Экструзионная головка для изготовления рукавной полимерной пленки
Номер патента: 1186
Опубликовано: 15.09.1994
Авторы: Швайченко Юрий Петрович, Солдатенко Леонид Анатольевич, Сидоров Геннадий Михайлович

Формула / Реферат
Изобретение относится к экструзионным головкам, предназначенным для изготовления рукавной пленки из полимеров и может быть использована для получения термоусадочной пленки из гранулированных полиолефинов. Экструзионная головка содержит корпус с приемным расплавопроводом, установленную в нем фильтрующую кассету и закрепленный на корпусе дорн, выполненный из основания и наконечника, гильзы и мундштука, по наружной поверхности дорна выполнены винтовые скругленые по радиусу канавки, витки которых соединены радиальными отверстиями в дорне с центральным отверстием подачи расплава, а мундштук с гильзой и дорном смонтированы с образованием между их поверхностями подводящей и формующей кольцевых щелей, расположенных в направлении выхода из головки. Дорн снабжен размещенной в его верхней части испарительной камерой, винтовые канавки на дорне выполнены многозаходными с числом заходов по меньшей мере равным восьми,с радиусом канавки, выбранным в пределах от 1/20 до 1/25 диаметра дорна и с постепенным уменьшением их глубины, подводящая щель выполнена двухстороннеконусной, сечение формующей щели выбрано в пределах от 1/10 до 1/30 наибольшего сечения подводящей щели, а высота формующей щели по большей мере равна высоте подводящей щели. Испарительная камера дорна размещена между его основанием и наконечником.
Текст
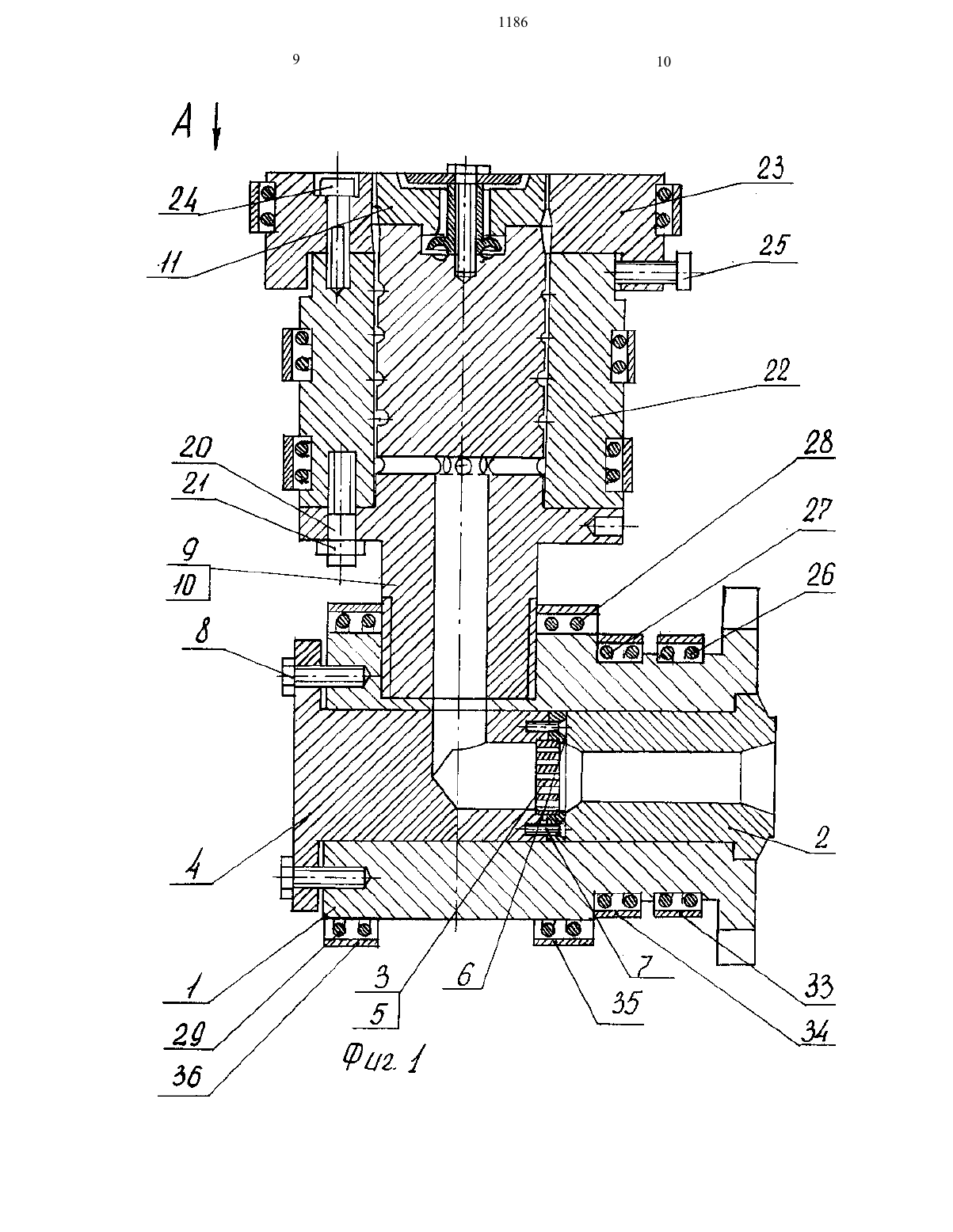
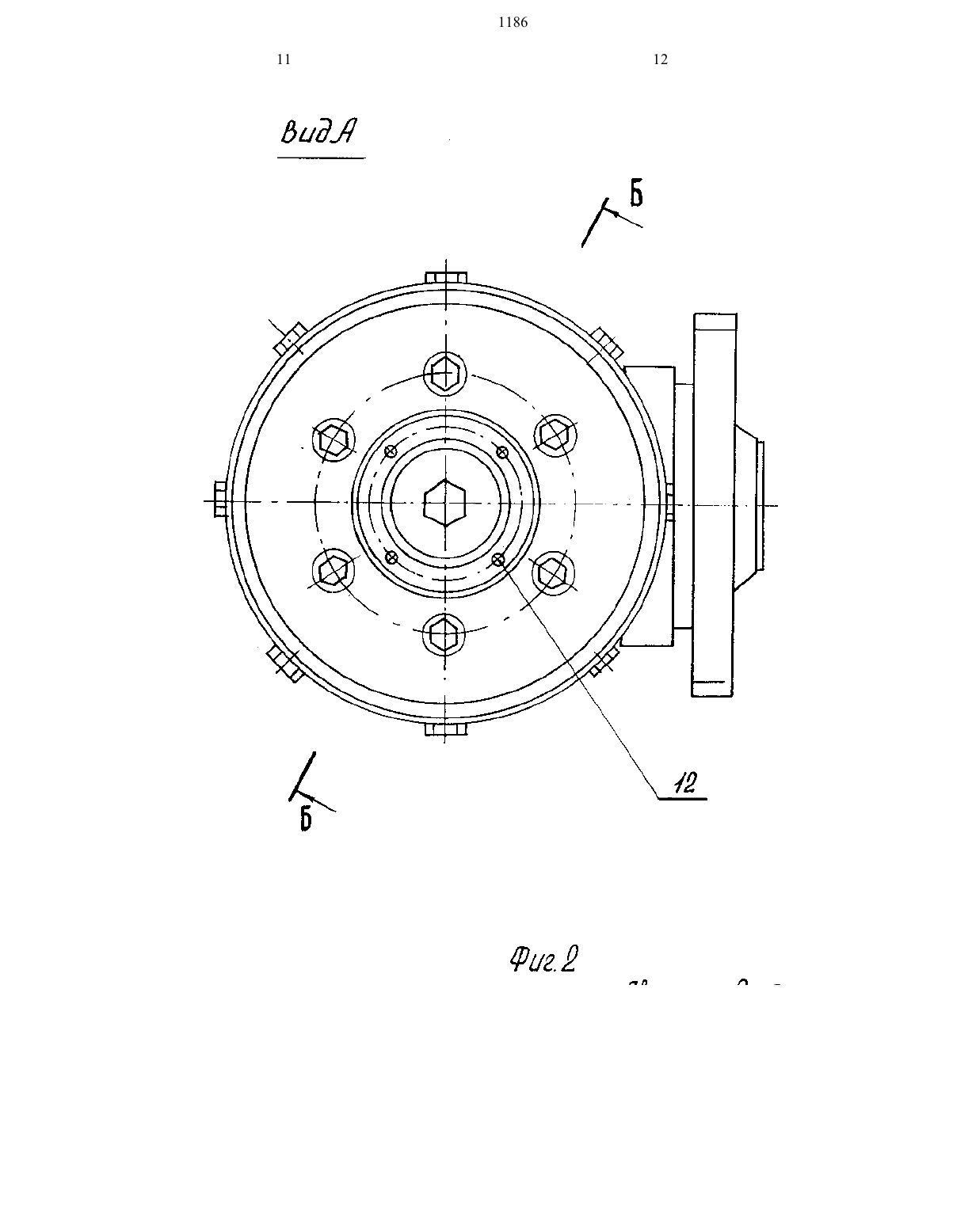
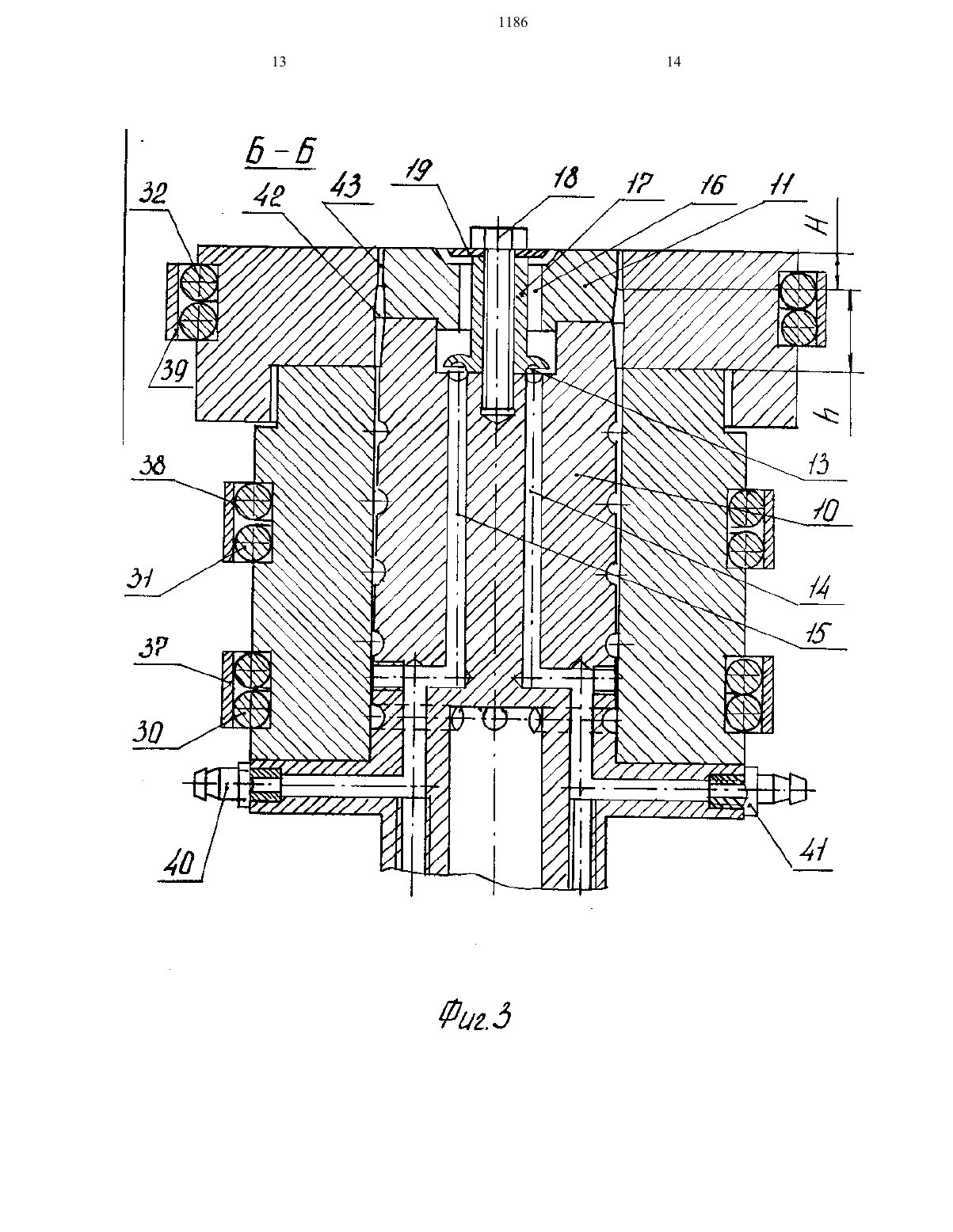
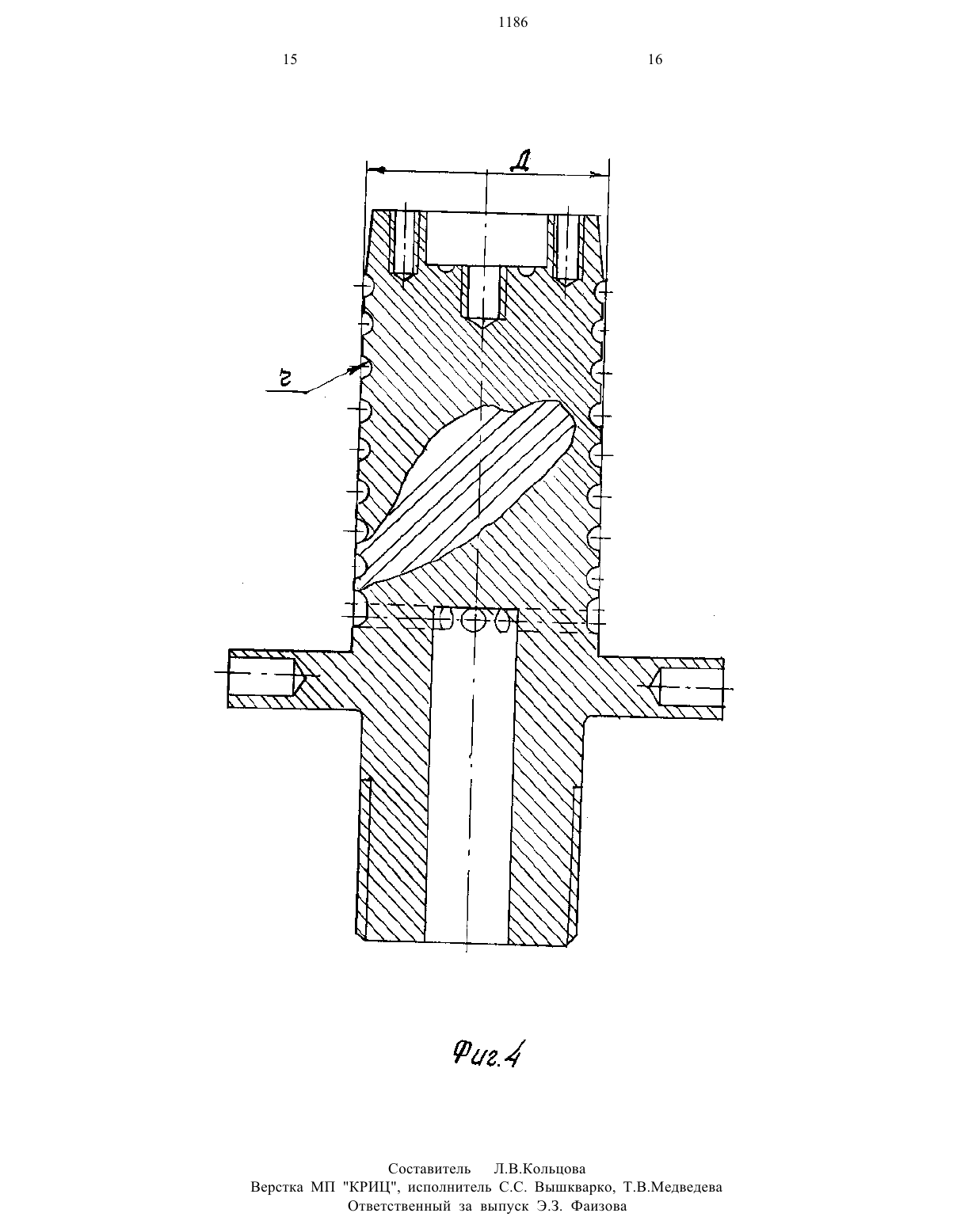
