Устройство для контроля качества электросварки на корпусах для изготовления банок
Формула / Реферат
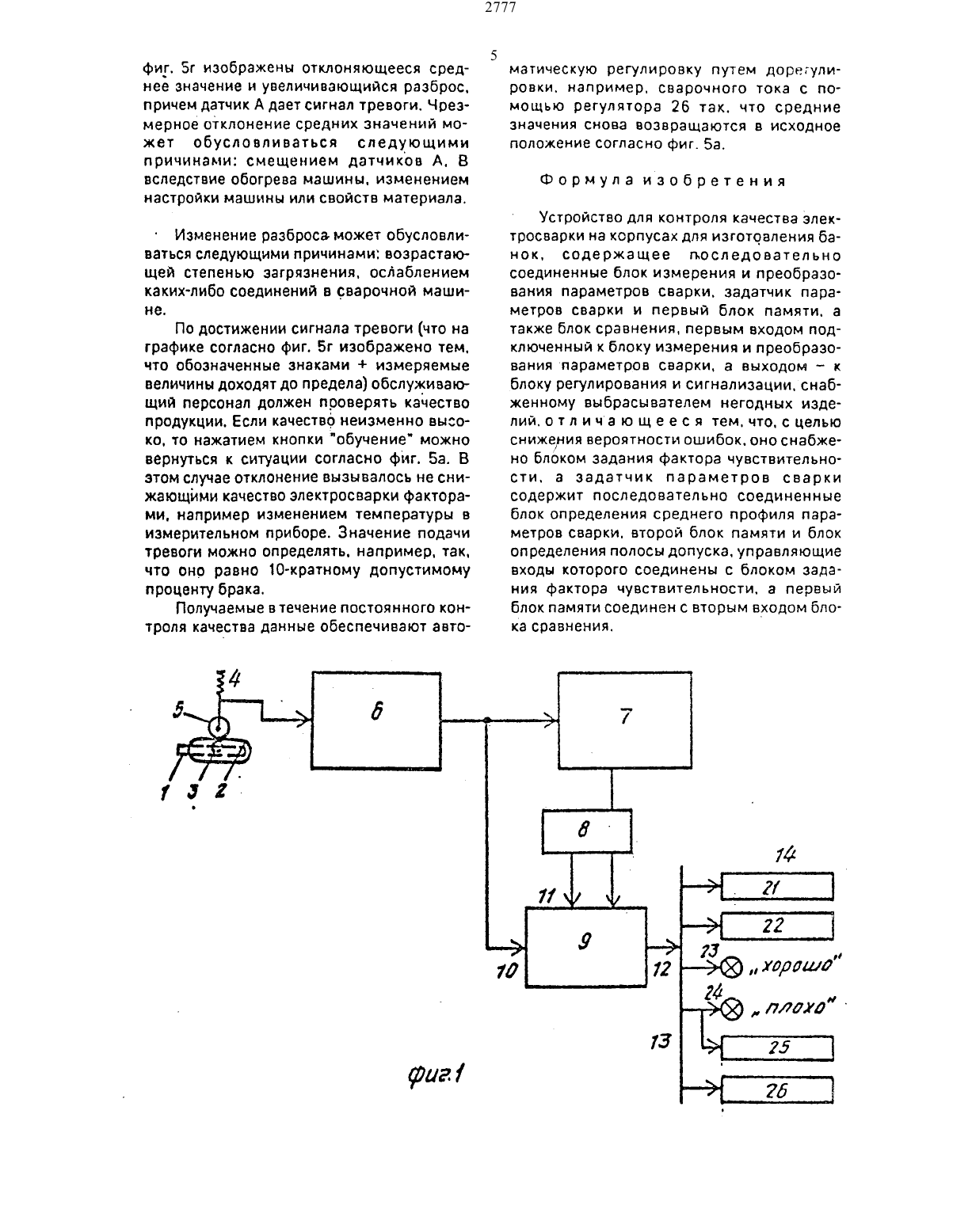
Сущность изобретения: устройство содержит блок 6 измерения и преобразования параметров сварки, задатчик 7 параметров сварки, содержащий блок определения среднего профиля параметров сварки, второй блок памяти и блок определения полосы допуска, а также первый блок 8 памяти, блок 9 сравнения и блок 14 регулирования и сигнализации. 5 ил.
