Способ электрохимической обработки металлических деталей
Номер полезной модели: 1662
Опубликовано: 15.09.2016
Авторы: Төлешев Амандық Қуатұлы, Ивель Виктор Петрович, Пикулин Иван Николаевич, Герасимова Юлия Викторовна
Формула / Реферат
Полезная модель относится к области электрофизической и электрохимической обработки металлических деталей вибрирующим электродом и может быть использовано для получения сложнофасонных поверхностей деталей машин.
Способ импульсной электрохимической обработки металлических деталей предусматривает использование в качестве импульсного источника питания управляемого источника тока, позволяющего менять уставку тока источника в период действия текущего импульса таким образом, чтобы обеспечить заданные значения напряжений в любой момент времени между передним и задним фронтами импульса напряжения, включая заданное значение напряжения в момент максимального сближения электродов, а также дополнительно корректируют уставку тока источника в период действия текущего импульса с помощью информации о значении и скорости изменения технологического тока, таким образом чтобы исключить возможность короткого замыкания в межэлектродном пространстве в момент максимального сближения электродов.
Использование форсирующего звена, в качестве источника информации о текущем значении и скорости изменения технологического тока, позволяет минимизировать возможность возникновения короткого замыкания в межэлектродном промежутке и тем самым повысить производительность, улучшить точность и качество электрохимической обработки металлических изделий.
1 п.ф., 2 ил.
Текст
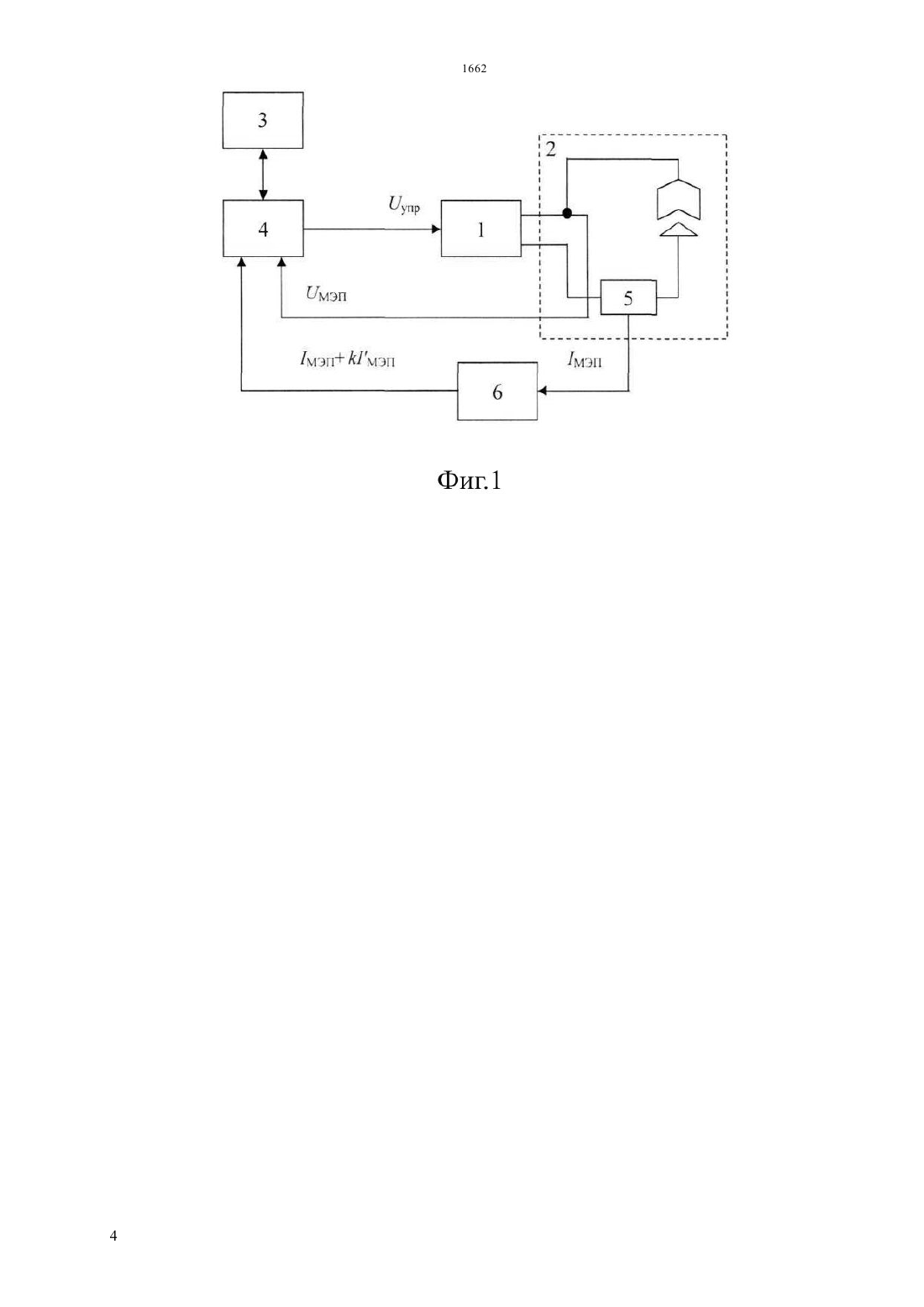
МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ любой момент времени между передним и задним фронтами импульса напряжения, включая заданное значение напряжения в момент максимального сближения электродов, а также дополнительно корректируют уставку тока источника в период действия текущего импульса с помощью информации о значении и скорости изменения технологического тока, таким образом чтобы исключить возможность короткого замыкания в межэлектродном пространстве в момент максимального сближения электродов. Использование форсирующего звена, в качестве источника информации о текущем значении и скорости изменения технологического тока,позволяет минимизировать возможность возникновения короткого замыкания в межэлектродном промежутке и тем самым повысить производительность, улучшить точность и качество электрохимической обработки металлических изделий.(76) Ивель Виктор Петрович Тлешев Аманды уатлы Герасимова Юлия Викторовна Пикулин Иван Николаевич(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ(57) Полезная модель относится к области электрофизической и электрохимической обработки металлических деталей вибрирующим электродом и может быть использовано для получения сложнофасонных поверхностей деталей машин. Способ импульсной электрохимической обработки металлических деталей предусматривает использование в качестве импульсного источника питания управляемого источника тока,позволяющего менять уставку тока источника в период действия текущего импульса таким образом,чтобы обеспечить заданные значения напряжений в Полезная модель относится к области электрофизической и электрохимической обработки металлических деталей вибрирующим электродом и может быть использовано для получения сложнофасонных поверхностей деталей машин. Известен способ электрохимической размерной обработки с использованием импульсного источника питания с падающей вольтамперной характеристикой,при котором обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов,контролируя текущее значение напряжения импульса, особо выделяя выбросы напряжения по переднему фронту на участке сближения и по заднему фронту импульса на участке разведения электродов и регулируют момент подачи импульса относительно момента максимального сближения электродов, соблюдая при этом равенство выбросов по переднему и заднему фронтам, причем задерживают подачу импульсов при преобладании выбросов напряжения на участке сближения и подают импульсное напряжение с опережением при преобладании выброса напряжения на участке разведения А.