Способ автоматической обработки стопы пронумерованных листов ценных бумаг различных серий
Формула / Реферат
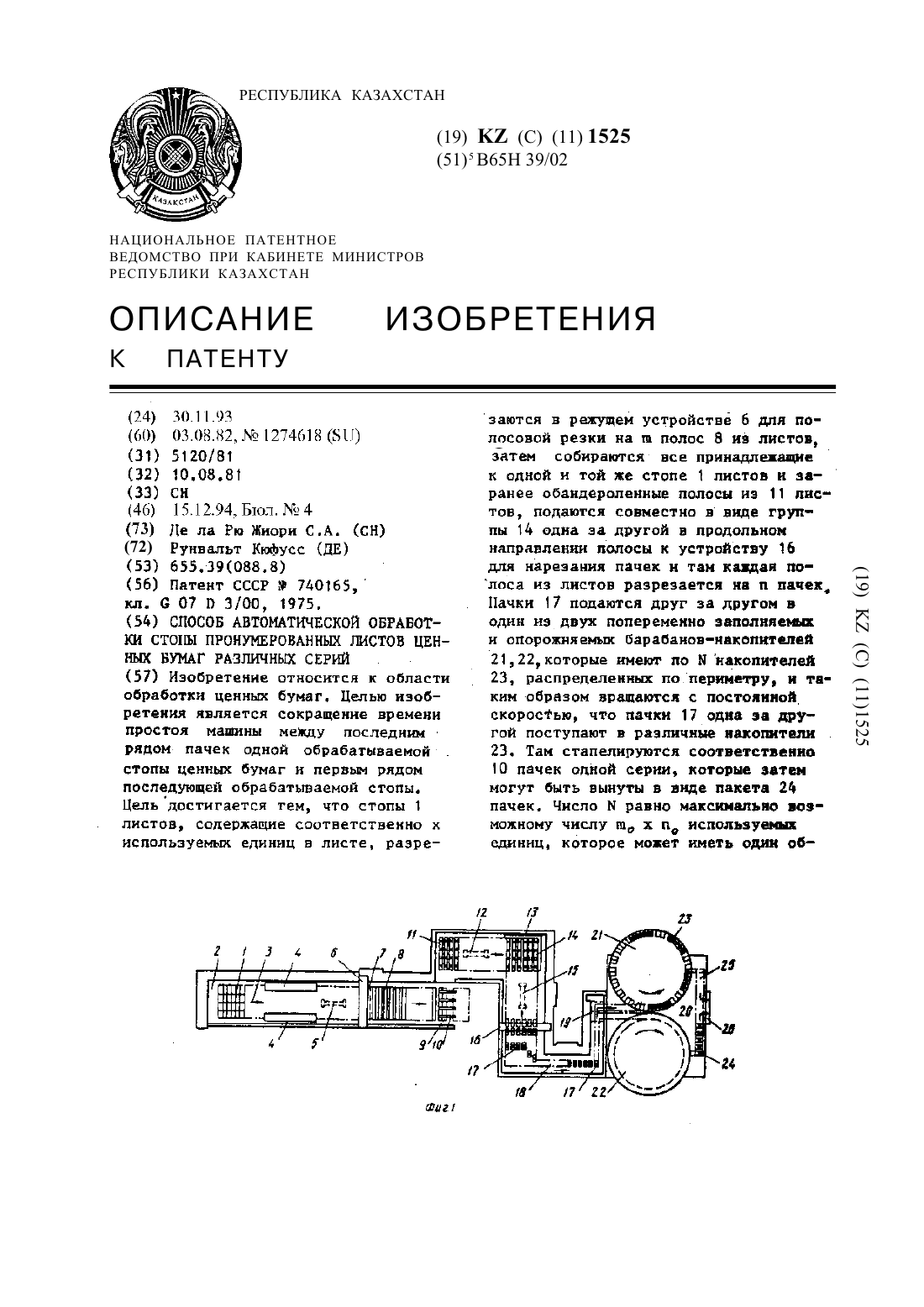
Изобретение относится к области обработки ценных бумаг. Целью изобретения является сокращение времени простоя машины между последним рядом пачек одной обрабатываемой стопы ценных бумаг и первым рядом последующей обрабатываемой стопы. Цель достигается тем, что стопы 1 листов, содержащие соответственно х используемых единиц в листе, разрезаются в режущем устройстве 6 для полосовой резки на m полос 8 из листов, затем собираются все принадлежащие к одной и той же стопе 1 листов и заранее обандероленные полосы из 11 листов, подаются совместно в виде группы 14 одна за другой в продольном направлении полосы к устройству 16 для нарезания пачек и там каждая полоса из листов разрезается на n пачек. Пачки 17 подаются друг за другом в один из двух попеременно заполняемых и опорожняемых барабанов-накопителей 21,22, которые имеют по N накопителей 23, распределенных по периметру, и таким образом вращаются с постоянной скоростью, что пачки 17 одна эа другой поступают в различные накопители 23. Там стапелируются соответственно 10 пачек одной серии, которые затем могут быть вынуты в виде пакета 24 пачек. Число N равно максимально возможному числу m0 х n0 используемых единиц, которое может иметь один обрабатываемый лист. Если число используемых единиц в листе меньше, чем N, добавляются после разрезки каждой группы 14 полос из листов n0-n холостых тактов перед первым срезом для получения пачек следующей группы и, кроме того, при дальнейшей транспортировке пачек 17 после каждой серии из m пачек 17 добавляются m0-m пустых мест, так что остаются свободными соответствующие накопители 23 барабанов-накопителей, которые таким образом без изменения числа накопителей позволяют обрабатывать листы с различными числами используемых единиц.
Текст
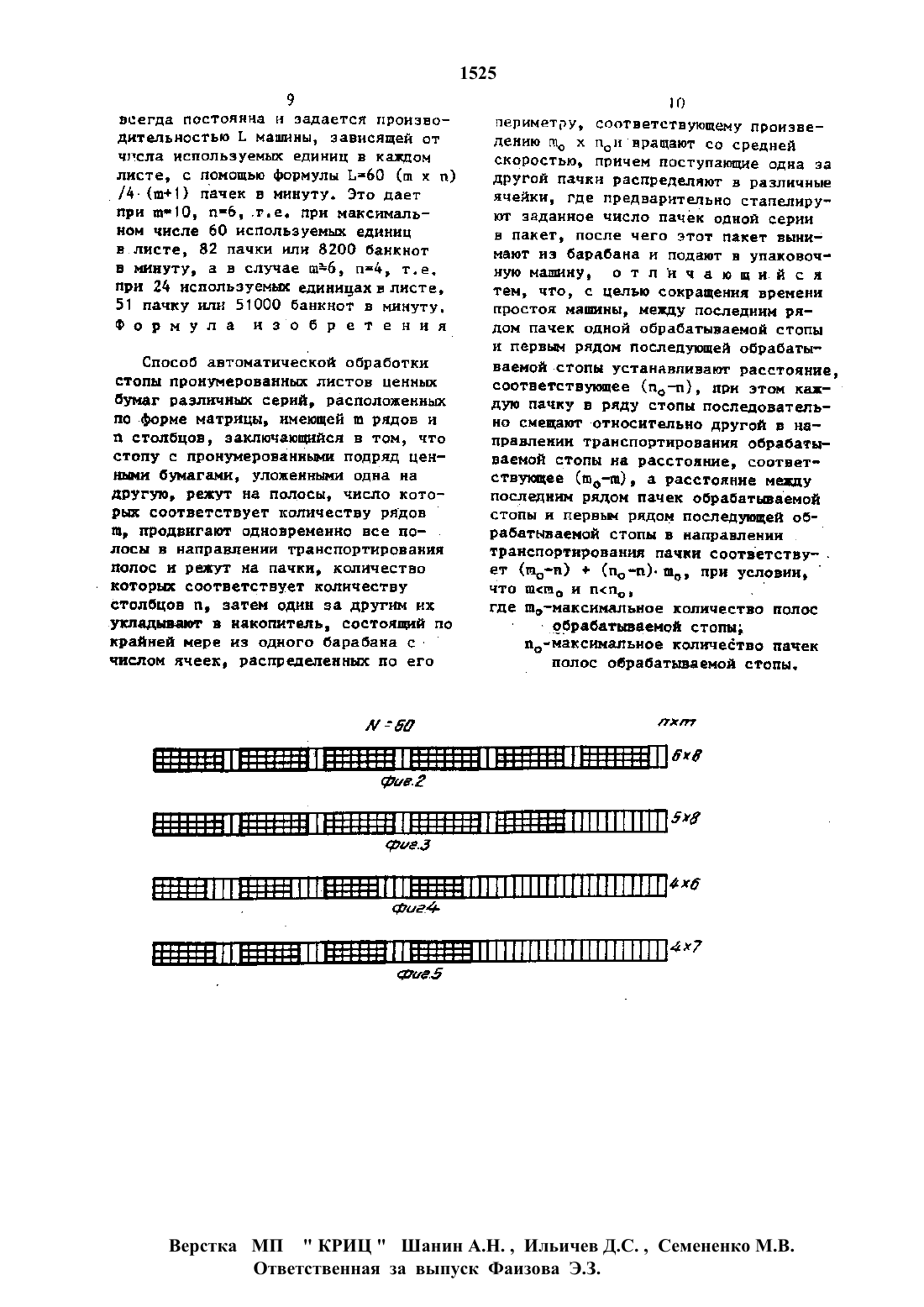
рабатываемый лист. Если число используемым едииц в листе меньше, чем н Н, добавляются после раарезки каждой группы 14 полос на листов п- п холостыш тактов перед первым срезомдля получении пачек следУЮЩей группы И, кроне того, при дальнейшей транспортировке пачек 17 после каждойИвобретениестноснтся кавтоматичес кой обработке столы из пронумерованинк нсодеркащк большое число нсполъвуемык единиц листов ценным бумаг, в частности банкнот.Целью нзобретеня является сокращение времени простоя машин между последним рядом пачек одной обрабаты ваенои стопы и первшн рядом последую леи обрабатываемой стопы.