Устройство для прессования металла
Номер патента: 25864
Опубликовано: 14.06.2013
Авторы: Панин Евгений Александрович, Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
Формула / Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения.
Устройство для прессования металла, включающее пуансон и матрицу, имеющую три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, отличается тем, что средний канал расположен под углом к входному и выходному каналам в трех плоскостях.
Технический результат, получаемый при использовании изобретения, заключается в повышении производительности процесса, а именно, в повышении эффективности упрочнения при интенсивной пластической деформации, увеличении коэффициента использования металла и снижении трудоемкости за счет конструктивного исполнения каналов прессования в матрице.
Текст
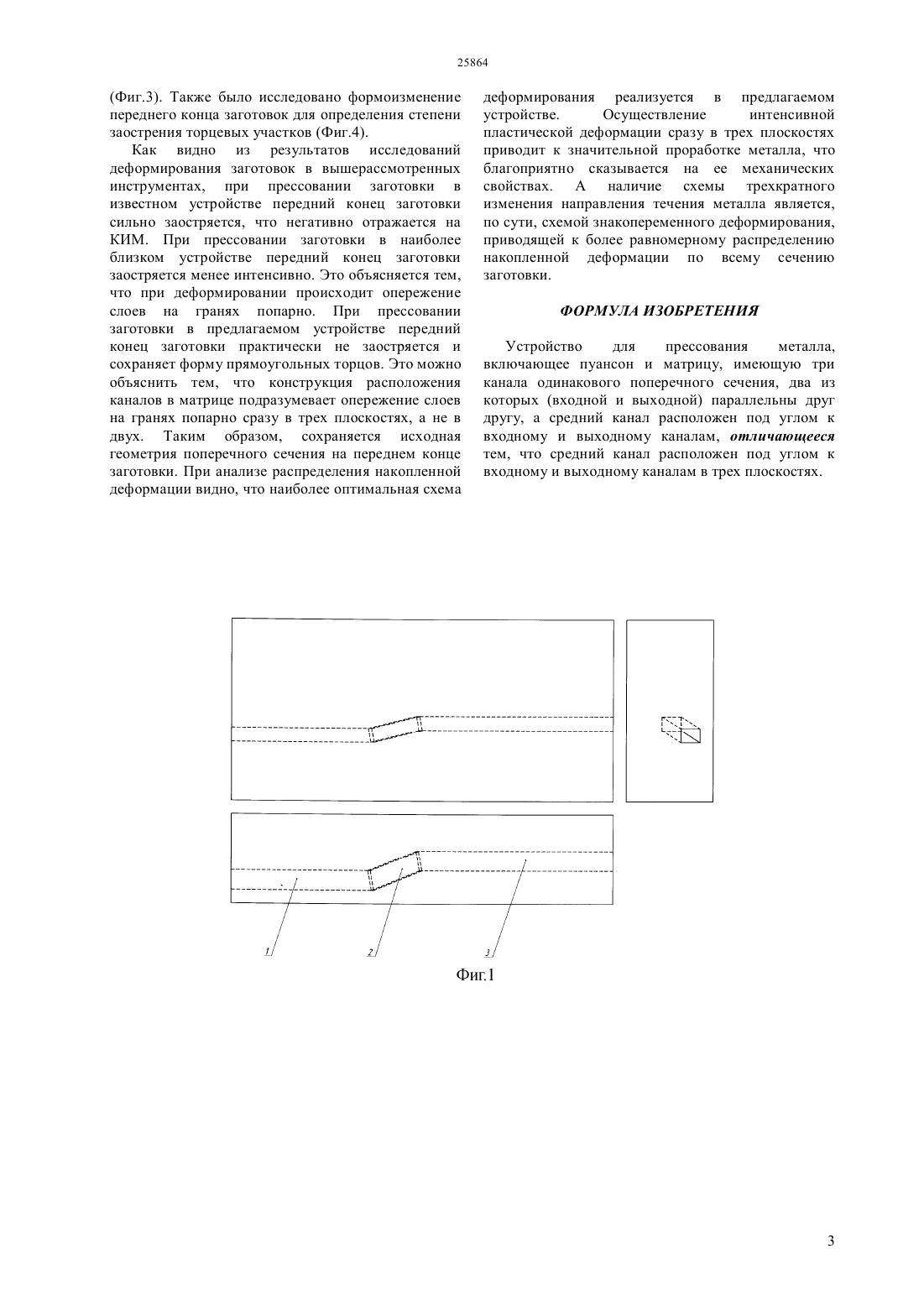
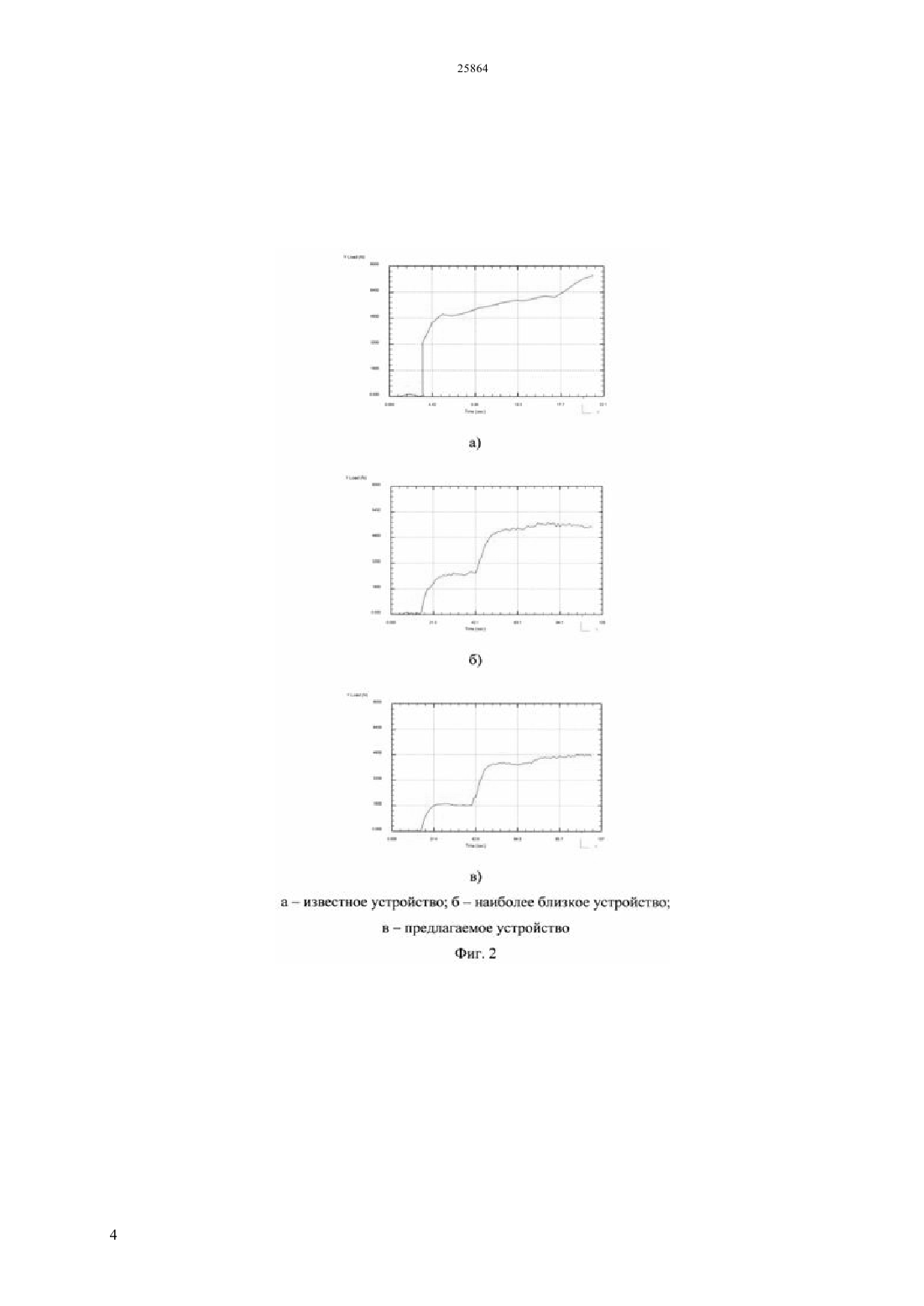
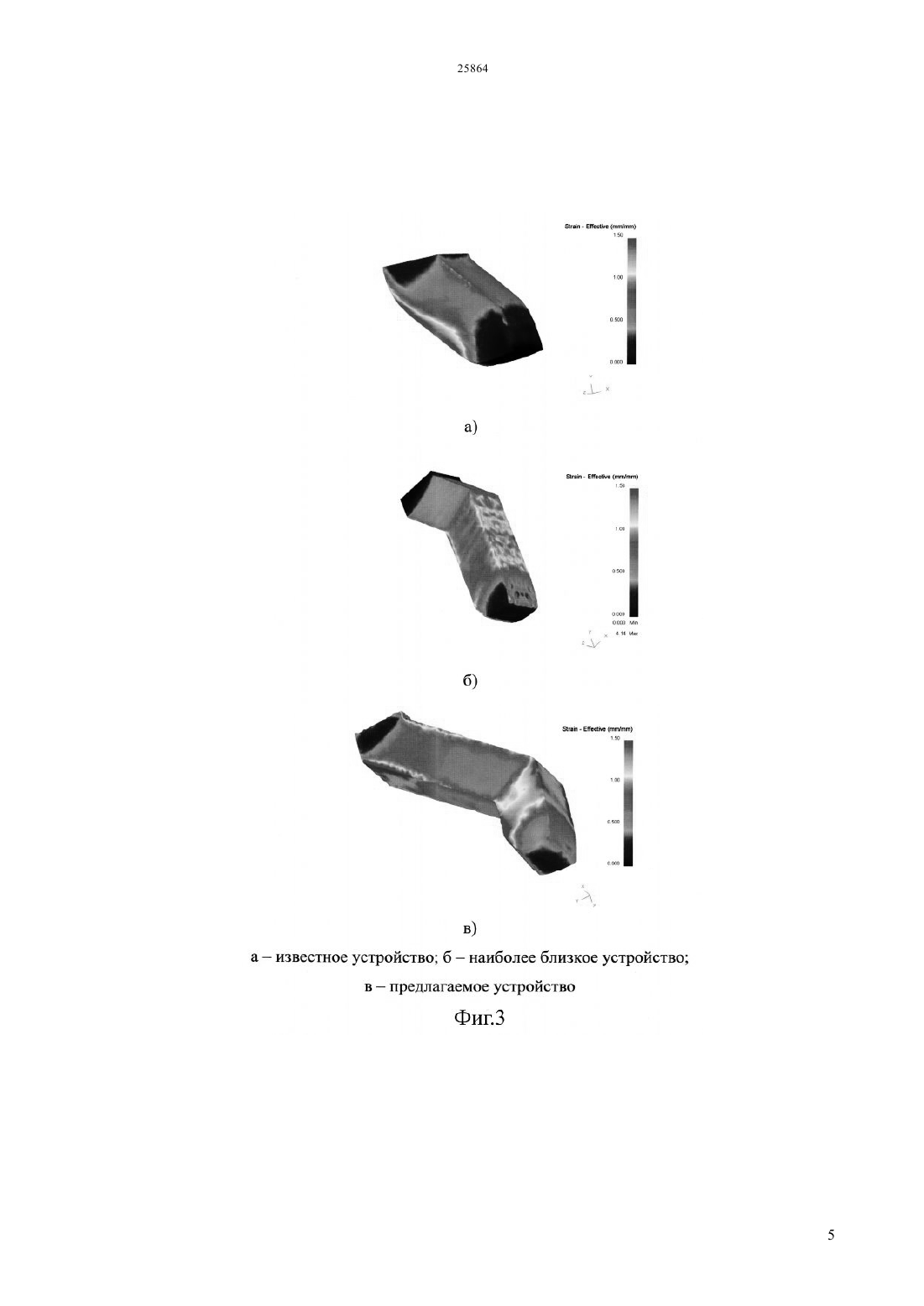
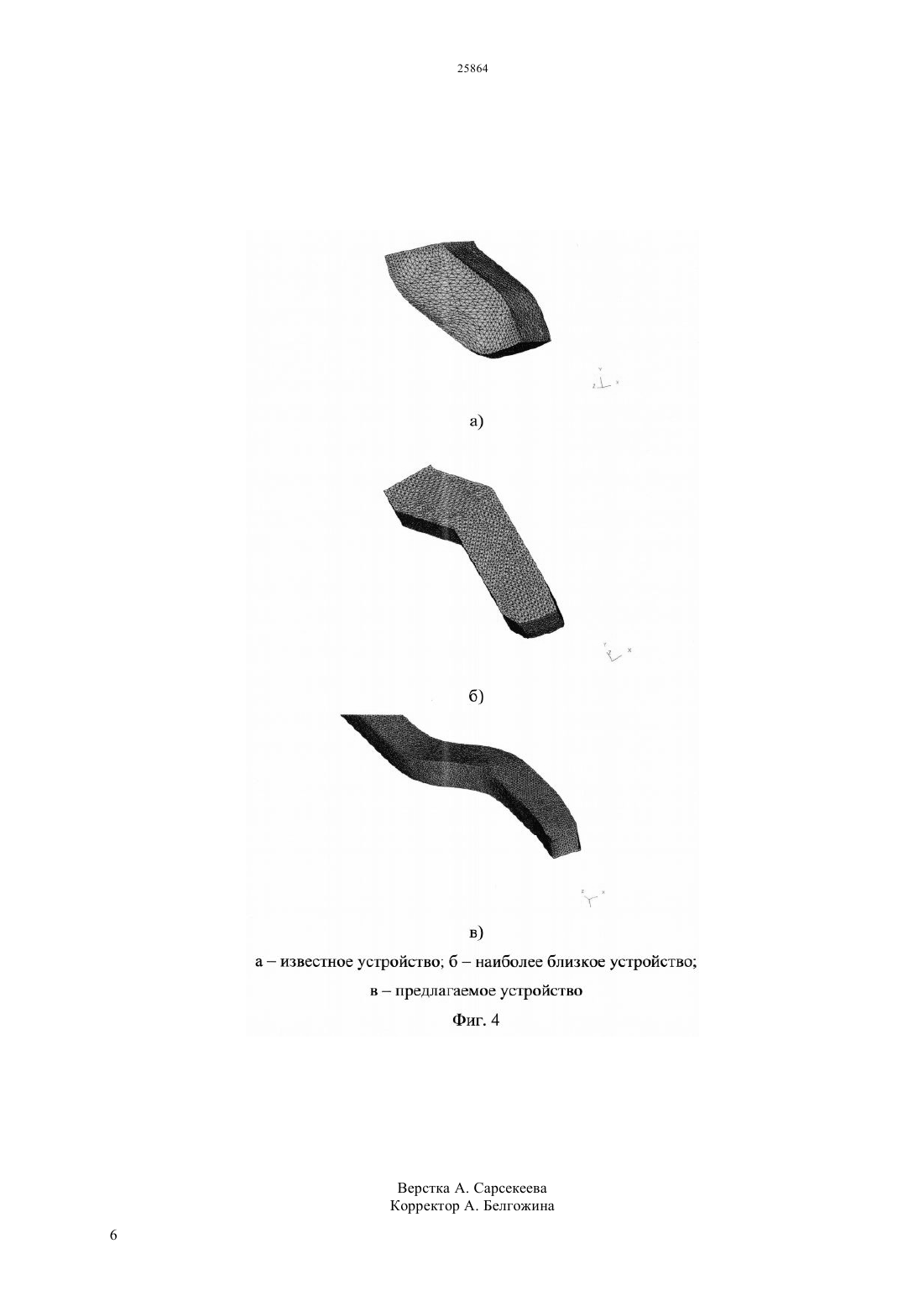
(51) 21 5/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ Устройство для прессования металла,включающее пуансон и матрицу, имеющую три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, отличается тем, что средний канал расположен под углом к входному и выходному каналам в трех плоскостях. Технический результат, получаемый при использовании изобретения,заключается в повышении производительности процесса, а именно, в повышении эффективности упрочнения при интенсивной пластической деформации,увеличении коэффициента использования металла и снижении трудоемкости за счет конструктивного исполнения каналов прессования в матрице.