Устройство для совмещения разливки и прессования металла
Номер инновационного патента: 26715
Опубликовано: 15.03.2013
Авторы: Ашкеев Жасулан Аманжолович, Айткенов Нурбек Болатович, Куликов Виталий Юрьевич, Исагулов Аристотель Зейнуллинович, Буканов Жанат Умиртаевич
Формула / Реферат
«Устройство для совмещения разливки и прессования металла» Изобретение относиться к литейному и кузнечно-прессовому производству, а также может использоваться в металлургических и машиностроительных предприятиях, для производства металлоизделии с повышенными физико-механическими свойствами, использующие в различных отраслях промышленности в деталях и узлах ответственного назначения.
Задача изобретения - создание устройства, обеспечивающего равномерность деформации.
Устройство для совмещения разливки и прессования заготовок, включающее два канала, при этом между каналами выполнен третий канал, образующий одинаковый угол наклона к первому и второму каналам, отличающаяся тем, что матрица состоит из двух полуматриц, заключенных в контейнер, в разъеме между которыми выполнен литниковый канал для заливки жидкого металла и отверстия для охлаждения матрицы водой
Технический результат, получаемый при использовании изобретения, заключается в возможности реализовать в обрабатываемой заготовке равномерные максимальные деформации, повысить качества металла и снизить количество циклов продавливания.
Текст
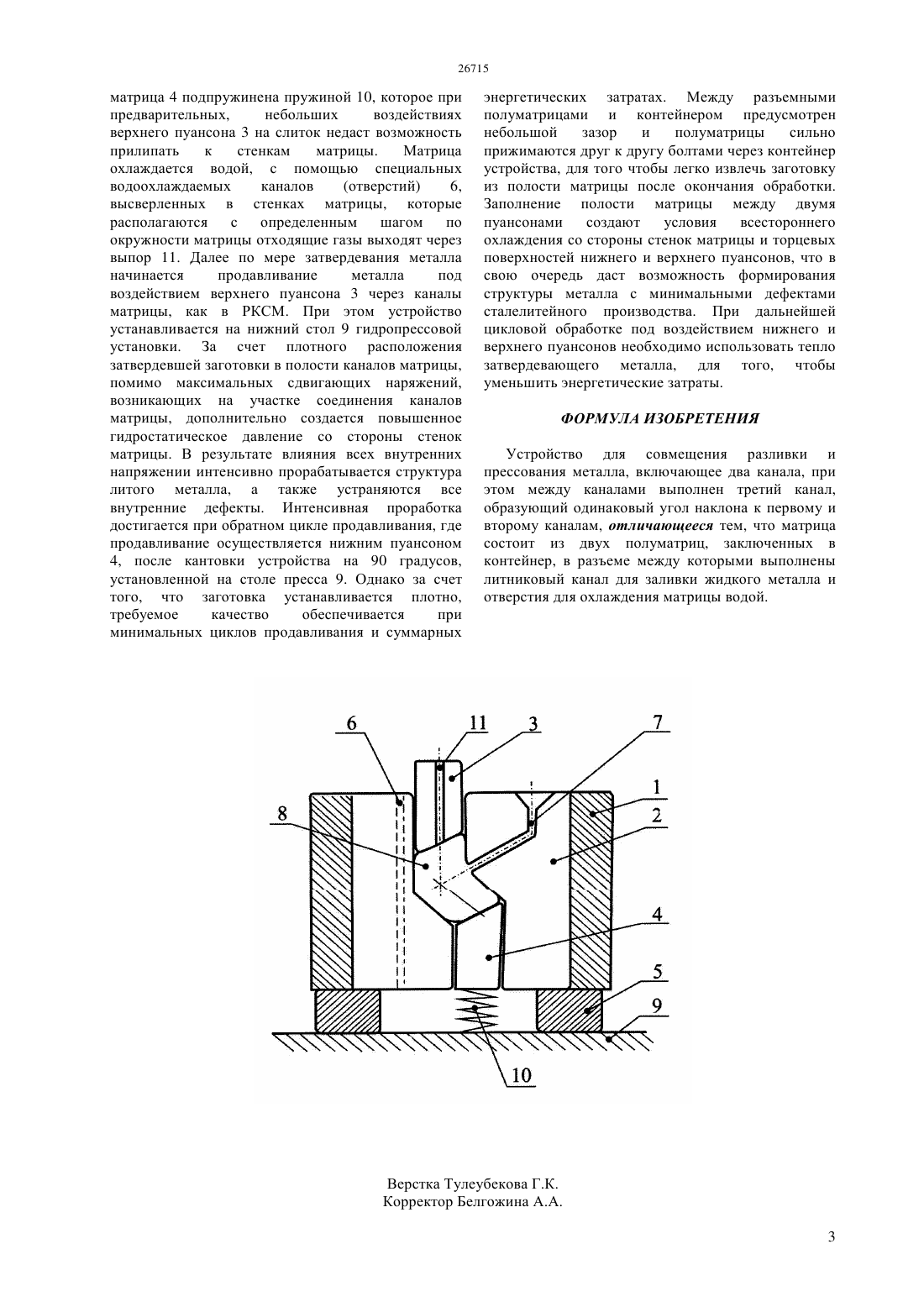
(51) 21 5/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Задача изобретения - создание устройства,обеспечивающего равномерность деформации. Устройство для совмещения разливки и прессования заготовок, включающее два канала, при этом между каналами выполнен третий канал,образующий одинаковый угол наклона к первому и второму каналам, отличающаяся тем, что матрица состоит из двух полуматриц, заключенных в контейнер, в разъеме между которыми выполнен литниковый канал для заливки жидкого металла и отверстия для охлаждения матрицы водой Технический результат,получаемый при использовании изобретения,заключается в возможности реализовать в обрабатываемой заготовке равномерные максимальные деформации,повысить качество металла и снизить количество циклов продавливания.(72) Исагулов Аристотель Зейнуллинович Ашкеев Жасулан Аманжолович Куликов Виталий Юрьевич Буканов Жанат Умиртаевич Айткенов Нурбек Болатович(54) УСТРОЙСТВО ДЛЯ СОВМЕЩЕНИЯ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛА(57) Изобретение относится к литейному и кузнечно-прессовому производству, а также может использоваться в металлургических и машиностроительных предприятиях,для производства металлоизделии с повышенными физико-механическими свойствами, использующие в различных отраслях промышленности в деталях и узлах ответственного назначения. Изобретение относится к литейному и кузнечнопрессовому производству,а также может использоваться в металлургических и машиностроительных предприятиях,для производства металлоизделий с повышенными физико-механическими свойствами, использующие в различных отраслях промышленности в деталях и узлах ответственного назначения. Известно устройство для равноканального углового прессования (РКУП), состоящее из двух каналов равного поперечного сечения, которые соединены под углом 90, где на участке соединения каналов металл испытывает простой сдвиг,положительно влияющий на закрытие и залечивание всех внутренних дефектов. При этом торцевая поверхность исходной заготовки плотно соприкасается с боковым каналом РКУП, что способствует развитию максимальных сдвигающих сил и соответственно деформаций. Сегал В.