Способ получения водоохлаждаемого кессона для плавильной печи Ванюкова и других плавильных агрегатов
Номер инновационного патента: 28217
Опубликовано: 17.03.2014
Авторы: Киекбаев Ернар Ермухаметович, Сыздыков Медет Кашаубекович, Камирдинов Аббас Гуламидинович, Нургалиева Кайынжамал Махсутбековна
Формула / Реферат
Элементы высокотемпературных металлургических печей, работающих в условиях высоких температур для продления их срока службы, охлаждают в цикличном порядке посредством прямого контакта кессона с охлаждающей жидкости, проходящей по внутренним каналам кессона.
Целями (задачами) данного изобретения являются:
1) сократить количество промежуточных слоев, контактирующих поверхностей и микрозазоров, препятствующих теплообмену между горячим кессоном и охлаждающей жидкостью;
2) упростить форму и габаритные размеры полости для прохождения охлаждающей жидкости с одновременным усложнением силуэта полости для усложнения траектории движения охлаждающей жидкости с целью предотвращения образованию ламинарных потоков, неподвижных слоев воды и «паровой рубашки»;
3) использовать сталь в качестве альтернативного рабочего материала кессона для удешевления и увеличения срока службы.
Цели изобретения достигаются путем получения внутренней полости для прохождения охлаждающей воды в кессоне с помощью армированного «и»-образного песчано-масляного литейного стержня. Стержень изготовлен из стального каркаса для придания жесткости конструкции стержня и для фиксации в литейной форме в подвешенном положении, а также песка со связующим материалом (льняное масло, олифа натуральная, фурановые смолы), позволяющий при охлаждении стержня саморассыпаться и беспроблемно удаляется из полости кессона. Кессон может быть изготовлен из рядовой литейной стали для удешевления стоимости кессона и увеличения срока его службы.
1
Текст
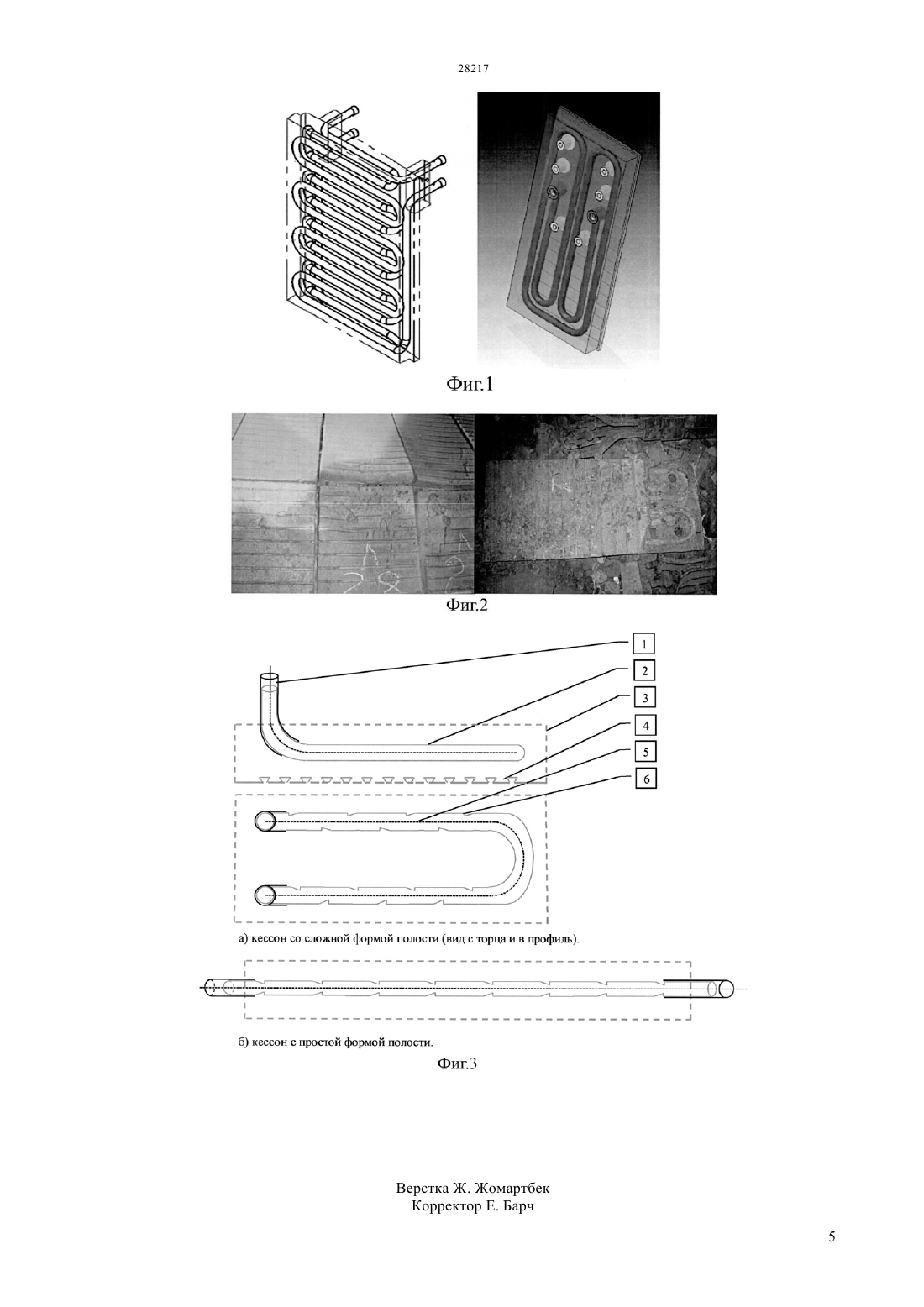
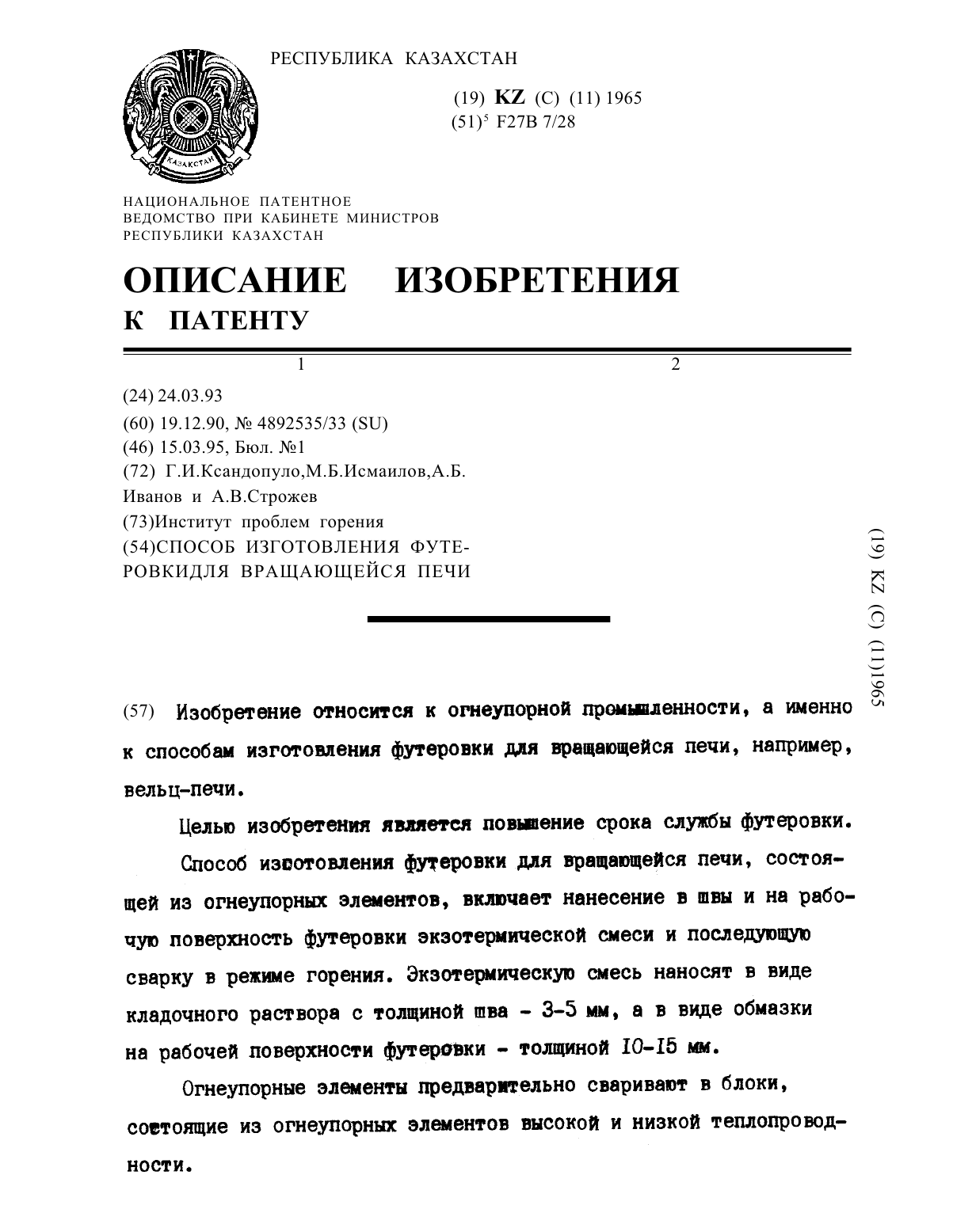
(51) 21 7/00 (2006.01) 21 7/10 (2006.01) 27 1/12 (2006.01) 27 9/00 (2006.01) 28 7/06 (2006.01) 28 19/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ водоохлаждаемых кессонов, увеличение срока службы кессона и рабочей кампании печи,увеличение годовой производительности металлургического агрегата, снижение потерь тепловой энергии,снижение себестоимости изготовления кессона и готовой продукции передела, уменьшение объема ремонтных работ. Способ получения водоохлаждаемого кессона с использованием литейного стержня армированного монолитным стальным каркасом, с составом стержневой смеси, использующей традиционный литейный кварцитовый песок и масляный связующий с покрытием стержня противопригарной краской, где в качестве рабочего материала кессона используют литейную сталь или другие металлы и сплавы, более того технология изготовления изначально позволяет оснастить кессон трубками для подвода-отвода охладителя, а каркас (стальная арматура), расположенный в полости кессона,является источником турбулентности потока охладителя, к тому же полость в кессоне снабжена поперечными выступами, что также является вспомогательным источником турбулентности потока.