(72) Найзабеков Абдрахман Батырбекович Лежнев Сергей Николаевич Панин Евгений Александрович(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан(54) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛА(57) Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения. Изобретение относится к обработке металлов давлением, а именно, к прессованию заготовок, и может быть использовано в кузнечно-прессовых цехах металлургических и машиностроительных заводов. Известно устройство для прессования, имеющее два сообщенных канала, расположенных под углом один к другому Копылов В.И. и др. Процессы пластического структурообразования металлов. Минск. Навука и тэхника, 1994, с.26. Однако известное устройство для прессования имеет существенные недостатки. В частности, это большое потребное усилие деформирования,которое может привести к поломке оборудования. Наиболее близким к заявленному техническому решению является устройство для обработки металлов давлением, включающее пуансон и матрицу, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам Патент РФ 2181314. Устройство для обработки металлов давлением. Рааб Г.И.,КулясовГ.В., Полозовский В.А., Валиев Р.З., 2002. Недостатком известного устройства является невысокая степень упрочнения за один цикл деформирования. Еще одним существенным недостатком устройства является невозможность получения на данном устройстве заготовок с прямоугольными торцами. При деформировании характер течения является таким, что заготовка имеет заостренные под углом около 30 торцы. Для получения прямоугольных торцов необходимо механической обработкой удалять значительную часть металла,что существенно снижает коэффициент использования металла (КИМ). При многоцикловой обработке КИМ снижается еще больше, т.