Способ мойки деталей
Номер инновационного патента: 31037
Опубликовано: 15.04.2016
Авторы: Клименко Евгений Александрович, Дудкин Михаил Васильевич, Гурьянов Георгий Александрович, Хон Николай Владимирович, Вавилов Андрей Владимирович, Ликунов Александр Викторович
Формула / Реферат
РЕФЕРАТ
СПОСОБ МОЙКИ ДЕТАЛЕЙ БӨЛШЕКТЕРДІ ЖУУ ӘДІСІ
Изобретение относится к способу мойки деталей путем их погружения в моющую жидкость и может быть использовано в различных областях строительства и машиностроения. Задача, на решение которой направлено изобретение, заключается в повышении эффективности, уменьшении энергоемкости и времени процесса мойки деталей. Технический результат от использования изобретения заключается в дополнительном инерционном колебательном движении и взаимном относительном контактном перемещении очищаемых деталей с периодическим отрывом или без отрыва от дна ванны, генерируемых вынуждающей центробежной силой инерции вращающихся дебалансов. Способ мойки деталей, включающий размещение деталей в ванне с моющей жидкостью и перемещении их в этой жидкости. Детали располагают в ванне с моющей жидкостью свободно, а их перемещение осуществляют путем инерционного колебательного воздействия на ванну. Инерционное колебательное воздействие на ванну осуществляют за счет вращающихся дебалансов.
Текст
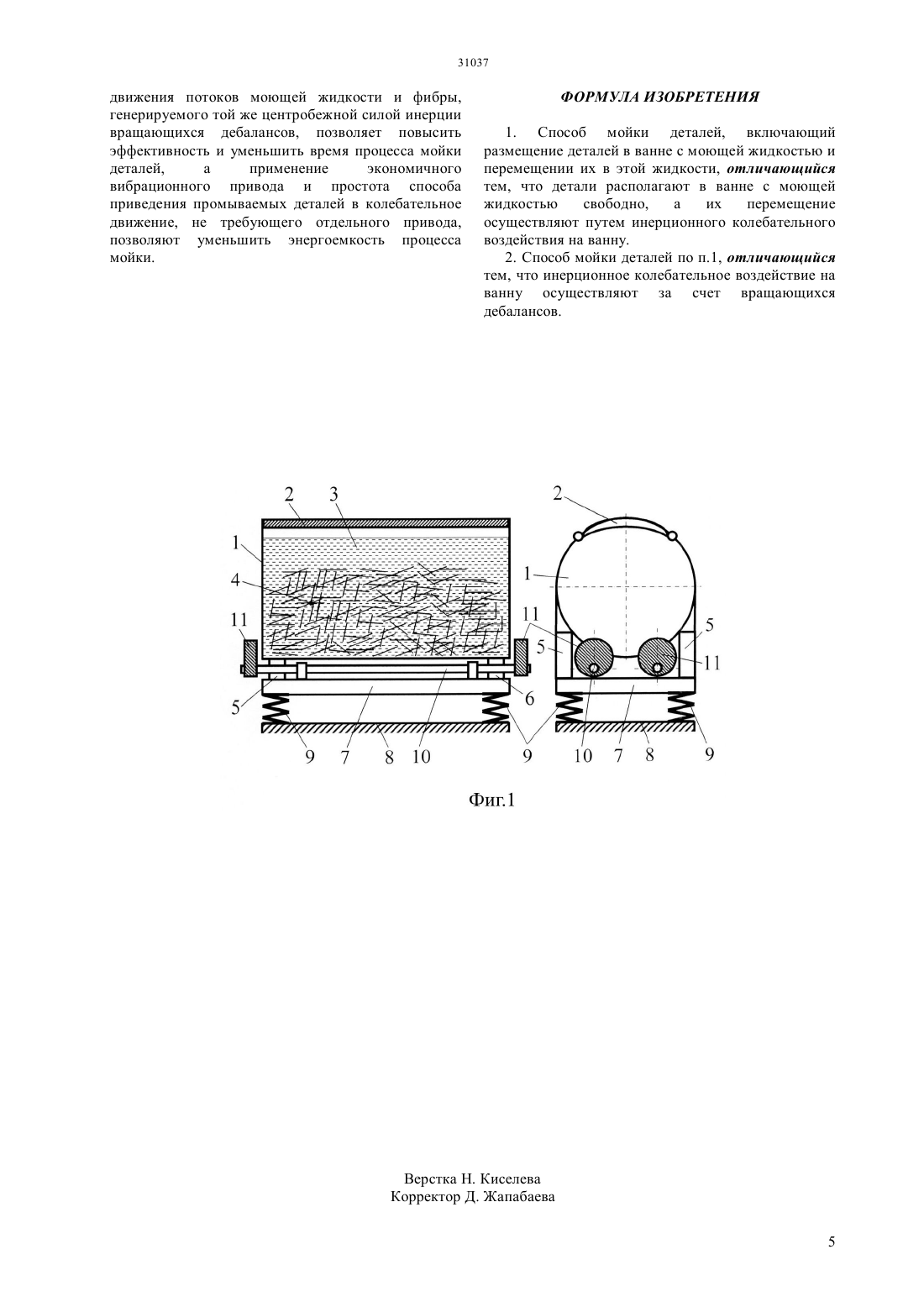
МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ заключается в повышении эффективности,уменьшении энергоемкости и времени процесса мойки деталей. Технический результат от использования изобретения заключается в дополнительном инерционном колебательном движении и взаимном относительном контактном перемещении очищаемых деталей с периодическим отрывом или без отрыва от дна ванны,генерируемых вынуждающей центробежной силой инерции вращающихся дебалансов. Способ мойки деталей, включающий размещение деталей в ванне с моющей жидкостью и перемещении их в этой жидкости. Детали располагают в ванне с моющей жидкостью свободно,а их перемещение осуществляют путем инерционного колебательного воздействия на ванну. Инерционное колебательное воздействие на ванну осуществляют за счет вращающихся дебалансов.(72) Дудкин Михаил Васильевич Гурьянов Георгий Александрович Вавилов Андрей Владимирович Хон Николай Владимирович Клименко Евгений Александрович Ликунов Александр Викторович(73) Республиканское государственное предприятие на праве хозяйственного ведения ВосточноКазахстанский государственный технический университет им. Д. Серикбаева Министерства образования и науки Республики Казахстан(57) Изобретение относится к способу мойки деталей путем их погружения в моющую жидкость и может быть использовано в различных областях строительства и машиностроения. Задача, на решение которой направлено изобретение, 31037 Изобретение относится к способу мойки деталей путем их погружения в моющую жидкость и может быть использовано в различных областях строительства и машиностроения. Известен способ мойки деталей,преимущественно точной механики, включающий погружение деталей в моющую жидкость и воздействие на них потоками моющей жидкости,отличающийся тем, что потоки жидкости создают путем воздействия на поверхность жидкости через воздушный промежуток электрическим полем коронного разряда, причем в качестве моющей жидкости используется жидкость удельным электрическим сопротивлением не менее 108 Ом/м, а на поверхность жидкости воздействуют электрическим полем коронного разряда с напряженностью на 5-10 ниже напряженности пробоя воздушного промежутка между электродом и поверхностью жидкости А.