Катодная основа из медной ленты для электролитического рафинирования меди, способ ее изготовления и способ электролитического рафинирования меди
Формула / Реферат
Изобретение касается катодной основы для электролиза меди, а также способа ее изготовления.
Предложена катодная основа, в которой исключается "эффект памяти", за счет чего можно достигать высокой производительности при получении электролитной меди и которую можно изготовить из подвергнутой непосредственной предварительной обработке, смотанной в рулон, медной ленты.
Предлагаемые изобретением катодные основы состоят из катаной медной ленты, толщиной от 0,3 до 1,2 мм, которая после прокатки подвергается неполному отжигу и обладает пределом прочности при разрыве от 210 до 240 Н/мм2. Медная лента разрезается на листы, длина и ширина которых зависят от размеров электролитической ванны, поверхность которых ровная, обезжиренная и не имеет заусенцев. На стороне подвешивания листов прикреплены ушки, стенки которых изготовлены из медной ленты толщиной от 0,3 до 0,6 мм.
В способе изготовления предлагаемых катодных основ используют медную прокатанную ленту с содержанием меди не менее 99,9 %, которую подвергают неполному отжигу при температуре в печи от 700 до 750 °С и скорости подачи ленты от 20 до 70 м/мин.
Текст
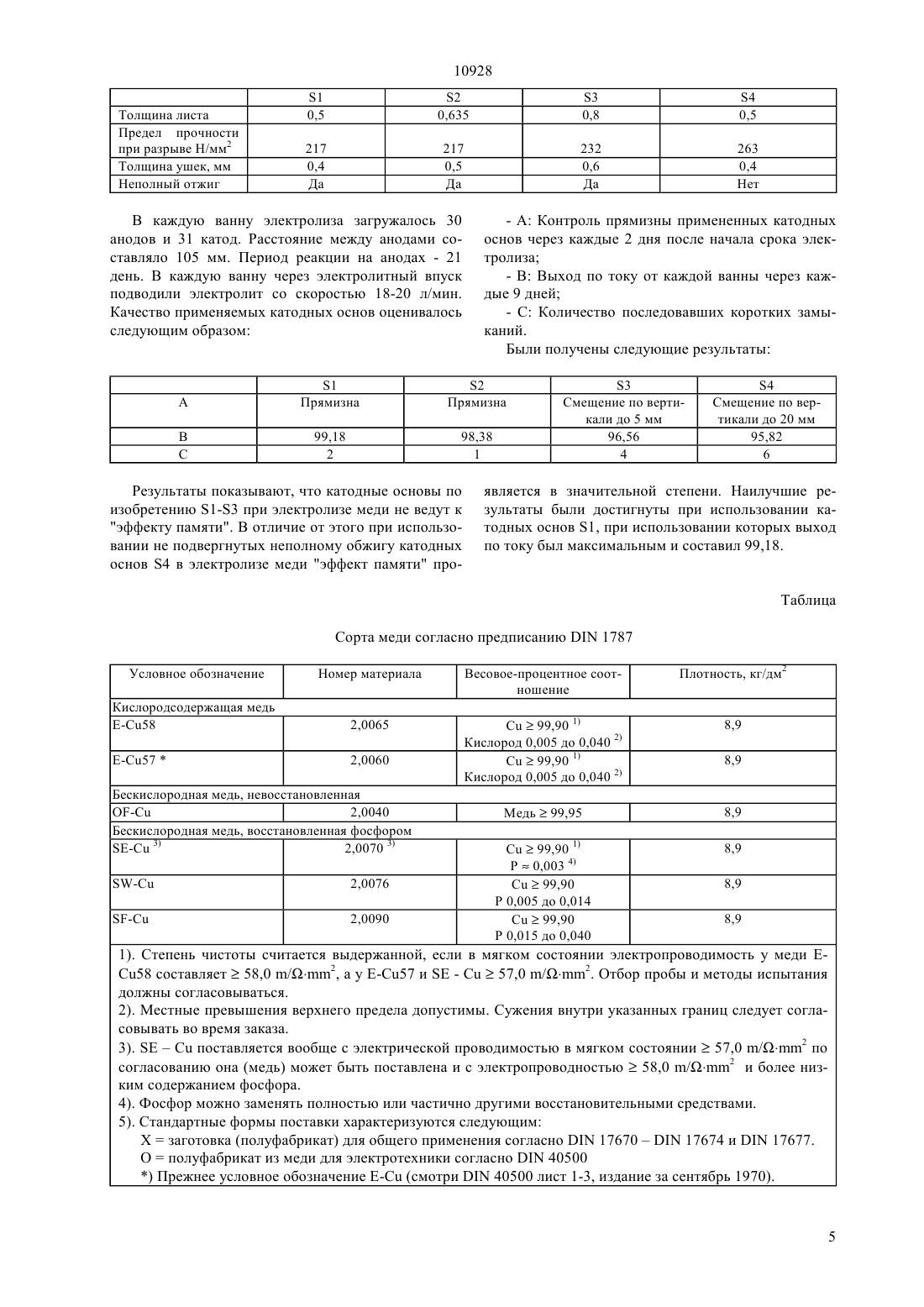
(51)7 25 7/02 НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(72) КЛООСТЕРМАНС-ХУВАЕРТ, Леон Рафаел Люциенне Г.(54) КАТОДНАЯ ОСНОВА ИЗ МЕДНОЙ ЛЕНТЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ(57) Изобретение касается катодной основы для электролиза меди, а также способа ее изготовления. Предложена катодная основа, в которой исключается эффект памяти, за счет чего можно дости гать высокой производительности при получении электролитной меди и которую можно изготовить из подвергнутой непосредственной предварительной обработке, смотанной в рулон, медной ленты. Предлагаемые изобретением катодные основы состоят из катаной медной ленты, толщиной от 0,3 до 1,2 мм, которая после прокатки подвергается неполному отжигу и обладает пределом прочности при разрыве от 210 до 240 Н/мм 2. Медная лента разрезается на листы, длина и ширина которых зависят от размеров электролитической ванны, поверхность которых ровная, обезжиренная и не имеет заусенцев. На стороне подвешивания листов прикреплены ушки, стенки которых изготовлены из медной ленты толщиной от 0,3 до 0,6 мм. В способе изготовления предлагаемых катодных основ используют медную прокатанную ленту с содержанием меди не менее 99,9 , которую подвергают неполному отжигу при температуре в печи от 700 до 750 С и скорости подачи ленты от 20 до 70 м/мин. 10928 Изобретение касается катодных основ из медной ленты для электролитического рафинирования меди,а также способа изготовления таких основ. При электролитическом рафинировании меди,полученную пирометаллургическим способом черновую медь, имеющую чистоту 99,0-99,8, растворяют анодированием как Си 2 и осаждают катодным методом, высокоселективно, как чистую медь (медь высокого качества). Для катодного осаждения используют либо электролитически созданные тонкие катодные основы (стартерные листы), либо постоянные катоды из высококачественной стали. Полученная в процессе электролитического рафинирования электролитная медь обладает степенью чистоты 99,95-99,99 и применяется для изготовления заготовок из этого металла и его сплавов. Используемые для получения катодных основ матрицы изготовлены или из холоднокатаной полированной меди, высококачественной стали, или из