к. требуется операция по подравниванию торцов перед каждым циклом деформирования. В противном случае,из-за недостаточной устойчивости заостренной части заготовки при ее деформировании возникают дефекты типа зажим,которые также необходимо удалять механической обработкой. Задачей данного изобретения является повышение производительности процесса прессования и улучшение качества металла заготовки без существенного изменения исходных размеров заготовки. Технический результат, получаемый при использовании изобретения,заключается в повышении производительности процесса, а именно, в повышении эффективности упрочнения при интенсивной пластической деформации,увеличении коэффициента использования металла и снижении трудоемкости за счет конструктивного исполнения каналов прессования в матрице. Это достигается тем, что устройство для прессования металла включает пуансон и матрицу,имеющую три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному 2 каналам, отличается тем, что средний канал расположен под углом к входному и выходному каналам не в двух, а в трех плоскостях. Наличие в матрице среднего канала,расположенного под углом к входному и выходному каналам в трех плоскостях, позволяет развивать значительные сдвиговые деформации во всем объеме обрабатываемой заготовки при незначительном изменении ее начальных размеров. При этом реализуется два акта интенсивной пластической деформации при первой интенсивной пластической деформации происходит опережение слоев боковой и нижней граней заготовки, а при второй интенсивной пластической деформации опережение слоев второй боковой и верхней граней. При этом искажение торцевых участков оказывается минимальным. Изобретение поясняется рисунком,представленным на фиг.1, где 1-входной канал матрицы, 2 - промежуточный (деформирующий) канал матрицы, 3 - выходной канал матрицы. Прессование в данном устройстве осуществляется следующим