Инструмент для ковки заготовок прямоугольного поперечного сечения
Номер инновационного патента: 22497
Опубликовано: 17.05.2010
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич
Формула / Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при деформировании заготовок прямоугольного сечения.
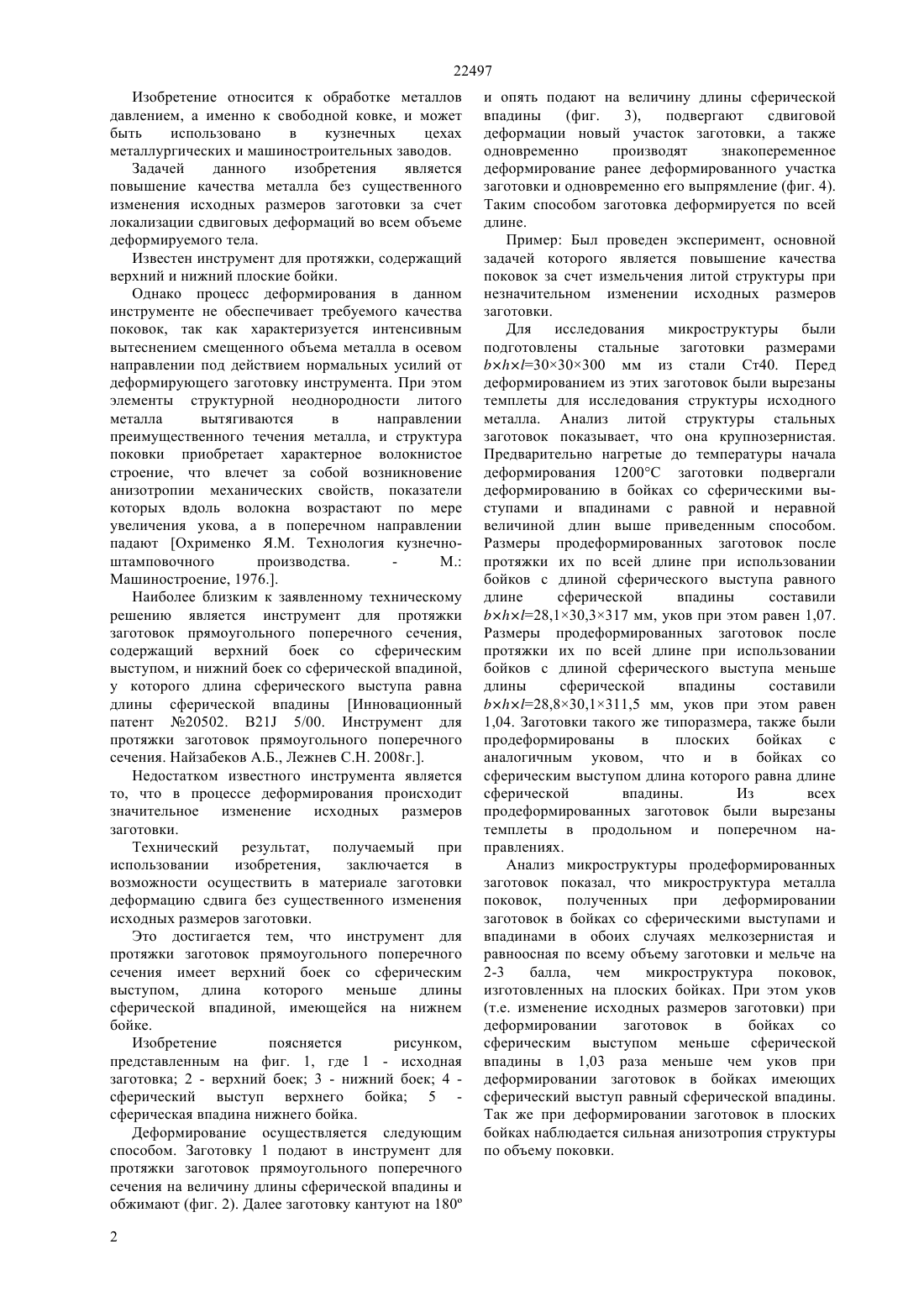
Инструмент для ковки заготовок прямоугольного поперечного сечения, содержащий верхний боек со сферическим выступом, и нижний боек со сферической впадиной, отличающийся тем, что длина сферического выступа меньше длины сферической впадины.
