Соединение труб
Формула / Реферат
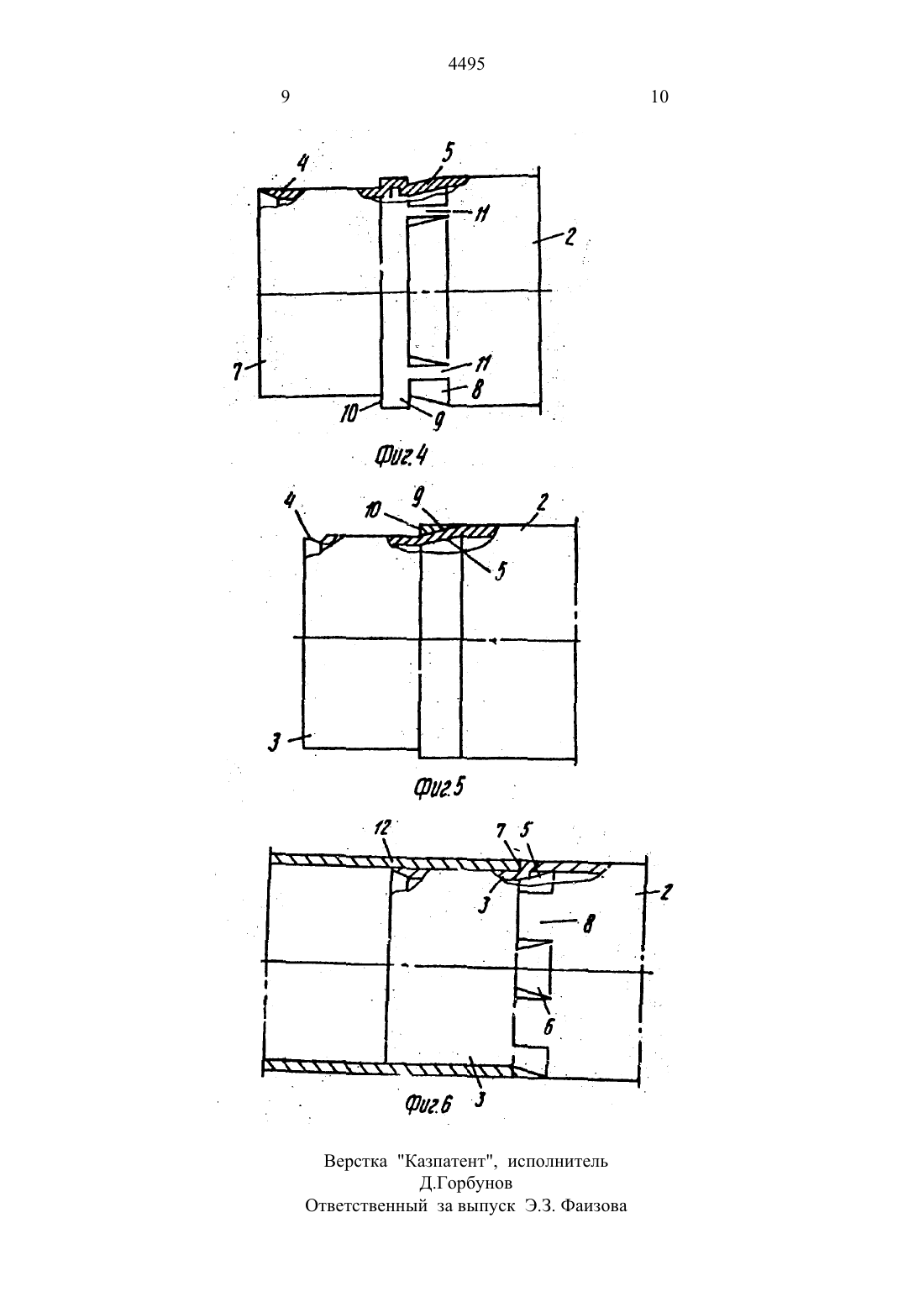
Сущность изобретения: наружный диаметр стыкуемого конца одной трубы уменьшается до внутреннего диаметра следующей трубы. Над конической областью перехода на наружной поверхности стыкуемого конца трубы выполнена по меньшей мере одна упорная зона с упорной поверхностью для торцевой поверхности следующей трубы. Упорная зона по высоте соответствует диаметру стыкуемого конца трубы. На зоне 4 выполнены упорные кулачки, равномерно расположенные по периметру в области перехода. Отдельные кулачки отделены друг от друга частичными зонами конической зоны перехода. Зона на конической области перехода выполнена кольцевой. Кольцевая зона дополнительно опирается об осевые опорные ребра, проходящие через область перехода. Упорная зона снабжена упорным кольцом, герметично установленным на конической области перехода 6 зп ф-лы, 6 ил.