титана. Катодные основы получают в так называемых матричных ваннах. После электролитического осаждения повторяющимся ритмом в течение 24 часов от матриц отделяют катодные основы либо посредством стрипперной машины, в автоматическом режиме, либо вручную. Эти листы, именуемые как катодные основы, которые по длине и ширине соответствуют размерам анодов или катодов, имеют толщину от 0,5 до 1 мм и весят примерно 4-7 кг. Подготовка катодных основ заключается, собственно, в отрезании ломаных, неровных краев, выпрямлении и прикреплении двух крепежных полосок(ушек из вырезанных вышеупомянутых катодных основ или катодной медной ленты) к катодным основам с помощью автоматической клепальной машины. Такая технология изготовления катодных основ устарела и не является экономичной. В этом заключается, имеющая большую предысторию, проблема в производстве меди, так как потребность в листах из высококачественной меди и требуемый высокий стандарт качества катодных основ ведет к высоким финансовым затратам как в отношении приобретения, так и с точки зрения оплаты работ,энергии и затрат времени, а также в смысле массы отходов при их производстве. Катодная основа имеет обычно заданный размер, который ограничивается величиной электролизной ванны. С промышленной точки зрения, однако, существенно, чтобы аноды, ввиду высоких затрат на энергию и рабочие операции производства анодов и переработки остатков после электролитического осаждения металла, имели оптимальные размеры. Однако анод должен иметь почти полное и равномерное перекрытие катодных основ так, чтобы на практике величина анода подгонялась к величине катодных основ и к другим переменным величинам процесса, с тем, чтобы снизить расходы на изготовление катодных основ. Это ведет, как правило, к изготовлению анодов двух сортов, которые различаются по геометрическим параметрам Вследствие неоднородной толщины и способа изготовления (отделение катодных основ с матриц) катодные основы проявляют тенденцию к изгибанию и скручиванию, в производственной ванне они висят непрямо. К недостаткам можно отнести также имеющие иногда место неизбежные рваные края как следствие способа изготовления - и не всегда гарантированная гладкая поверхность. Известными последствиями являются короткие замыкания, слишком низкий выход по току и снижение выхода продукции, наряду с ухудшением качества катодов. В процессе рафинирования меди, получившем за последнее время широкое распространение, обозначаемом как процесс , применяют непрерывные катоды из высококачественной стали. На них медь осаждается в течение 7 дней и механически, с помощью автоматической стрипперной машины, в виде листов, отделяется. Процессочень дорогостоящий, что ведет к высокой себестоимости рафинированной меди. Кроме того, для процессатребуются большие массы листов высококачественной стали, что ведет к дополнительным расходам на ее хранение. Еще одним недостатком процессаявляется то, что требуемые для электролизной регенерации катодные основы, используемые для электролиза обезмеживания, приходится, как правило, закупать на других предприятиях. Экономичность электролиза меди зависит, в основном, от качества используемых в качестве катодных основ листов меди, а также от стоимости их изготовления. В 97/42360 описан способ изготовления катодных основ медных катодов, при котором рафинированную медь расплавляют, а затем непрерывным литейно-прокатным способом перерабатывают в полосы толщиной 0,635-1,778 мм (0,025-0,070 дюйма), что соответствует уменьшению толщины исходного материала с 25 до 