На фиг.1 ивобракеяа схема устрой СТВЕ. ДЛЯ ОСУЩЕСТЕЛЕННЯ ПРЕДЛВГЗЕНОГОизображения раслределеимязаполиенньп и остаюцнся пустыми накопителей барабанаиакопителя для четырех различным случаев чисел единиц использова ННЯ В КЕДОМ ЛИСТЕ В устройстве (фиг.1), реализующая способ, обрабатываемые стопы 1 листов со 100 листами в каждой, которые имеют уже пронумерованные отпечатанные бжштышшшшишшшщшщъ располагаются в правильной последовательности номеров, подаются к устройству 2 для накладки листов автоматической реиущей машины. Такие стопы листов поступают к выщоду машины для нумерации банкнот. Каждый лист имеет 24 единицы использования, которые расположены в форме матрицы в шесть рядов и проходят поперек к направлениш подачи стопы 1 во время ее разрезания (в направлении стрелки 3) и четыре столбца, которые проходят в направлении подачи. Налагающиеся одна на другую в каждой стопе листов единицы использования принадлежат соответственно к определенной серии номеров и внутри этой серии пронумероваНН ПОДРЯДсерии из ш пачек 17 добввляются шв Ш пустым мест, так что остаются сно бодннмн соответствующие накопители23 барабанов-накопителей, которые таким образом без изменения числа накопителей позволяют обрабатывать листыс различныничисламинспользуеныединидь 5 ил.1 АВТОМЕТИЧЕСКЗЛ РЕЗКУЩБЯ МНЕНИЕ ине ет два параллельно противолеЕЭцих пгодольныирежулих устройства д, поперечное режущее устройство 6 дляразревки полос и дополнительное ревущее устройство 16 для обрезки пачек.Стопа 1 листов подается в направлении стрелки 3 к двум продольным реЖтщнн устройствам 4, нови которым ориентировали в направлении подачи и одновременно отрезают боковые края листов каждойстопы листов. С помощъю средства 5 электронно программируемой подачи стопа листов затем лодается к поперечному редущену устройству 6, которое имеет нов, ориенТнрованныиперпендикулярно 1 направле 1 дТРанспортироаки. Здесь вначале происходит обрезане края на передней стороне стопы листов, затем стопа листов постепенно разделяется на свои шесть полос из отдельныи слоев и на задней стороне последних полос из слоев выполняется задний краевой срез. Отходы бумаги сбрасываются с помощью заслонки 7 для отходов. Когда стопа листов разрезается, автоматически подается следующая стопа лисТОВ.Полосы из слоев 8 подаются одна за другой в нашну 9 для обандеролн вания с четырьмя находящимися в работе обанлероливающими устройствами, к которым подаются бандероли 10, на кот торыепредварнтельно наносится клей. Обандероливаюшие устройства одновременно охватывают бандеролями 10 калдую из полос 8 из слоев по четырем позициям ценных бумаг или позициями единиц использования.лятся от машины 9 для обанперолива кия в продольном направлении полос и затем после перемены направления подачи на 90 подаются поперек к продольному направлению полос с помощью следующего электроннопрограм ируемого устройства 12 к месту 13для наложения слоев. Там собираются принадлежащие к одной и тон не стопе 1 листов шесть полос 11 из листов,выравниваются н вместе выталкиваютсн. Они образуют обозначенную позицией 14 группу лекащмк рядом полос из листов, которая с помощью электроннопрогранмируемого подающего устроиства 15 подается одновременно к поперечному рекущему устройству 16, которое имеет нови, проходящие над всеми полосами из листов. Здесь постепенно