с. СССР 856595,МКИ В 08 В 3/10, Опубликовано 23.08.1981,бюллетень 31. Недостатками данного способа являются сложность и низкая эффективность процесса мойки,невозможность контроля качества мойки в процессе,так как на поверхность жидкости воздействуют электрическим полем, необходимость постоянного контроля процесса воздействия коронным разрядом и специального допуска к оборудованию,находящемуся под высоким напряжением,ординарность процесса,так как мойка осуществляется только за счет относительного движения жидкости и деталей, что снижает ее эффективность, увеличивает время процесса мойки и усложняет удаление загрязнений при наличии прочного сцепления загрязнений с поверхностями деталей, а также применение данного способа только для мойки деталей малых размеров и в малом объеме жидкости, увеличение которых повышает энергоемкость и время процесса мойки. Известен способ мойки деталей, заключающийся в том, что деталь загружают в перфорированный контейнер, раскручивают последний в моющей жидкости до образования по его оси вращения вихревой воронки и возбуждают на поверхности жидкости в зоне образования вихревой воронки волновые колебания путем периодической подачи на эту поверхность струй газа, отличающийся тем,что одновременно с вращением перфорированного контейнера на моющую жидкость осуществляют периодическое воздействие внешней силой давления для повышения гидростатического давления в объеме моющей жидкости до величины,достаточной для периодического заполнения полости вихревой воронки моющей жидкостью с пузырьками газа, при воздействии внешней силы давления на моющую жидкость, прекращают подачу струй газа, воздействие внешней силы давления на моющую жидкость производят со стороны дна вихревой воронки, воздействие внешней силы давления на моющую жидкость осуществляют по пульсирующему циклу А.с. СССР 1743656, МКИ В 08 В 3/04, опубликовано 30.06.1992, бюллетень 24. 2 Недостатками данного способа являются затрудненность воздействия на детали в процессе мойки вследствие их нахождения в перфорированных контейнерах, невозможность контроля качества мойки в процессе, отсутствие взаимного движения деталей относительно друг друга и их плотное соприкосновение с поверхностями соседних деталей создает трудности для обработки этих поверхностей моющей жидкостью и сложности для удаления загрязнений при наличии прочного сцепления загрязнений с поверхностями деталей, что увеличивает время процесса мойки, ординарность процесса, так как мойка осуществляется только за счет относительного движения жидкости с пузырьками газа и деталей, что снижает ее эффективность и также увеличивает время процесса, при этом разнообразие внешних воздействий и сопротивление движению контейнера с деталями со стороны жидкости создают условия для высокой энергоемкости процесса мойки. Известен способ мойки изделий, включающий размещение изделия на платформе, имеющей пустотелые резервуары, и сообщение платформе в моющей жидкости возвратно-поступательного движения, отличающийся тем, что платформу с очищаемым изделием в крайних положениях движения выводят из моющей жидкости на величину уравновешивания архимедовой силы и силы тяжести платформы с очищаемым изделием, и устройство для мойки изделий, содержащее ванну для моющей жидкости, установленную в ванне приводную платформу для размещения изделий,средство для возвратно-поступательного перемещения платформы, отличающееся