Текст
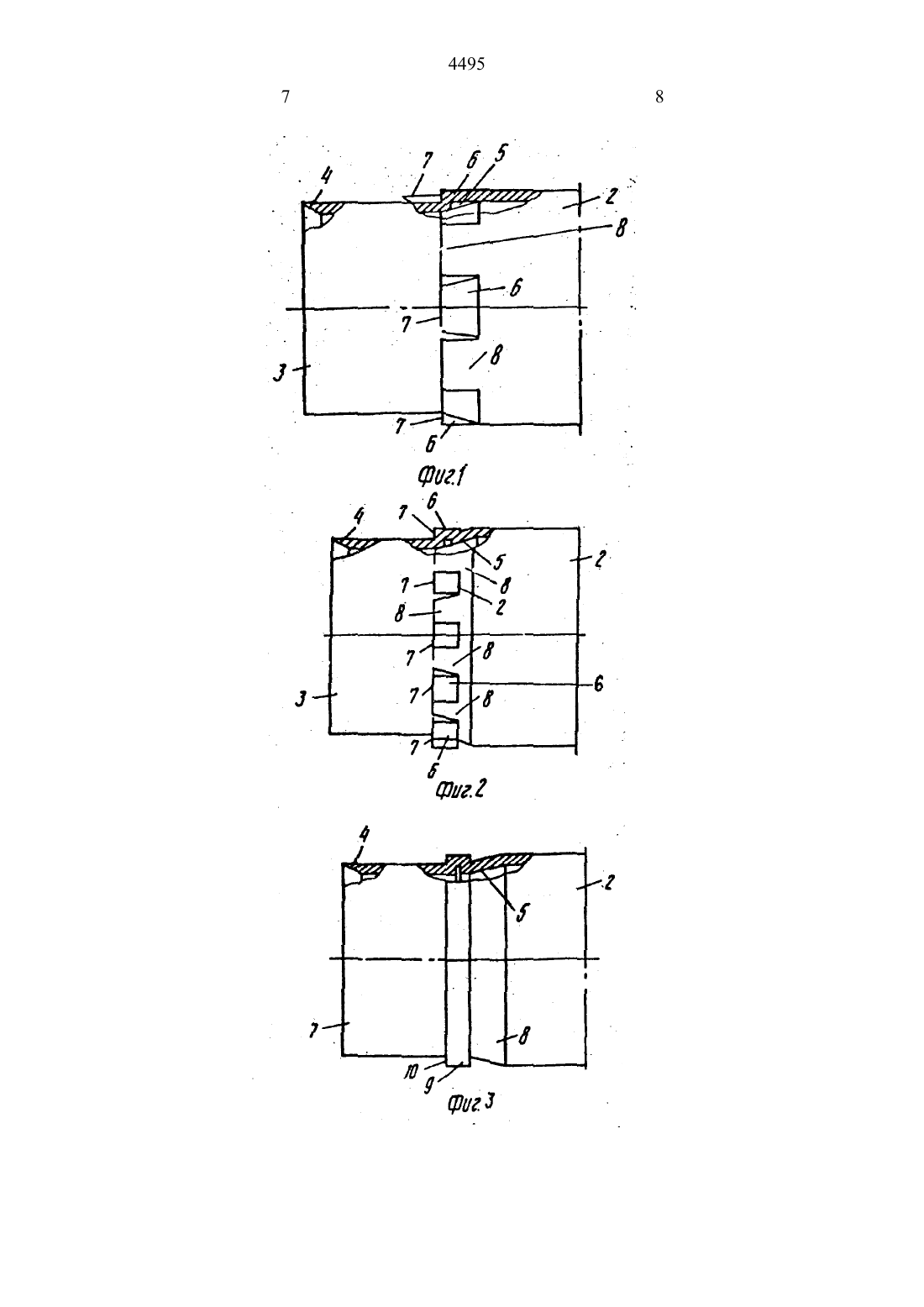
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАНпа) Рехау Аг Ко (он) 9 устыкуемого коша одной трубы уменьшается до внутреннего диаметра следующей трубы Надконической областью перехода на наружной по верхности стыкуемого коша трубы вьтлотена поот июшаяэчндс Угшой тзерхттостЫо. для торцееои у ловерхноети следуто-д щейзона по высоте соответсттауетдиаметру стыкуемогокотца трубы, На зо не вытюттнетн угюртне купа-ли равномерно РЭСЭ положенные по периметру о оопасти переходаОтделыше кулачки отделены друг от ДРУГ а Частитными зонами конической зоны перехода Зона на котшеской области перехода ВЫПОПНеНЗ кольцевой Кольцевая зона дополнительно опирается об осевые опорные ребра проходящие через область-перехода Упорная зона снабжена упорным коттьцоц герметично установленным надтонической области перехода 6,311 ф-пн. 6 ил-труб из пластмассы. металлов и т.п причем стыкуемый конец одной трубы посредством.формирования конической области перехо да ИМЕЗТ ВНЕШНИЙ ДИЗМЗПЭ, умэоьшенныйв до размераусловного прохода п исоединя емой трубы.Известно соединение встык водосточ- 4ных труб и фасонных деталей водосточных желобов. в котором нижний суженный конец каждой предыдущей (верхней) трубы или фасонной детали вставляется на посад-ке с заданным-допуском в следующую за ним нижнюю трубу или фасонную деталь. Это достигается за счет сужения одного кон из трубы или фасонной детали в направле нии потока. причем наружный диаметр суженной части. по меньшеймере. на две толщины стенки меньше. чем наружный диаметр остальной части трубы или фасонной. детали. Сужение конца трубы осуществля-з ется формованиемпосредством сжатоговоздуха в пластичном состоянии этого конца трубы Сужение фасонной деталивыполняется литьем под давлением. .Когда изготовленные таким образом водосточные трубы вводятся друг в друга. эта коническая зона перехода примыкает к свободному краю надвинутого на область сты ковки конца следующей трубььв результатечего трубы удерживаются в их посадке. Этот процесс может быть реализован для водосточных труб, так как в тех или иных областях прилегания поочередно следующих участков труб Ыкачестве воздействующего усилия должна приниматься лишь масса насаженных труб. Такие соединения труб не выдерживают дополнительной нагрузки,поскольку при возрастающем воздействии сил служащий в качестве матрицы конец трубы склонен с распучиванию или к разрушению. так что произошлобыл разрушениедавлением ВППОТЬ ДО предельной ВЭПИЧИНЫЦель достигается тем. что на конической переходной области от введенного конца трубы до самого диаметра трубы выполнена, по меньшей мере. одна упорнаязона с упорными поверхностями для торце вой поверхности следующей трубы.Нафиг. 