Способ производства многослойных панелей
Формула / Реферат
Изобретение относится к строительной отрасли и предназначено для производства многослойных панелей, которые применяются для строительства быстровозводимых энергосберегающих зданий модульного типа. Панель конструкционная многослойная используется в качестве основных конструктивных элементов стен, внутренних перегородок, перекрытий и крыши.
Задачей предлагаемого изобретения является разработка технологического процесса изготовления многослойных панелей, отвечающих всем требованиям строительства быстровозводимых зданий модульного типа. Технический результат - получение многослойных панелей для основных элементов домов: наружных и внутренних стен, перекрытий и покрытий, с высокими теплоизоляционными характеристиками, с небольшим весом и с максимальной степенью заводской готовности сборочной панели. Технический результат достигается склеиванием полиуретановым клеем двух слоёв ориентированной стружечной плиты, между которыми методом прессования вклеивается полистирольная плита. По торцам панели вклеиваются деревянные шпонки, которые играют роль замка.
Применение несложного оборудования позволяют изготовить экономичные многослойные панели, которые имеют ряд преимуществ. Многослойные панели не требуют дополнительного утепления, большое преимущество в весе, так как строительство зданий из таких панелей не требует тяжёлой грузоподъёмной техники. Незначительный вес многослойных панелей позволяет применить недорогие малозаглубленные монолитные железобетонные фундаменты. Дома собранные из панелей, изготовленных по предлагаемой технологии, обеспечивают комфортабельное проживание в различных климатических условиях.
Текст
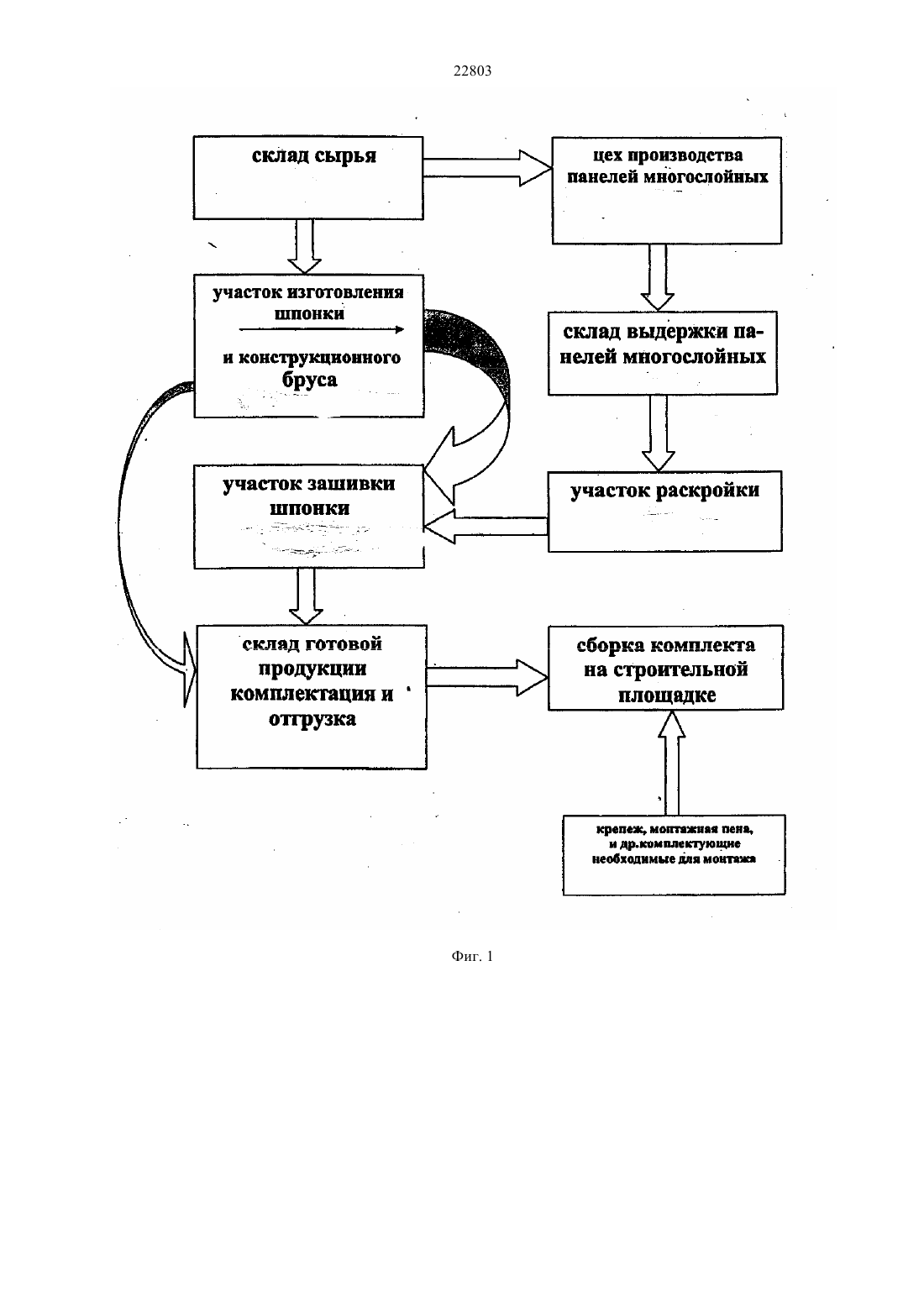
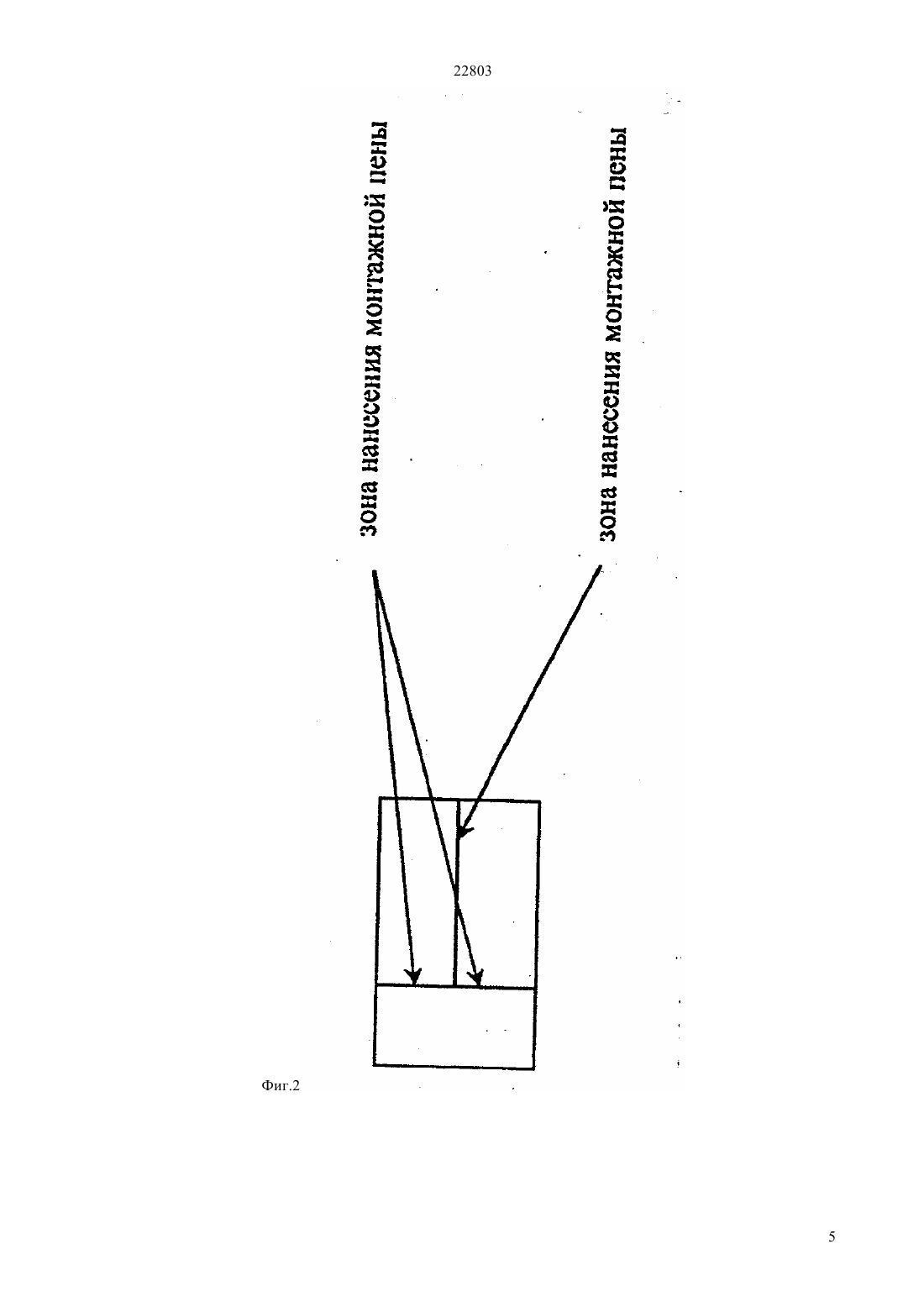
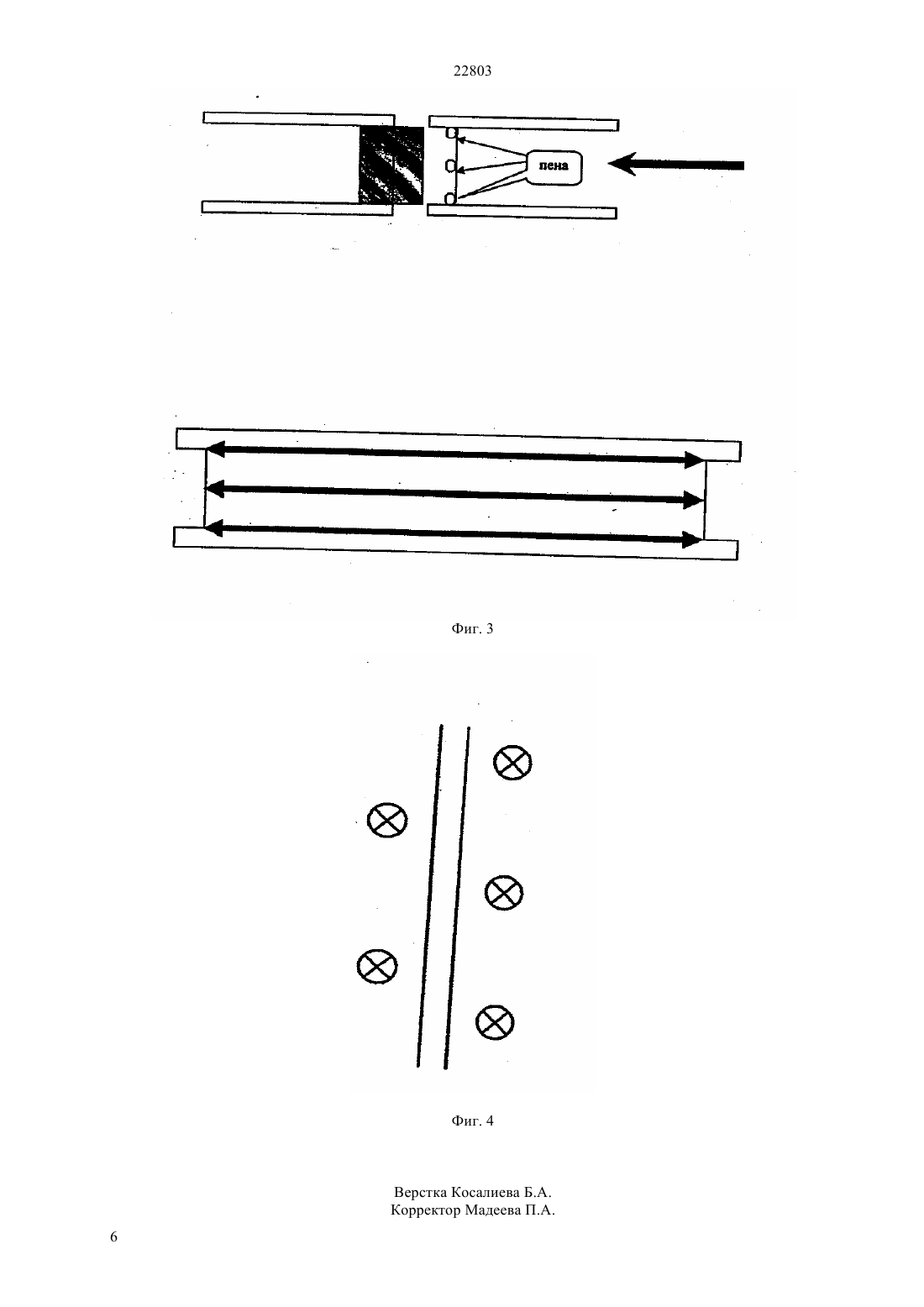