(72) Киекбаев Ернар Ермухаметович Сыздыков Медет Кашаубекович Нургалиева Кайынжамал Махсутбековна Камирдинов Аббас Гуламидинович(73) Киекбаев Ернар Ермухаметович Сыздыков Медет Кашаубекович(54) СПОСОБ ПОЛУЧЕНИЯ ВОДООХЛАЖДАЕМОГО КЕССОНА ИЗ МЕДИ,СТАЛИ, А ТАКЖЕ ИЗ ДРУГИХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ ПЛАВИЛЬНОЙ ПЕЧИ ВАНЮКОВА И ДРУГИХ ПЛАВИЛЬНЫХ АГРЕГАТОВ(57) Изобретение относится к области литейного производства и металлургии, в частности к способу производства водоохлаждаемого элемента конструкции металлургических печей для плавки металлов и сплавов, в особом случае к плавильной печи Ванюкова,использующей медные водоохлаждаемые кессоны для формирования плавильной ванны печи. Техническим результатом изобретения является облегчение технологии изготовления Изобретение относится к области литейного производства и металлургии, в частности, к способу производства водоохлаждаемого элемента конструкции металлургических печей для плавки металлов и сплавов, в особом случае к плавильной печи Ванюкова,использующей медные водоохлаждаемые кессоны для формирования плавильной ванны печи. В высокотемпературных металлургических печах невозможно обойтись без охлаждаемых элементов,по примеру, в соответствии с фиг.1, особенно в печах, где ванной для расплава является гарнисаж(слой застывшего шлака и металлического расплава) на рабочей поверхности кессонов, который работает как огнеупорная футеровка. Все элементы,работающих в условиях высоких температур для продления их срока службы, охлаждают в цикличном порядке различными текучими материалами (к примеру, вода) для отвода тепла. В мире на протяжении последних 20 лет все достижения в области разработки и производства медных водоохлаждаемых элементов, используемых в печах для плавки черных, цветных и редких металлов,в значительной степени были обусловлены наработанной производственниками практикой работы на печах, а также современными способами литья,разработанными такими компаниями как ГипроЦветМет(СССР),(Канада),(Финляндия), (Нидерланды),(Австралия) и другие. Основные традиционные массовые технологии изготовления медных водоохлаждаемых кессонов в мирелитье с использованием медного трубного контуралитье с использованием трубного контура из сплава монель, рядовой или нержавеющей сталилитье с использованием трубного контура из меди покрытого микрослоем никелялитье с использованием трубного контура из меди, покрытого микрослоем сплава с температурой плавления ниже, чем температура плавления мединепрерывное литье заготовок со сквозными параллельными отверстиямисверление контуров для охлаждающей воды в медной непрерывно-литой заготовке. При эксплуатации водоохлаждаемых кессонов,изготовленных по выше представленным технологиям, наблюдаются дефекты в виде химикотермического разъедания (расплавление) рабочей поверхности кессона и деформации (коробление) кессонов, в соответствии с фиг.2, в дополнение, они характеризуются высокой себестоимостью изготовления и нестабильным качеством. В данном изобретении предлагается технология изготовления водоохлаждаемых кессонов,основанная на передовых достижениях науки и техники в литейном производстве. Для решения имеющихся проблем по изготовлению и использованию кессонов принят во внимание Патент 6615913 В 1, 09.09.2003, а также наиболее близкий аналог (прототип) -литье медного 2 кессона с использованием вставок из песочной(стеклянной) сердцевины Патент 6090342,18.07.2000. Сущность