тем, что платформа для изделий смонтирована на ванне для моющей жидкости посредством маятниковой подвески с обеспечением ей плоскопараллельного движения относительно ванны, а средство для возвратно-поступательного перемещения выполнено в виде полых резервуаров, размещенных с двух сторон платформы, с обеспечением динамического равновесия архимедовой силы и силы тяжести платформы с очищаемым изделием,маятниковая подвеска состоит из системы рычагов,верхние концы которых соединены с валами,прикрепленными к ванне, а нижние - шарнирно с платформой. А.с. СССР 1652004, МКИ В 08 В 3/10, опубликовано 30.05.1991, бюллетень 20. Недостатками данного способа являются затрудненность применения данного способа для одновременной мойки большого количества изделий небольших размеров, невозможность контроля качества мойки в процессе, плотное соприкосновение одной их поверхностей изделия с платформой, что создает трудности для обработки этой поверхности моющей жидкостью, отсутствие взаимного движения изделий относительно друг друга, что создает сложности для удаления загрязнений при наличии прочного сцепления загрязнений с поверхностями изделий и увеличивает время процесса мойки, ординарность процесса, так как мойка осуществляется только за счет относительного движения жидкости и изделий, что снижает ее эффективность и также увеличивает время процесса, сложность конструкции привода и сопротивление движению платформы с изделием со стороны жидкости приводят к увеличению энергоемкости процесса мойки. Наиболее близким к заявляемому изобретению является способ мойки деталей, заключающийся в размещении деталей в ванне с моющей жидкостью посредством несущего барабана и перемещении их в этой жидкости за счет сообщения барабану вращательного вокруг оси и возвратнопоступательного движения, отличающийся тем, что детали закрепляют по периметру барабана посекторно,а возвратно-поступательное перемещение барабана осуществляют с частотой,зависящей от частоты вращательного движения барабана, любого положительного числа, не равного нулю, и числа секторов размещения деталей по периметру барабана, при этом число двойных ходов возвратно-поступательного движения за весь цикл мойки должно быть не менее числа секторов размещения деталей по периметру барабана А.с. СССР 1466820, МКИ В 08 В 3/06, опубликовано 23.03.1989, бюллетень 11. Недостатками данного способа являются затрудненность применения данного способа для одновременной мойки большого количества деталей небольших размеров, невозможность контроля качества мойки в процессе, соприкосновение одной из поверхностей детали с несущим барабаном обусловленное жестким креплением детали к барабану, что создает трудности для обработки этой поверхности моющей жидкостью, отсутствие взаимного движения деталей относительно друг друга, что создает сложности для удаления загрязнений при наличии прочного сцепления загрязнений с поверхностями деталей и увеличивает время процесса мойки, ординарность процесса, так как мойка осуществляется только за счет относительного движения жидкости и деталей, что снижает ее эффективность и также увеличивает время процесса, сложность конструкции привода и сложное движение барабана с деталями в жидкости,а также возникновение сопротивлений движению барабана с деталями со стороны жидкости приводят к увеличению энергоемкости процесса мойки. Задача, на решение которой направлено изобретение,заключается в повышении эффективности, уменьшении энергоемкости и времени