(51) 04 13/077 (2009.01) 04 13/10 (2009.01) 09 175/04 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ элементов домов наружных и внутренних стен,перекрытий и покрытий,с высокими теплоизоляционными характеристиками,с небольшим весом и с максимальной степенью заводской готовности сборочной панели. Технический результат достигается склеиванием полиуретановым клеем двух слов ориентированной стружечной плиты, между которыми методом прессования вклеивается полистирольная плита. По торцам панели вклеиваются деревянные шпонки,которые играют роль замка. Применение несложного оборудования позволяют изготовить экономичные многослойные панели,которые имеют ряд преимуществ. Многослойные панели не требуют дополнительного утепления,большое преимущество в весе, так как строительство зданий из таких панелей не требует тяжлой грузоподъмной техники. Незначительный вес многослойных панелей позволяет применить недорогие малозаглубленные монолитные железобетонные фундаменты. Дома собранные из панелей,изготовленных по предлагаемой технологии,обеспечивают комфортабельное проживание в различных климатических условиях.(73) Товарищество с ограниченной ответственностью Петропавловский завод строительных материалов(54) СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПАНЕЛЕЙ(57) Изобретение относится к строительной отрасли и предназначено для производства многослойных панелей, которые применяются для строительства быстровозводимых энергосберегающих зданий модульного типа. Панель конструкционная многослойная используется в качестве основных конструктивных элементов стен, внутренних перегородок, перекрытий и крыши. Задачей предлагаемого изобретения является разработка технологического процесса изготовления многослойных панелей,отвечающих всем требованиям строительства быстровозводимых зданий модульного типа. Технический результат получение многослойных панелей для основных 22803 Изобретение относится к строительной отрасли и предназначено для производства многослойных панелей, которые применяются для строительства быстровозводимых энергосберегающих зданий модульного типа. Панель конструкционная многослойная используется в качестве основных конструктивных элементов стен, внутренних перегородок, перекрытий и крыши. Результатом изобретения могут пользоваться все строительные организации, занимающиеся строительством жилого фонда,так как предлагаемая технология изготовления сборочных многослойных панелей позволит строить дома в любое