Текст
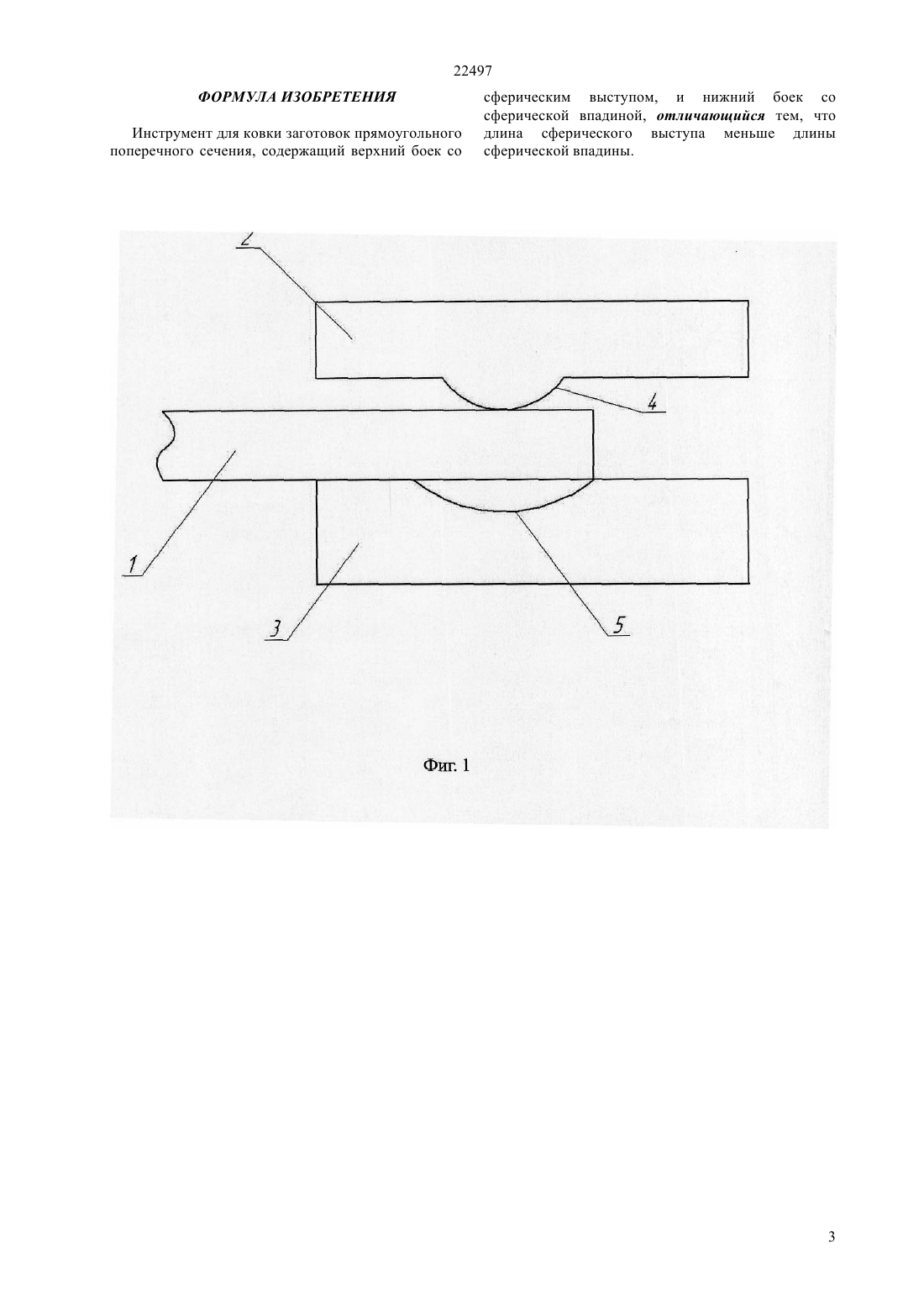
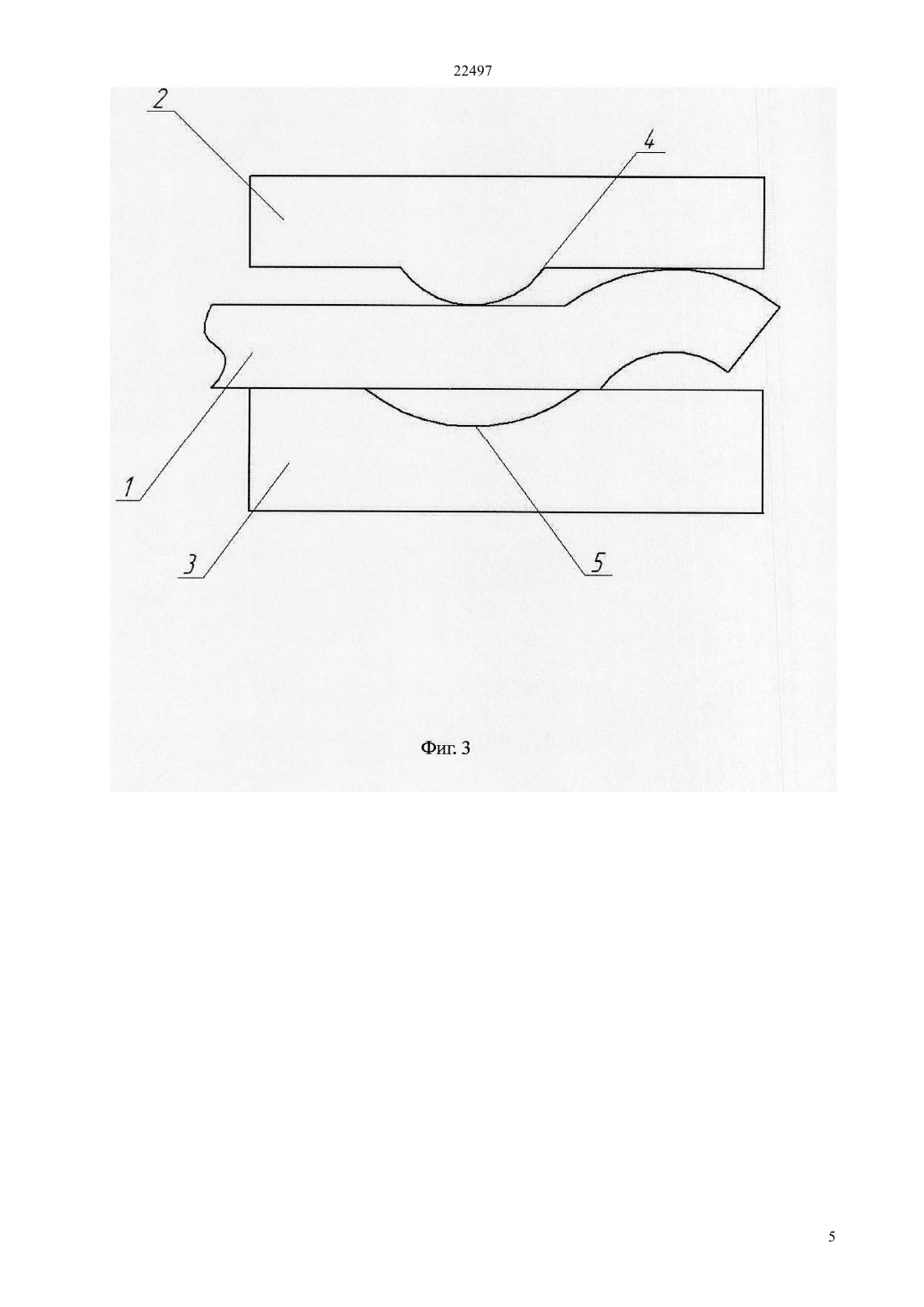
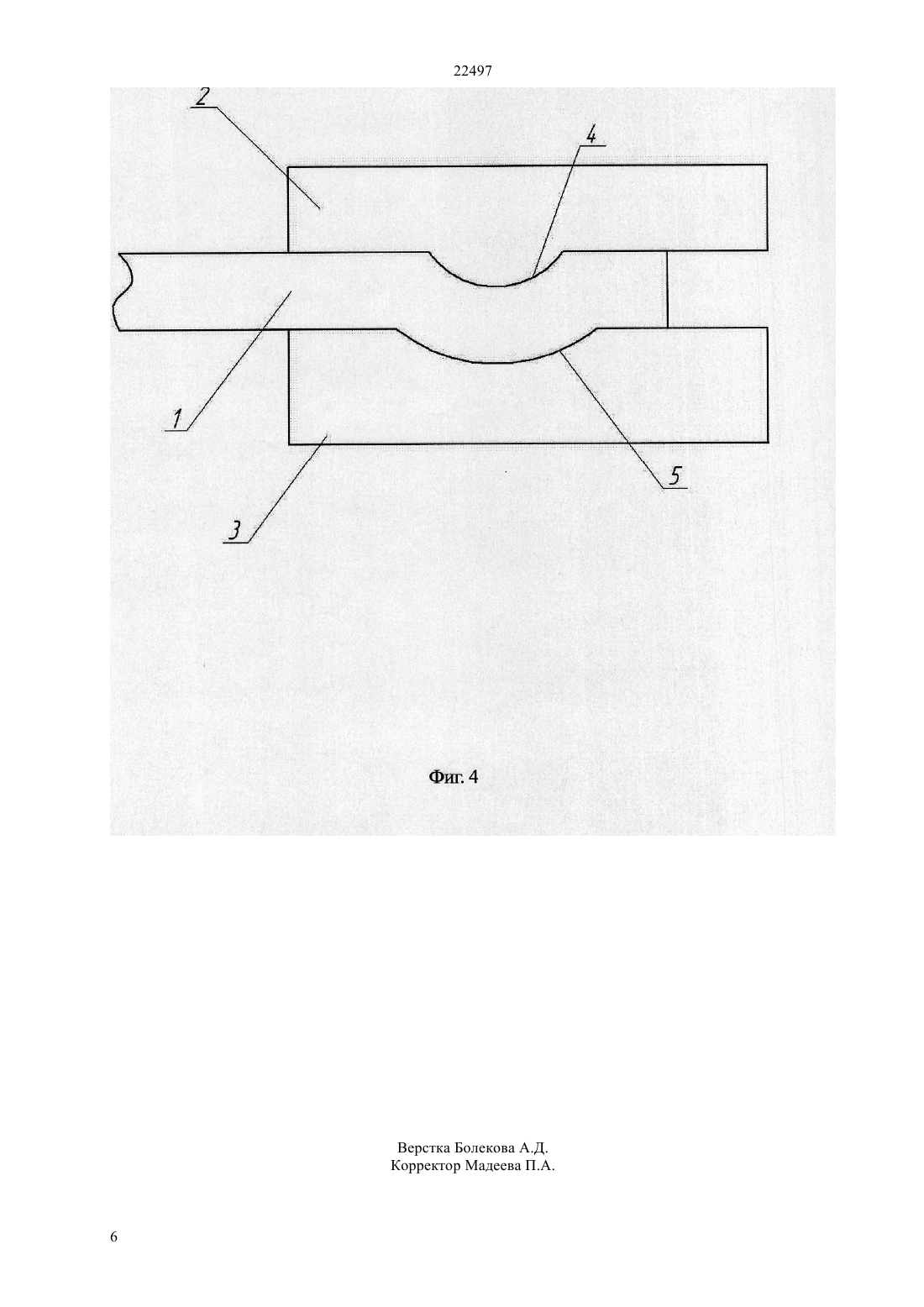
(51) 21 1/02 (2009.01) 21 1/04 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(54) ИНСТРУМЕНТ ДЛЯ КОВКИ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ(57) Изобретение относится к обработке металлов давлением и может быть использовано при деформировании заготовок прямоугольного сечения. Инструмент для ковки заготовок прямоугольного поперечного сечения, содержащий верхний боек со сферическим выступом, и нижний боек со сферической впадиной, отличающийся тем, что длина сферического выступа меньше длины сферической впадины.(72) Найзабеков Абдрахман Батырбекович Лежнев Сергей Николаевич(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан(56) Инновационный патент РК 20502, кл. В 21 5/00, 15.12.2008 22497 Изобретение относится к обработке металлов давлением, а именно к свободной ковке, и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов. Задачей данного изобретения является повышение качества металла без существенного изменения исходных размеров заготовки за счет локализации сдвиговых деформаций во всем объеме деформируемого тела. Известен инструмент для протяжки, содержащий верхний и нижний плоские бойки. Однако процесс деформирования в данном инструменте не обеспечивает требуемого качества поковок, так как характеризуется интенсивным вытеснением смещенного объема металла в осевом направлении под действием нормальных усилий от деформирующего заготовку