ловка для изготовления рукавной полимерной пленки, содержащая корпус с приемным расплавопроводом, установленную в корпусе фильтрующую кассету, закрепленные на корпусе дорн, вь 1 полненный из основания и наконечника, гильзу и мундштук, при этом по наружной поверхности дорна выполнены винтовые скругленные по радиусу канавки, витки которых соединены радиальными отверстиями в дорне с Центральным отверстием подачи расплава, а мундштук с гильзой и дорном смонтированы с образованием между их поверхностями подводящей и формующей кольцевых щелей, расположенных в направлении выхода из головки (см. авт.св. СССР Не 642195, кл. В 29 С 47/20,1979).В указанном решении обеспечивается повь 1 шение производительности за счет снижения сопротивления проходу расплава и ликвидации застойных зон благодаря наличию, например, винтовых канавок на дорне.Известная головка наряду с достоинствами имеет ряд недостатков, заключающихся в следующем- во-первых, не обеспечивается полная гомогенизация расплава- во-вторых отсутствуют условия для нанесения покрытий внутри рукава пленки- в-третьих слабо выравнивается давление расплава и скорость потока расплава по периметру формующей щели, что ведет к образованию полосЗадачей изобретения является повышение качества пленки за счет полной гомогенизации расплава и равномерности его распределения.Поставленная задача решается благодаря тому,что в экструзионной головке для изготовления рукавной полимерной пленки, содержащей корпус с приемным расплавопроводом, установленную в корпусе фильтрующую кассету, закрепленные на корпусе дорн, выполненный из основания и наконечника, гильзу и мундштук, при этом по наружной поверхности дорна выполнены винтовые скругленные по радиусу канавки, витки которых соединены радиальными отверстиями в дорне с центральным отверстием подачи расплава, а мундштук с гильзой и дорном смонтированы с образованием между их поверхностями подводящей и формующей кольцевых щелей, расположенных в направлении выхода из головки, согласно изобретению дорн снабжен размещенной в его верхней части испарительной камерой, винтовые канавки на дорне выполнены многозаходными