время года и в максимально сжатые сроки. Известен способ производства многослойных панелей по ТУ 5362-001-32023899-2006. Панели изготавливают методом склеивания облицовки из плит с ориентированной плоской стружкой (ОСП) и полистирольной плиты типа ПСБ-С, с последующей опрессовкой. Для склеивания облицовок панелей с полистирольными плитами применяют однокомпонентный полиуретановый клей. В качестве соединительной детали для сборки используют полистирольную вставку. Изготовленные таким способом многослойные панели предназначены для применения в жилых малоэтажных зданиях. Недостатком данного способа изготовления многослойных панелей является то, что сборочные панели не имеют максимальной степени заводской готовности, а полиуретановая вставка не дат полной герметичности сборочных соединений панелей,такие панели не используют для перекрытия при сборке кровли. Задачей предлагаемого изобретения является разработка технологического процесса изготовления многослойных панелей,отвечающих всем требованиям строительства быстровозводимых зданий модульного типа. Технический результат получение многослойных панелей для основных элементов домов наружных и внутренних стен, перекрытий и покрытий, с высокими теплоизоляционными характеристиками, с небольшим весом и с максимальной степенью заводской готовности сборочной панели. Технический результат достигается склеиванием полиуретановым клеем двух слов ориентированной стружечной плиты, между которыми методом прессования вклеивается полистирольная плита. По торцам панели вклеиваются деревянные шпонки, которые играют роль замка. Панель конструкционная многослойная используется в качестве основных конструктивных элементов стен,внутренних перегородок, перекрытий и крыши. Дополнительного утепления эта конструкция не требует,так как наряду с высокими теплоизоляционными характеристиками,обусловленными свойствами используемых материалов,данная технология,благодаря идеальной геометрии сборочных элементов,позволяет добиться полной герметичности соединительных швов. 2 Предлагаемый способ осуществляется следующим образом. На фиг. 1 представлен технологический цикл производства