технологии указанной в прототипах заключается в том, что полость медного кессона для прохождения охлаждающей жидкости изготавливается из вставок, сделанных из циркониевого песка с органическим связующим. В стержень вмонтирована трубка, через которую пропускают воздух для охлаждения с целью предотвращения от разрушения. В технологии предусматривается использование 4 отдельных стержня для охлаждения одного кессона и соответственно необходимо по 4 отверстия для подвода-отвода охладителя,также не предусматривается изготовление кессона с подводящими и отводящими трубками. Основными недостатками аналогов (прототипов) по изготовлению медных кессонов являются 1) в качестве каркаса литейного стержня используется трубка охлаждаемая воздухом, что усложняет технологию изготовления кессона, и в конечном итоге повышает ее стоимость, а т.к. ее невозможно удалить из полости кессона и она обладает гладкой поверхностью,то при эксплуатации кессона снижается эффективность теплообмена 2) в качестве сердцевины для получения полости предлагается дорогостоящий расходный материал циркониевый песок, что повысит себестоимость кессона 3) на один кессон предусмотрено по 4 подводящих и отводящих отверстия, что потребует монтаж и использование разветвленной системы трубопроводов 4) кессоны не снабжены трубками для подводаотвода охлаждающей жидкости, таким образом,кессон будет дополнительно подвергаться механической обработке для подсоединения труб с помощью резьбовых соединений или привариваться электросваркой. В обоих случаях это недостаточно эффективно и надежно, что адекватно отразиться на себестоимости и функциональности кессонов, т.к. высока вероятность утечки воды через резьбовые соединения 5) в качестве материала кессона используется катодная медь-дорогостоящий и хорошо теплопроводящий металл, который повышает тепловые потери с металлургического агрегата,характеризуется рисками расплавления,химического разъедания и разрыва кессона,соответственно, утечки воды в горячую жидкую ванну и взрыва 6) отсутствуют поперечные и/или продольные пазы в полости, предназначенные для повышения площади контакта с охлаждающей жидкостью,предотвращающие образование ламинарных,неподвижных слоев жидкости и паровой рубашки на поверхности полости кессона. Для восполнения указанных недостатков поставлены следующие задачи 1) использовать монолитный стальной каркас(армирование) внутри литейного стержня для придания механической прочности стержню,возможности скрепления стержней между собой при получении дополнительных полостей в кессоне и для жесткой фиксации стержня в литейной форме 2) использовать альтернативные компоненты стержневого состава с целью улучшения технологии изготовления и снижения себестоимости кессона 3) снабдить полость для прохождения охлаждающей жидкости поперечными выступами с целью усложнения траектории движения охлаждающего потока и увеличения теплосъма,придав потоку турбулентность, предотвратив образование ламинарных потоков, минимизировав образование неподвижных слоев воды и паровой рубашки на поверхности раздела жидкость-кессон,снижающих теплообмен 4) использовать литейную сталь в качестве альтернативного материала для изготовления кессона с целью удешевления и увеличения срока службы. Техническим результатом