Текст
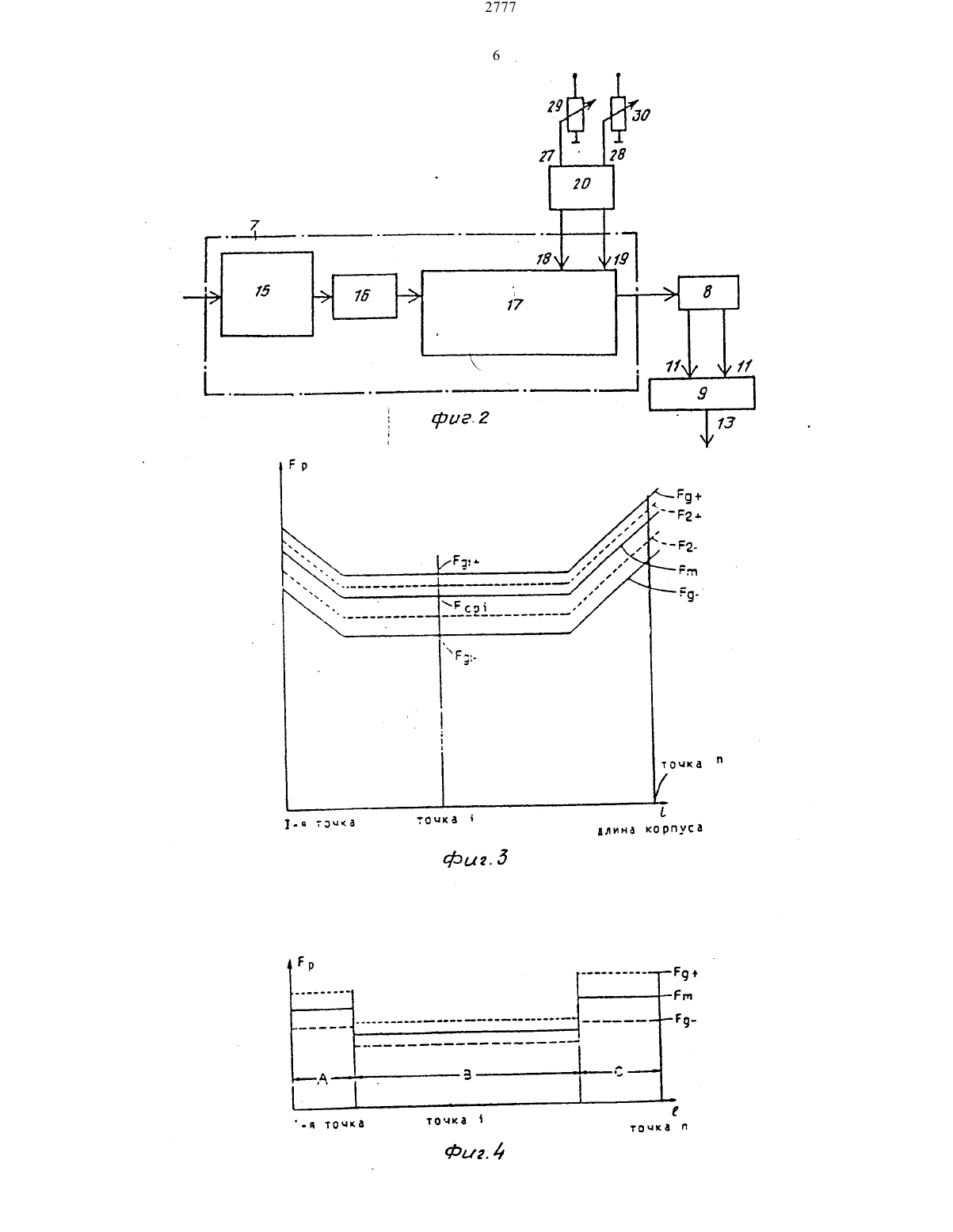
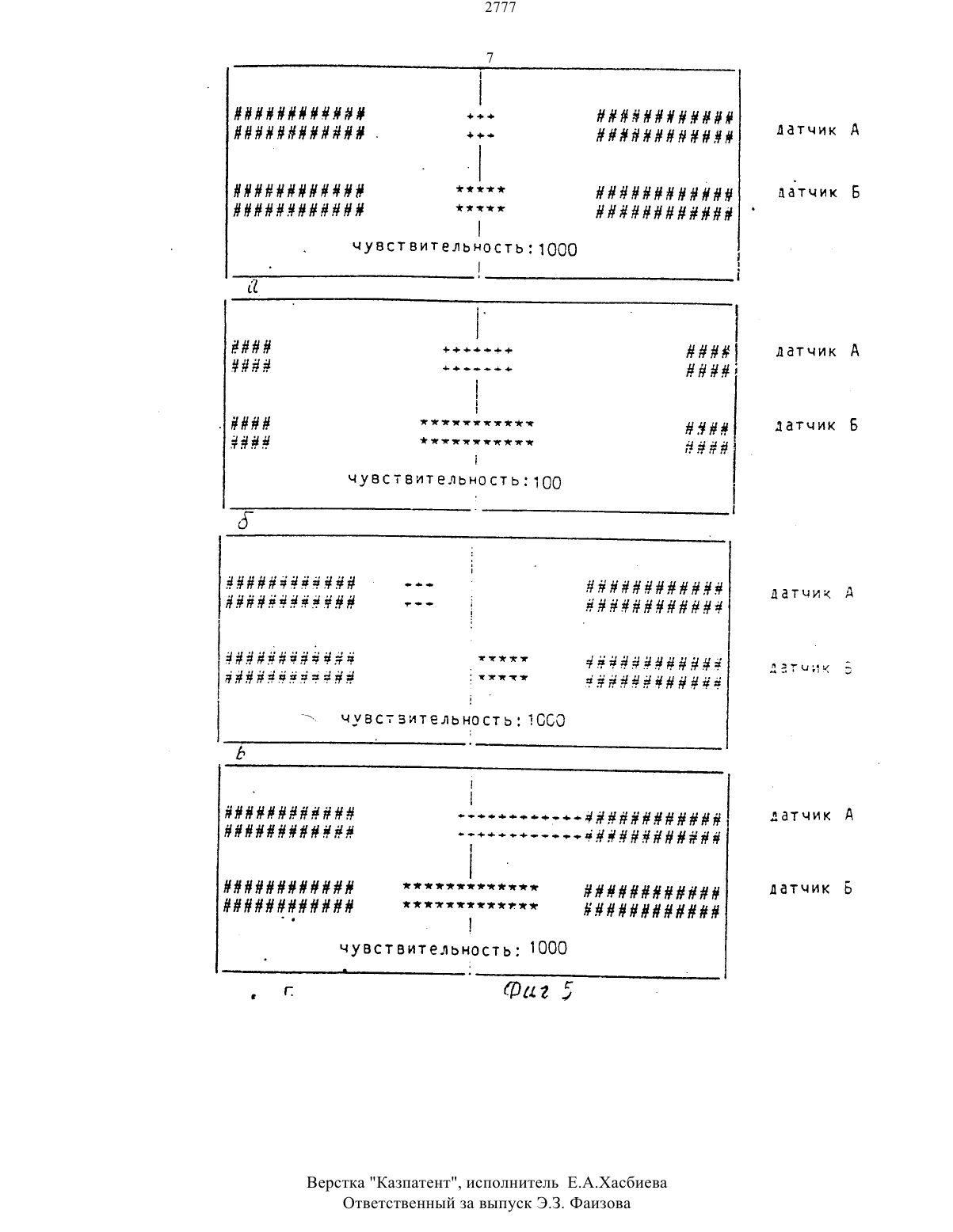
Блок 14 регулирования и сигнализации содержит печатающее приспособление 21,печатающее результаты сравнения. индикаторное приспособление 22.указываюцзее результаты сравнения. сигнальную лампу 23. указывающую на наличие качественного (хорошего) корпуса. сигнальную лампу 24. указывающую на наличие некачественного (плохого) корпуса. выбрасыватель 25. подключенный к сигнальной лампе 24. и регулятор 26. предназначенный для корректирующей регулировки измеряемых параметров сварки. если возникает тенденция к отклонению.Блок 20 задания фактора чувствительности включает неизобрэженную на фигурах оссациативную память, в которой зарегистрированы факторы чувствительности. через входы 27. 28. блока 20 адресуемые в соответствии с выбранными чувствительностями Е 1. Е 2. Выбираемость чувствительности Ет. Е 2 символически изображена потенциометрами 29. 30. Ассоциативную память можно заменить ьтикропроцессорами ДЛЯ ВЫЧИСЛЕНИЯ ФЗКТОВОВ ЧУВСТВИТЗЛЬНОСТИ.Устройство работает следующим образом.На машине. например. на верхнем роликовом электроде 5 согласно фиг. 1 с помощью неизображенных на фигурах датчиков измеряется один или несколько параметров сварки Рр. Параметром сварки Рр может являться. например. сварочный ток. напряжение на месте сверки, произведение этих параметров (мощность/энергия). температура на шве. путь самоустанавливающейся головки. несущей верхний роликовый электрод 5. и т.д. В блоке б каждый параметр сварки Рр обрабатывается с тем. чтобы на каждую сварочную точку (й означает 1. 2. 3 п) формировалось цифровое числовое значение. Такая обработка может заключаться в том. что электрические сигналы. поступающие от датчиков. фильтруются в целях удаления суперпозиционированных сигналов помехи. другая возможность обработки в блоке 6 измеряемых величин заключается в вычислении упомянутого произведения сварочного тока и напряжения и его интегрировании над длительностью одной сварочной точки (точечная энергия). Эти предварительно обработанные таким образом значения имеются в виду, когда в дальнейшем речь идет о параметрах сварки или значениях параметров сварки. или точечных значениях. Отда 2777ваемые отдельными датчиками и обрабоТЗННЫе ВЫШЭОПИСЗННЫМИ МЭТОДЗМИ ТОЧЕЧ ные значения на каждый параметр (энергия,температура и т.д.) исследуются насчет их статического поведения следующим образом. .Сначала из значенийупараметров сварки Рр блок 15 определяет средний профиль Рт параметров сварки Рр, который регистрируется во втором блоке 16 памяти. На фиг. 3 и 4 он изображен в виде двух различных кривых.Есть две возможности определения кривых среднего профиля Рт. а именно или путем вычиспения арифметического среднего ЗНЭЧЭНИЯ ЗбСОПЮТНЫХ ИЗМСОЯЗМЫХ величин. или путем вычисления арифметического среднего значения разностидвух последующих измеряемых величин. 