числом заходов по меньшей мере равнымвосьми, с радиусом канавки, выбранным в пределах от 1/20 до 1/25 диаметра дорна и с постепенным уменьшением их глубины, при этом подводящая щель выполнена двустороннеконусной, сечение формующей щели выбрано в пределах от 1/10 до 1/30 наибольшего сечения подводящей щели, а высота формующей щели по боль 11864 шей мере равна высоте подводящей щели. Кроме того испарительная камера дорна размещена между его основаниями и наконечником.Данная экструзионная головка обеспечивает полную гомогенизацию расплава и ликвидирует застойные зоны за счет равномерного распределения расплава по поперечному сечению подводящей щели, за счет наличия на наружной стенке дорна многозаходных винтовых канавок, которые вь 1 полняются в зависимости от наружного диаметра дорна с постепенно уменьшающейся глубиной, что создает дополнительное сопротивление потоку расплава и не позволяет его разрушить. При этом число винтовых канавок совпадает с числом радиальных сверлений дорна, что позволяет равномерно распределить поток расплава.Выполнение подводящей кольцевой щели с сечением, взаимосвязанным с сечением формующей щели обеспечивает релаксацию расплава и создает вместе с узлом регулирование равномерности толщины пленки, условия которые уменьшают возможность образования застойных зон в подводящей щели.Данная головка позволяет наносить разные покрытия внутри рукава пленки за счет испарительной камеры, в которую подается воздух или газ, а по другому каналу смазка или консервирующая жидкость. Данный узел позволяет легко разделять рукав пленки, исключает слипание пленки, а в результате увеличивается производительность головки.Данное решение увеличивает производительность не только при изготовлении пленки, но и при упаковке, например, респираторов, в случае распыления смазки обеспечивается сохранность металлических изделий, а в случае использования консервирующих жидкостей обеспечивается сохранность продуктов.