изобретения является облегчение технологии изготовления водоохлаждаемых кессонов, увеличение срока службы кессона и рабочей кампании печи,увеличение годовой производительности металлургического агрегата, снижение потерь тепловой энергии,снижение себестоимости изготовления кессона и готовой продукции передела, уменьшение объема ремонтных работ. Сущность изобретения. Внутреннюю полость для прохождения охлаждающей жидкости изготовить с использованием литейных технологий,а именно с помощью армированного песчаномасляного литейного стержня в соответствии с фиг.3. Для сведения а) литейный стержень - отъемная часть литейной формы, предназначенная для образования внутренних и наружных поверхностей отливки б) армированныйв техническом смысле похож на каркас из стальных прутиков(арматура) в железобетонном изделии. Для сравнения эффективности теплообмена, в образуемых поверхностях полостей кессонов,изготовленных по традиционным и новой технологиям, проведен расчет (анализ) площадей поверхности контакта для теплообменного процесса в полости кессона. Исходные данные для расчетадиаметр и радиус полости кессона - 0,05 и 0,025 мдлина полости - 1,0 миспользуемые фракции кварцитового песка(диаметр) - 0,0002 и 0,000315 м Расчет 1 Площадь поверхности контакта полости с охладителем, изготовленной с использованием трубы, составит цилиндрич. полости 223,140,0251,00,157 м 2. 2 Площадь поверхности контакта полости с охладителем,изготовленной по литейной технологии. 2.1 В частном случае, примем, что частица кварцитового песка идеально похожа на шар и площадь шероховатости поверхности контакта для литейной полости равна половине площади шара, а данные шары расположены в квадратах равных диаметру шара, таким образом, шар займет площадь квадрата равной квадрата 20020,000220,00000004 м 2 квадрата 31520,00031520,000000099225 м 2. 2.2 Количество шаров, которые можно поместить на цилиндрической поверхности равно 200(цилиндра)/квадрата 2000,157/0,000000043 925 000 шт. 315(цилиндра)/квадрата 3150,157/0,0000000992251 582 262 шт. 2.3 Площадь поверхности полости равна полостиллит.тех.200(42)/2200(43,14(0,0002/ 2)2)/239250000,247 м 2 полостилит.тех.315(42)/2315(43,14(0,00031 5/2)2)/215822620,247 м 2. 3 Сравнительный анализ площадей поверхностей контакта полостей, изготовленных по традиционной и литейной технологиям полости лит.тех.200/цилиндрич. полости 0,247/0,1571,57 раз больше. Выводы по расчету Площадь поверхности контакта полости для охлаждающей жидкости,изготовленной по литейной технологии в 1,57 раз больше,чем по традиционной,за счет шероховатости,полученной вследствие использования кварцитового песка. Таким образом,разработка более эффективного литейного способа изготовления кессона является весьма актуальным. Монолитный стальной каркас (армирование) предназначен для придания жесткости литейному стержню и фиксации в литейной форме в подвешенном положении, изготавливается из стальной строительной арматуры 20-30 мм 5 необходимой длины и конфигурации согласно геометрии кессона. Далее данный стальной каркас помещается и фиксируется в стержневом ящике,куда ссыпается предварительно подготовленная стержневая смесь на основе крупнозернистого кварцитового песка со специальным масляным связующим (фурановая смола, льняное масло и