Способ изготовления футеровки для вращающейся печи
Номер патента: 1965
Опубликовано: 15.03.1995
Авторы: Ксандопуло Георгий Иванович, Иванов Александр Борисович, Исмаилов Марат Базаралы - улы, Сторожев Александр Викторович
Формула / Реферат
Изобретение относится к огнеупорной промышленности, а именно к способам изготовления футеровки для вращающейся печи, например, вельц-печи. Целью изобретения является повышение срока службы футеровки. Способ извотовления футеровки для вращающейся печи, состоящей из огнеупорных элементов, включает нанесение в швы и на рабочую поверхность футеровки экзотермической смеси и последующую сварку в режиме горения. Экзотермическую смесь наносят в виде кладочного раствора с толщиной шва - 3-5 мм, а в виде обмазки на рабочей поверхности футеровки - толщиной 10-15 мм. Огнеупорные элементы предварительно сваривают в блоки, состоящие из огнеупорных элементов высокой и низкой теплопроводности.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(54)СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИДЛЯ ВРАЩАЮЩЕЙСЯ ПЕЧИк способам изготовления футеровки для вращающейся печи, например,вельц-печи.Целью изобретения является повышение срока службы футеровки.Способ иавотовления футеровки для вращающейся Печи. СОСТОЯщей из огнеупорнн элементов, включает нанесение в швн и на рабочую поверхность футеровки акэотериичесной смеси и последующую сварку в режме горения. Экэотериическую смесь наносят в виде кладочного раствора с толщиной шва - 3-5 им, а в виде обмазки на рабочей поверхности футеровки - толщиной 10-15 нм.Огнеупорные элементы предварительно сваривают в блоки, СОВТОЯЩИЗ ИЗ ОГНЭУПООННХ ЗЛЭМВНТОВ ВЫСОКОЙ И НИЗКОЙ РВПЛОГШОВОД НОСТИ.именно к способам изготовления футеровки для вращающейся печи,напрмер, вельцгпечи.Известен способ изготовления футеровки вращающися печей путем нанесения в швы и на поверхность футеровки термитного порошка и последующей сварки (1).Известен также способ изготовления футеровки для вращающейся печи, состоящей из огнеупорным элементов, согласно которому термитный порошок смешивают с огнеупорным, бливкм по хми ческому составу футеровки, а зате засыпают в швы между кирпичами и организуют слой из этой смеси на поверхности кладки, с последующей сваркой в режиме горения. (2).Недостатком известного способа является то, что футеровку осуществляют отдельными секциями, а именно, после проведения сварки и охлаждения печь поворачивают и подготавливают следующую секцию огнеупорной кладки, что увеличивает продолжительность процесса футеровки.Целью изобретения является повышение срока службы футеровки.Поставленная цель достигается тем, что в способе изготовления футеровки для вращающейся печи, состоящей из огнеупорнн элементов, путем нанесения в швы и на рабочую поверхность футеровки экзотермической смеси и последующей сварки и режиме горения,согласно изобретению зкзотермическую смесь наносят в виде кладочного раствора с толщиной шва 3-5 мм, а в виде обмазки на рабочей поверхности футеровки - толщиной 10-15 мм.Целесообразно огнеупорные элементы предварительно сваривать в блоки, состоящие из огнеупорных элементов имсокой и низкойСпособ изготовления футеровки для вращающейся печи осуществляется следующим образом.Смесь тщательно перемешивают до получения однородной масон.Полученной смесью толщиной 3-5 мм соединяют шамотннй и хромомагнеэитовнй кирпичи, выполняющие в футеровка различные функции. Таким образом, получают необходимое количество блоков для футеровки печиюЗатем их помещают в нагревательную печь стемпературой 900-1000 С. По мере прохождения 5 л о ко е ч е р е з п е чьпроисходит их нагрев и возгорание шва между паиотнъни и хроммагнеэитовьми кирпичами. Температура шва в процессе горения достигается 1800 С что приводит к свариванию огнеупоров в монолит. После выхода блоков из печи происходит их охлаждение на воздухе.полученными блоками производят футеровку вельц-печи, размером, например 5 х 70 м используя в качестве кладочного раствора ту же экэотермичеокую смесь, толщиной 3-5 им. Блоки располагают таким образом вдоль корпуса печи, чтобы шамотннй (теплоизоляционный) слои находился между корпусом и хромоматезитовъм слоем.На рабочую поверхность футеровки наносят слой экзотермической смеси толщиной 10-15 мм и начинают разогрев теплового агрегата. При достижении 900-1000 С происходит воспламенениеобмазки и волна горения идет вглубь футеровки по вертикальным и горизонтальным швам, сваривая блоки в монолит.Таким образом, использование предлагаемого способа футеровки вращающихся печей позволит сократить время проведения футе ровки или ремонта печи на 20, а также увеличить ее срок службы на 4 О 7 О.