Сущность изобретения поясняется чертежами,где из фиг. 1 изображен общий вид головки, на фиг. 2 вид А по фиг.1, на фиг. 3 сечение Б-Б по фиг. 2, на фиг. 4 дорн головки.На чертежах приняты обозначенияЭкструзионная головка для изготовления рукавной полимерной пленки состоит из корпуса 1, в котором установлен приемный расплаво-провод 2,по ходу потока расплава с другой стороны корпуса 1 установлена фильтрующая кассета 3, состоящая из корпуса 4, на котором размещены решетки 5 и крышка 6 прикреплена винтами 7 к корпусу 4. Корпус 4 закреплен на корпусе 1 болтами 8. В резьбовом радиальном отверстии корпуса 1 закреплен дорн 9, состоящий из основания 10 и наконечника 11, закрепленный болтом 12 к основанию 10. Между основанием 10 и наконечником11 размещена испарительная камера 13, к которой подходит два канала 14 и 15 И отходит один Центральный канал 16. В камере 13 установлен распределитель 17, закрепленный болтом 18 к основанию 10. Болт 18 проходит через отверстие рассекателя 19 потока воздуха. На дорне 9 шпильками 20 с гайками 21 закреплена гильза 22. К гильзе 22 сверху закреплен мундштук 23 болтами 24. В мундштуке 23 установлены регулировочные болты 25. На корпусе 1, гильзе 22, мундштуке 23 установлены нагреватели 26,27,28,29,30,31,32 с кожухами 33,34,35,36,37,38,39,. Воздух в дорн 9 подается через штуцер 40, а через Штуцер 41 подается жидкая смазка или консервирующая жидкость. Мундштук 23 с гильзой 22 и дорном 9 своими поверхностями образуют двухстороннеконусную подводящую щель 42 и формующую 43. По наружной поверхности дорна 9 выполнены многозаходнь 1 е винтовые канавки с числом заходов не менее восьми, с радиусом канавки, выбранным в соотношении к диаметру дорна от 1/20 до 1/25,с постепенно уменьшающейся глубиной, при этом в верхней части дорна 9 расположена испарительная камера 13, а центральное отверстие в дорне 9 для подачи расплава полимера соединено радиальнь 1 ми отверстиями с витками винтовых канавок. Сечение формующей щели 43 выбрано в соотношении к подводящей от 1/10 до 1/30 ее наибольшего сечения, а высота формующей щели 43, принята равной или меньше высоты подводящей щели 42.