1 показан в разрезе конец трубы с кулачками, проходящими нерез коническую область перехода на фиг. 2 частичное сечение фиг. 1 с кулачками. сформированными в конической области ЗЪЮХОДЭ На ФИГ. 3 частичное сечение фиг.1 с выполненным вращающимся нажимным у кольцом перед конической областьюперехода на фиг. 4 частичноесечение фиг.3 с осевыми опорными ребрами нажимного кольца на фиг. 5 частичное сечение конца. трубы с нажимным кольцом. зафиксированным на конической области перехода на у фиг. 6 частичныйразрез соединения двух труб.На фиг. 1 изображен использующийся в качестве пуансона конецтрубы с концом фконце обжимки З изображена коническая область 4 перехода, в то время как в области перехода от обжимки 3 и к части 2 трубы сформована коническая область 5 перехода. Упорнаяэона состоит в изображенном. варианте из упорныхкулачков б. которые проходят через всю область конического пе- т, ч рехода 5. Кулачки 6 под воздействием мехв- нического усилия выталкиваются изд конической области перехода. причем об-Т пасть наибольшего выталкивания расположена в начале введенного суженного конца З. Эта область наибольшего выталкивания представляет собой одновременную упор-Ц ную поверхность 7 для торцевого конца следующей трубы. изображенное исполнение кулачков 6 5 обеспечивает наиболее благоприятную пе- 1 редачу нагрузки прилегающей к кулачку 6 поверхности поперечного сечения следую-поверхностью 7 кулачков 6 при этом возникает прямолинейный. непосредственный. соответствующий полной. толщине стенок переход к следующей трубе. Таким образом. в случае этой формы исполнения не возникает никаких нежелательных нагрузок сд продольным изгибом. вспучиванием или сил продольного изгибания. а . В случае формы исполнения (фиг. 2). кулачки 6 проходят не через всю область ко- . нического перехода. а расположены в этой области. Форма кулачков 6 является в случае изображенного более благоприятнощ. однакопередача нагрузки от нажимной по- ч верх ности 7 через кулачок б к трубе 2 оказывается менее благоприятной. поскольку усилия должны направляются через кулачковую форму в коническую область перехо да. Существуют области использования, соединения труб. в случае которых предель- т но Допускаемая нагрузка давлением не стоит на переднем плане и в основном действует требование в отношении центровки обеих соединенных труб относительно друг друга. В таких условиях достаточно использования кулачковых конструкций чСказанное в отношении формы кулачков (фиг. 2) справедливо также для исполне ния (фиг. 3). В случае этой формыисполнения упорная зона с упорной поверхностью расположена не конической переходной области 8. а.перед коническойобластью 8 перехода и выполнена в форме вращающегося нажимного кольца 9. Упор- ная поверхность обозначена в данном случае ссылочным номером 10. . - .