МПК / Метки
МПК: E27B 7/28
Метки: печи, футеровки, изготовления, вращающейся, способ
Код ссылки
<a href="https://kz.patents.su/5-1965-sposob-izgotovleniya-futerovki-dlya-vrashhayushhejjsya-pechi.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления футеровки для вращающейся печи</a>
Разгрузочный конец вращающейся печи
Номер патента: 1283
Опубликовано: 15.09.1994
Авторы: Юст Гельмут Вольдемарович, Страшко Владимир Данилович
МПК: F27B 7/20
Метки: вращающейся, печи, конец, разгрузочный
Формула / Реферат:
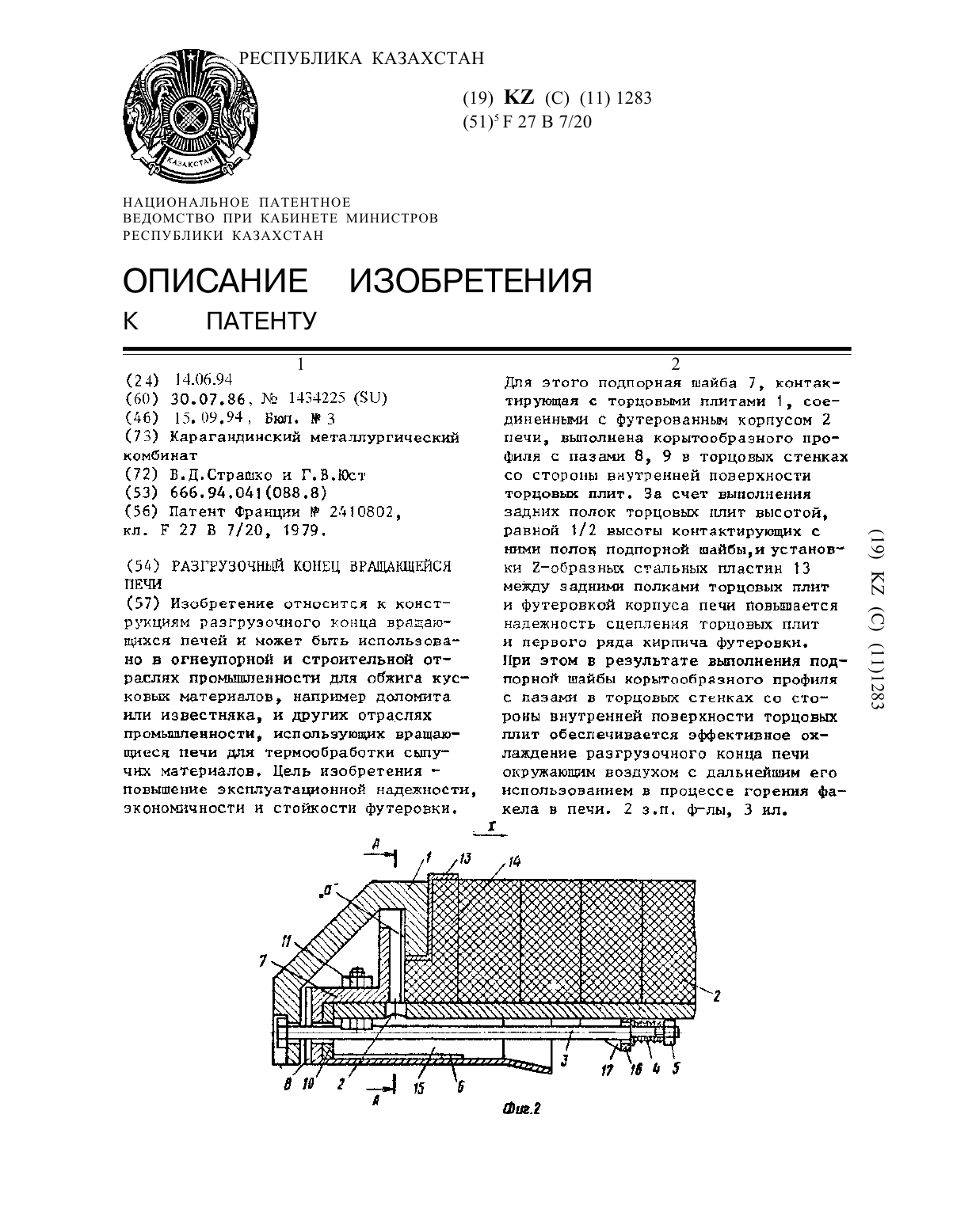
Изобретение относится к конструкциям разгрузочного конца вращающихся печей и может быть использовано в огнеупорной и строительной отраслях промышленности для обжига кусковых материалов, например доломита или известняка, и других отраслях промышленности, использующих вращающиеся печи для термообработки сыпучих материалов. Цель изобретения - повышение эксплуатационной надежности, экономичности и стойкости футеровки. Для этого подпорная шайба 7,...
Торец загрузочной части вращающейся печи
Номер патента: 1285
Опубликовано: 15.09.1994
Автор: Страшко Владимир Данилович
МПК: F27B 7/32
Метки: части, торец, печи, вращающейся, загрузочной
Формула / Реферат:
Торец загрузочной части вращающейся печи, содержащий корпус, футерованный огнеупорным кирпичом, подпорную шайбу и смонтированное на торце корпуса кольцо, выполненное из отдельных радиально установленных сегментов, отличающийся тем, что, с целью обеспечения стабильности аэродинамического сопротивления в печи путем регулирования входного сечения, он снабжен набором подкладок, уложенных под основания сегментов кольца, установленных со взаимным...
Способ обжига гранулированного материала во вращающейся печи
Номер патента: 1212
Опубликовано: 15.09.1994
Авторы: Хлебов Вячеслав Прокофьевич, Маков Евгений Павлович, Хлебов Александр Прокопьевич, Маков Сергей Павлович, Евсеев Георгий Алексеевич
МПК: C04B 7/44
Метки: обжига, материала, печи, способ, гранулированного, вращающейся
Формула / Реферат:
Изобретение отноcится к промышленности строительных материалов, преимущественно к производству извести, цементного клинкера, фосфоритных или рудных окатышей. Цель изобретения - повышение производительности. Способ обжига минеральных материалов включает приготовление сырьевой смеси с твердым топливом, зажигание топлива, встречную подачу теплоносителя при слоевом сжигании топлива. Встречную подачу теплоносителя осуществляют по всей высоте слоя.