все шесть полос 11 из листов одновременно реиутсн на отдельные обандеролеииые пачки 17, причем в описываемом примере необходимо три среза,так каккакдая полоса из листов или какдыи ив первоначального ряда листов имаетиетнре единицы использования. Раареваиные на заданный ФОРМЕ обапдероленные пачки 17 автоматически сменяются на транспортный участок 18, по которому они на заранее заданном расстоянии один с ДРУГНМ ПОСТУ лают к распределительному устройств 19 н от него к промежуточному кренилицу 20, состоящему из деп одинаково выполненным барабановнакопителеи 21 н 22. Какдни из барабаиовиакопителей 21 и 22 иеет распределенные по ни периметру накопители 22. Барабаны-накопители вращаются в направлениистрелок равномерно с такой скоростью,что пачки 17, принадлежащие к тон же первоначальной стопе 1 листов, во время полного оборота барабана одна за другой поступают (падают) В РаЗЛНЧ ные накопители 23 одного барабана. например (фиг.1) - барабана 21, а следующие пачки 17, которые происходят от ближайшей за ней стопы листов при следующем обороте барабана поступают в соответственно те же накопи-5 о тепи 23 н т.д. Таким образом, все пачки 17, которые происходят из ДВСЖ тн следупщх одна за ДРУГОЙ СТОП 1 листов н соответственно имеют одинаковые показатели ценности на листах,стапелмруются одна над ДРУГОЙ В 0 дНН на накопителей 23 барабананакопителя 21 до тех пор, пока в соответствующихнакопителях соберутся соответственно по десять пачек. Так как в иумерациддной машине, которая иумеровала листы Перед образованием стоп 1 листов, быь ЛН подряд пронумерованы одинаковые ПОЗИЦИИ ИЛИ ЕДИНИЦЫ НСПОПЬЗОВЗННЯ следунщх друг за другом листов внутри одной серии, 1000 банкнот всех пд чек 17 в образованном таким образомн состоящем из десяти пачек пакетеПосле полного заполнения накоптеля 23 первого барабана-накопителя 21 следующе пачки 17 автоматически направляются в распределительном устройстве 19 к другому барабану-накопителю 22, где повторяется описанная сортировка.Одновременно полнй барабан-иакопитель 21 постепенно (пагово) рае грукается, так что пакеты 24 пачек,как представлено на фиг.1 для другого вырезана 22, один за другим выталкиваются из каждого накопители 23 и подаются транспортирующая системой 25 на транспортный участок 26. На этом транспортном участке 26 проискодит дальнейаи обработка пакетов 24 пачек, которые после еще одного подсчета автоматически обандероливеютск н пакуются.до они пор было необходимо, чтобы число равномерно распределенным по периметру оарабановнаколнтелей 21 и 22 накопителей 23 было одинаково с числом используеми единц в каждом листе ценник бумаг. Необходимо применять барабанынвкопители с соответственно 24 накопителем,так как все устройство было так запланнровено,чтобыследгппеоднава другой без пауз и накладываемые одна на другую стопы листов реаалсъ на полосы из листов, а следующие одна на другую группы 14 полос из листов реаалсь на пачки 1 и пачки подводит. лсь по