образом. Предварительно нагретая до температуры начала деформирования заготовка задается в приемный канал матрицы, которая при помощи пуансона проталкивается последовательно в наклонный промежуточный, а затем в выходной канал. После того, как пуансон полностью продавит заготовку в приемном канале, в матрицу задается следующая заготовка, которая передним концом выталкивает предыдущую заготовку из матрицы. Для проверки эффективности деформирования заготовок в предлагаемом устройстве было проведено моделирование процесса прессования. Результаты моделирования сравнивались с результатами моделирования прессования в известном устройстве для прессования, а также в наиболее близком устройстве. Моделирование проводилось в программном комплексе 3. Во всех трех случаях моделировали деформирование заготовки размерами 1520150 мм. В качестве материала произвольно из базы данных -3 была выбрана сталь 15,нагретая до температуры 1100 С. Для начала были построены и проанализированы графики возникающего усилия прессования (Фиг.2). Как видно из графиков, при деформировании в известном устройстве усилие прессования является максимальным. При сравнении графиков усилия прессования в предлагаемом и наиболее близком устройствах можно заметить, что значения усилия на этих графиках отличаются незначительно. Это объясняется тем, что в наиболее близком устройстве заложена схема двукратного изменения направления течения металла, а в предлагаемом устройстве заложена схема трехкратного изменения направления течения металла. Чтобы показать эффективность реализации прессования в предлагаемом устройстве, было проведено сравнение распределения накопленной деформации в заготовках, продеформированных в предлагаемом и наиболее близком устройствах(Фиг.3). Также было