Способ сварки стыков рельсов

Формула / Реферат
Полезная модель относится к области железнодорожной промышленности, а в частности к способам сварки стыков рельсов и может быть использована ликвидации стыков рельсов железнодорожных путей.
Техническим результатом является повышение надежности и прочности стыкуемых участков рельсов независимо от глубины износа и дефектности, которые не могут быть ликвидированы шлифовкой и последующей наплавкой в полевых условиях.
Это достигается тем, что способ сварки стыков рельсов, включающий заключение стыков в форму, предварительный подогрев стыков и заполнение расплавленным металлом зазора, согласно полезной модели,
осуществляют очистку грязи со стыков рельсов и визуальный осмотр, выравнивают стыки рельсов по рабочей грани без переломов в горизонтальном направлении с оставлением зазора между торцами рельсов 15-18 мм,
осуществляют предварительный подогрев стыков рельсов до 300 °С с последующим поддержанием оптимальной температуры в процессе сварки, проводят сварку стыков подошв рельсов дуговым ванным методом с образованием шва посредством электродов, начиная от одного конца стальной пластины подошвы рельса, продолжая по ее периметру к другому концу, задерживаясь на торцах подошвы рельса с постепенным заполнением зазора расплавленным металлом, и завершая в середине подошвы рельса,
проводят очистку образованного шва от шлака с последующей установкой боковых медных форм для сварки шейки и головки рельса,
проводят сварку стыков шеек и головок рельсов дуговым ванным методом с образованием шва посредством электродов до заполнения расплавленным металлом зазора между ними с припуском 3-5 мм на обработку рельсов,
проводят очистку и механическую обработку образованного шва от шлака с удалением обрубкой избытка наплавленного металла на головке рельса.
Текст
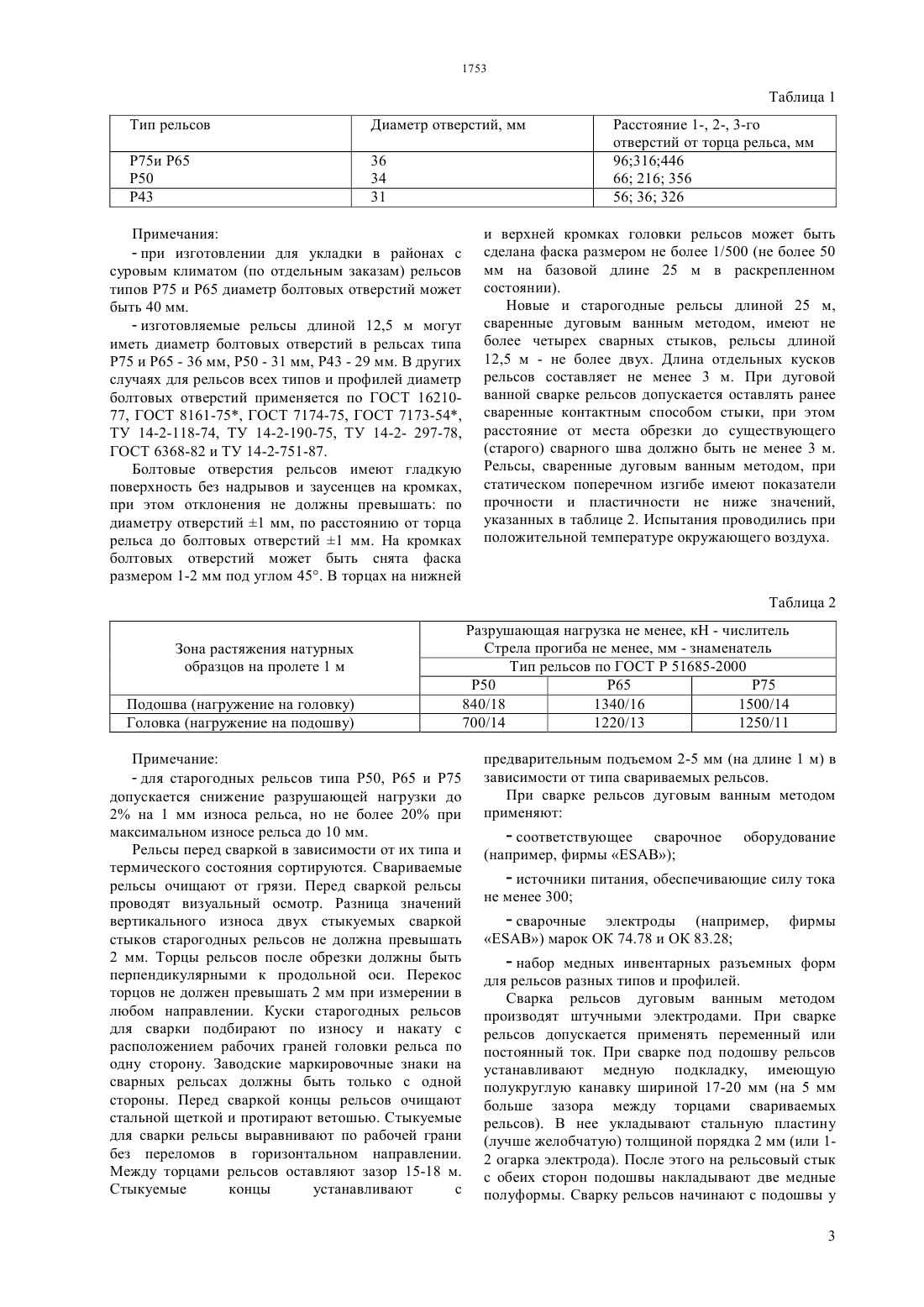
(51) 01 31/00 (2006.01) 01 11/00 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ осуществляют очистку грязи со стыков рельсов и визуальный осмотр, выравнивают стыки рельсов по рабочей грани без переломов в горизонтальном направлении с оставлением зазора между торцами рельсов 15-18 мм,осуществляют предварительный подогрев стыков рельсов до 300 С с последующим поддержанием оптимальной температуры в процессе сварки, проводят сварку стыков подошв рельсов дуговым ванным методом с образованием шва посредством электродов, начиная от одного конца стальной пластины подошвы рельса,продолжая по ее периметру к другому концу,задерживаясь на торцах подошвы рельса с постепенным заполнением зазора расплавленным металлом, и завершая в середине подошвы рельса,проводят очистку образованного шва от шлака с последующей установкой боковых медных форм для сварки шейки и головки рельса,проводят сварку стыков шеек и головок рельсов дуговым ванным методом с образованием шва посредством электродов до заполнения расплавленным металлом зазора между ними с припуском 3-5 мм на обработку рельсов,проводят очистку и механическую обработку образованного шва от шлака с удалением обрубкой избытка наплавленного металла на головке рельса.