Кроме того, наконечник 11 дорна 9 является сменным, мундштук 23 выполнен ступенчатым,нижняя часть которого заходит на гильзу 22, а в ступени его размещены регулировочные болты 25,упирающиеся в гильзу 22.Экструзионная головка работает следующим образом. Стыковочным фланцем корпус 1 подсоединен к червячному прессу (на фиг. не показано). Расплав полимера нагнетается червяком пресса линии получения рукавной пленки (на фиг. не показано) поступает в расплавопровод 2. Затем расплав полимера поступает на фильтрующую кассету 3 через ее решетки 5 в корпус 4. В полости корпуса 4 очищенный расплав меняет направление движения и поступает в центральное отверстие дорна 9 и далее по радиальным сверлениям попадает в витки винтового канала с постепенно уменьшающейся глубиной. Дорн 9 обеспечивает подачу расплава в подводящую кольцевую щель 42 между собственной наружной стенкой и стенкой гильзы 22. Равномерное распределение расплава полимера по поперечному сечению подводящей щели 42 обеспечивается винтовыми канавками с радиусом- г, выбранным в зависимости от диаметра дорна Д в пределах 1/20 до 1/25 с постепенно уменьшающейся глубиной канавки. Наличие канавок с радиусом менее 1/25 ведет к резкому возрастанию сопротивления расплава полимера, а более1/20 наблюдается в самих ветках малые застойные зоны и разрыв потока расплава, так как подпор почти отсутствует. Исполнение канавок в указанных пределах обеспечивает равномерное распределение по массе и полную гомогенизацию расплава. При прохождении расплавом расширения подводящей щели 42 выравнивается давление расплава и скорость потока расплава по периметру формующей щели 43, образуемой наконечником 11 дорна 9 к