 40 на нижнем конце исходной пластины. Целью настоящего изобретения является исключение или уменьшение по меньшей мере одного из недостатков известного решения, или создание,предпочтительного альтернативного варианта известной технологии. В первом аспекте, настоящим изобретением предлагается способ электролитического осаждения оболочки металла на катоде, в котором оболочка включает в себя осажденный металл с обеих сторон катода, соединенный по меньшей мере по одному краю хрупким участком, и способный удаляться с катода посредством поворота соответствующих сторон оболочки осажденного металла относительно хрупкого участка, с целью отделения осажденного металла от катода двумя преимущественно одинаковыми листами, причем способ заключается в изготовлении углубления на катодной пластине, посредством чего металл,осажденный в углублении и рядом с ним, образует хрупкий участок, причем углубление имеет такую форму, что линия ослабленной прочности образуется в металле,осажденном внутри углубления, благодаря чему разделение двух листов осажденного металла инициируется по линии ослабленной прочности. В первом варианте выполнения, углубление имеет -образную форму, с линией ослабленной прочности, образованной в пределах -образной дуги. В другом варианте выполнения угол -образного углубления имеет величину от 75 до 105 градусов и,наиболее предпочтительно, угол -образного углубления составляет предпочтительно 90 градусов. Автор настоящего изобретения определил, что размер и форма углубления в катодной исходной пластине сильно влияют на возможность разделения оболочки из осажденного металла от катода на два преимущественно одинаковых листа. Посредством придания соответствующих размеров и формы углублению, можно надежно получить линию ослабленной прочности между двумя сторонами электролитически осажденной оболочки, благодаря чему разделение или отделение двух отдельных сторон листов оболочки из осажденного металла инициируется по линии ослабленной прочности в пределах углубления. Если линия ослабленной прочности не образуется в пределах углубления, линия трещины может быть инициирована вне границ углубления, и в некоторых случаях может продолжать распространяться вокруг конца пластины к внешней стороне оболочки из металла катодной исходной пластины, как показано на фиг. 3. Затем листы могут ломаться в окрестностях точки вне хрупкой области. Наличие такой линии трещины вне хрупкой области создает трудности в процессе отделения покрытия. Во-первых, это может приводить к очень трудному расщеплению этих двух листов. В некоторых случаях для обеспечения разделения может оказаться необходимым поворачивать или качать листы несколько раз. Ясно,что это нежелательно и увеличивает время пребывания пластины в стрипперной машине и,таким образом, замедляет производство. 3 13166 Далее, в результате разрушения по линии разрушения проходящей вне хрупкой области образуется два листа, которые по существу не симметричны или не одинаковы по размеру. Один лист может быть преимущественно плоским, тогда как другой лист может иметь маленький выступ или край, имеющий форму крючка, как показано на фиг. 3. Образующиеся при этом листы с неровными краями неприглядны и их трудно обрабатывать,особенно на высокоскоростном автоматизированном оборудовании. Заявитель нашел, что размер и форму углубления можно подогнать так, чтобы, линяя ослабленной прочности, проходящая между этими двумя листами, оставалась в пределах границ углубления. Форма углубления представляет собой баланс между обеспечением роста осажденного металла в углублении и сохранением возможности простого разделения этих двух листов. Действительно,в другом варианте осуществления углубление может иметь форму,позволяющую осажденному металлу преимущественно полностью заполнять углубление. Еще в одном варианте выполнения углубление имеет форму, обеспечивающую осаждение металла непосредственно рядом с вершиной углубления. В другом аспекте, согласно изобретению предлагается катодная пластина для электролитического осаждения металла, причем катодная пластина имеет углубление по меньшей мере по одному краю и имеет такую форму, что, при использовании, линия ослабленной прочности образуется в металле, осажденном в пределах углубления, посредством чего во время удаления металла с упомянутого катода, разделение оболочки металла на два преимущественно одинаковых листа инициируется по упомянутой линии ослабленной прочности. Если обстоятельства четко не требуют иного, по всему описанию и формуле изобретения слова содержит, содержащий и т.