многослойной панели. Он состоит из следующих этапов- изготовление деревянных конструкционных элементов-маркировка и комплектация крепжными и вспомогательными материалами сборка комплекта. На сборочный стол податся и укладывается вплотную к торцевым и боковым флажкам лист ориентированной стружечной плиты. Через кнопку на пульте управления клеевонаносимой установки опускают масляный затвор. Подкатывают клеевонаносимую установку к переднему краю ориентированной стружечной плиты, включают подачу клея через форсунки и подачу водяного тумана на передние и задние пневмораспылители. Перемещают клеевонаносимую установку вдоль ориентированной стружечной плиты до заднего края листа и прекращают подачу клея и водяного тумана. На ориентировано-стружечную плиту укладывают пенополистирольную плиту вплотную к торцевым и боковым флажкам. Подкатывают клеевонаносимую установку к переднему краю пенополистирольной плиты, включают подачу клея через форсунки и подачу водяного тумана на передние и задние пневмораспылители. Затем перемещают установку вдоль листа до заднего края, выключают подачу клея и водяного тумана. Погружают форсунки в ванну с техническим маслом. Укладывают лист ориентировано-стружечной плиты на пенополистирольную плиту вплотную к торцевым и боковым флажкам. Загружают панель с помощью рольганга в пневмопресс. Устанавливают на таймере время прессования. Регулятором давления выставляют давление прессования. Включают кнопку прессования, и прессплатформа поднимется до необходимого уровня. После чего включается таймер прессования. Через заданное время выдержки под давлением, автоматически податся сигнал на пневмораспределитель, прессплатформа опускается в нижнее положение. Процесс прессования закончен. Готовую панель перемешают из пресса на стол прима. Со стола прима складируют на выдержку в течение 24 часов, после чего отправляют в цех раскроя. По заданным параметрам производят раскройку и распиловку панелей. На участке деревянных заготовок подготавливают соединительную шпонку, части которой изготавливают из деревянного бруса и соединяют их в готовую шпонку особым образом при помощи монтажной пены и гвоздей (фиг.2). На участке зашивки шпонки производят крепление шпонки в пазу панели с помощью монтажной пены и саморезов. Нанесение монтажной пены производят тремя полосками две- по границе ориентированно-стружечной и пенополистирольной 22803 плит, третью - посередине полистирольной плиты без пропусков (фиг. 3). В пропененный паз вставляют шпонку и закрепляют сквозь ориентировочно-стружечной плиты саморезами змейкой (фиг. 4). Готовые конструкционные панели проходят контроль качества, маркировку и отправляются на склад готовой продукции. Со склада сборочные комплекты отправляют на строительные площадки для сборки быстровозводимых малоэтажных жилых зданий модульного типа. Возможность осуществления данного изобретения подтверждается применением простого, несложного оборудования. Сборочный стол служит для укладки и взаимного расположения частей многослойной панели, нанесения клея и подачи собранной панели в пресс. На сборочном столе смонтирована клеевонаносимая установка, которая представляет бой каркас, собранный из труб, передвигающийся на роликах по направляющим, проложенным вдоль сборочного стола. На установке расположена система нанесения клея и механизм нанесения водяного тумана. Над сборочным столом расположен клеевый насос, водяной насос,расходная водяная мкость. Система нанесения клея состоит из мкости с клеем, клеевого насоса,шарового крана с пневмоприводом, клеевой рампы,форсунок, масляного затвора с пневмоприводом. Подача клея из мкости производится клеевым насосом. Шаровой кран при включении насоса открывает подачу клея в рампу, а при отключении насоса - закрывает. Закрытие крана предотвращает вытекание клея из рампы и подсос воздуха вовнутрь рампы. Клеевая рампа представляет собой горизонтально расположенную трубу с заглушками с обеих сторон (для обеспечения возможности прочистки). В нижней части рампы расположены 36 съмных дозировочных форсунок, через которые клей наносится на изделие полосками через определнные промежутки. Масляной затвор предназначен для предотвращения полимеризации клея в форсунках во время остановки подачи клея. Он представляет собой ванну, заполненную техническим маслом. С