процесса мойки деталей. Технический результат от использования изобретения заключается в дополнительном инерционном колебательном движении и взаимном относительном контактном перемещении очищаемых деталей с периодическим отрывом или без отрыва от дна ванны, генерируемых вынуждающей центробежной силой инерции вращающихся дебалансов. Сущность изобретения заключается в следующем. Предложен способ мойки деталей,включающий размещение деталей в ванне с моющей жидкостью и перемещении их в этой жидкости. Детали располагают в ванне с моющей жидкостью свободно, а их перемещение осуществляют путем инерционного колебательного воздействия на ванну. Инерционное колебательное воздействие на ванну осуществляют за счет вращающихся дебалансов. Осуществление предлагаемого способа очистки поясняется рисунком. На фиг.1 изображена схема реализации предлагаемого способа мойки деталей. Схема реализации предлагаемого способа мойки деталей включает ванну 1 с люком 2, в ванне находится моющая жидкость 3 и свободно расположенные детали 4. Ванна 1 посредством парных жестких опор 5 и 6 крепится к раме 7,закрепленной на неподвижном основании 8 посредством упругих опор 9. К раме 8 крепятся дебалансные валы 10, с дебалансами 11. Способ мойки деталей осуществляется следующим образом. Детали 4, например,металлическая фибра, состоящая из коротких(длиной, как правило, от 3 до 15 см) стальных проволок, полученных после резки и расплетания отработанных металлических канатов, в виде пучка проволок,находящихся в контактном взаимодействии друг с другом, помещается в ванну 1, выполненную, например, в виде барабана или другой емкости с криволинейным днищем,заполненную моющей жидкостью 3, после чего ванна 1 закрывается люком 2. Дебалансные валы 10 с дебалансами 11 приводятся во вращение от привода (не показан) и в результате вращения генерируют центробежную вынуждающую силу инерции, которая через раму 7 и жесткие опоры 5 и 6 сообщает движение ванне 1 вместе с моющей жидкостью 3 и фиброй 4. Ванна 1 вместе с моющей жидкостью 3, фиброй 4, рамой 7 под действием вынуждающей силы инерции дебалансов совершает колебательные движения на упругих опорах 9 относительно неподвижного основания 8, причем режим колебательного движения может быть как с отрывом фибры от дна ванны (с подбрасыванием),так и без отрыва (без подбрасывания). В результате этого в объеме моющей жидкости 3 генерируются волновые процессы, возникают области с различной величиной давления, что приводит к появлению внутри объема моющей жидкости интенсивных потоков, направленных из областей с высоким давлением в области с низким давлением, которые,протекая через объем очищаемой фибры 4,обеспечивают разрушение и удаление загрязнений с ее поверхностей за счет действия гидродинамических сил и сил трения между поверхностями фибры и потоками моющей жидкости. Также процессу разрушения и удаления загрязнений с поверхностей фибры способствуют явления турбулизации потоков и кавитации,возникающие в объеме моющей жидкости вследствие больших скоростей потоков и быстрого изменения давлений в локальных областях,возникающих вследствие колебательного осуществляется мойка деталей посредством движения моющей жидкости относительно деталей. Кроме того, колебательное движение передается от ванны 1 к фибре 4, которая, будучи расположена в ванне свободно, под действием вынуждающей силы дебалансов 11, а также за счет сил инерции,вызываемых собственной массой проволок фибры,вовлекается в инерционное колебательное