п., следует рассматривать в смысле,противоположном исключительному или исчерпывающему смыслу то есть, в смысле включающий в себя, но не ограниченный. Ниже описывается предпочтительный вариант осуществления изобретения, приведенный только как пример выполнения, со ссылкой на прилагаемые чертежи, на которых на фиг. 1-2 представлены (виды с торца в вертикальном разрезе) процессы отделения электролитически осажденных металлических оболочек, приведенные только с целью пояснения способа фиг. 3 представляет вид с торца в вертикальном разрезе катодной исходной пластины с оболочкой из осажденного металла, частично отделенной в два отдельных листа,фиг. 4 представляет вид с торца в вертикальном разрезе варианта осуществления настоящего изобретения фиг. 5 и 6 представляют виды с торца в вертикальном разрезе, изображающие нижние края катодных пластин, имеющие различные формы. Все фиг. 1-2 и фиг. 3 касаются известных механизмов и описаны выше. Установлено, что углубление в нижнем конце исходной пластины можно выполнить так, чтобы линия ослабленной прочности располагалась в углублении, обеспечивая таким образом надежный разлом оболочки из осажденного металла на два преимущественно одинаковых и предпочтительно симметричных листа. Рассмотрим фиг. 4, на которой показана катодная исходная пластина 100 с -образным углублением 150, образованным по его нижнему концевому торцу. Для наглядности, дуга углубления 150,показанная на фиг. 4, составляет 90 градусов,однако, как следует из приведенного выше описания, углубление необязательно должно иметь-образную форму, или необязательно, чтобы дуга углубления равнялась 90 градусам. Форма и размер -образного углубления 150 предназначены для выполнения нескольких функций. Их первичная функция заключается в обеспечении отделения оболочки 120 осажденного металла от исходной пластины 100 в виде двух преимущественно одинаковых листов 122 и 124. Теперь будет описано, каким образом образное углубление обеспечивает эту функцию. Специалистам в данной области техники понятно,что когда исходную пластину 100 помещают в электролитическую ячейку,например,для электролитической очистки меди, ее вставляют между медными анодами и преимущественно погружают в раствор электролита. Медь из анодов попадает в электролит для повторного осаждения на катоде. В общем, для обеспечения полного осаждения, катод остается в электролитической ванне от 5 до 14 дней. Когда медные кристаллы осаждаются на металлическом катоде,они осаждаются преимущественно под прямым углом к поверхности осаждения. Это показано стрелками на фиг. 4. Обычно медь выбирает путь наименьшего сопротивления и стремится как можно быстрее осаждаться на катоде. Само собой разумеется, меди легче осаждаться на внешних боковых поверхностях 102, 104 катодной пластины 100, чем в -образном углублении 150. Тем не менее, важно отметить, что медь осаждается в -образном углублении,поскольку когда медную оболочку удаляют с исходной пластины 100 отводом в противоположные стороны металлической оболочки, как описано выше, инициирование разлома или трещины начинается в хрупкой области 140 у нижнего конца исходной пластины 100. Желательно, чтобы это инициирование трещины началось у вершины -образного углубления 150. В соответствии с этим предпочитают, чтобы образное углубление 150 имело форму,обеспечивающую возможность осаждения меди в образном углублении рядом с вершиной, с линией-образного углубления 150. Заявители нашли, что некоторые размеры и формы углублений обеспечивают такое симметричное отделение осажденного металла, в то время как другие не обеспечивают. Например, образное углубление с дугой 9015 обеспечивает нарастание меди в -образном углублении с образованием линии ослабленной прочности, как показано пунктирной линией А, между дугой образного углубления. Затем при удалении оболочки осажденного металла, положение линии ослабленной прочности в -образном углублении инициирует расщепление осажденного металла на два преимущественно одинаковых листа по линии ослабленной прочности или линии трещины в хрупкой области 140. Показанное на фиг. 4 углубление 150 можно сравнить с -образным углублением, показанным в фиг. 5 и 6. На фиг. 5 показано неглубокое -образное углубление 60. Форма этого-образного углубления 60 не обеспечивает столь же большую устойчивость осаждению меди, как показанное на фиг. 4 углубление 150. Соответственно, медь очень легко осаждается в -образном углублении 60. Это является желательным. Однако,заявители установили, что из-за формы углубления 60, длина