др.) и плотно трамбуется (встряхивается). Далее стержень 2 50-60 мм с поперечными выступами(порогами) 6, направленные против течения охлаждающей жидкости,извлекается из стержневого ящика, и сушиться в электрической сушильной печи при температуре не более 70 С. Для предотвращения образования песочного пригара и разрушения стержня во время литья и кристаллизации отливки,используют противопригарную краску, состоящая из оксида циркония и растворителя, которая напыляется пульверизатором на подвешенный стержень. Для плотного сцепления противопригарной краски с поверхностью стержня и образования прочной спкшейся корочки подводят лучинку открытого огня для сжигания растворителя. Литейная форма изготавливается с помощью модели изготовленная в соответствии с основными внешними характеристиками кессона 3 и разработанной литейной технологией. В технологии литейной формы с целью получения плотной отливки без усадочных раковин в термических узлах предусматриваются традиционные литейные питающие прибыля с посыпкой открытой поверхности прибыли экзотермическими покровными смесями либо экзотермические прибыля. Предусмотрено использование металлических холодильников в термических узлах для минимизации термической нагрузки на стержень и предотвращения стержня от разрушения. В литейной технологии предусмотрено получение горизонтальных трапециевидных пропилов ласточкин хвост 4 различного геометрического размера на рабочей поверхности кессона для закладки огнеупорного бетона и/или для удерживания налипшего гарнисажа с целью сокращения потерь тепла с охлаждающей жидкостью и увеличения срока службы кессона. Для крепления в подвешенном состоянии,жесткой фиксации и с целью предотвращения изгибу стержня в литейной форме предусмотрено использование металлических закладных и упорных штанг, которые крепятся в 5-10 точках к несущим элементам литейной формы по всей длине стержня на равноудаленных расстояниях. После фиксации стержня в форме насаживают стальные трубки 1,предназначенные в последующем для подвода и отвода охлаждающей жидкости во время эксплуатации кессона. После подготовительных работ производиться закрытие литейной формы и ее заливка медью или сталью либо другим литейным сплавом. После заливки формы металлом, выдержки до полной кристаллизации и частичного охлаждения отливки проводят выемку отливки из формы. Отливку очищают от песка и дают полностью остыть,во время которого стержень,расположенный внутри отливки, почти полностью саморассыпается,вследствие использования специальных масляных связующих, которые при охлаждении теряют связывающие свойства и тем самым беспроблемно удаляется из полости кессона,а каркас остается внутри кессона. Для предотвращения образования соляной накипи в полости кессона температура охлаждающей жидкости на выходе из кессона не превышает 40 С и в зависимости от рабочих температур в ванне печи скорость охладителя в полости адекватно регулируется в пределах -1-3 м/сек. Преимущества изобретения 1) литейный стержень армирован монолитным стальным каркасом 2) в составе стержневой смеси используются традиционный литейный кварцитовый песок и масляный связующий с покрытием стержня микрослоем противопригарной краски 3) в качестве рабочего материала кессона используются литейная сталь или другие