транспортном 9 ЧдСТКУ 13 В Не неразрывной последовательности к ПРОмекуточному накопители 20. при эти условиях число накопителей 23 допно было быбытв равно числу единиц использовании в каждом листе, чтобы в накопителях 23 содерддднсъ ПЗНЕТН С ПР 3 вмльно подряд пронумерованные банк-т нотами. Однако число ислолъэУВННИединиц в каждом листе МОДНО варьиро 5дать в широких пределах, например от Ь х 6 2 до максимального числа используемых единиц в листе Б х 10 60. чтобы листы с различным числом используемых единиц могли бы быть переработаны описанны устройством,необходимо не только подогнать управление режущей машной и остальных устройств к соответствующему формату листа и числу используемх единиц. но также барабаны-накопители 21 и 22 так переоснастить, чтобы число равномерно распределенных ПО Их периметру накопителей 23 было равно числу нспопьзуемыи единиц в каждом листе.Согласно изобретению барабаны-накапители 21 и 22 имеют постоянное число Ы накопителей 23, которое равно максимально возможному числу используемы единиц в обрабатываемым листах. В рассматриваемом примере Н 6 Олом испольэуеыи единиц 6 х 10 60,нспользуемш единиц в каждом листе,на котором используемые единицы расположены в 10 рядах и 6 столбцах. Чтобы иметь возможность этим барабанами бев изменения числа накопителей обрабатыать такие листы с меньши числом используемых-единиц, вводнтся холостые такты в нормапьни рабочий ритм во время резки и во время подачи таким образом, что сума из рабочих и холостым тактов, соответствующая обработке одной полной стопы,равна сумме обработки листов с 60 используемыми-единицам и тем самым соответствует одному обороту барабана-накопителя 21 или 22, в котором тогда соответственно остается свободным соответствующее число накопиталей.Рабочий процесс в рассматриваемом примере при листах с 4 х 6 24 бдит ницами использования управляется следующм образом. Работа подающего уст ройства (подача) 5 для СТОПЫ 1 ЛИСтов н ритм резания режущх устройств д н 6 могут регулироваться независимо от подачи полос 11 из листов, групп Ч 4 пшшсизтшювнпшшк 1 Д атиже от ритма резания режущего УСТРОЙ ства 16 и выбираются так, чтобы рабочий период полного разрезания стопы1 листов на полосы 8 из листов былравен рабочему периодУя В течение которого разрезались листы с 10 рядами используемых единиц, т.е. с макси 1525мальным числом рядов. Следующй рабочий процесс до сбора групп 14 полос 11 на листов вместо 13 для накладе Листов, т.е. подача отдельным полос В из листов, их обандеропиваниеи их дальнейшая подача до места 13 наклада листов происходит так, что внутри каждого из определенным выше рабочих периодов образуется полная группа 14 из шести полос 11 из пистов.