(74) Тусупова Меруерт Кырыкбаевна Дюсенов Еркебулан Рамазанович(54) СПОСОБ СВАРКИ СТЫКОВ РЕЛЬСОВ(57) Полезная модель относится к области железнодорожной промышленности, а в частности к способам сварки стыков рельсов и может быть использована ликвидации стыков рельсов железнодорожных путей. Техническим результатом является повышение надежности и прочности стыкуемых участков рельсов независимо от глубины износа и дефектности,которые не могут быть ликвидированы шлифовкой и последующей наплавкой в полевых условиях. Это достигается тем, что способ сварки стыков рельсов, включающий заключение стыков в форму,предварительный подогрев стыков и заполнение расплавленным металлом зазора, согласно полезной модели, 1753 Полезная модель относится к области железнодорожной промышленности, а в частности к способам сварки стыков рельсов и может быть использована ликвидации стыков рельсов железнодорожных путей. Известен способ сварки стыков рельсов методом термитной сварки, выбранный в качестве наиболее близкого аналога, в котором при сварке концов рельсов на уложенной железнодорожной колее, в которой соединяемые концы рельсов, оставляя свариваемый стык, заключают в литейную форму,по меньшей мере, взаимно противолежащие концы рельсов подвергают предварительному подогреву в течение 15-300 с, после чего полученный путем алюмотермической реакции расплав стали заливают в свариваемый стык. При осуществлении способа по обе стороны свариваемого стыка образуются относительно узкие зоны термического воздействия/ 8074 А, 15.10.1995 г./. Недостатком данного аналога является недостаточная надежность и прочность стыкуемых участков рельсов. Задачей полезной модели является разработка способа сварки стыков рельсов с улучшенными техническими характеристиками. Техническим результатом является повышение надежности и прочности стыкуемых участков рельсов независимо от глубины износа и дефектности,которые не могут быть ликвидированы шлифовкой и последующей наплавкой в полевых условиях. Это достигается тем, что способ сварки стыков рельсов, включающий заключение стыков в форму,предварительный подогрев стыков и заполнение расплавленным металлом зазора, согласно полезной модели,осуществляют очистку грязи со стыков рельсов и визуальный осмотр,выравнивают стыки рельсов по рабочей грани без переломов в горизонтальном направлении с оставлением зазора между торцами рельсов 1518 мм,осуществляют предварительный подогрев стыков рельсов до 300 С с последующим поддержанием оптимальной температуры в процессе сварки,проводят сварку стыков подошв рельсов дуговым ванным методом с образованием шва посредством электродов, начиная от одного конца стальной пластины подошвы рельса, продолжая по ее периметру к другому концу, задерживаясь на торцах подошвы рельса с постепенным заполнением зазора расплавленным металлом, и завершая в середине подошвы рельса,проводят очистку образованного шва от шлака с последующей установкой боковых медных форм для сварки шейки и головки рельса,проводят сварку стыков шеек и головок рельсов дуговым ванным методом с образованием шва посредством электродов до заполнения расплавленным металлом зазора между ними с припуском 3-5 мм на обработку рельсов,проводят очистку и механическую обработку образованного шва от шлака с удалением обрубкой избытка наплавленного металла на головке рельса. При выравнивании торцы