Узел крепления бандажа на корпусе вращающейся печи
Номер патента: 1284
Опубликовано: 15.09.1994
Авторы: Юст Гельмут Вольдемарович, Страшко Владимир Данилович
МПК: F27B 7/22
Метки: печи, вращающейся, крепления, узел, бандажа, корпусе
Формула / Реферат:
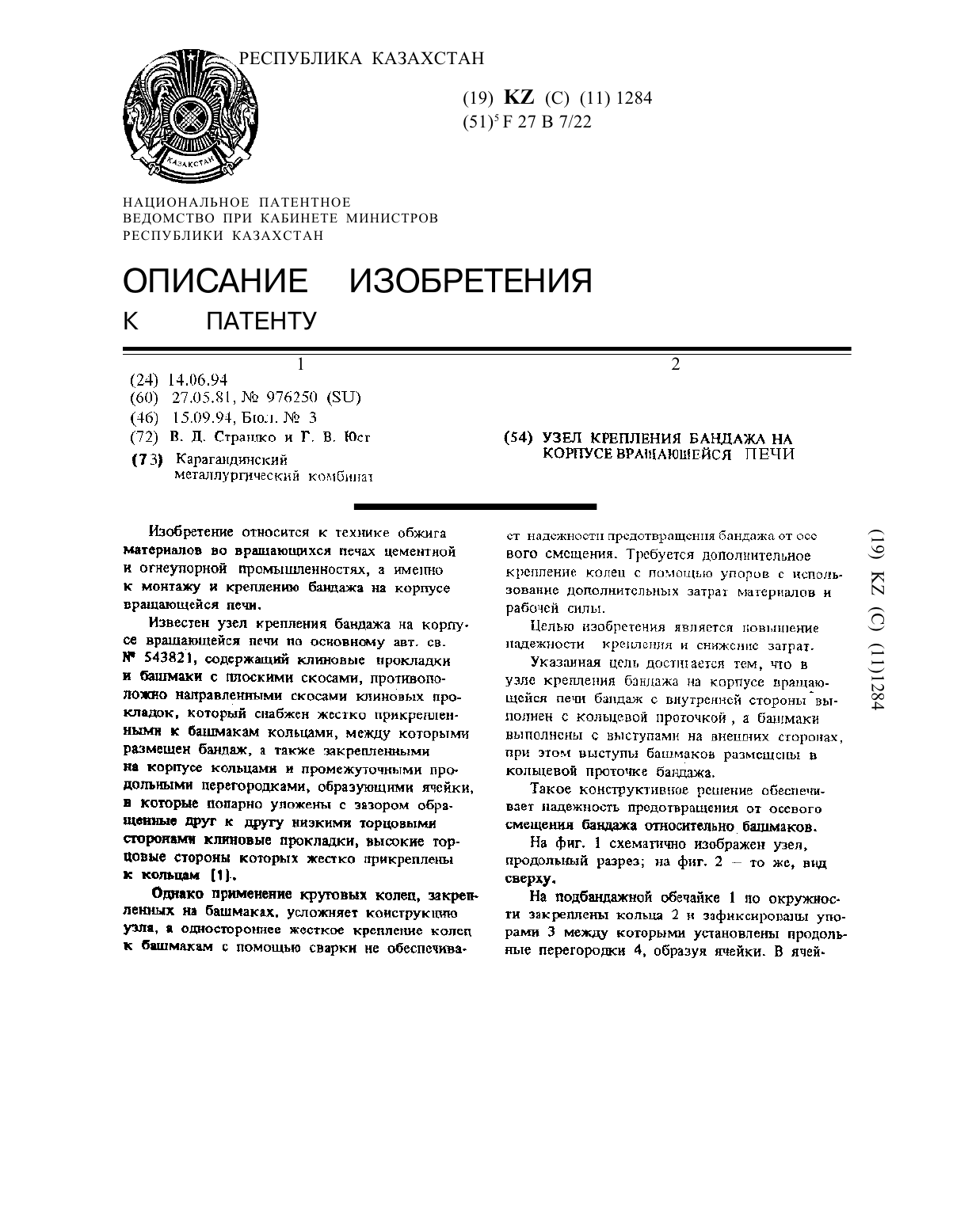
Изобретение относится к технике обжига материалов во вращающихся печах цементной и огнеупорной промышленностях, а именно к монтажу и креплению бандажа на корпусе вращающейся печи. Целью изобретения является повышение надежности крепления и снижение затрат. Указанная цель достигается тем, что в узле крепления бандажа на корпусе вращающейся печи бандаж с внутренней стороны выполнен с кольцевой проточкой , а башмаки выполнены с выступами на внешних...