После того как группа 15 полос излистов была подана к рекущему уст ройст 1 Б и там тактово в нормальном рабочем ритме разрезала на пачки 17, перец началом подачи следующей ГРУппы 14 полос из листов вставляютси два холостьж такта или холостым среза так,-как будто бы полосы из листов имели максимальное число из шести нспопьвуеми единиц. во время этих двух холостым тактов реиуцее устройство-16 не осуществляет никаких режущх двиенин. Таким образом,следующая группа 14 полос из листов по отношению к предыдущей группе на-П ходится на некотором расстоянии, которое равно тону отрезку, который занимают две используемые едином, ивмерениые в продольном направлении полосы из листов. Шесть пачек 17, покидающих реиудее устройство 16 после каждого среза и разрезанных на формат,подаются (фнг.1) на трапспортпй участок 18 таким образом, что они туда приходят смещеино во времен,транспортируются на заранее заданном расстоянии одна за другой по транспортному участку 18 и подаются к пронеиуточному хранилищу 20, где они поступают в шесть соседних накопителей 23 заполняемого барабана-накопитПодача ближайшей последовательнос ти из шести пачек 17, которые смещенно подводятся к транспортному участку 18, замедляется теперь на четыре холостым такта, так что на транспортном участке 18 две соседке последовательности (серии) (каждая из шести пачек 17) отделены одна от другой четырьмя пустым местами. В связис последней из четырех, принадлежащих все к одной и той же стопе 1 листов серий пачек из шести пачек 17 каждая, на транспортном участке 18 на основании описанных двух холостыхтактов или холостьж срезов возникает разрыв, ОХВЗТЫВНЮЩНЙ ВСОВОКУПности 2 пустът места до тех пор, пока не поступит первая из четьтек принадлежащих к следующей стопе листов серии пачек. Эти 24 пустъщ места получаютсяс одной стороны, из четырех пустых мест в связи с последней серией пачек и, с другой стороны, из дважды по десять пустых мест, которые ПОЛУЧНЛНСЬ НЗ ДВУХ ХОЛОСТЫЕ ТНКТОВ перед подачей следующей группы 14 н связи с четьшьмя пустыми местами,последуюими.соответственно за ними. Рабочий процесс при подаче пачек 17от режущего устройства 1 Ь на трансПОРТНЫП участок 18 во всех случаях происходит так, чтобы имелось максимальное число из десяти полос из листов и в каждой полосе из листов имелось бы максимальное число из шести пачек.Нвза описанным пропусков или пустыи мест на транспортном участке 8 накопители 23 барабананакопителя 21 заполняются таким образом, что заполненные пачками накопители замаркированы обозначением бандеролей пачек (фиг.1).Если обозначить в общем ш-максимальное число полос используемым едииц каждого листа, что является максимальным числом используемым единиц в направлении подачи стопы 1 листов при подгонке режущего устройства 6 или максимальным числом полос 8 из листов каждой стопы 1 листов, п- максимальное число столбцов используемыи единиц, что является максимальим числом используеми единиц поперек к направлению подачи или числом пачек 17 в каждой полосе 8 из листов,а следовательно, Нш х п - является максимальным числом используемым листов в каждом листе, то тогда может быть описано осуществление способа по изобретению в случае обработки листов с х используемыми единицами,причем ш меньше,чем шди/илит 1 меиъше чем по.