инструмента. При этом элементы структурной неоднородности литого металла вытягиваются в направлении преимущественного течения металла, и структура поковки приобретает характерное волокнистое строение, что влечет за собой возникновение анизотропии механических свойств, показатели которых вдоль волокна возрастают по мере увеличения укова, а в поперечном направлении падают Охрименко Я.М. Технология кузнечноштамповочного производства. М. Машиностроение, 1976 Наиболее близким к заявленному техническому решению является инструмент для протяжки заготовок прямоугольного поперечного сечения,содержащий верхний боек со сферическим выступом, и нижний боек со сферической впадиной,у которого длина сферического выступа равна длины сферической впадины Инновационный патент 20502. 21 5/00. Инструмент для протяжки заготовок прямоугольного поперечного сечения. Найзабеков А.Б., Лежнев С.Н. 2008 г Недостатком известного инструмента является то, что в процессе деформирования происходит значительное изменение исходных размеров заготовки. Технический результат, получаемый при использовании изобретения,заключается в возможности осуществить в материале заготовки деформацию сдвига без существенного изменения исходных размеров заготовки. Это достигается тем, что инструмент для протяжки заготовок прямоугольного поперечного сечения имеет верхний боек со сферическим выступом, длина которого меньше длины сферической впадиной, имеющейся на нижнем бойке. Изобретение поясняется рисунком,представленным на фиг. 1, где 1 - исходная заготовка 