2На стадии обученияд на которой обычно используется 20-100 корпусов. составляется первая статистика. На каждом корпусе измеряют точку В. а затем образуют среднее значение измеряемых во всех точках б всех корпусов значений параметров сварки. в результате чего получают средние значения Рср по длине корпусов от первой точки до точки п (см. фиг. 3 и 4).Значения параметров сварки имеют нормальное или гауссово распределение. Функция распределения характеризуется средним значением Рср и стандартным отклонением о . Средним значением Рср и стандартным отклонением а гауссова кривая однозначно определена. Стандартное отклонение является мерой того. насколько широко разбросаны измеряемые величины. и ограничивает диапазон. охватывающий 86 всех измеряемых величин. Таким образом. две опорные точки стандартного откло нения (одна из которых расположена в уотрицательном направлении с одной стороны среднего значения, а другая в положительном направлении с другой стороны среднего значения) и среднее значение однозначно определяют гауссова кривую. для каждой точки Е блок 15 постоянно вычисляет Рср и си. Вычисление Рсръ осуществляется вышеописанным образом. а именно вычислением арифметического среднего значе т 1НИЯ. 0,1 ОППСДЗПЯЗТСЯ С ПОМОЩЬЮ УраВНеНИЯ ГгТ 01 1 2 (Рр Рсрб) .гп. число корпусов. исследуемых на стадии обучения- исследуемый в данном моменте корПУС . Р - выборочное значение точки корпуса 1Профиль Рт и профиль стандартных отклонений т регистрируются во втором блока 16 памяти, откуда они вызываются блоком 17. который определяет полосу до пуска Р 9 с помощью следующих уравненийРдт - предельное значение выбрасывания в точке й сварного шваРср среднее значение параметра сварки в точке 1 сварного шва21- фактор чувствительности или обратная мера чувствительности для верхнего22 - фактор чувствительности или обратная мера чувствительности для нижнего предельного значения выбрасыванияВ соответствии с закономерностью нормального распределения существует определенная вероятность превышения предельного значения Р 9 а или Р 9 ь. В зависимости от величины 2 от более или менее часто выбрасываются в основном качественные корпуса. Чем меньше 2 (д, тем выше чувствительность устройства на дефекты. однако тем выше и степень выбрасывания качественных корпусов.Ниже для упрощения предполагается диапазонпредельных значений выбрасывания. который является симметричным к среднему профилю Рт параметров сварки. т.е.Е 1 Е 2 Еи 21222.Критерий хорошо/плохо. т.е. качест ВВННЫЙ ИЛИ некачественный КОРПУС. ВЫВО.дится из требуемой чувствительности устройства. Чувствительность определяется обслуживающим персоналом тем. что он устанавливает процент корпусов. которыемогут оцениваться как плохие. хотя они в самом деле хорошие. т.