После одновременного разрезания ш полос из листов, которые собраны в группу 1 д и все происходят нз одной и той же стопы 1 листов на соответственно п пачек в каждой полосе из-листов, вставляются (пп) колосТЪШ ТЗКТОВ ИЛИ КОЛОСТЬШ РЕЗОН, так что по отношенм к ближайшей группеЕд полос из листов, происходящихиз следующей стопы 1 листов, возникает некоторое расстояние, которое соответствует длине (п- п) используемых единиц, измеренных в продольном направлении полосы. Это управле иие подачей и разрезанием полос из листов на пачки происходит при добавлении холостых тактов таким образом,что полосы из листов имеют соответстВЕННО МЗКСИМЗЛЬНОЕ ЧИСЛО Пд НСПОЛЪ ЗУЗМЪЩ ЕДИННЦ. Далее ПОДЗЧН. ВЬБСОДЯЩНХ из режущего устройства 16 пачек 17 происходит при максимальном числе ш полос из листов каждой стопы из листов после того как серия пачек изш пачек была подана на транспортны участок 18 добавляются к этому (ш-ш) пустым мест, прежде чем блиайшая серия из ш пачек с задержкой поступит на транспортныйучасток 18. В связи с последней из серии пачек,происходящк из одной определенной стопы листов, возникают (ш- Щ) (пп)-ш, пустым мест.На фнг.2-5 схематически показано распределение оставшимся пустьни накопителей для случая барабавов-накопителей с шестьюдесятью накопителям(Н 60) и для четырех различным чисел используемым единиц в лсте, что соответствует распределению пустым мест на транспортном участке 18. Если на фиг.2 п 6 и ш-8, то соответственно следуют за восемью заполненным накопителями два пустым накопителя, так как тогда п равно максимальному числу па пачек в каждой полосе из листов.Если (фиг.3) п 5 и шВ, то соответственно заполнены восемь соседних накопителей, оба следтюих некоптеля пусты, и, кроме того, как только пять пачек имеются в каждой полосе из листов, последние десять накопителей также свободны.Если (Фнг.5) пгд и ш-7, то соот-л ветственио за семью ЭЗПОЛНВНННШ НЕБО пителямм следТ ТРИ ПУСТНШ Н ОСТЕПТ ся пустыми еще ДВЗ Рддд ддТЪпрднудедтва предлагаемого способа заключаются в тома нс с 31105 числом исполъзУеНК еднддд МОГУТ 05 рабатышаться без какоголбо лереосиащеиия или моднфндироваия барабановнакопителеи 2 и 22, причем скорость яращеня барабанов-накопителей
МПК / Метки
МПК: B65H 39/02
Метки: ценных, различных, серий, бумаг, пронумерованных, листов, обработки, автоматической, способ, стопы
Код ссылки
<a href="https://kz.patents.su/6-1525-sposob-avtomaticheskojj-obrabotki-stopy-pronumerovannyh-listov-cennyh-bumag-razlichnyh-serijj.html" rel="bookmark" title="База патентов Казахстана">Способ автоматической обработки стопы пронумерованных листов ценных бумаг различных серий</a>
Способ обработки печатных материалов в виде оттисков ценных бумаг, отпечатанных на материале для запечатывания и расположенных на нем продольными и поперечными рядами в матричном порядке, и агрегат для его осуществления .