98. Для этого требуется, чтобы литье производилось в горизонтальном положении и чтобы медь подавалась в редукционную установку, в прокатный стан, также в горизонтальном положении. Получаемая на первом этапе разливочная лента должна иметь толщину от 5,08 до 38,1 мм (от 0,2 до 1,5 дюйма). Кроме того, существенно, чтобы прокатанная лента во время и после прокатки могла не скручиваться и не деформироваться каким-либо образом, чтобы исключить так называемый эффект памяти (горизонтальное вспучивание в несколько миллиметров), при использовании ее в качестве катодных основ. Эффект памяти является главной причиной появляющихся коротких замыканий, имеющих место при электролизе меди. Из прокатанной ленты вырезаются катодные основы и известным способом подготавливаются для электролиза меди. Этот предложенный способ изготовления катодных основ для медных катодов по причине высокой стоимости установки является весьма дорогостоя 10928 щим. Установка рассчитана на обычные параметры ширины катодных основ и предназначена исключительно для их изготовления. Если исходить из возможной мощности такой установки, равной примерно 200.000 т/год и годовой потребности в продукте электролиза, равной примерно 35 т/год, то возникают проблемы в отношении экономичности ее загрузки/степени использования. Ввиду этого катодные основы имеют очень высокую себестоимость. Помимо этого, указанный способ ограничен возможностями обработки рафинированной меди. Кроме того, сдерживающим фактором является требование, заключающееся в том, что прокатанная медная лента, идущая на изготовление катодных основ,не должна скручиваться или деформироваться каким-либо другим образом. Вследствие этого прокатанную медную ленту нельзя сматывать в рулон, ее приходится транспортировать только в виде заготовленных отрезков листа, с промежуточными прокладками либо перерабатывать катаные листы прямо на линии в катодные основы. Кроме того, налицо риск того, что в результате возникающих в процессе проката деформаций эффект памяти катодных основ во время электролиза меди полностью устранить не удается. В вышеуказанной публикации тоже не указаны какие-либо факты, доказывающие, что эффект памяти при применении изготовленных катодных основ не возникает. Целью изобретения является создание катодных основ из медной ленты для электролиза меди, исключающих эффект памяти во время электролиза меди, с помощью которых можно достигнуть высокой производительности по изготовлению электролитной меди и которые можно изготовлять и из непосредственно медной ленты в виде рулона. Кроме того, предлагается способ изготовления катодных основ, пригодный, в частности, для обработки медной ленты, изготовленной традиционным способом. Согласно изобретению, цель достигается с помощью признаков, указанных в пунктах 1 и 4 патентной формулы. Пригодные варианты формы новых катодных основ указаны в пунктах патентной формулы 2 и 3, а их изготовление - в пунктах патентной формулы с 5 по 17-й. Благодаря предлагаемому изобретением способу,заключающемуся в том, что прокатанная медная лента подвергается дополнительному неполному отжигу, удалось устранить наблюдаемый в иных случаях, при использовании катодных основ в электролизе, эффект памяти. Благодаря этому во время электролиза меди случается гораздо меньше коротких замыканий и получают значительно более высокий выход по току. В результате этого электролиз меди можно проводить более эффективно и при более высокой плотности тока. Более выгодным становится также и использование сортов меди, рекомендуемых предписаниями