е. определяется объективный критерий выбрасывания. в данном случае обозначенный как чувствительность Е. Она определена как число ошибочно выбрасываемых качественных корпусов на миллион. Таким образом. значение чувствительности К 100 означает выбрасывание 100 качественных корпусов на миллион или в среднем ошибочное выбрасывание каждого 10000 го корпуса. В случае сварочной машины. которая в минутном такте изготовляет 600 корпусов. это означает. что каждые 15 мин ошибочнго выбрасывается качественный корпус.Фактор чувствительности 2 является обратной величиной чувствительности Е. Чем больше 2. тем ниже степень чувствительности устройства. Возможные величины 2 можно брать из справочника Зтаозтйзспе ллеггтооеп Цпо тге Апшепоопоел (Статистические методы и возможности их применения. Е. Крейсциг, изд. Ванденхек Рупрехт. г. Геттинген. 2-я неизменная перепечатка 7-го издания. с. 128 и 129).Из этого источника видно. что (причем вместо и взято Рт)примерно 95 всех значений находятся между Рт-2 Ои Рт 2 П.примерно 99.7536 всех значений находятся между Рт 3 аи Рт 3 а.примерно 999 всех значений находятся между Рт - 3.29 Ои Рт 3.29 О .Следовательно. в этих случаях верно 2 2. 2 3 и 2 3.29 соответственно.Согласно данным. например, Напобоок о глатпетагйсг Рипсгтопз (Справочник по математическим функциям/Под ред. М. Абрамовитц и И. Стегун. изд. Довер Пабликейшенс. Инк. Нью-Йорк. декабрь 1972. с. 933) 2 с хорошим приближением можно вычислять по следующему уравнениюгде А- вероятность непревышения предельного значения.Таким образом. если, например. 99.9999 всех точек находятся в пределах(симметричного) диапазона предельных значений выбрасывния. то А 0.999999. и в результате вычисления получают 2 4.54. На основе опыта для 2 выбирают величину между 3 и 5. предпочтительно 4.54. Последняя величина соответствует 99899936. т.е. тому случаю. в котором на миллион сварных точек приходится одна точка. которая ошибочно оценивается какплохая. Итак. если на одном корпусе для изготовления банки средних размеров находятся 100 сварных точек. то в среднем каждый 10000-й корпус выбрасывается ошибочно.Блок 17 вызывает адресованную вели чину 2 из блока 20 и затем согласно уравне ниям (2) и (3) вычисляет диапазон предельных значений выбрасывания. причем соответственные значения Рср вызываются из второго блока 16 памяти. Две вычисленные таким образом кривые предельных значений выбрасывания, сверху и снизу ограничивающие диапазон. на фиг. 3 и 4 обозначены Р 9 и Рд- соответственно. Диапазоны предельных значений выбрасывания Раз, и Рд- регистрируются в первом блоке Впамяти. который может быть также интегрирован в блоке 17.