исследовано формоизменение переднего конца заготовок для определения степени заострения торцевых участков (Фиг.4). Как видно из результатов исследований деформирования заготовок в вышерассмотренных инструментах, при прессовании заготовки в известном устройстве передний конец заготовки сильно заостряется, что негативно отражается на КИМ. При прессовании заготовки в наиболее близком устройстве передний конец заготовки заостряется менее интенсивно. Это объясняется тем,что при деформировании происходит опережение слоев на гранях попарно. При прессовании заготовки в предлагаемом устройстве передний конец заготовки практически не заостряется и сохраняет форму прямоугольных торцов. Это можно объяснить тем, что конструкция расположения каналов в матрице подразумевает опережение слоев на гранях попарно сразу в трех плоскостях, а не в двух. Таким образом, сохраняется исходная геометрия поперечного сечения на переднем конце заготовки. При анализе распределения накопленной деформации видно, что наиболее оптимальная схема деформирования реализуется в предлагаемом устройстве. Осуществление интенсивной пластической деформации сразу в трех плоскостях приводит к значительной проработке металла, что благоприятно сказывается на ее механических свойствах. А наличие схемы трехкратного изменения направления течения металла является,по сути, схемой знакопеременного деформирования,приводящей к более равномерному распределению накопленной деформации по всему сечению заготовки. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для прессования металла,включающее пуансон и матрицу, имеющую три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, отличающееся тем, что средний канал расположен под углом к входному и выходному каналам в трех плоскостях.