литейные металлы и сплавы 4) технология изготовления изначально позволяет оснастить кессон трубками для подводаотвода охладителя 5) каркас (стальная арматура), расположенный в полости кессона,является источником турбулентности потока охладителя 6) полость в кессоне снабжена поперечными выступами,что является дополнительным источником турбулентности потока. Положительный эффект от освоения новой технологии литья кессоновупростится технология изготовления кессонов и снизится себестоимость ее изготовленияувеличится нормативный срок службы кессонов и длительность рабочей кампании плавильной печиуменьшаться финансовые издержки на капитальные ремонты печи, простои оборудования и снизиться себестоимость продукцииснизиться расход охлаждающей жидкости и уменьшиться износ агрегатов, предназначенных для функционирования системы циркуляции охлаждающей жидкостиснизятся тепловые потери с печи и увеличиться степень полезного использования тепла. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения водоохлаждаемого кессона для плавильной печи Ванюкова с использованием вставок с вмонтированной трубкой, сделанной из циркониевого песка и органического связующего,без подводящих и отводящих трубок,отличающийся тем, что внутреннюю полость для прохождения охлаждающей жидкости изготовить с использованием литейных технологий, а именно с помощью армированного песчано-масляного литейного стержня 2. Способ по п.1 отличающийся тем, что в качестве рабочего материала кессона используют литейную сталь или другие металлы и сплавы 3. Способ по п.1 отличающийся тем, что технология изготовления изначально позволяет оснастить кессон трубками для подвода-отвода охладителя 4. Способ по п.п.1 и 2 отличающийся тем, что каркас, расположенный в полости кессона, является источником турбулентности потока охладителя 5. Способ по п. 4 отличающийся тем, что полость в кессоне снабжена поперечными выступами, что является источником турбулентности потока.
МПК / Метки
МПК: C21B 7/10, F28F 19/02, F28D 7/06, C21B 7/00, F27D 1/12, F27D 9/00
Метки: ванюкова, кессона, других, способ, печи, получения, плавильных, водоохлаждаемого, агрегатов, плавильной
Код ссылки
<a href="https://kz.patents.su/5-ip28217-sposob-polucheniya-vodoohlazhdaemogo-kessona-dlya-plavilnojj-pechi-vanyukova-i-drugih-plavilnyh-agregatov.html" rel="bookmark" title="База патентов Казахстана">Способ получения водоохлаждаемого кессона для плавильной печи Ванюкова и других плавильных агрегатов</a>
Способ и установка для регулирования электрического режима индукционной плавильной печи
Номер предварительного патента: 3310
Опубликовано: 10.06.1996
Авторы: Тупало Сергей Емельянович, Тупало Станислав Сергеевич
МПК: H05B 6/06
Метки: регулирования, способ, режима, плавильной, установка, печи, индукционной, электрического
Формула / Реферат:
Способ регулирования электрического режима индукционной плавильной печи, содержащей подключенный к источнику питания через силовой тиристорный ключ колебательный контур, состоящий из параллельно включенных индуктора и конденсаторной батареи, при котором осуществляют импульсно-фазовое управление тиристорным ключом, включающее в себя деление частоты тока источника питания и подачу через тиристорный ключ на колебательный контур импульса с частотой...