Способ восстановления железосодержащих хромовых руд во вращающейся печи
Номер патента: 1894
Опубликовано: 15.03.1995
Авторы: Клаус Ульрих, Вильхельм Янсен, Дитрих Радке
МПК: C21B 13/00
Метки: вращающейся, способ, руд, хромовых, железосодержащих, печи, восстановления
Формула / Реферат:
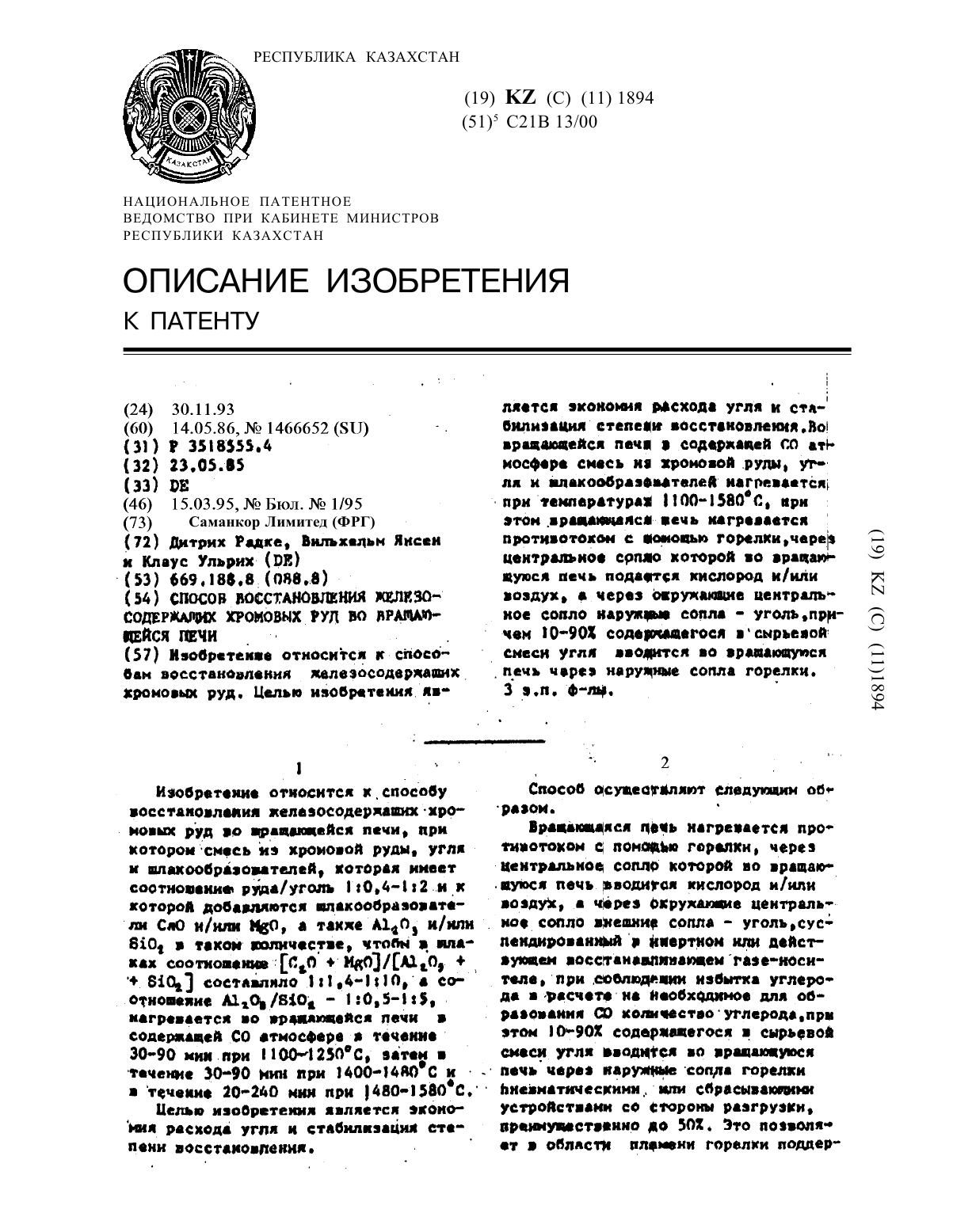
Изобретение относится к cпocoбам восстановления железосодержащих хромовых руд. Целью изобретения является экономия расхода угля и стабилизация степени восстановления. Во вращающейся печи в содержащей СО атмосфере смась из хромовой руды, угля и шлакообразователей нагревается при температуре 1100-1580°С, при этом вращающаяся печь награвается противотоком с помощью горелки, через центральное сопло которой во врвращающуюся печь подаётся кислород...
Предыдущий патент: Способ обжига углеродистых изделий в многокамерных печах открытого типа
Следующий патент: Загрузочное устройство шахтной печи
Случайный патент: Способ удаления органических веществ из растворов процесса Байера