с. 1731488, кл. 23 3/02, 1992 г., бюл. 17. Однако при осуществлении этого способа электрохимической обработки (ЭХО) регулирование влияющих параметров производят вручную,наблюдая за изменением формы импульса по осциллографу, и на практике правильность принятых решений в различных ситуациях на основании формы осциллограммы напряжения зависит от квалификации технолога и оператора, т.е. зависит от субъективных факторов, причем контролируют в основном выбросы напряжения по переднему и заднему фронтам импульсов, не выделяя при этом минимальное значение напряжения, при котором происходит надежное растворение обрабатываемой поверхности, и не ограничивают максимальное напряжение, при котором происходит пробой на межэлектродном промежутке (МЭП). Наиболее близким аналогом по совокупности признаков является способ импульсной электромеханической обработки Патент РФ 2195389 Кл. по МПК 23 3/02 23 7/16,2012 г. Задачей, на решение которой направлена полезная модель,является повышение производительности, точности и качества обработки за счет увеличения быстродействия системы управления, установления величины заданного напряжения с учетом свойств обрабатываемого материала и величины межэлектродного зазора,увеличения локализации процесса и исключения короткого замыкания электродов. Поставленная задача достигается тем, что в известном способе импульсной электрохимической обработки вибрирующим электродом,предусматривающем использование в качестве импульсного источника питания управляемого источника тока, меняют заданную силу (уставку) тока источника в период действия текущего 2 импульса таким образом, чтобы обеспечить заданные значения напряжений в любой момент времени между передним и задним фронтами импульса напряжения, включая заданное значение напряжения и в момент максимального сближения электродов, причем задают минимальное значение уставки тока в любой точке импульса таким, чтобы обеспечить в точке минимума на кривой импульса напряжения между передним и задним фронтами значение напряжения выше потенциала анодного растворения, а максимальное значение уставки тока задают таким образом, чтобы значение выброса напряжения в любой точке на кривой между передним и задним фронтами не превышало заданного максимального напряжения,вызывающего пробой в МЭП. Основным недостатком данного способа является то, что он не позволяет в полной мере учитывать при малом межэлектродном зазоре (МЭЗ) возможность аварийной ситуации (короткое замыкание в МЭП), обусловленную тем, что кратковременные изменения тока в МЭП обуславливаются не только высокочастотными скачками напряжения, но и расстоянием между электродами. Поэтому заданная с помощью информации о межэлектродном напряжении уставка тока не в состоянии полностью устранить кратковременные изменения тока в МЭП. Этот недостаток является следствием отсутствия в системе обратной связи по току. В связи с этим целью предлагаемого способа является повышение производительности, точности и качества обработки за счет снижения рисков короткого замыкания в МЭП и увеличения времени безотказной работы оборудования. Поставленная цель достигается тем, что при реализации способа электрохимической обработки с использованием импульсного источника питания и обеспечением заданных значений минимального и максимального выбросов напряжения между передним и задним фронтами кривой импульса напряжения,осуществляется контроль максимального значения силы тока в МЭП с помощью форсирующей обратной отрицательной связи по току. Предлагаемый способ импульсной электрохимической обработки позволяет выполнять различные сложнофасонные копировальнопрошивочные операции с высокой производительностью, точностью и качеством обработки. На фиг.1 изображена структурная схема система регулирования напряжения и тока в МЭП. Предлагаемый способ импульсной электрохимической обработки (ЭХО) заключается в следующем. От источника питания 1 (фиг.1) на межэлектродный промежуток 2 подают импульсы технологического тока , пропорциональные управляющему напряжению управ(фиг.2),подаваемому от управляющего компьютера 3 через устройство ввода-вывода 4 (фиг.1). Напряжение мэп с межэлектродного промежутка 2 через устройства ввода-вывода 4 