МПК / Метки
МПК: B21J 5/00
Метки: устройство, металла, прессования
Код ссылки
<a href="https://kz.patents.su/6-25864-ustrojjstvo-dlya-pressovaniya-metalla.html" rel="bookmark" title="База патентов Казахстана">Устройство для прессования металла</a>
Устройство для непрерывного прессования металла
Номер патента: 23802
Опубликовано: 14.09.2012
Авторы: Панин Евгений Александрович, Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00, B21C 25/00
Метки: устройство, непрерывного, прессования, металла
Текст:
...МУЛА ИЗОБРЕТЕНИЯ Устройство для непрерывного прессования металла, включающее два валка, один из которых выполнен с ручьем, другой - с выступом,образующие рабочий калибр, на выходе которого установлена матрица, отличающееся тем, что матрица имеет три последовательно расположенных канала одинакового поперечного сечения, два из которых - входной и выходной - параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для непрерывного прессования металлов
Номер инновационного патента: 26892
Опубликовано: 15.05.2013
Авторы: Лежнев Сергей Николаевич, Панин Евгений Александрович
МПК: B21J 5/00
Метки: металлов, непрерывного, устройство, прессования
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного и квадратного сечения.Устройство для непрерывного прессования металла, включающее два валка с гладкой бочкой, на выходе из которых установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для совмещения разливки и прессования металла
Номер инновационного патента: 26715
Опубликовано: 15.03.2013
Авторы: Исагулов Аристотель Зейнуллинович, Буканов Жанат Умиртаевич, Ашкеев Жасулан Аманжолович, Айткенов Нурбек Болатович, Куликов Виталий Юрьевич
МПК: B21J 5/00
Метки: устройство, металла, разливки, прессования, совмещения
Формула / Реферат:
«Устройство для совмещения разливки и прессования металла» Изобретение относиться к литейному и кузнечно-прессовому производству, а также может использоваться в металлургических и машиностроительных предприятиях, для производства металлоизделии с повышенными физико-механическими свойствами, использующие в различных отраслях промышленности в деталях и узлах ответственного назначения.Задача изобретения - создание устройства, обеспечивающего...
Устройство для углового прессования
Номер инновационного патента: 20970
Опубликовано: 16.03.2009
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович, Андреященко Виолетта Александровна
МПК: B21J 5/00
Метки: прессования, углового, устройство
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.
Устройство для углового прессования
Номер инновационного патента: 22896
Опубликовано: 15.09.2010
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович, Андреященко Виолетта Александровна
МПК: B21J 5/00
Метки: углового, прессования, устройство
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, выходной канал матрицы снабжен ступенью, сужающей данный канал, отличающееся тем, что стык каналов инструмента выполнен со скруглением.
Предыдущий патент: Способ извлечения благородных металлов из хвостов гравитационного обогащения глинистых руд коры выветривания
Следующий патент: Способ извлечения рения из урансодержащих растворов
Случайный патент: Способ определения содержания триизобутилового эфира фосфорной кислоты в инертных органических растворителях