2 - верхний боек 3 - нижний боек 4 сферический выступ верхнего бойка 5 сферическая впадина нижнего бойка. Деформирование осуществляется следующим способом. Заготовку 1 подают в инструмент для протяжки заготовок прямоугольного поперечного сечения на величину длины сферической впадины и обжимают (фиг. 2). Далее заготовку кантуют на 180 2 и опять подают на величину длины сферической впадины(фиг. 3),подвергают сдвиговой деформации новый участок заготовки, а также одновременно производят знакопеременное деформирование ранее деформированного участка заготовки и одновременно его выпрямление (фиг. 4). Таким способом заготовка деформируется по всей длине. Пример Был проведен эксперимент, основной задачей которого является повышение качества поковок за счет измельчения литой структуры при незначительном изменении исходных размеров заготовки. Для исследования микроструктуры были подготовлены стальные заготовки размерами 3030300 мм из стали Ст 40. Перед деформированием из этих заготовок были вырезаны темплеты для исследования структуры исходного металла. Анализ литой структуры стальных заготовок показывает, что она крупнозернистая. Предварительно нагретые до температуры начала деформирования 1200 С заготовки подвергали деформированию в бойках со сферическими выступами и впадинами с равной и неравной величиной длин выше приведенным способом. Размеры продеформированных заготовок после протяжки их по всей длине при использовании бойков с длиной сферического выступа равного длине сферической впадины составили 