вводится в управляющий компьютер 3. В управляющем компьютере 3 в течение импульса тока анализируется мэп и сравнивается с уставками напряжений минимального мин,заданного зад и максимального макс (фиг.2),вычисляется необходимое управляющее напряжение управ для поддержания на МЭП напряжения зад в диапазоне между мин и макс. Описанный процесс можно обозначить как процесс с управлением по напряжению (фиг.2). Одновременно с этим процессом с помощью датчика тока 5 (фиг.1) происходит измерение текущего значения импульсов технологического тока мэп, которое подается на форсирующее устройство 6. Форсирующее устройство представляет собой пропорциональнодифференцирующее звено, на выходе которого формируется сигнал, включающий измеренный ток мэп в течение действия импульса и производную мэп от тока (фиг.2), где коэффициентопределяется экспериментальным путем. Сигнал,снимаемый с устройства 6, через устройство вводавывода 4, также вводится в управляющий компьютер 3 (фиг.1). В управляющем компьютере 3 в течение импульса тока на основании анализа сигнала мэпмэп (фиг.2) формируется коррекция управляющего напряжения управ. Предлагаемый способ обеспечивает дополнительную коррекцию управляющего напряжения управ за счет поступления в компьютер упреждающей информации о резком нарастании технологического тока мэп, которое может возникнуть в результате сближения электродов. Таким образом, используя форсирующее звено,как источник информации о текущем значении и скорости изменения технологического тока, можно минимизировать возможность возникновения короткого замыкания в МЭП и тем самым повысить производительность, улучшить точность и качество электрохимической обработки металлических изделий. Пример конкретной реализации. Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке 4420 Ф 11. В качестве управляющего устройства использовался промышленный компьютер фирмыс комплектом стандартных плат аналого-цифрового и цифроаналогового преобразования. Материал образца и ЭИ-сталь 4013 в отожженном состоянии,площадь обработки 10 см 2, электролит - 10 3. В процессе обработки заданное напряжение рабочих импульсов в момент максимального сближения электродов поддерживали зад 8 В длительность импульсов и 5 мс давление электролита на входе в МЭП - 350 кПа температуру электролита - 18 С частота вибрации ЭИ 50 Гц амплитуда колебаний ЭИ 0,2 мм заданное минимальное значение напряжения на МЭП 6 В заданное максимальное значение напряжения на МЭП 15 В. При снижении напряжения МЭП меньше 6 В с помощью управляющего напряжения меняли уставку тока таким образом, чтобы напряжения МЭП стало не меньше 6 В, а в случае превышения напряжения МЭП 15 В система регулирования станка уставку тока снижала так, чтобы напряжения МЭП стало не больше 15 В, при этом процесс изменения уставки тока происходил форсировано, опережая изменение напряжения МЭП прямо пропорционально скорости изменения технологического тока. Средняя скорость изменения технологического тока была зафиксирована на уровне 20000 А/с. Анализ результатов обработки показал, что при использовании предлагаемого способа ЭХО по сравнению с известными ЭХО на аналогичных режимах происходило повышение производительности обработки в 1,25 раза, т.е. составила 375 мм 3/мин, погрешность копирования ЭИ на обработанной поверхности составила не более 0,014 мм, а шероховатость соответствовала а 0,35 мкм. ФОРМУЛА ПОЛЕЗНОЙ МОДЕЛИ Способ электрохимической обработки металлических деталей,предусматривающий использование в качестве импульсного источника питания управляемого источника тока,позволяющего менять уставку тока источника в период действия текущего импульса таким образом,чтобы обеспечить заданные значения напряжений в любой момент времени между передним и задним фронтами импульса напряжения, включая заданное значение напряжения в момент максимального сближения электродов, отличающийся тем, что дополнительно корректируют уставку тока источника в период действия текущего импульса с помощью информации о значении и скорости изменения технологического тока таким образом,чтобы форсировать изменение заданного значения напряжения в межэлектродном пространстве в момент максимального сближения электродов.