мундштуком 23, который представляет собой толстостенное кольцо с калиброванным внутренним отверстием, формирует поток расплава полимера в виде цилиндрического рукава, вь 1 ходящего из экструзионной головки. Подготовка расплава для прохождения формующей щели 43 происходит в подводящей щели 42, при этом экспериментально было установлено, что лучших показателей в образовании цилиндрического рукава и в обеспечении линейной ориетации при получении термоусадочной пленки возможно при отношении сечения формующей щели 43 к подводящей 42 как 1/20 до 1/30, при этом высота формующей щели Н равна высоте - 11 подводящей щели или меньше. Такие пределы позволяют получить вь 1 сокое качество изделия. Для устранения разнотолщинности выходящего рукава мундштук 23 имеет возможность смещаться относительно оси дорна 9 с помощью регулировочных болтов 25, при отпуске предварительно болтов 24. Гильза 22 обеспечивает полную гомогенизацию расплава полиммера по винтовым канавкам дорна 9 и стенкам гильзы 22. Выходящий цилиндрический рукав полиммерной пленки раздувается и подается на тянущие валки линии получения рукавной пленки ( на чертежах не показано) с одновременной подачей смазки или консервирующей жидкости. Смазка, поступая в кольцевой канал испарительной камеры 13, испаряется и вместе с воздухом через распределитель 17 поступает в центральный канал 16 наконечника 11, а от центрального канала 16 через рассекатель 19 потока смеси равномерно по кругу воздействует на рукав пленки, жидкость оседает, а воздух или газ раздувает рукав, обеспечивая линейную ориентацию и в зависимости от степени раздува головка позволяет получить термоусадочную пленку или обычную. При получении термоусадочной пленки нужно обеспечить раздув не менее 6-10 кратный от диаметра формующей щели 43, и соответственно линейную скорость тянущих валков. Скорость и кратность раздува зависит от вида и марки полиофелина. На корпусе 1, гильзе 22, мундштуке 23 установлены нагреватели, которые за счет установленных термопар (на чертежах не показано) обеспечивают необходимой температурный режим расплава по зонам нагрева. Наконечник 11 дорна 9 является сменным, что расширяет технологические возможности головки.