и,следовательно,эффективность линии ослабленной прочности снижаются. Таким образом,между двумя сторонами металлической оболочки образуется более сильное соединение, затрудняя разделение металлической оболочки на два преимущественно одинаковых листа. Действительно, экспериментальные испытания показали, что могут потребоваться несколько циклов поворачивания или качания в стрипперной машине для отделения таких листов, и в некоторых случаях они могут разделяться способом, подобным показанному на фиг.3. На фиг. 6 углубление 70 является более узким и глубоким. Это создает большее сопротивление осаждению медных ионов, чем для тех, которые попадают в -образное углубление 150 на фиг. 4 или -образное углубление 60 на фиг. 5. В некоторых случаях медь не осаждается по всему образному углублению 70 и особенно около вершины -образного углубления. Это вызывает мостовое соединение 80 металла поперек образного углубления. Это мостовое соединение металла поперек -образного углубления исключает образование линии ослабленной прочности в дуге-образного углубления. Мост 8 0 может упрочить связь двух сторон металлической оболочки, что снова может приводить к потребности нескольких циклов поворота или качания для разделения осажденного металла на два листа, которые,наиболее вероятно, преимущественно не будут одинаковыми по размеру. В другом варианте осуществления настоящего изобретения, которое особенно подходит для процессов электролитического осаждения, образному углублению можно придавать такие размер и форму, чтобы улавливать газообразный материал, который дополнительно действует с целью определения линии ослабленной прочности в дуге углубления. Само собой разумеется, что описанные способ и устройство можно видоизменять, не выходя при этом за рамки существа изобретения и объема защиты, определяемого формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ электролитического осаждения оболочки из металла на катоде, содержащей осажденный металл на обеих сторонах катода,соединенный по меньшей мере по одному краю хрупким участком и способный удаляться с катода посредством поворачивания соответствующих сторон оболочки из осажденного металла относительно хрупкого участка, с целью отделения осажденного металла от катода в виде двух преимущественно одинаковых листов, на катодной пластине выполняют углубление, в котором и рядом с которым осаждаемый металл формирует хрупкий участок, причем углубление имеет такую форму, что линия ослабленной прочности образуется в металле,осажденном в пределах углубления таким образом,что разделение на два листа осажденного металла происходит по линии ослабленной прочности,отличающийся тем, что углубление имеет образную форму, а линия ослабленной прочности образована в пределах -образной дуги. 2. Способ по п.1, отличающийся тем, что стороны углубления образуют угол от 75 до 105. 3. Способ по п.1 или п.2, отличающийся тем,что стороны углубления образуют угол 90. 4. Способ по любому из п.п.1-3, отличающийся тем, что дополнительно углублению придают такую форму, чтобы обеспечить возможность осаждения металла непосредственно рядом с вершиной углубления. 5. Способ по любому из п.п.1-4, отличающийся тем, что дополнительно углублению придают такую форму, чтобы осаждаемый металл заполнял преимущественно все углубление. 6. Способ по любому из п.п.1-5, отличающийся тем, что дополнительно углублению придают такую форму,при которой захватывается газ,поднимающийся от нижней части катодной пластины во время осаждения металла. 7. Катодная пластина для электролитического осаждения оболочки из металла, имеющая углубление по меньшей мере у одного края такой формы, что в процессе осаждения в металле,осаждаемом в пределах углубления, образуется линия ослабленной прочности, обеспечивающая разделение металла на два преимущественно одинаковых листа, отличающаяся тем, что углубление имеет -образную форму для формирования линии ослабленной прочности в пределах -образной дуги. 8. Катодная пластина по п.7, отличающаяся тем, что стороны углубления образуют угол от 75 до 105. 5 13166 9. Катодная пластина по п.7 или п.8,отличающаяся тем, что стороны углубления образуют угол 90. 10. Катодная пластина по любому из п.п.7-9,отличающаяся тем, что дополнительно углубление имеет форму, обеспечивающую возможность осажденному металлу заполнять преимущественно все углубление. 11. Катодная пластина по любому из п.п.7-10,отличающаяся тем, что дополнительно углубление имеет такую форму, чтобы захватывать газ,поднимающийся от нижней части катодной пластины во время осаждения металла.