движение, причем проволоки фибры, вследствие их разной удаленности от стенок и дна ванны,приобретают различные по величине и направлению скорости и ускорения, что приводит к их перемещению относительно друг друга, а поскольку проволоки фибры в ванне находятся в контактном взаимодействии друг с другом, то их перемещение относительно друг друга, сопровождаемое трением и движением поверхности одной проволоки фибры по поверхности другой или других проволок,приводит к взаимному соскабливанию с этих поверхностей загрязнений, которые уносятся потоками моющей жидкости 3, что значительно повышает эффективность и уменьшает время мойки фибры. Также колебательное движение фибры увеличивает скорость относительного движения моющей жидкости 3 и проволок фибры 4, что увеличивает гидродинамические силы, силы трения,турбулизацию и кавитацию и повышает эффективность удаления загрязнений. Также при опускании фибры 4 после подбрасывающего импульса и при встрече фибры и дна ванны 1 происходит их соударение, которое придает импульс и сообщает внутреннее перемещение объему промываемой фибры,способствующее усилению внутренних потоков моющей жидкости, взаимному перемещению проволок фибры и соскабливанию загрязнений с их поверхностей, что дополнительно интенсифицирует процесс мойки и повышает ее эффективность. Текущий контроль качества мойки может осуществляться непосредственно в процессе мойки без остановки процесса путем открытия на работающем устройстве люка 2 ванны 1 и извлечения из ванны с моющей жидкостью образцов проволок фибры 4 для контроля качества мойки. По достижении требуемого качества очистки фибры процесс мойки останавливается, и фибра 4 извлекается из ванны 1 любым известным способом. Режимы мойки деталей, а именно, амплитуду и частоту колебаний ванны 1 с моющей жидкостью 3 и деталями 4, например, в зависимости от суммарной массы колеблющихся частей или текущего качества мойки деталей, можно регулировать и подбирать за счет изменения значения вынуждающей центробежной силы инерции дебалансов, которая, в свою очередь,может регулироваться за счет изменения массы дебалансов (в том числе за счет изменения их количества), частоты вращения дебалансов, а также эксцентриситета дебалансов (расстояния от оси вращения дебаланса до его центра тяжести). Для расширения технологических возможностей способа мойки деталей количество дебалансных валов 10 должно быть не менее двух, а дебалансы 11 4 должны располагаться на противоположных концах дебалансных валов 11. При этом дебалансные валы 10 могут располагаться в одной плоскости горизонтально или вертикально, а дебалансы 11 могут вращаться синфазно или в противофазе, для обеспечения чего дебалансные валы могут быть соединены между собой через синхронизатор вращения, например, в виде зубчатой передачи с передаточным отношением, равным единице. При расположении дебалансных валов горизонтально в одной плоскости и синфазном вращении всех дебалансов ванне 1 будут сообщаться круговые колебания, при вращении в противофазе дебалансов,расположенных на разных концах валов, ванне будут сообщаться качательные колебания, а при вращении в противофазе дебалансов,расположенных на разных валах, ванне будут сообщаться вертикальные направленные колебания. Пример конкретного выполнения изобретения. При практической реализации заявляемого способа были получены следующие результаты. Степень очистки стальной проволочной фибры из отработанных канатов от загрязнений составляет 98,7 при времени