помощью пневмоцилиндра ванна поднимается до уровня клеевой рампы, и форсунки погружаются в масло. Механизм нанесения водяного тумана предназначен для распыления водяного тумана на предварительно нанеснный клей. Вода является катализатором в реакции полимеризации клея, поэтому податся в два слоя первый наносится на материал перед нанесением клея, второй на слой нанеснного клея. Этот способ значительно увеличивает скорость полимеризации клея и способствует однородности клеевого слоя. Пресс пневматический предназначен для сжатия собранных панелей и выдерживания их под нагрузкой в течение времени, необходимого для затвердения клея, соединяющего детали панелей. Пресс представляет собой каркас из труб. На нижних поперечных балках установлены пневмоцилиндры. На пневмоцилиндрах лежит прессплатформа поднимающаяся при прессовании. Работу пневмоцилиндров обеспечивает компрессор. Применение несложного оборудования позволяют изготовить экономичные многослойные панели,которые имеют ряд преимуществ. Многослойные панели не требуют дополнительного утепления,большое преимущество в весе, так как строительство зданий из таких панелей не требует тяжлой грузоподъмной техники. Незначительный вес многослойных панелей позволяет применить недорогие малозаглубленные монолитные железобетонные фундаменты. Дома собранные из панелей,изготовленных по предлагаемой технологии,могут эксплуатироваться в температурном диапазоне от -50 С до 40 С и обеспечивать комфортабельное проживание даже в самых суровых климатических условиях. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ производства многослойных панелей,включающий склеивание двух слоев ориентировано-стружечной плиты, между которыми с помощью прессования и полиуретанового клея вклеивают пенополистирольную плиту,отличающийся тем, что при прессовании и склеивании используют распыление водяного тумана, а при сборке панелей с помощью монтажной пены и саморезов по торцам вклеивают деревянную шпонку. 2. Способ по п.1, отличающийся тем, что монтажную пену наносят без пропусков тремя полосками две - по границе ориентированностружечной плиты,третья посередине полистирольной плиты.