ДИН 1708, 1787 и 17670(см. таблицу), которые в отличие от электролитной или рафинированной меди содержат большие количества примесных металлов. Поразительным факто ром явилось то, что при использовании катодных основ из этих сортов меди получают более чистую электролитическую медь. В сравнении с катодными основами, применяемыми согласно 97/42360,минимальная толщина которых должна составлять,по крайней мере, 0,635 мм, испытания показали, что при использовании прокатных и не полностью отожженных катодных основ толщину листов можно уменьшить до менее чем 0,5 мм, причем 0,3 мм образуют нижний предел. По сравнению с более толстыми катодными основами уменьшается расход применяемых материалов и, кроме того, существует возможность использования в электролизной ванне больших количеств катодных основ. Это возможно прежде всего только потому, что прокатанные и подвергнутые неполному отжигу катодные основы не приводят к эффекту памяти. При использовании предлагаемых в изобретении катодных основ при электролизе меди можно значительно сократить частоту коротких замыканий и достигнуть выхода по току порядка 98-99 . Ввиду меньшей толщины катодных основ и их меньшего веса удалось также уменьшить толщину медной ленты для ушек до 0,3-0,5 мм. Указываемая прочность медной ленты порядка 210-240 Н/мм 2 достигается, в частности, путем последующей обработки на дрессировочной клети. Неполный отжиг твердокатаной медной ленты производится при температурах печи в 700-750 С,преимущественно же при 720-750 С, причем температура в печи в продольном направлении уменьшается с 750 до 720 С. Скорость пропускания медной ленты зависит в основном от ширины и толщины этой ленты. Для катодных основ шириной 930 мм и толщиной от 0,3 до 0,8 мм эта скорость составляет от 20 до 55 м/мин. Для выполнения процесса неполного отжига предлагаются различные технологические возможности. Медная лента может быть изготовлена в обычной литейно-прокатной установке и смотана в рулон. Затем в отдельной установке твердокатаную медную ленту разматывают, неполно отжигают в нагревательной печи, обрабатывают в устройстве обезжиривания и протравки (удаление окалины и окислов) и в правильно-делительной установке рихтуют и разрезают на требуемую длину от 840 до 1250 мм. При таком варианте исполнения необходимость дрессировки медной ленты отпадает. Затем с помощью клепательно-правильной машины приклепывают ушки и вдевают контактные штыри. В завершающей установке производят разделение,сортировку и навешивание катодных основ в подготовленный захват крана, подвешивающего их в ванну электролиза. Существенным преимуществом является то, что не требуется отдельная специальная установка для изготовления катодных основ, речь идет о твердокатаной медной ленте, изготовленной известным технологическим способом, которую можно получать со стороны, от третьих лиц. Это же касается и другого варианта, согласно которому твердокатаная медная лента подвергается неполному отжигу еще внутри литейно-прокатной 3 10928 установки и для дальнейшей переработки в катодные основы - как неполно отожженная медная лента - имеется налицо в виде смотанного рулона. Затем она разматывается для изготовления катодных основ и подается в правильно-делительную установку. Дальнейшая ее обработка производится вышеописанным образом. Кроме того, существует возможность изготовления катодных основ в пределах одной производственной линии, причем в этом случае отпадает необходимость сматывания и разматывания рулона прокатанной и неполно отожженной медной ленты. Неполный