Таким образом, предложенная экструзионная головка для изготовления рукавной пленки позво 7 ляет получить высокое качество изделий за счет полной гомогенизации расплава полимера и получить изделия с новыми свойствами, которые найдут широкое использование при упаковке респираторов, продуктов и объемных предметов, в также увеличит производительность головки. Формула изобретения1. Экструзионная головка для изготовления рукавной полимерной пленки, содержащая корпус с приемным расплавопроводом, установленную в корпусе фильтрующую кассету, закрепленные на корпусе дорн, выполненный из основания и наконечника, гильзу и мундштук, при этом по наружной поверхности дорна выполнены винтовые скругленные по радиусу канавки, витки которых соединены радиальными отверстиями в дорне с Центральным отверстием подачи расплава, а мундштук с гильзойИ дорном смонтированы с образованием между их поверхностями подводящей и формующей кольцевых щелей, расположенных в направлениях выхода из головки, отличающаяся тем ,что дорн снабжен размещенной в его верхней части испарительной камерой, винтовые канавки на дорне выполнены многозаходными с числом заходов по меньшей мере равным восьми, с радиусом канавки, вь 1 бранным в пределах от 1/20 до 1/25 диаметра дорна И с постепенным уменьшением их глубины, при этом подводящая щель выполнена двухстороннеконусной, сечение формующей щели выбрано в пределах от 1/10 до 1/30 наибольшего сечения подводящей щели, а высота формующей щели по большей мере равна высоте подводящей щели. 2. Экструзионная головка по п.1, отличающаяся тем, что испарительная камера дорна размещена между его основанием и наконечником.