рельсов выполняют перпендикулярными, при этом перекос торцов выполняют без превышения 2 мм при измерении в любом направлений, стыки рельсов устанавливают с предварительным подъемом на 2-5 мм в зависимости от типа свариваемых рельсов на длине 1 м. Подогрев стыков рельсов осуществляют с применением пропан/кислорода и портативной газовой печи. Под подошву рельса устанавливают медную подкладку, имеющую полукруглую канавку шириной 17-20 мм с последующей установкой в ней стальной пластины толщиной 2 мм и накладкой на рельсовый стык с обеих сторон подошвы, двух медных полуформ. При проведении сварки швы усиляют до 4-6 мм с уклоном от середины подошвы рельса к краям аналогично профилю подошвы. Боковые медные формы для сварки шейки и головки рельса устанавливают по обеим сторонам стыка симметрично зазору. Механическую обработку сварных стыков проводят по периметру головки заподлицо с основным профилем вдоль рельса абразивным инструментом. В качестве покрытых электродов используют электроды с основным покрытием сечением 5 мм или сварочная проволока для сварки диаметром 1,2-1,6 мм, сила тока 240-250 А. Полезная модель осуществляется следующим образом. Настоящая полезная модель поясняется конкретным примером,который наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического результата, однако не является единственно возможным. Пример. Длина сварных рельсов составляет 25 м. В отдельны случаях производят сварку рельсов длиной 12,5 м. Отклонения по длине для 25- и 12,5-метровых сварных рельсов не должны превышать 6 мм, а отклонения по длине рельсовых плетей для бесстыкового пути не должны превышать 30 мм, при этом допускается изготовление плетей с отклонением по длине не более 1 м. По концам сварных плетей имеются болтовые отверстия, соответствующие по эпюре выбранному типу рельсов. При сверлении болтовых отверстий в стальных рельсах длиной 25 м и плетях для бесстыкового пути на предприятиях путевого хозяйства они имеют диаметр и расстояния от торца рельсов, указанные в таблице 1.- при изготовлении для укладки в районах с суровым климатом (по отдельным заказам) рельсов типов Р 75 и Р 65 диаметр болтовых отверстий может быть 40 мм.- изготовляемые рельсы длиной 12,5 м могут иметь диаметр болтовых отверстий в рельсах типа Р 75 и Р 65 - 36 мм, Р 50 - 31 мм, Р 43 - 29 мм. В других случаях для рельсов всех типов и профилей диаметр болтовых отверстий применяется по ГОСТ 1621077, ГОСТ 8161-75, ГОСТ 7174-75, ГОСТ 7173-54,ТУ 14-2-118-74, ТУ 14-2-190-75, ТУ 14-2- 297-78,ГОСТ 6368-82 и ТУ 14-2-751-87. Болтовые отверстия рельсов имеют гладкую поверхность без надрывов и заусенцев на кромках,при этом отклонения не должны превышать по диаметру отверстий 1 мм, по расстоянию от торца рельса до болтовых отверстий 1 мм. На кромках болтовых отверстий может быть снята фаска размером 1-2 мм под углом 45. В торцах на нижней Расстояние 1-, 2-, 3-го отверстий от торца рельса, мм 96316446 66 216 356 56 36 326 и верхней кромках головки рельсов может быть сделана фаска размером не более 1/500 (не более 50 мм на базовой длине 25 м в раскрепленном состоянии). Новые и старогодные рельсы длиной 25 м,сваренные дуговым ванным методом, имеют не более четырех сварных стыков, рельсы длиной 12,5 