отжиг прокатанной медной ленты можно производить в печи отжига вертикальной или горизонтальной конструкции. Перед неполным отжигом медную ленту необходимо обезжирить, очистить,промыть водой и просушить. После отжига целесообразно охлажденную медную ленту протравить и нейтрализовать. Изобретение будет далее объяснено на нескольких примерах. Пример 1. Катодные основы 1 Материал- С был прокатан в обычной литейно-прокатной установке в медную ленту шириной 930 мм и толщиной 0,5 мм. Твердокатаная медная лента имеет предел прочности при разрыве 263 Н/мм 2 и смотана в рулон. В отдельной установке, состоящей из размоточного устройства, печи отжига, устройства обезжиривания и протравки, установки рихтовки и разделения, а также установки прикрепления ушек и контактных штырей катодные основы изготавливаются в следующих условиях. Размотанная твердокатаная медная лента проходит через горизонтальную печь с подвесом полотна,в зонах нагрева которой задается температура в диапазоне от 750 до 720 С. Скорость пропускания ленты составляет 35 м/мин. Неполный отжиг производится в атмосфере защитного газа. Подвергнутая неполному отжигу, охлажденная медная лента имеет предел прочности при разрыве 217 Н/мм 2. После неполного отжига в устройстве обезжиривания и протравки происходит еще одно удаление окалины и образовавшегося окисла. В расположенной далее установке рихтовки и разделения медная лента разрезается на части длиной 970 мм, и полученные таким способом катодные основы размером 970 х 930 мм рихтуются. Важно то, чтобы поступающие на дальнейшую сборку катодные основы были совершенно ровные и гладкие, не имели каких-либо наружных повреждений, как, например, царапин, и не были запачканы жирами, эмульсиями или маслами. Сухие, чистые катодные основы передают в клепальную машину, где на них закрепляются требуе 4 мые ушки, изготовленные из медной ленты толщиной 0,4 мм, состоящей из того же материала, что и катодные основы. После закрепления ушек в них вдевают контактные штыри. Пример 2. Катодные основы 2 Внутри обычной литейно-прокатной установки, с встроенной печью с подвесом полотна, на последнем этапе из материала- С изготовляется твердокатаная медная лента и сматывается в рулон. Твердокатаная медная лента шириной 930 мм после операции прокатки имеет толщину 0,635 мм. После прокатки медная лента обезжиривается, очищается,промывается чистой водой и просушивается. Затем твердокатаная медная лента пропускается через печь, с подвесом полотна, со скоростью 27,5 м/мин,диапазон температур в печи от 750 до 720 С. Охлажденная медная лента имеет предел прочности при разрыве 217 Н/мм 2. Затем она еще протравливается,нейтрализуется, наматывается в рулон и подается на временное хранение. На отдельной установке хранящаяся в виде рулона неполно отожженная медная лента разматывается и, аналогично примеру 1, в установке рихтовки и разделения, а также в установке сборки разматывается, разрезается, рихтуется, оснащается ушками и контактными штырями. Толщина ушек составляет 0,5 мм. Пример 3. Катодные основы 3 Катодные основы изготавливают так же, как и в примере 1, за тем исключением, что литейнопрокатная установка, печь отжига, установка обезжиривания и протравки, установка рихтовки и разделения, а также устройство сборки располагают на одной линии. Благодаря этому отпадают необходимые операции наматывания и разматывания твердокатаной и неполно отожженной медной ленты. Материал медной ленты состоит из сорта- С, и толщина ленты в процессе прокатки уменьшается до 0,8 мм. Температура в печи с