М.,Ганаго О.А., Павлик Д.А. Обработка литых образцов простым сдвигом.// Кузнечноштамповочное производство. 1980. 2.-с.7-9. Однако для преодоления сопротивления металла,находящийся в полости бокового канала, требуется оборудования с большими усилиями деформирования,что сопровождаются значительными энергетическими затратами и может привести к поломке инструментов и применяемого оборудования. По своей технической сущности наиболее близким к заявляемому изобретению является равноканальная матрица для прессования заготовок,включающая два канала, при этом между каналами выполнен третий канал, образующий одинаковый угол наклона к первому и второму каналам. Предпатент РК,15279, МПК В 21 5/00, опуб. 17.01.2005. При переходе из одного канала матрицы в другой металл на участке соединения каналов испытывает простой сдвиг, суммарное значение интенсивности деформации которых равен аналогичному значению в РКУП прессовании,но усилие продавливания в РКСМ (равноканальные ступенчатые матрицы) меньше 1,5-2 раза, по сравнению РКУП прессования. Однако недостатком известного устройства является то, что при установке исходной заготовки для прессования в полость РКСМ (используют в основном цилиндрические заготовки - прокат),между торцевой поверхностью исходной заготовки и стенкой наклонного промежуточного канала образуется пространство. Образование данного пространства связано с тем, что каналы матрицы соединены не под прямым углом (как в РКУП), а под углом 2090. При продавливании заготовки через промежуточный канал матрицы в выходной,металл подвергается неравномерному деформированию,из-за воздействия сил контактного трения, возникающий между стенами канала матрицы и продавливаемой заготовки,которые препятствуют течению металла. В результате влияния сил трения передний конец заготовки будет сильно искажаться до заполнения промежуточного наклонного канала матрицы, т.е. до 2 выходного канала матрицы. Для устранения неравномерности деформации потребуются большое количество циклов продавливания (один цикл заключается в следующем продавливания заготовки в одном направлении, второй - обратно предыдущему). Увеличение циклов продавливания значительно повышает производительность процесса, а также увеличивается суммарное усилие,что приводит к значительным энергетическим затратам. Кроме того, действие максимальных сдвигающих сил со стороны стенок наклонного канала матрицы начнется после того, как только торцевая поверхность исходной заготовки полностью соприкоснется с наклонным каналом матрицы. Задачей изобретения является создание устройства,обеспечивающего равномерность деформации. Технический результат,получаемый при использовании изобретения,заключается в возможности реализовать в обрабатываемой заготовке равномерные максимальные деформации,повысить качества металла и снизить количество циклов продавливания. Устройство для совмещения разливки и прессования заготовок, включающее два канала, при этом между каналами выполнен третий канал,образующий одинаковый угол наклона к первому и второму каналам при этом, матрица состоит из двух полуматриц, заключенных в контейнер, в разъеме между которыми выполнен литниковый канал для заливки жидкого металла и отверстия для охлаждения матрицы водой. Это достигается при условии, когда форма переднего конца исходной заготовки будет плотно прилегать к стенкам промежуточного наклонного канала матрицы и противодавлению, что в свою очередь возможно только при заливке полости каналов матрицы жидким металлом, т.