Номер патента: 1512
Опубликовано: 15.12.1994
Автор: Рунвальт Кюфусс
МПК: B41F 19/00
Метки: нем, оттисков, материале, матричном, осуществления, агрегат, рядами, способ, порядке, поперечными, материалов, обработки, бумаг, расположенных, запечатывания, печатных, виде, ценных, отпечатанных, продольными
Формула / Реферат:
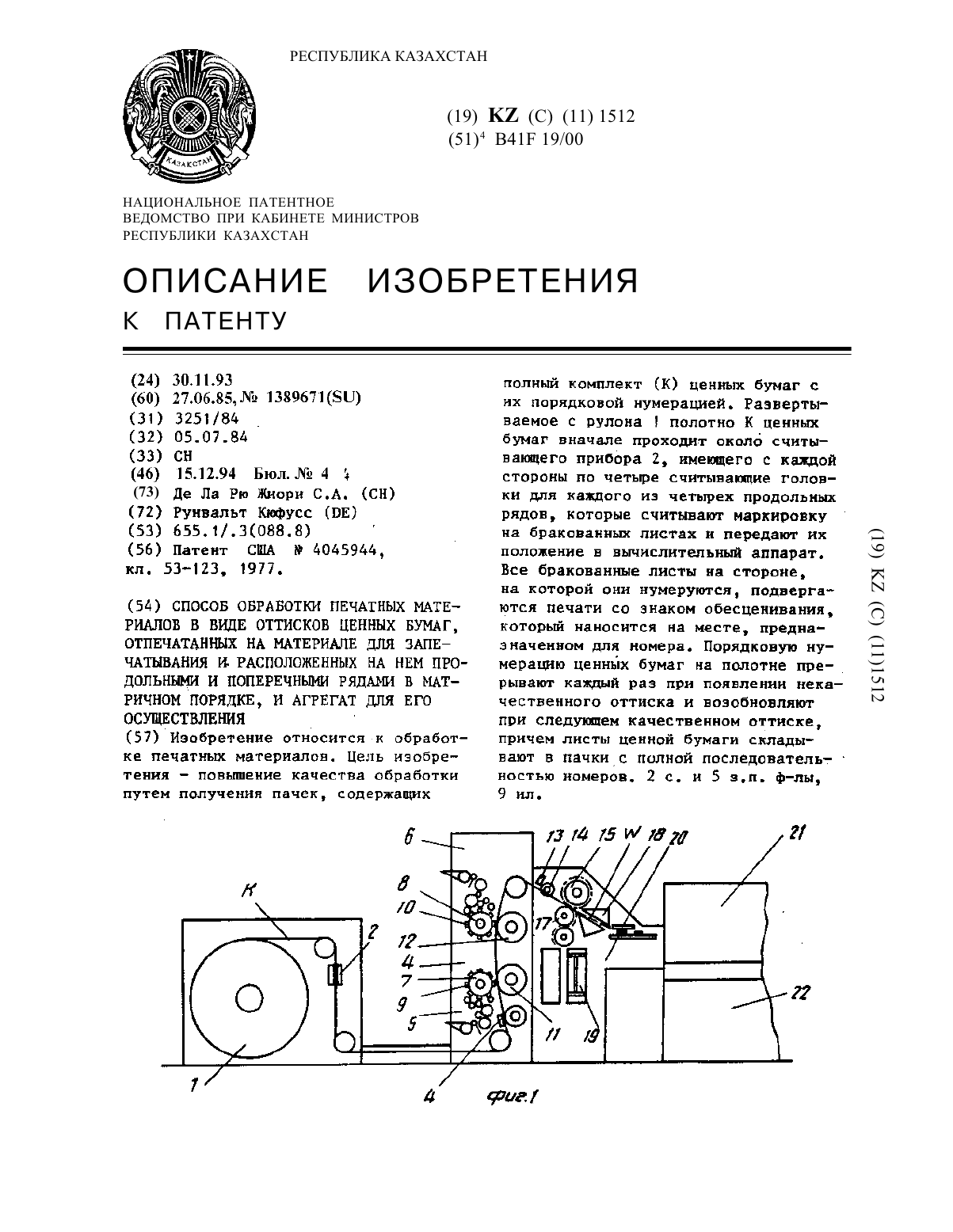
Изобретение относится к обработке печатных материалов. Цель изобретения - повышение качества обработки путем получения пачек, содержащих полный комплект (К) ценных бумаг с их порядковой нумерацией. Развертываемое с рулона 1 полотно К ценных бумаг вначале проходит около считывающего прибора 2, имеющего с каждой стороны по четыре считывающие головки для каждого из четырех продольных рядов, которые считывают маркировку на бракованных листах и...