подвесом полотна составляет 750-720 С, скорость пропускания ленты 23 м/мин. Подвергнутая неполному отжигу, охлажденная медная лента имеет предел прочности при разрыве 232 Н/мм 2. Размер катодных основ составляет и в этом случае 970 х 930 мм. Толщина прикрепленных к катодным основам ушек составляет 0,6 мм. Пример для сравнения. Катодные основы 4 Аналогично примеру 1, при таких же условиях были изготовлены катодные основы, но на этот раз без неполного отжига. Изготовленные согласно предыдущим примерам катодные основы были использованы для опытов по электролизу, при которых они имели следующие параметры Катодные основы, 970 х 930 мм, из материалаС 10928 Толщина листа Предел прочности при разрыве Н/мм 2 Толщина ушек, мм Неполный отжиг В каждую ванну электролиза загружалось 30 анодов и 31 катод. Расстояние между анодами составляло 105 мм. Период реакции на анодах - 21 день. В каждую ванну через электролитный впуск подводили электролит со скоростью 18-20 л/мин. Качество применяемых катодных основ оценивалось следующим образом- А Контроль прямизны примененных катодных основ через каждые 2 дня после начала срока электролиза- В Выход по току от каждой ванны через каждые 9 дней- С Количество последовавших коротких замыканий. Были получены следующие результаты Результаты показывают, что катодные основы по изобретению 1-3 при электролизе меди не ведут к эффекту памяти. В отличие от этого при использовании не подвергнутых неполному обжигу катодных основ 4 в электролизе меди эффект памяти про 3 Смещение по вертикали до 5 мм 96,56 4 4 Смещение по вертикали до 20 мм 95,82 6 является в значительной степени. Наилучшие результаты были достигнуты при использовании катодных основ 1, при использовании которых выход по току был максимальным и составил 99,18. Таблица Сорта меди согласно предписанию 1787 Условное обозначение 1). Степень чистоты считается выдержанной, если в мягком состоянии электропроводимость у меди 58 составляет 58,0 /2, а у -57 и-57,0 /2. Отбор пробы и методы испытания должны согласовываться. 2). Местные превышения верхнего предела допустимы. Сужения внутри указанных границ следует согласовывать во время заказа. 3).поставляется вообще с электрической проводимостью в мягком состоянии 57,0 /2 по согласованию она (медь) может быть поставлена и с электропроводностью 58,0 /2 и более низким содержанием фосфора. 4). Фосфор можно заменять полностью или частично другими восстановительными средствами. 5). Стандартные формы поставки характеризуются следующим Хзаготовка (полуфабрикат) для общего применения согласно 1767017674 и 17677. Ополуфабрикат из меди для электротехники согласно 40500) Прежнее условное обозначение - (смотри 40500 лист 1-3, издание за сентябрь 1970). 10928 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Катодная основа для электролитического рафинирования меди с ушками на стороне подвешивания листов из прокатанной медной ленты, отличающаяся тем, что используют медную прокатанную ленту с содержанием меди не менее 99,9(из сортов в соответствии с предписаниями ДИН 1708,1787 и 17670), толщиной от 0,3 до 1,2 мм, подвергнутую неполному отжигу, с пределом прочности при разрыве от 210 до 240 Н/мм 2, при этом обрезанный лист имеет длину и ширину, соответствующие размерам электролитической ванны, ровную, не содержащую заусенцев, и обезжиренную поверхность, а ушки изготовлены из медной ленты толщиной от 0,3-0,6 мм. 2. Катодная основа по п. 1, отличающаяся тем,что имеет толщину от 0,5 до 0,8 мм, а ушки - от 0,3 до 0,4 мм. 3. Катодная основа по одному из пп. 1 или 2, отличающаяся тем, что она изготовлена из медной ленты, подвергнутой неполному отжигу, которая после охлаждения имеет предел прочности при разрыве от 215 до 235 Н/мм 2. 