к. изогнутую заготовку установить в полость матрицы невозможно. Изобретение поясняется рисунком, схема которого показано на фиг.1, в котором изображено устройство, содержащее 1 - контейнер, 2 разъемная полуматрица, 3 - верхний и 4 - нижний пуансон, 5 - подставное кольцо, 6-каналы(отверстия) матрицы для охлаждения водой, 7 литниковые каналы для заливки металла, 8 обрабатываемая заготовка, 9 - нижний стол пресса,10 - пружина, 11 - выпор. Устройство работает следующим образом жидкий металл строго определенного объема,соответствующее объему получаемого металлоизделия, либо из сталеразливочного или промежуточного ковша заливается через литниковую систему 7 непосредственно в промежуточный и заходной каналы матрицы, либо используя литье под давлением через литниковую систему 7 поступает в полость каналов матрицы,состоящий из двух полуматриц 2 и заполняет жидким металлом, начиная от противодавления матрицы 4, которое является в данный момент дном матрицы, до верхнего пуансона 3. При этом нижняя матрица 4 подпружинена пружиной 10, которое при предварительных,небольших воздействиях верхнего пуансона 3 на слиток недаст возможность прилипать к стенкам матрицы. Матрица охлаждается водой, с помощью специальных водоохлаждаемых каналов(отверстий) 6,высверленных в стенках матрицы, которые располагаются с определенным шагом по окружности матрицы отходящие газы выходят через выпор 11. Далее по мере затвердевания металла начинается продавливание металла под воздействием верхнего пуансона 3 через каналы матрицы, как в РКСМ. При этом устройство устанавливается на нижний стол 9 гидропрессовой установки. За счет плотного расположения затвердевшей заготовки в полости каналов матрицы,помимо максимальных сдвигающих наряжений,возникающих на участке соединения каналов матрицы, дополнительно создается повышенное гидростатическое давление со стороны стенок матрицы. В результате влияния всех внутренних напряжении интенсивно прорабатывается структура литого металла, а также устраняются все внутренние дефекты. Интенсивная проработка достигается при обратном цикле продавливания, где продавливание осуществляется нижним пуансоном 4, после кантовки устройства на 90 градусов,установленной на столе пресса 9. Однако за счет того, что заготовка устанавливается плотно,требуемое качество обеспечивается при минимальных циклов продавливания и суммарных энергетических затратах. Между разъемными полуматрицами и контейнером предусмотрен небольшой зазор и полуматрицы сильно прижимаются друг к другу болтами через контейнер устройства, для того чтобы легко извлечь заготовку из полости матрицы после окончания обработки. Заполнение полости матрицы между двумя пуансонами создают условия всестороннего охлаждения со стороны стенок матрицы и торцевых поверхностей нижнего и верхнего пуансонов, что в свою очередь даст возможность формирования структуры металла с минимальными дефектами сталелитейного производства. При дальнейшей цикловой обработке под воздействием нижнего и верхнего пуансонов необходимо использовать тепло затвердевающего металла, для того, чтобы уменьшить энергетические затраты. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для совмещения разливки и прессования металла, включающее два канала, при этом между каналами выполнен третий канал,образующий одинаковый угол наклона к первому и второму каналам, отличающееся тем, что матрица состоит из двух полуматриц, заключенных в контейнер, в разъеме между которыми выполнены литниковый канал для заливки жидкого металла и отверстия для охлаждения матрицы водой.