вышеописанные процессы обработки и оценки данных ОСУЩВСТВПЯЮТСЯ на стадии обучения. например. для 20-100 корпусов. оцениваемых как качественные. Затем т.е. во время работы сварочной машины. значения параметров сварки обрабатываются как на стадии обучения. но они предпочтительно сразу подаются в блок 9 сравнения. в котором описанным выше методом формируется фактический профиль параметров сварки для изготовляемых после окончания стадии обучения корпусов 2. который потом сравнивается с формированным на стадии обучения заданным профилем параметров сварки с тем. чтобы проверить нахождение фактического профиля в рамках диапазона предельных значений выбрасывания Ред Блок 9 сравнения отдает блоку 14 зависящий от результата сравнения выходной сигнап.С учетом того. что определенные механизмы ошибок приводят к тому, что несколько последовательных точек вызывают статистически значимые отклонения. можно определять дальнейшее (более широкие)предельные значения согласно следующе му уравнению Р 2 В Рт 2 спричем верно. что сигнал о наличии дефекта отдается лишь в том случае. если 2 превышвется при двух последовательных измерениях. Рз превышается при трех последовательных измерениях и т.д. Отклонения 2 а можно определять так. что выбрасывается. например. каждый тысячный качественный корпус. Диапазон предель 2777ных значений выбрасывания 21 для Р изображен на фиг. З.В случае наличия двух изохронных критериев (например. раздавливание шва и точечная энергия) существует дальнейшая возможность образования предельных значений. а именно путем определения корреляционного предельного значения Рк.Упрощения процесса статистической оценки можно достичь тем, что для составления статистики оценивают не каждую точку отдельно (фиг. 3). а участки. Согласно изображенному на фиг. 4 примеру вместо п статистик составляют лишь три статистики. а именно для участков А. В и С, т.е. для начального. среднего и конечного участков корпуса. На каждом участке расположены 10-20 сварных точек. которые для статической оденки объединяют в одно среднее значение на участок.Описанное выше устройство пригодно 7для постоянного контроля качества. что описывается со ссылкой на фиг. 5 а б. в.После составления на упомянутой предварительной стадии обучения первой статистики качественных корпусов и определения ПОВДВЛЬНЫХ ЗНЗЧЗНПЪДЙ выбрасывания В ТЗЧЕ ние всего процесса изготовления банок вышеописанным образом продолжается постоянная статистическая оценка определяемых как качественные корпусов. Таким образом. возможно формирование профиля качества.На фиг. За изображена исходная ситуация с малым разбросом и высокой чувствительностью. а именно Е 1000. На фиг. 56 изображена исходная ситуация со средним разбросом и малой чувствительностью. а именно Е 100.