мойки 5 минут (в отличие от аналогов, для которых время мойки для достижения того же качества составляет 3060 минут). Также, в отличие от аналогов, не требуется использовать нагрев моющей жидкости, что значительно снижает энергозатраты на процесс мойки. Рекомендуемые характеристики устройства для реализации заявляемого способа мойки деталей,исходя из минимального энергопотребления процесса при обеспечении необходимого качества мойки масса полезной загрузки - 7080 кг фибры мощность приводного электродвигателя - 1,52 кВт амплитуда колебаний ванны - 14 мм частота колебаний ванны - 300600 колебаний/минуту полная масса с загрузкой - около 140 кг габариты 1000800870 мм. При этом в результате испытаний было установлено, что на качество процесса мойки большее влияние имеет частота колебаний ванны при увеличении частоты колебаний время мойки сокращается, а качество улучшается, при этом изменение амплитуды колебаний в пределах от 1 до 4 мм на время и качество мойки влияет незначительно и лишь при превышении амплитудой значения 4 мм влияние на процесс очистки становится заметным, однако это приводит к заметному увеличению энергопотребления процесса. Таким образом, свободное расположение фибры в ванне при постоянном перемешивании и колебательном движении всего объема промываемой фибры, генерируемом вынуждающей центробежной силой инерции вращающихся дебалансов, позволяет составляющим ее проволокам совершать хаотическое инерционное движение внутри этого объема, контактируя и скользя по поверхностям таких же проволок, совершая при этом соскабливание загрязнений с любых точек их поверхностей, что в сочетании с очисткой поверхностей фибры за счет относительного движения потоков моющей жидкости и фибры,генерируемого той же центробежной силой инерции вращающихся дебалансов, позволяет повысить эффективность и уменьшить время процесса мойки деталей,а применение экономичного вибрационного привода и простота способа приведения промываемых деталей в колебательное движение, не требующего отдельного привода,позволяют уменьшить энергоемкость процесса мойки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ мойки деталей, включающий размещение деталей в ванне с моющей жидкостью и перемещении их в этой жидкости, отличающийся тем, что детали располагают в ванне с моющей жидкостью свободно,а их перемещение осуществляют путем инерционного колебательного воздействия на ванну. 2. Способ мойки деталей по п.1, отличающийся тем, что инерционное колебательное воздействие на ванну осуществляют за счет вращающихся дебалансов.
МПК / Метки
МПК: B08B 3/10
Код ссылки
<a href="https://kz.patents.su/5-ip31037-sposob-mojjki-detalejj.html" rel="bookmark" title="База патентов Казахстана">Способ мойки деталей</a>
Способ мойки шерсти в моечной ванне и устройство для его осуществления
Номер патента: 5785
Опубликовано: 15.03.2002
Авторы: Погуляев Александр Дмитриевич, Бондарев Александр Иванович, Абсатов Джамбул
Метки: шерсти, способ, мойки, ванне, осуществления, устройство, моечной
Формула / Реферат:
Изобретение относится к сельскому хозяйству, в частности к мойке шерсти после стрижки овец.Технический результат от использования изобретения состоит в интенсификации процесса мойки слоя шерсти за счет импульсного промывания его струями раствора, а также в снижении материалоемкости устройства и упрощения его узлов. Этот результат достигается тем, что шерсть в ванне располагают свободным слоем в моющем растворе под перемещающим шерсть средством....