МПК / Метки
Метки: катоде, оболочки, металла, осаждения, пластина, электролитического, катодная, способ
Код ссылки
<a href="https://kz.patents.su/8-13166-sposob-elektroliticheskogo-osazhdeniya-obolochki-iz-metalla-na-katode-i-katodnaya-plastina-dlya-elektroliticheskogo-osazhdeniya.html" rel="bookmark" title="База патентов Казахстана">Способ электролитического осаждения оболочки из металла на катоде и катодная пластина для электролитического осаждения</a>
Краевая полоса для катодной пластины и катодная пластина (варианты)
Номер предварительного патента: 12858
Опубликовано: 17.03.2003
Авторы: КАТМОР, Джон, АРМСТРОНГ, Ревилл, Вэйн
МПК: C25C 7/02, C25C 7/08, C25C 1/12...
Метки: пластина, полоса, варианты, катодной, пластины, катодная, краевая
Формула / Реферат:
Изобретение относится к краевой полосе для катодной пластины, используемой при электрической очистке металла. Краевая полоса (10) определяет проходящий в продольном направлении канал (20) для приема катодной пластины (100). В краевой полосе также размещен опорный элемент или лапка, совмещенный с дополнительной выемкой, образованной в нижних концевых углах катодной пластины (100). Опорный элемент или лапка (50) могут обеспечивать две функции....
Способ и устройство для электролитического осаждения металла
Номер предварительного патента: 13916
Опубликовано: 15.01.2004
Авторы: КАТМОР, Джон, БЭЙЛИ, Дэвид
МПК: C22B 34/30
Метки: осаждения, устройство, способ, электролитического, металла
Формула / Реферат:
Способ и устройство для поддержания электролитического осаждения металла на катоде в электролитической ячейке. Ячейка содержит металлический анод, катод, электролитическую ванну и основной источник электропитания для приложения электрического потенциала между анодом и катодом, обеспечивающий прямой ток и осаждение металла от указанного анода к указанному катоду. Вспомогательный источник электропитания также выполнен с возможностью соединения с...
Катодная основа из медной ленты для электролитического рафинирования меди, способ ее изготовления и способ электролитического рафинирования меди
Номер патента: 10928
Опубликовано: 15.02.2005
Авторы: КЛООСТЕРМАНС-ХУВАЕРТ, Леон Рафаел Люциенне Г.
МПК: C25C 7/02
Метки: изготовления, медной, электролитического, основа, ленты, катодная, способ, рафинирования, меди
Формула / Реферат:
Изобретение касается катодной основы для электролиза меди, а также способа ее изготовления.Предложена катодная основа, в которой исключается "эффект памяти", за счет чего можно достигать высокой производительности при получении электролитной меди и которую можно изготовить из подвергнутой непосредственной предварительной обработке, смотанной в рулон, медной ленты.Предлагаемые изобретением катодные основы состоят из катаной медной ленты,...
Способ электролитического осаждения вольфрам-рениевых покрытий

Номер патента: 10216
Опубликовано: 15.03.2004
Авторы: Абишева Зинеш Садыровна, Айтекеева Салтанат Нуритдиновна, Агапова Людмила Яковлевна, Пономарева Елизавета Ивановна
Метки: электролитического, осаждения, вольфрам-рениевых, покрытий, способ
Формула / Реферат:
Изобретение относится к гальванотехнике, в частности к электролитическому осаждению сплавов вольфрам-рений в виде металлических покрытий.Качественные вольфрам-рениевые покрытия получают электролитическим осаждением в электролите на основе солей вольфрамата натрия и перрената аммония с добавками фторида натрия в количестве 3-8 г/л и серной кислоты в количестве 30-80 г/л при катодной плотности тока 1000-2000 А/м2.Способ позволяет получать...
Система электролитического осаждения покрытий
Номер патента: 5560
Опубликовано: 17.05.1999
Авторы: Коичи Комон, Коджи Иваи
МПК: C25D 17/00, C25D 19/00
Метки: система, электролитического, осаждения, покрытий
Формула / Реферат:
Система электролитического осаждения покрытий, предназначенная для предварительной обработки и электроосаждения покрытия на обрабатываемую деталь, например, корпус автомобиля, включает устройство предварительной обработки, содержащее, по меньшей мере, одну ванну обработки, выполненную с возможностью разделения на верхнее и нижнее отделения для независимой обработки детали, и устройство электроосаждения, содержащее, по меньшей мере,...
Предыдущий патент: Гидровинтовой пресс
Случайный патент: Способ разработки нефтегазового месторождения с применением технологии водогазового воздействия