28,130,3317 мм, уков при этом равен 1,07. Размеры продеформированных заготовок после протяжки их по всей длине при использовании бойков с длиной сферического выступа меньше длины сферической впадины составили 28,830,1311,5 мм, уков при этом равен 1,04. Заготовки такого же типоразмера, также были продеформированы в плоских бойках с аналогичным уковом, что и в бойках со сферическим выступом длина которого равна длине сферической впадины. Из всех продеформированных заготовок были вырезаны темплеты в продольном и поперечном направлениях. Анализ микроструктуры продеформированных заготовок показал, что микроструктура металла поковок,полученных при деформировании заготовок в бойках со сферическими выступами и впадинами в обоих случаях мелкозернистая и равноосная по всему объему заготовки и мельче на 2-3 балла,чем микроструктура поковок,изготовленных на плоских бойках. При этом уков(т.е. изменение исходных размеров заготовки) при деформировании заготовок в бойках со сферическим выступом меньше сферической впадины в 1,03 раза меньше чем уков при деформировании заготовок в бойках имеющих сферический выступ равный сферической впадины. Так же при деформировании заготовок в плоских бойках наблюдается сильная анизотропия структуры по объему поковки. 22497 ФОРМУЛА ИЗОБРЕТЕНИЯ Инструмент для ковки заготовок прямоугольного поперечного сечения, содержащий верхний боек со сферическим выступом, и нижний боек со сферической впадиной, отличающийся тем, что длина сферического выступа меньше длины сферической впадины.