МПК / Метки
МПК: B21J 5/00
Метки: прессования, разливки, совмещения, металла, устройство
Код ссылки
<a href="https://kz.patents.su/3-ip26715-ustrojjstvo-dlya-sovmeshheniya-razlivki-i-pressovaniya-metalla.html" rel="bookmark" title="База патентов Казахстана">Устройство для совмещения разливки и прессования металла</a>
Устройство для непрерывного прессования металла
Номер патента: 23802
Опубликовано: 14.09.2012
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович
МПК: B21C 25/00, B21J 5/00
Метки: металла, устройство, прессования, непрерывного
Текст:
...МУЛА ИЗОБРЕТЕНИЯ Устройство для непрерывного прессования металла, включающее два валка, один из которых выполнен с ручьем, другой - с выступом,образующие рабочий калибр, на выходе которого установлена матрица, отличающееся тем, что матрица имеет три последовательно расположенных канала одинакового поперечного сечения, два из которых - входной и выходной - параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для углового прессования
Номер инновационного патента: 22896
Опубликовано: 15.09.2010
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич, Андреященко Виолетта Александровна
МПК: B21J 5/00
Метки: прессования, углового, устройство
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, выходной канал матрицы снабжен ступенью, сужающей данный канал, отличающееся тем, что стык каналов инструмента выполнен со скруглением.
Устройство для прессования
Номер предварительного патента: 15701
Опубликовано: 16.05.2005
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич
МПК: B21J 5/00
Метки: устройство, прессования
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к прессованию заготовок иможет быть использовано для прессования изделийиз стали и сплавов.Устройство для прессования содержит пуансони матрицу, имеющую канал, состоящий из двух участков, расположенных под углом друг к другу, приэтом в наклонном участке канала установлены ролики.Технический результат - снижение трения заготовки о стенки...
Устройство для углового прессования
Номер инновационного патента: 20970
Опубликовано: 16.03.2009
Авторы: Андреященко Виолетта Александровна, Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: устройство, прессования, углового
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.
Равноканальная матрица для прессования заготовок
Номер предварительного патента: 15279
Опубликовано: 17.01.2005
Авторы: Ашкеев Жасулан Аманжолович, Голумбовская Светлана Юрьевна, Найзабеков Абдрахман Батырбекович, Толеуова Асемгуль Рымкуловна
МПК: B21J 5/00
Метки: равноканальная, заготовок, прессования, матрица
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к устройствам для прессованияслитков и заготовок и может быть использовано вкузнечно-прессовых цехах металлургических и машиностроительных заводов.Равноканальная матрица для прессования заготовок включает два канала, и между ними выполнентретий канал, образующий одинаковый угол наклона к первому и второму каналам.Предлагаемая матрица позволяет повысить качество заготовок и снизить...
Предыдущий патент: Диспергатор и способ эмульгирования жидкостей им
Следующий патент: Запорно-пломбировочное устройство
Случайный патент: Центрифуга для отделения твердых частиц от жидкости