м - не более двух. Длина отдельных кусков рельсов составляет не менее 3 м. При дуговой ванной сварке рельсов допускается оставлять ранее сваренные контактным способом стыки, при этом расстояние от места обрезки до существующего(старого) сварного шва должно быть не менее 3 м. Рельсы, сваренные дуговым ванным методом, при статическом поперечном изгибе имеют показатели прочности и пластичности не ниже значений,указанных в таблице 2. Испытания проводились при положительной температуре окружающего воздуха. Таблица 2 Зона растяжения натурных образцов на пролете 1 м Подошва (нагружение на головку) Головка (нагружение на подошву) Примечание- для старогодных рельсов типа Р 50, Р 65 и Р 75 допускается снижение разрушающей нагрузки до 2 на 1 мм износа рельса, но не более 20 при максимальном износе рельса до 10 мм. Рельсы перед сваркой в зависимости от их типа и термического состояния сортируются. Свариваемые рельсы очищают от грязи. Перед сваркой рельсы проводят визуальный осмотр. Разница значений вертикального износа двух стыкуемых сваркой стыков старогодных рельсов не должна превышать 2 мм. Торцы рельсов после обрезки должны быть перпендикулярными к продольной оси. Перекос торцов не должен превышать 2 мм при измерении в любом направлении. Куски старогодных рельсов для сварки подбирают по износу и накату с расположением рабочих граней головки рельса по одну сторону. Заводские маркировочные знаки на сварных рельсах должны быть только с одной стороны. Перед сваркой концы рельсов очищают стальной щеткой и протирают ветошью. Стыкуемые для сварки рельсы выравнивают по рабочей грани без переломов в горизонтальном направлении. Между торцами рельсов оставляют зазор 15-18 м. Стыкуемые концы устанавливают с Разрушающая нагрузка не менее, кН - числитель Стрела прогиба не менее, мм - знаменатель Тип рельсов по ГОСТ Р 51685-2000 Р 50 Р 65 Р 75 840/18 1340/16 1500/14 700/14 1220/13 1250/11 предварительным подъемом 2-5 мм (на длине 1 м) в зависимости от типа свариваемых рельсов. При сварке рельсов дуговым ванным методом применяют- источники питания, обеспечивающие силу тока не менее 300- набор медных инвентарных разъемных форм для рельсов разных типов и профилей. Сварка рельсов дуговым ванным методом производят штучными электродами. При сварке рельсов допускается применять переменный или постоянный ток. При сварке под подошву рельсов устанавливают медную подкладку, имеющую полукруглую канавку шириной 17-20 мм (на 5 мм больше зазора между торцами свариваемых рельсов). В нее укладывают стальную пластину(лучше желобчатую) толщиной порядка 2 мм (или 12 огарка электрода). После этого на рельсовый стык с обеих сторон подошвы накладывают две медные полуформы. Сварку рельсов начинают с подошвы у 3 края пластины и ведут по ее периметру к другому концу. При этом электрод совершает поперечное колебательное движение, задерживаясь на торцах. Затем в обратном направлении проваривают кромки подошвы. В процессе дальнейшей сварки происходит постепенное заполнение зазора расплавленным металлом. Сварку следует закончить в середине подошвы. Усиление шва должно составляет 4-6 мм и иметь уклон от середины подошвы к краям аналогично профилю подошвы. После сварки подошвы поверхность шва очищают