МПК / Метки
Метки: прямоугольного, инструмент, ковки, поперечного, заготовок, сечения
Код ссылки
<a href="https://kz.patents.su/6-ip22497-instrument-dlya-kovki-zagotovok-pryamougolnogo-poperechnogo-secheniya.html" rel="bookmark" title="База патентов Казахстана">Инструмент для ковки заготовок прямоугольного поперечного сечения</a>
Инструмент для протяжки заготовок прямоугольного поперечного сеченияКолденен кимасы тiк бурышты дайындаманы басып созуга арналган аспап
Номер инновационного патента: 20502
Опубликовано: 15.12.2008
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: тiк, поперечного, бурышты, прямоугольного, протяжки, дайындаманы, аспап, инструмент, созуга, арналган, кимасы, заготовок, басып
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при дефор-мировании заготовок прямоугольного сечения.
Инструмент для протяжки заготовок прямо-угольного поперечного сечения, содержащий верхний и нижний бойки, отличающийся тем, что верхний боек выполнен со сферическим выступом, а нижний боек со сферической впадиной, при этом длина сферического выступа равна длине сферической впадины.
Инструмент для ковки поковок типа плит и пластин
Номер предварительного патента: 17217
Опубликовано: 14.04.2006
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: ковки, поковок, типа, инструмент, пластин, плит
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при деформировании слитков и заготовок прямоугольного сечения.Инструмент для ковки поковок типа плит и пластин, содержащий верхний боек с трапециевидными выступами и нижний боек с трапециевидными впадинами, отличающийся тем, что трапециевидные выступы и впадины состоят из двух рядов, при этом выступы и впадины первого ряда смещены на четверть (1/4) шага относительно...
Инструмент для протяжки заготовок
Номер предварительного патента: 16622
Опубликовано: 15.12.2005
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B23D 39/00
Метки: инструмент, заготовок, протяжки
Формула / Реферат:
Изобретение относится к обработке металловдавлением и может быть использовано в кузнечныхцехах металлургических и машиностроительныхзаводов.Технический результат, получаемый при использовании изобретения, заключается в возможностиосуществить в материале заготовки дополнительныесдвиговые деформации с получением в конце процесса деформирования поковок заданной формы.Это достигается тем, что в первом варианте инструмент для протяжки заготовок имеет...
Инструмент для ковки
Номер предварительного патента: 18184
Опубликовано: 15.01.2007
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: ковки, инструмент
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при деформировании слитков, заготовок прямоугольного сечения, пластин и плит.
Инструмент для ковки, содержащий верхний и нижний плоские бойки, отличающийся тем, что верхний и нижний бойки имеют разную шероховатость рабочих поверхностей.
Инструмент для протяжки заготовок
Номер патента: 12369
Опубликовано: 15.12.2006
Авторы: Лежнев Сергей Николаевич, Ашкеев Жасулан Аманжолович, Найзабеков Абдрахман Батырбекович
МПК: B23D 37/00
Метки: протяжки, инструмент, заготовок
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при деформировании слитков, заготовок круглого и прямоугольного сечения.Технический результат изобретения заключается в возможности осуществить в материале заготовки деформации сдвига при вертикальном перемещении бойков.Для этого в инструмент для протяжки заготовок, включающий верхний и нижний бойки, горизонтальная поверхность каждого бойка выполнена с двумя...
Предыдущий патент: Способ обогащения сульфидных полиметаллических руд
Следующий патент: Автооператор
Случайный патент: Способ отсадки