Переносное устройство для мойки наружной поверхности транспортных средств
Номер инновационного патента: 20673
Опубликовано: 15.01.2009
Автор: Ермекбаев Дулат Курмангалиевич
МПК: B60S 3/04, B05B 9/01, B05B 9/00...
Метки: поверхности, средств, наружной, переносное, мойки, транспортных, устройство
Формула / Реферат:
Изобретение относится к области автономных переносных устройств для мойки наружных поверхностей транспортных средств, в частности легковых автомобилей.Техническим результатом изобретения является повышение удобства в пользовании и эффективности в эксплуатации.Это достигается тем, что в предлагаемом переносном устройстве для мойки наружной поверхности транспортных средств, содержащем средство для подачи жидкости, включающее рукоятку, снабженную...
Способ обработки бронзовых деталей
Номер предварительного патента: 10110
Опубликовано: 16.04.2001
Авторы: Кабдулкаримова Кульбану Кабдулкаримовна, Искакбаева Толеугайша Укубасовна, Панин Михаил Семенович, Гавриленко Алексей Григорьевич, Гавриленко Ирина Владимировна
МПК: C23F 1/00
Метки: деталей, обработки, бронзовых, способ
Формула / Реферат:
Изобретение относится к области машиностроения, приборостроения и может применяться для снятия заусенцев с поверхности бронзовых деталей сложной геометрической формы после фрезерования, штамповки и т.д. способом химической обработки их газообразным хлором.Техническим результатом изобретения является снижение температурного режима обработки, интенсификация процесса удаления с поверхности детали заусенцев за счет более высокой скорости процесса,...
Технологический комплекс для мойки вагонов высокоскоростных железнодорожных транспортных средств
Номер полезной модели: 629
Опубликовано: 15.12.2010
Авторы: Андреев Владимир Евгеньевич, Денисов Юрий Алексеевич, Шевченко Максим Анатольевич
МПК: B60S 3/00
Метки: комплекс, транспортных, технологический, вагонов, средств, железнодорожных, высокоскоростных, мойки
Формула / Реферат:
РЕФЕРАТПолезная модель относится к автономным устройствам для чистки транспортных средств и может быть использована в качестве мойки для высокоскоростных железнодорожных транспортных средств. Технологический комплекс для мойки вагонов включает помещение мойки, рельсовое устройство перемещения вагона внутри него и смонтированные внутри помещения насадки. Насадки соединены с насосом для подачи моющего раствора, выполнены подвижными и расположены...
Способ Дагиса восстановления изношенных деталей
Номер предварительного патента: 3153
Опубликовано: 15.03.1996
Автор: Дагис Зигфрид Станиславович
МПК: B23K 37/04, B23K 6/00
Метки: дагиса, изношенных, деталей, восстановления, способ
Формула / Реферат:
Изобретение относится к области ремонта машин и может быть использовано для восстановления, например, изношенных шеек коленчатых валов. Обеспечивает повышение прочности и качества восстановленных деталей за счет уменьшения вероятности образования трещин в зонах сварки.Это достигается тем, что дополнительные ремонтные детали устанавливают и предварительно закрепляют на ненагретых восстанавливаемых деталях, затем восстанавливаемые детали в сборе с...
Предыдущий патент: Прибор промышленной безопасности – индивидуальный (ППБ-И)
Следующий патент: Устройство для расщепления стального троса на отдельные проволоки
Случайный патент: Устройство для сушки белья