4. Способ изготовления катодных основ по одному из предыдущих пп. 1-3, включающий а) изготовление твердокатаной медной ленты б) обезжиривание поверхности в) разрезание охлажденной медной ленты на катодные основы желаемых размеров г) закрепление на катодных основах ушек из медной ленты толщиной 0,3-0,6 мм и вдевание контактных штырей и д) калибровку катодных основ,отличающийся тем, что для изготовления катодных основ используют медную прокатанную ленту с содержанием меди не менее 99,9(из сортов в соответствии с предписаниями ДИН 1708, 1787 и 17670),толщиной от 0,3 до 1,2 мм, которую подвергают неполному отжигу при температуре в печи от 700 до 750 С и скорости подачи ленты от 20 до 70 м/мин. 5. Способ по п. 4, отличающийся тем, что твердокатаную медную ленту, изготовленную этапом способа а), сматывают в рулон. 6. Способ по п. 5, отличающийся тем, что твердокатаную медную ленту с рулона сматывают, подвергают неполному отжигу, получают мягкую медную ленту и на отдельной, непрерывно работающей линии изготовления, подвергают дальнейшей обработке, согласно этапам способа от б) до г). 7. Способ по п. 5, отличающийся тем, что твердокатаную медную ленту с рулона сматывают, подвергают неполному отжигу, получают мягкую медную ленту и на отдельной, непрерывно работающей линии изготовления, подвергают дальнейшей обработке, согласно этапам способа от б) до д). 8. Способ по п. 4, отличающийся тем, что твердокатанную медную ленту, изготовленную согласно этапу способа а), подвергают неполному отжигу,получают мягкую медную ленту и наматывают на рулон. 9. Способ по п. 8, отличающийся тем, что мягкую медную ленту с рулона сматывают и на отдельной, непрерывно работающей линии изготовления подвергают дальнейшей обработке, согласно этапам способа от б) до г). 10. Способ по п. 8, отличающийся тем, что мягкую медную ленту с рулона сматывают и на отдельной, непрерывно работающей линии изготовления подвергают дальнейшей обработке, согласно этапам способа от б) до д). 11. Способ по одному из пп. 4-10, отличающийся тем, что мягкую ленту перед разрезанием на листы желаемых размеров рихтуют. 12. Способ по одному из пп. 4-10, отличающийся тем, что неполный отжиг проводят в печи отжига горизонтальной или вертикальной конструкции. 13. Способ по одному из пп. 4-12, отличающийся тем, что неполный отжиг проводят под защитным газом или в восстановительной атмосфере. 14. Способ по одному из пп. 4-13, отличающийся тем, что перед неполным отжигом медную ленту обезжиривают, очищают, промывают и просушивают. 15. Способ по одному из пп. 4-14, отличающийся тем, что мягкую медную ленту после неполного отжига охлаждают, протравливают и нейтрализуют. 16. Способ по одному из пп. 4-15, отличающийся тем, что неполному отжигу подвергают твердокатайную медную ленту толщиной от 0,4 до 0,5 мм,которую подают со скоростью от 25 до 35 м/мин в печь отжига, в зонах нагрева которой задают температуру в диапазоне от 750 С до 720 С. 17. Способ по одному из пп. 4-15, отличающийся тем, что неполному отжигу подвергают твердокатаную медную ленту толщиной от 0,6 до 0,8 мм, которую подают со скоростью от 20 до 30 м/мин в печь отжига, в зонах нагрева которой задают температуру в диапазоне от 750 С до 720 С. 18. Способ электролитического рафинирования меди, отличающийся тем, что в качестве катодных основ используют катодные основы, полученные по пп. 1-3.