Способ получения биметаллических отливок со слоем основного металла из стали
Номер предварительного патента: 7112
Опубликовано: 15.02.1999
Авторы: Хусанов Фархад Исматович, Протопопов Анатолий Всеволодович, Протопопова Людмила Степановна
МПК: B22D 19/02
Метки: основного, стали, способ, слоем, биметаллических, металла, получения, отливок
Формула / Реферат:
Изобретение относится к области литейного производства, в частности к технологии получения биметаллических отливок повышенной износостойкости в коррозионноактивных средах.Способ получения биметаллических отливок включает нанесение на поверхность литейной формы и/или стержня литейной формы порошкового покрытия со связующим, просушивание до отверждения покрытия, сборку литейной формы, заливку литейной формы основным металлом, кристалллизацию...
Способ получения ферросиликоалюминия в руднотермической печи
Номер предварительного патента: 13413
Опубликовано: 15.09.2003
Авторы: Такенов Турган Джумабаевич, Амургалимов Болат Абулхаирович, Жарменов Абдрасул Алдашевич, Хасен Болат Пешатулы, Толымбеков Манат Жаксыбергенович, Байсанов Сайлау Омарович, Школьник Владимир Сергеевич
МПК: C21C 7/00
Метки: получения, ферросиликоалюминия, способ, руднотермической, печи
Формула / Реферат:
Изобретение относится к областиметаллургии, в частности, к выплавкеферросиликоалюминия в руднотермической печи.Способ получения ферросиликоалюминияосуществляют в руднотермической печи сиспользованием в качествекремнийалюминийсодержащего материала углистойпороды с содержанием 15-35 мас.% углерода, ипроцесс плавки проводят с недостатком в шихте 3-12мас.% углерода. Техническим результатомизобретения является повышениетехнико-экономических...
Способ получения биметаллических отливок со слоем основного металла из чугуна
Номер предварительного патента: 7111
Опубликовано: 15.02.1999
Авторы: Протопопова Людмила Степановна, Хусанов Фархад Исматович, Протопопов Анатолий Всеволодович
МПК: B22F 7/04, B22D 13/02
Метки: отливок, способ, металла, слоем, чугуна, получения, основного, биметаллических
Формула / Реферат:
Изобретение относится к области получения биметаллических отливок из чугуна с повышенной коррозионной стойкостью и износостойкостью в агрессивных средах.Способ получения биметаллических отливок, включающий нанесение на поверхность литейной формы и/или стержня литейной формы порошкового покрытия со связующим, просушивание до отверждения покрытия, сборку литейной формы, заливку ее основным металлом и кристаллизацию. Порошковое покрытие...
Способ изготовления футеровки для вращающейся печи
Номер патента: 1965
Опубликовано: 15.03.1995
Авторы: Сторожев Александр Викторович, Иванов Александр Борисович, Ксандопуло Георгий Иванович, Исмаилов Марат Базаралы - улы
МПК: E27B 7/28
Метки: изготовления, вращающейся, способ, печи, футеровки
Формула / Реферат:
Изобретение относится к огнеупорной промышленности, а именно к способам изготовления футеровки для вращающейся печи, например, вельц-печи. Целью изобретения является повышение срока службы футеровки. Способ извотовления футеровки для вращающейся печи, состоящей из огнеупорных элементов, включает нанесение в швы и на рабочую поверхность футеровки экзотермической смеси и последующую сварку в режиме горения. Экзотермическую смесь наносят в виде...
Предыдущий патент: Питательная среда для культивирования лактобацилл
Следующий патент: Способ переработки свинецсодержащих пылей для получения смеси медного и цинкового купоросов
Случайный патент: Способ получения свинцово-сурьмянистого-медно-теллуристого сплава (ССуМТ)