Таким образом. на фиг. Ба и 5 б изображены средние значения и разброс среднихзначений при выбранной чувствительностьЕ 1000 и Е 100 соответственно. Разброс и чувствительность являются относительными величинами. суть физического значения которых не должен быть известным обслуживающему персоналу. Высокая чувствительность означает более высокую вероятность того. что время от времени вы брасывается и качественный корпус. Боль шой разброс может иметь разные ППИЧИНЫ. например низкое качество используемого материала. нестабильную настройку машины. загрязнение машины и т.д.На фиг. 5 в и 5 г изображены возможные изменения после изображенного на фиг. Ба исходного положения. На фиг. 5 в изображеНО ОТКЛОНСНИЕ измеряемых величин. а нафиг. Эг изображены отклоняющееся среднее значение и увеличивающийся разброс. причем датчик А дает сигнал тревоги. Чрезмерное отклонение средних значений может обусловливаться следующими причинами смещением датчиков А. В вследствие обогрева машины. изменением настройки машины или свойств материала.Изменение разброса может обусловливаться следующими причинами возрастающей степенью загрязнения. ослаблением каких-либо соединений в сварочной машине.По достижении сигнала тревоги (что на графике согласно фиг. 5 г изображено тем. что обозначенные знаками измеряемые величины доходят до предела) обслуживающий персонал должен проверять качество продукции. Если качество неизменно высоко. то нажатием кнопки обучение можно вернуться к ситуации согласно фиг. 5 а. В зтом случае отклонение вызывалось не снижающими качество электросварки факторами. например изменением температуры в измерительном приборе. Значение подачи тревоги можно определять. например. так. что оно равно 10-кратному допустимому проценту брака.Получаемые в течение постоянного контроля хачества данные обеспечивают авто р 4 5 у оу имагическую регулировку путем дорегулировки. например. сварочного тока с помощью регулятора 26 так. что средниезначения снова возвращаются в исходное положение согласно фиг. за.Устройство для контроля качества алектросварки на корпусах для изготовления банок. содержащее последовательно соединенные блок измерения и преобразования параметров сварки. задатчик параметров сварки и первый блок памяти. а также блок сравнения. первым входом подключенный к блоку измерения и преобразования параметров сварки. а выходом к блоку регулирования и сигнализации. снабженному выбрасывателем негодных издепий.отл ича ю щеес я тем.что. с целью снижения вероятности ошибок. оно снабжено блоком задания фактора чувствительности. а задатчик параметров сварки содержит последовательно соединенные блок определения среднего профиля параметров сварки. второй блок памяти и блок определения полосы допуска. управляющие входы которого соединены с блоком задания фактора чувствительности. а первый блок памяти соединен с вторым входом блока сравнения.