МПК / Метки
МПК: C25C 7/02
Метки: рафинирования, катодная, медной, изготовления, способ, электролитического, меди, основа, ленты
Код ссылки
<a href="https://kz.patents.su/6-10928-katodnaya-osnova-iz-mednojj-lenty-dlya-elektroliticheskogo-rafinirovaniya-medi-sposob-ee-izgotovleniya-i-sposob-elektroliticheskogo-rafinirovaniya-medi.html" rel="bookmark" title="База патентов Казахстана">Катодная основа из медной ленты для электролитического рафинирования меди, способ ее изготовления и способ электролитического рафинирования меди</a>
Способ электролитического рафинирования меди
Номер патента: 182
Опубликовано: 20.12.1993
Автор: Бойко Федор Константинович
МПК: C25C 1/12
Метки: меди, электролитического, способ, рафинирования
Формула / Реферат:
СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ из сульфатных растворов, включающий их обработку выпрямленным током, отличающийся тем, что, с целью увеличения выхода меди по току и снижения удельного расхода электроэнергии, электролиз ведут с использованием пульсирующего тока с переменной составляющей частотой колебаний 500-600 Гц.
Катодная медь для производства медной катанки и способ ее получения(варианты)
Номер предварительного патента: 15178
Опубликовано: 15.12.2004
Авторы: Козлов Валерий Александрович, Чижов Евгений Александрович
МПК: C25C 1/12, G01N 33/20
Метки: способ, производства, катодная, катанки, медной, получения(варианты, медь
Формула / Реферат:
Изобретения относятся к области цветной металлургии и могут быть использованы при производстве катодной меди, а также медного проката имедной катанки.С целью обеспечения хорошей прокатываемостилитой медной заготовки на установках непрерывного литья и прокатки "Properzi", "Southwire","Contirod" и других предлагается использовать катодную медь, состоящую преимущественно из кристаллов с осью текстуры относительно направления роста осадка при...
Способ электролитического рафинирования меди
Номер патента: 3130
Опубликовано: 15.03.1996
Авторы: Томас Л.Джордан, Мартин Гоффман
МПК: C25C 1/12
Метки: рафинирования, меди, электролитического, способ
Формула / Реферат:
Использование: электролитическое рафинирование меди, более конкретно способы постоянного поддержания эффективной концентации тиомочевины в электролитическом растворе во время электролитического рафинирования меди. Сущность: способ электролитического рафинирования меди предусматривает использование сернокислотного электролита меднения содержащего тиомочевину, при этом производят периодическое измерение концентрации тиомочевины в выходном потоке...
Способ изготовления медной проволоки и устройство для изготовления медной проволоки
Номер патента: 7435
Опубликовано: 15.04.1999
Авторы: Лэрри А. Дэвис, Вилльям Дж. Борзик, Карлос Е. Роггеро Сейн
МПК: C25C 7/06
Метки: изготовления, устройство, медной, проволоки, способ
Формула / Реферат:
Изобретение относится к способу и устройству для изготовления медной проволоки посредством электролитического увеличения сечения исходной медной проволоки. Изобретение предусматривает использование корпуса с размещенной в нем ванной электролита, пары или нескольких пар валиков, установленных с внешней стороны корпуса, с помощью которых осуществляется транспортировка, как минимум, одной, а обычно, по меньшей мере, двух исходных проволок через...
Катод для электролитического рафинирования меди
Номер патента: 1256
Опубликовано: 15.09.1994
Автор: Ян Джеймс Перри
МПК: C25C 7/02
Метки: меди, катод, электролитического, рафинирования
Формула / Реферат:
Изобретение предназначено для электролитического рафинирования меди из водных электролитов. Целью изобретения является обеспечение возможности повторного использования катода. Катод содержит двутавровую штангу из нержавеющей стали,матричный лист с отверстиями для подъема катода и защитное покрытие боковых кромок листа, выполненное в виде жгута с пазом. Жгут крепится к листу на шпильках, пропущенных через отверстия жгута и листа. Лист выполнен из...
Предыдущий патент: Штамм “Отар” вируса инфекционного ларинготрахеита птиц, используемый для получения живой вакцины
Следующий патент: Ложка
Случайный патент: Кормушка для уток