МПК / Метки
МПК: B23H 7/16
Метки: деталей, металлических, обработки, способ, электрохимической
Код ссылки
<a href="https://kz.patents.su/5-u1662-sposob-elektrohimicheskojj-obrabotki-metallicheskih-detalejj.html" rel="bookmark" title="База патентов Казахстана">Способ электрохимической обработки металлических деталей</a>
Устройство для электрохимической обработки жидкости
Номер предварительного патента: 5918
Опубликовано: 16.03.1998
Автор: Пилат Борис Вольфович
МПК: C02F 1/46
Метки: обработки, жидкости, устройство, электрохимической
Формула / Реферат:
Устройство для электрохимической обработки жидкости относится к электрохимической обработке жидкости и минерализованной воды, а именно, к аппаратам для нейтрализации и обезвреживания воды и сточных вод для регулирования ее реакционной способности и физико-химических свойств, и может применяться для нейтрализации, обеззараживания и дезинфекции питьевой воды.Устройство для электрохимической обработки жидкости содержит корпус, снабженный патрубками...
Устройство для электрохимической обработки жидкости
Номер предварительного патента: 2009
Опубликовано: 15.06.1995
Автор: Пилат Борис Вольфович
МПК: C02F 1/46
Метки: электрохимической, обработки, жидкости, устройство
Формула / Реферат:
Предлагаемое изобретение относится к устройствам для электрохимической обработки воды и может быть использовано для получения католита и анолита с заданными свойствами во всех отраслях народного хозяйства. Для регулирования свойств и количества католита и анолита при электрохимической обработке воды в устройстве, содержащем корпус, снабженный патрубками ввода жидкости и вывода католита и анолита, нерастворимый анод и катод, по крайней мере один...
Аппарат для электрохимической обработки жидкости
Номер предварительного патента: 3068
Опубликовано: 15.03.1996
Автор: Пилат Борис Вольфович
МПК: C02F 1/46
Метки: электрохимической, аппарат, жидкости, обработки
Формула / Реферат:
Предлагаемое изобретение относится к устройствам для электрохимической обработки жидкости и применяется для обработки питьевой и минерализованной воды, а также для нейтрализации и обеззараживания воды и сточных вод и может быть использовано во всех отраслях народного хозяйства.Аппарат имеет перфорированный цилиндрический корпус, служащий катодом, и анод, жестко закрепленный в верхней части корпуса и имеющий форму перфорированной спирали во...
Флотационная камера для электрохимической обработки окисленного сырья
Номер инновационного патента: 24094
Опубликовано: 15.06.2011
Автор: Нагуман Пахчан Негмутулаұлы
МПК: C02F 1/46
Метки: камера, сырья, окисленного, обработки, электрохимической, флотационная
Формула / Реферат:
Изобретение относится к области обогащения полезных ископаемых, в частности к конструкциям флотационных камер, и может использоваться для электрохимической обработки окисленных руд и другого сырья с одновременной флотацией обработанной продукции. Изобретение может использоваться в цветной и черной металлургии, угольной и химической промышленности. Задачей предлагаемого изобретения является интенсификация и упрощение процесса обогащения...
Способ обработки бронзовых деталей
Номер предварительного патента: 10110
Опубликовано: 16.04.2001
Авторы: Панин Михаил Семенович, Гавриленко Ирина Владимировна, Гавриленко Алексей Григорьевич, Искакбаева Толеугайша Укубасовна, Кабдулкаримова Кульбану Кабдулкаримовна
МПК: C23F 1/00
Метки: бронзовых, обработки, способ, деталей
Формула / Реферат:
Изобретение относится к области машиностроения, приборостроения и может применяться для снятия заусенцев с поверхности бронзовых деталей сложной геометрической формы после фрезерования, штамповки и т.д. способом химической обработки их газообразным хлором.Техническим результатом изобретения является снижение температурного режима обработки, интенсификация процесса удаления с поверхности детали заусенцев за счет более высокой скорости процесса,...
Предыдущий патент: Способ очистки почв от загрязнений нефтью и нефтепродуктами и применение отработанного природного материала
Следующий патент: Линия для производства железобетонного преднапряженного бруса
Случайный патент: Вакцина живая сухая против чумы верблюдов