МПК / Метки
МПК: E04F 13/077, C09D 175/04, E04F 13/10
Метки: способ, панелей, производства, многослойных
Код ссылки
<a href="https://kz.patents.su/6-ip22803-sposob-proizvodstva-mnogoslojjnyh-panelejj.html" rel="bookmark" title="База патентов Казахстана">Способ производства многослойных панелей</a>
Панель многослойная
Номер инновационного патента: 22801
Опубликовано: 16.08.2010
Автор: Кондратов Александр Викторович
МПК: E04C 2/284
Метки: многослойная, панель
Формула / Реферат:
Изобретение относится к строительной отрасли, а именно к конструкции строительных многослойных панелей, которые применяются для строительства быстровозводимых энергосберегающих зданий модульного типа. Задачей предлагаемого изобретения является создание такой многослойной панели, которая имеет уникальные физико-механические и химические характеристики по теплопроводности, по повышенной прочности на изгиб и повышенной упругой прочности....
Способ изготовления стеновых панелей.
Номер предварительного патента: 2260
Опубликовано: 15.09.1995
Автор: Сухоруков Владимир Николаевич
МПК: C04B 33/00
Метки: способ, панелей, стеновых, изготовления
Формула / Реферат:
Изобретение относится к промышленности строительных материалов и может быть использовано для возведения стен малоэтажных зданий. Способ изготовления стеновых панелей включает приготовление пластичной керамической массы, формование панели с полыми каналами с помощью опалубки, состоящей из опалубочных щитов и установленных между ними полых элементов, сушку потоком воздуха, циркулирующего внутри каналов, и обжиг, который производят через полые...
Сырьевая смесь для изготовления стеновых панелей
Номер предварительного патента: 15714
Опубликовано: 16.05.2005
Авторы: Новожилов Виталий Александрович, Тептюк Павел Васильевич, Резунов Михаил Михайлович, Руденко Николай Васильевич, Алиев Садырбек Узбекович, Миллер Эдуард Моисеевич
МПК: C04B 28/04, C04B 14/38, C04B 38/10...
Метки: стеновых, панелей, сырьевая, смесь, изготовления
Формула / Реферат:
Изобретение относится к строительным материалам, в частности к поризованным бетонам дляизготовления стеновых панелей, предназначенныхдля возведения зданий и сооружений.Расширение ассортимента сырьевых смесей дляизготовления стеновых панелей, повышение прочности и долговечности панелей, исключение разложения компонентов смеси достигается тем, чтосырьевая смесь для изготовления стеновых панелей,содержащая цемент, пенообразователь и воду, согласно...
Способ ремонта утеплительного слоя наружных панелей зданий и сооружений
Номер патента: 15190
Опубликовано: 15.02.2007
Автор: Луцкий Лев Михайлович
МПК: E04G 23/02, E04B 1/74
Метки: способ, ремонта, наружных, зданий, сооружений, утеплительного, слоя, панелей
Формула / Реферат:
Изобретение относится к строительству и ремонту и может быть использовано для восстановления нарушенной теплоизоляции стен зданий и различных сооружений.
Способ соединения объемных блоков, стеновых панелей и описываемого каркаса здания из несущих толстостенных труб с помощью Н – образных соединительных элементов и вариант соединительного узла
Номер инновационного патента: 22189
Опубликовано: 15.01.2010
Автор: Крюков Виктор Михайлович
Метки: каркаса, несущих, стеновых, описываемого, элементов, толстостенных, объемных, здания, вариант, узла, труб, помощью, соединительного, соединительных, образных, панелей, блоков, соединения, способ
Формула / Реферат:
Изобретение относится к строительству зданий из объемных блоков и стеновых панелей с несущей рамой из толстостенных труб, и предлагаемый ниже каркас здания из толстостенных труб, которые с помощью Н-образного соединительного элемента соединяются в одно целое, образуя здание. Таким способом можно строить любые здания, и жилые, и общественные. Торговые центры, промышленные предприятия, офисы, школы, больницы, малоэтажные коттеджи и высотные жилые...
Предыдущий патент: Сборная армокирпичная перемычка
Следующий патент: Ампула для закрепления анкерного стержня в скважине
Случайный патент: Устройство для тренировки мышц