от шлака и по обеим сторонам стыка симметрично зазору устанавливают боковые медные формы для сварки шейки и головки рельсов. Формы поджимают к рельсам специальной струбциной. Сварку шейки и головки продолжают до заполнения металлом всего зазора между ними с припуском 3-5 мм на обработку рельсов. При сварке подошвы и шейки рельсов перерывы в работе должны быть наименьшими для замены электродов, чтобы не допускать попадания шлака и образования непроваров в стыках. Сварку головки рельсов,особенно тяжелых типов, допускается выполнять с перерывами, во избежание чрезмерного разогрева металла, появления трещин и снижения твердости по поверхности катания. Однако при этом в верхней части головки рельсов наплавленный металл должен оставаться в жидком состоянии. Местные подварки рельсов при остывшем состоянии сварных стыков(при температуре металла менее 300 С) запрещаются. При сварке стыка рельсов допускается применять электроды двух марок. При этом сварку подошвы и шейки целесообразно производят электродами УОНИ-13/55 У или УОНИ-13/65 У. Заключительные работы по сварке головки рельсов выполняют электродами УОНИ-13/85 У,обеспечивающими повышенные прочностные свойства и износостойкость наплавленного металла. Допускается сварка рельсов из углеродистой стали с деталями стрелок и крестовин из литой высокомарганцовистой с разработкой специального технологического процесса сварки. После окончания сварки и остывания стыка(светло-красный цвет) с него снимают медные формы, очищают от шлака и удаляют обрубкой избыток наплавленного металла на головке рельсов. Механическую обработку сварных стыков производят по всему периметру головки заподлицо с основным профилем вдоль рельса абразивным инструментов (с зернистостью не более 125) с твердостью кругов СТ 2-3. Обработанная поверхность сварных стыков рельсов должна быть чистой, без раковин и заусенцев. Поверхность катания и боковые грани должны быть прямолинейными. Местные неровности в сварных стыках после шлифования допускаются не более 0,5 мм. Деформация в зоне сварных стыков не должна превышать 0,5 мм на длине 1 м. Для предварительного подогрева используют пропан/кислород и портативные газовые печи. Размер сдавливаемой партии готовой продукции устанавливают по договоренности с заказчиком, но 4 не более 2 км или 160 стыков (наибольшая длина станционных путей) сварных рельсов. Принятые сварные рельсы маркируются следующим образом. На шейке рельса со стороны рабочей грани на расстоянии 1 м от левого конца белой несмываемой краской наносят знаки,определяющие группу годности, номер сварного рельса, год сварки, наименование организации,производившей сварку, например РСП, личное клеймо приемщика. Пример маркировки- рельс третьей группы годности, 88 или 89 или- год сварки, 10 - номер РСП, Д - личное клеймо сварщика. При сварке рельсов должны соблюдаться установленные меры безопасности. К работе по сварке и резке рельсов, механической и термической обработке стыков, проверке сварных рельсов и их погрузке допускается обслуживающий персонал,прошедший медицинское освидетельствование,обучение и проверку знаний на право производства этих работ. ФОРМУЛА ПОЛЕЗНОЙ МОДЕЛИ 1. Способ сварки стыков рельсов, включающий заключение стыков в