МПК / Метки
МПК: B23K 11/24
Метки: изготовления, электросварки, качества, контроля, устройство, корпусах, банок
Код ссылки
<a href="https://kz.patents.su/7-2777-ustrojjstvo-dlya-kontrolya-kachestva-elektrosvarki-na-korpusah-dlya-izgotovleniya-banok.html" rel="bookmark" title="База патентов Казахстана">Устройство для контроля качества электросварки на корпусах для изготовления банок</a>
Устройство для контроля сопротивления изоляции движущегося кабельного изделия
Номер патента: 704
Опубликовано: 15.03.1994
Авторы: Чуганов Кабыльбек, Лесных Ольга Ивановна
МПК: G01R 31/12
Метки: изделия, устройство, изоляции, контроля, движущегося, кабельного, сопротивления
Формула / Реферат:
Изобретение может быть использовано при контроле уровня сопротивления изоляции кабельных изделий с пластмассовой и резиновой изоляцией в процессе их изготовления. Целью изобретения является повышение точности контроля. Изобретение является дополнительным к авт. св. № 1247794. по которому устройство содержит червячный пресс, на котором изготавливается изолированный провод, измеритель длины, измерительный электрод, приемный блок, источник...
Устройство для контроля температуры поверхности слябов в нагревательной печи
Номер патента: 1290
Опубликовано: 15.09.1994
Авторы: Титов Владимир Васильевич, Сивашинский Александр Яковлевич, Шандер Юрий Эвальдович, Намазбаев Тлеухан Серикбаевич, Медведев Яков Вениаминович, Финк Владимир Николаевич, Коршунов Виктор Кузьмич
МПК: G01J 5/12
Метки: нагревательной, температуры, контроля, слябов, устройство, поверхности, печи
Формула / Реферат:
Циферблатные весы с параллелограммным механизмом, состоящие из силоизмерителя, к тяге которого консольно подвешено грузоприемное устройство, параллелограммного механизма и тарирующего приспособления, отличающиеся тем, что, с целью улучшения удобства обслуживания и снижения трения в механизме, тарирующие грузики закреплены на горизонтальном звене шарнирного параллелограмма с возможностью перемещения вдоль звена, в качестве опоры на углах...
Способ контроля сопротивления изоляции движущихся кабельных изделий
Номер патента: 705
Опубликовано: 15.03.1994
Авторы: Лесных Ольга Ивановна, Чуганов Кабыльбек