МПК / Метки
МПК: B29C 47/20
Метки: пленки, рукавной, полимерной, экструзионная, изготовления, головка
Код ссылки
<a href="https://kz.patents.su/8-1186-ekstruzionnaya-golovka-dlya-izgotovleniya-rukavnojj-polimernojj-plenki.html" rel="bookmark" title="База патентов Казахстана">Экструзионная головка для изготовления рукавной полимерной пленки</a>
Охлаждающая головка для одно-или многокамерной печи для непрерывного производства синильной кислоты
Номер патента: 1156
Опубликовано: 15.09.1994
Авторы: Райнхард Маннер, Карл Фоигт, Вольф Дитер Пфайфер, Ханс Шафер
МПК: B01J 19/24
Метки: непрерывного, многокамерной, синильной, печи, охлаждающая, одно-или, головка, кислоты, производства
Формула / Реферат:
Изобретение относится к оборудованию для непрерывного производства синильной кислоты и позволяет повысить эффективность процесса. Охлаждающая головка для одно- или многокамерной печи содержит корпус с размещенным в нем трубчатым элементом (ТЭ), закрепленным в верхней и нижней плитах и снабженным патрубками для ввода и вывода охлаждающей среды. Трубы ТЭ посредством сальника соединены с реакционными трубами. При этом покруг каждого сальника на...
Импульсная головка
Номер патента: 448
Опубликовано: 15.03.1994
Авторы: Исагулов Аристотель Зейнуллинович, Егоров Виктор Владимирович, Кузембаев Серик Бапаевич, Левинсон Владимир Абрамович, Ботов Анатолий Петрович
МПК: B22C 15/22
Метки: импульсная, головка
Формула / Реферат:
Импульсная головка, содержащая ресивер с выхлопным отверстием, поршневой привод, установленный на ресивере, и клапан, закрепленный на штоке поршневого привода, отличающаяся тем, что с целью повышения эффективности импульсного воздействия на смесь за счет увеличения скорости открывания клапана, шток выполнен из двух частей, установленных телескопически, причем нижняя часть штока, расположена с зазором относительно стенок верхней части и имеет...
Спичка Майлибаева и способ изготовления спичек
Номер патента: 523
Опубликовано: 15.03.1994
Автор: Майлибаев Марат Муратович
МПК: C06F 5/00
Метки: изготовления, спичка, спичек, майлибаева, способ
Формула / Реферат:
Изобретение касается производных замещенных кислот, в частности бис-[N-(4-дифенилоксид-4-[N-фталимид -4-карбонил]-4 - трифениламин)малеимида] (АК) в качестве основы малогорючих сшитых полиимидных пресс-композиций и связующих, что может быть использовано в производстве полимеров. Цель - создание новых мономеров указанного класса, обеспечивающих высокую термоустойчивость, лучшие адгезионные и когезионные свойства. Синтез АК ведут из...
Устройство для изготовления полупустотелых заклепок
Номер патента: 862
Опубликовано: 15.06.1994
Авторы: Солдатенко Леонид Анатольевич, Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович, Сидоров Геннадий Михайлович
МПК: B21K 1/56
Метки: полупустотелых, заклепок, изготовления, устройство
Формула / Реферат:
Использование: устройства для изготовления изделий штамповкой; для изготовления полупустотелых заклепок, применяемых при производстве детских индивидуальных средств защиты от токсичных аэрозолей. Сущность изобретения: устройство для изготовления полупустотелых заклепок из проволоки содержит станину с зафиксированной на ней плитой и ползун. На плите установлены отрезная матрица и высадочная матрица с противным пуансоном и средством для удаления...
Способ изготовления анодной штанги
Номер патента: 75
Опубликовано: 10.12.1993
Автор: Стерлин Семен Семенович
МПК: C25C 7/02
Метки: анодной, способ, штанги, изготовления
Формула / Реферат:
Изобретение относится к цветной металлургии и может быть использовано при изготовлении анодов для электролитического получения цинка. Цель изобретения - снижение эксплуатационных и материальных затрат. Шину выполняют из алюминия, а подслой на нее наносят расплавом свинца, содержащим 4-5 % цинка при 500-530 °С в течение 40-50 с.
Предыдущий патент: Смеситель-активатор
Следующий патент: Устройство для сварки деталей из полимерных материалов
Случайный патент: Автоматизированная система контроля охраны вагонов и контейнеров