форму, предварительный подогрев стыков и заполнение расплавленным металлом зазора, отличающийся тем, что осуществляют очистку грязи со стыков рельсов и визуальный осмотр,выравнивают стыки рельсов по рабочей грани без переломов в горизонтальном направлении с оставлением зазора между торцами рельсов 1518 мм,осуществляют предварительный подогрев стыков рельсов до 300 С с последующим поддержанием оптимальной температуры в процессе сварки,проводят сварку стыков подошв рельсов дуговым ванным методом с образованием шва посредством электродов, начиная от одного конца стальной пластины подошвы рельса, продолжая по ее периметру к другому концу, задерживаясь на торцах подошвы рельса с постепенным заполнением зазора расплавленным металлом, и завершая в середине подошвы рельса,проводят очистку образованного шва от шлака с последующей установкой боковых медных форм для сварки шейки и головки рельса,проводят сварку стыков шеек и головок рельсов дуговым ванным методом с образованием шва посредством электродов до заполнения расплавленным металлом зазора между ними с припуском 3-5 мм на обработку рельсов,проводят очистку и механическую обработку образованного шва от шлака с удалением обрубкой избытка наплавленного металла на головке рельса. 2. Способ по п.1, отличающийся тем, что при выравнивании торцы рельсов выполняют перпендикулярными, при этом перекос торцов выполняют без превышения 2 мм при измерении в любом направлений. 3. Способ по п.1, отличающийся тем, что при выравнивании стыки рельсов устанавливают с предварительным подъемом на 2-5 мм в зависимости от типа свариваемых рельсов на длине 1 м. 4. Способ по п.1, отличающийся тем, что подогрев стыков рельсов осуществляют с применением пропан/кислорода и портативной газовой печи. 5. Способ по п.1, отличающийся тем, что под подошву рельса устанавливают медную подкладку,имеющую полукруглую канавку шириной 17-20 мм с последующей установкой в ней стальной пластины толщиной 2 мм и накладкой на рельсовый стык с обеих сторон подошвы, двух медных полуформ. 6. Способ по п.1, отличающийся тем, что при проведении сварки швы усиляют до 4-6 мм с уклоном от середины подошвы рельса к краям аналогично профилю подошвы. 7. Способ по п.1, отличающийся тем, что боковые медные формы для сварки шейки и головки рельса устанавливают по обеим сторонам стыка симметрично зазору. 8. Способ по п.1, отличающийся тем, что механическую обработку сварных стыков проводят по периметру головки заподлицо с основным профилем вдоль рельса абразивным инструментом. 9. Способ по п.1, отличающийся тем, что в качестве покрытых электродов используют электроды с основным покрытием сечением 5 мм или сварочная проволока для сварки диаметром 1,21,6 мм, сила тока 240-250 А.
МПК / Метки
МПК: E01B 11/00, E01B 31/00
Метки: стыков, способ, рельсов, сварки
Код ссылки
<a href="https://kz.patents.su/5-u1753-sposob-svarki-stykov-relsov.html" rel="bookmark" title="База патентов Казахстана">Способ сварки стыков рельсов</a>
Предыдущий патент: Нано – сахар (варианты)
Следующий патент: Сборный железобетонный каркас зданий и сооружений
Случайный патент: {4,4'-Бис-(4,4'-дибензилилен) /-бис-(карбонил )}-дифталевый ангидрид в качестве мономера для получения термостойких полимеров