МПК: G01R 31/12
Метки: сопротивления, способ, изделий, движущихся, контроля, кабельных, изоляции
Формула / Реферат:
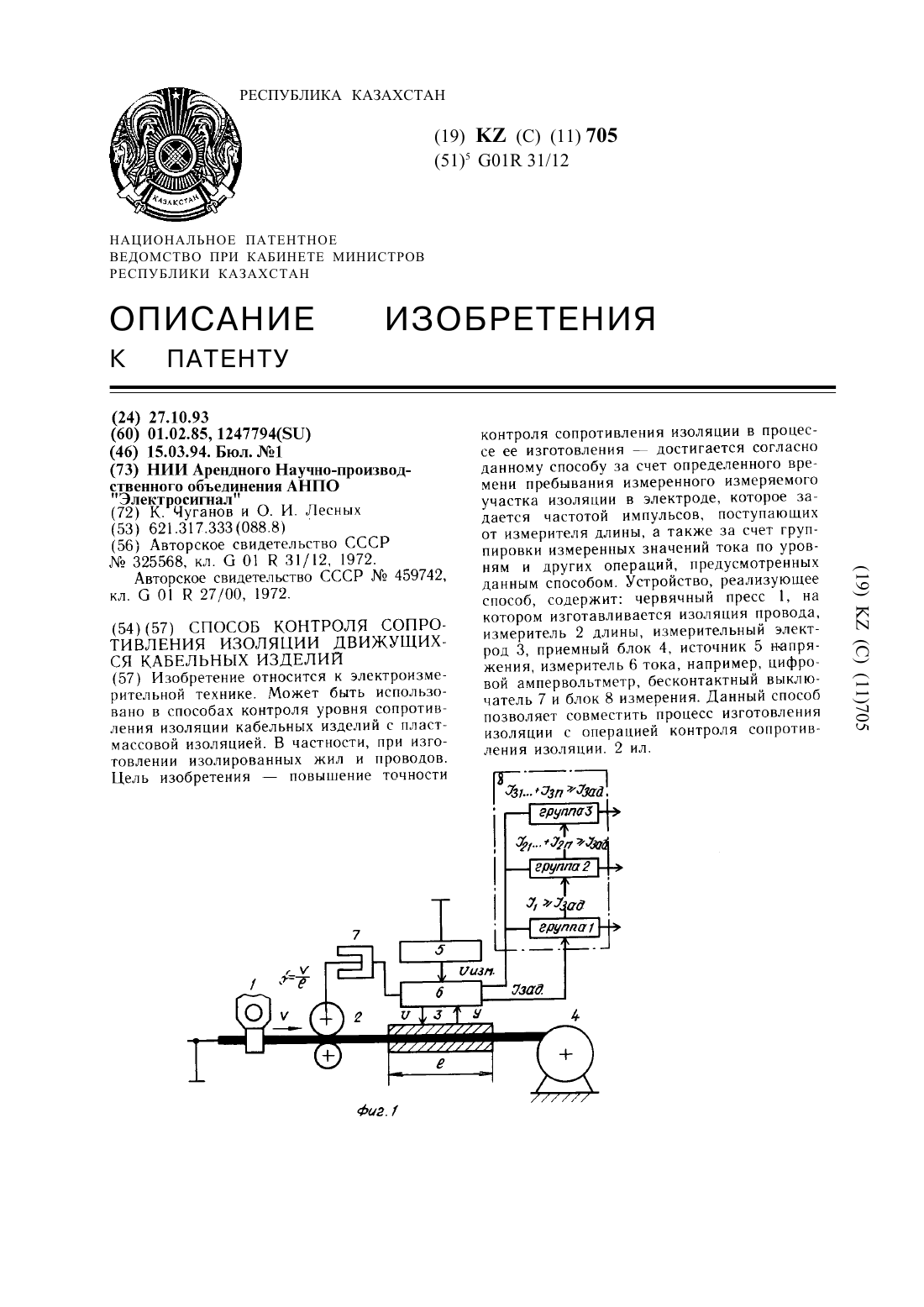
Изобретение относится к электроизмерительной технике. Может быть использовано в способах контроля уровня сопротивления изоляции кабельных изделий с пластмассовой изоляцией. В частности, при изготовлении изолированных жил и проводов. Цель изобретения - повышение точности контроля сопротивления изоляции в процессе ее изготовления - достигается согласно данному способу за счет определенного времени пребывания измеренного измеряемого участка...
Устройство для укупорки стеклянных банок металлическими крышками

Номер патента: 886
Опубликовано: 15.06.1994
Автор: Акылбеков Ануарбек
МПК: B67B 3/02
Метки: устройство, стеклянных, банок, укупорки, металлическими, крышками
Формула / Реферат:
Изобретение относится к укупорочной технике, а именно, к оборудованию для укупорки стеклянной тары, и может найти применение при домашнем консервировании продуктов питания, Целью изобретения является повышение качества укупорки, а также повышение удобства эксплуатации. Изменение направления прижимающих усилий для закаточных роликов обеспечивает повышение качества укупорки и удобство эксплуатации. Устройство для укупорки стеклянных банок...
Устройство для предварительной обработки электроразведочных сигналов
Номер патента: 714
Опубликовано: 15.03.1994
Автор: Шевченко Владимир Петрович
МПК: G01V 3/06
Метки: обработки, устройство, сигналов, электроразведочных, предварительной
Формула / Реферат:
Изобретение предназначено для использования в электроразведочных информационно-измерительных системах и может быть использовано при работе методами вызванной поляризации, индуктивным и заряда. Цель изобретения состоит в сокращении объема регистрируемой информации и в повышении достоверности регистрируемых значений параметров за счет вычисления показателей верности по заданным параметрам. Цель достигается за счет того, что в устройство для...
Предыдущий патент: Ручные ножницы
Следующий патент: Способ электронно-лучевой наплавки
Случайный патент: Устройство для сварки деталей из термопластичных материалов