Комбинированная листовая ротационная печатная машина для печатания ценных бумаг, в частности банкнот
Номер патента: 1506
Опубликовано: 15.12.1994
Автор: Альбрехт Йозеф Германн
МПК: B41F 11/00
Метки: ротационная, машина, печатания, печатная, комбинированная, частности, бумаг, листовая, банкнот, ценных
Формула / Реферат:
Использование: красочная печать на листовом материале. Сущность изобретения: печатная машина состоит из косвенно печатающего печгтного аппарата, построенного исключительно из цилиндров для транспортировки листов, и включенного после него аппарата для металлографической печати. Косвенно печатающий печатный аппарат имеет два взаимодействующих офсетных цилиндра, каждый из которых закатывается несколькими красками несколькими формными цилиндрами....
Машина для печатания ценных бумаг
Номер патента: 1507
Опубликовано: 15.12.1994
Автор: Галтьеро Жиори
МПК: B41F 11/02
Метки: бумаг, печатания, машина, ценных
Формула / Реферат:
МАШИНА ДЛЯ ПЕЧАТАНИЯ ЦЕННЫХ БУМАГ,преимущественно банковских билетов, содержащаяформный цилиндр, несущий по меньшей мере однуформу глубокой печати с печатными элементами длявоспроизведения изображения основного рисунка иболее мелко и тонко гравированными печатнымиэлементами для воспроизведения изображенияфоновой защитной сетки, взаимодействующий сформным цилиндром печатной цилиндр, устройстводля нанесения краски на воспроизводящиеизображение...
Устройство для автоматической настройки дугогасящего реактора
Номер патента: 1314
Опубликовано: 15.09.1994
Автор: Бродовой Евгений Николаевич
МПК: H02H 9/08
Метки: дугогасящего, настройки, реактора, автоматической, устройство
Формула / Реферат:
Изобретение относится к электротехнике и может быть использовано в высоковольтных электрических компенсированных сетях для обеспечения настройки дугогасящих реакторов в резонанс с емкостью электрической сети. Цель - повышение точности настройки дугогасящего реактора, упрощение и повышение надежности за счет введения напряжения непромышленной частоты, измерения тока этой частоты, протекающего через нейтраль и емкость сети, и настройки...
Устройство блокировки автоматической частотной разгрузки
Номер патента: 723
Опубликовано: 15.03.1994
Автор: Петерс Анатолий Федорович
МПК: H02J 3/24
Метки: автоматической, частотной, устройство, блокировки, разгрузки
Формула / Реферат:
Изобретение относится к электроэнергетике, в частности к системной автоматике энергосистем. Цель изобретения - повышение надежности функционирования. Два RC-контура 5 и 6 с разной постоянной времени затухания в сочетании с компаратором 7 на операционном усилителе позволяют оценить скорость относительного снижения напряжения на шинах подстанций.
Предыдущий патент: Транспортирующее устройство для перемещения оттисков от печатной машины к приемному столу или к другой печатной машине
Следующий патент: Подъёмник
Случайный патент: Способ переработки свинец- и цинксодержащих материалов