(фиг. 4) упбрная зона 9. (фиг 3)опирается с помощью дополнительных опорных ребер11. которые проходят через коническуюуоб пасть 8 перехода. на трубу 2.. На фиг. 5 отказываются от формовки кулачков или упорных зон из/ или передка нической областью 8 перехода. В данном случае упорная зона 9 образована опорнымкольцом. которое проходит со встречной ко нусностью. относительно конической облета сти 8 перехода. Это опорное-кольцоукреплено снаружи на конической области 8 переходаднапример, посредствомприклеивания. сварки и т.д На фиги 6- показано соединение двух труб 1 и 12. при этом последующая труба 121. СОЕДИНЕНИЕ ТРУБ из пластмассы. металла и т.пД с наружным диаметром стыкуемого конца одной трубы уменьшающимся до внутреннего диамет ра следующей трубы. и с коническойобластью перехода по их внутреннему диаметру. отличающееся тем что над конической областью перехода на наружной поверхности стыкуемого конца трубы выполнена по меньшей мере одна упорная зона с упорной поверхностью для торцевой поверхности следую Щей трубы. 2. Соединение по п.1, отличающееся тем что упорная зона поаысоте соответствует диаметру стыкуемого конца трубы.тем. что нас упорной зоне выполненывдвинута своей торцевойстороной до упора к нажимной поверхности 7 кулачков б предшестаующей трубы 1 . - . вСоединение труб может изготавливать-гся Ь виде располагаемой внутриштепсель ной муфты (в. случае труб из термо пластических материалов) с помощью экс трузионной установки. Наряду с экструзией для изготовления таких-труб можно исполь-зоаать также метод центробежного литья. Этот метод представляет со 6 ойинтерес при.изготовлении имеющих- небольшую длинучастей труб. для способа замены футеровки. В случае трубмзготовленных посредст-тинструментов на участке или вне его. В процессе формирования муфты затем могутдбыть изготовлены кулачки для упорных по верхностей. Следующая возможность для . изготовления соответствующего изобрете нию соединения труб обеспечивается на ос-новании способа формования с раздувом. При этом всуженныйконецтрубы дополнительно вдувается. например. вращающийся гофр (фиг. 3 и 4). Эти формы исполнения могут изготавливаться также методом центробежного литья.упорные кулачки. равномерно расположенные по периметру в области перехода.4. Соединение по п.1 отличающееся тем. что отдельные упорные кулачки отделены друг от друга частичными зонами конической области перехода.б. Соединениепо п.1. отличающееся тем.- что упорная аона на конической . области перехода выполнена кольцевой.дтем. что кольцевая упорная зона дополнительно опирается об осевые опорные Грбра. проходящие через область перехода яА 7. 1 Соединение по п.1. отличающееся тем. что упорная зона, снабжена опорным кольцом. герметично установленным на конической области. перехода.
МПК / Метки
МПК: F16L 47/00
Метки: труб, соединение
Код ссылки
<a href="https://kz.patents.su/5-4495-soedinenie-trub.html" rel="bookmark" title="База патентов Казахстана">Соединение труб</a>
Резьбовое соединение для бурильных труб
Номер патента: 3089
Опубликовано: 15.03.1996
Автор: Жан Дюре
МПК: F16B 33/02, F16L 15/00
Метки: соединение, труб, бурильных, резьбовое
Формула / Реферат:
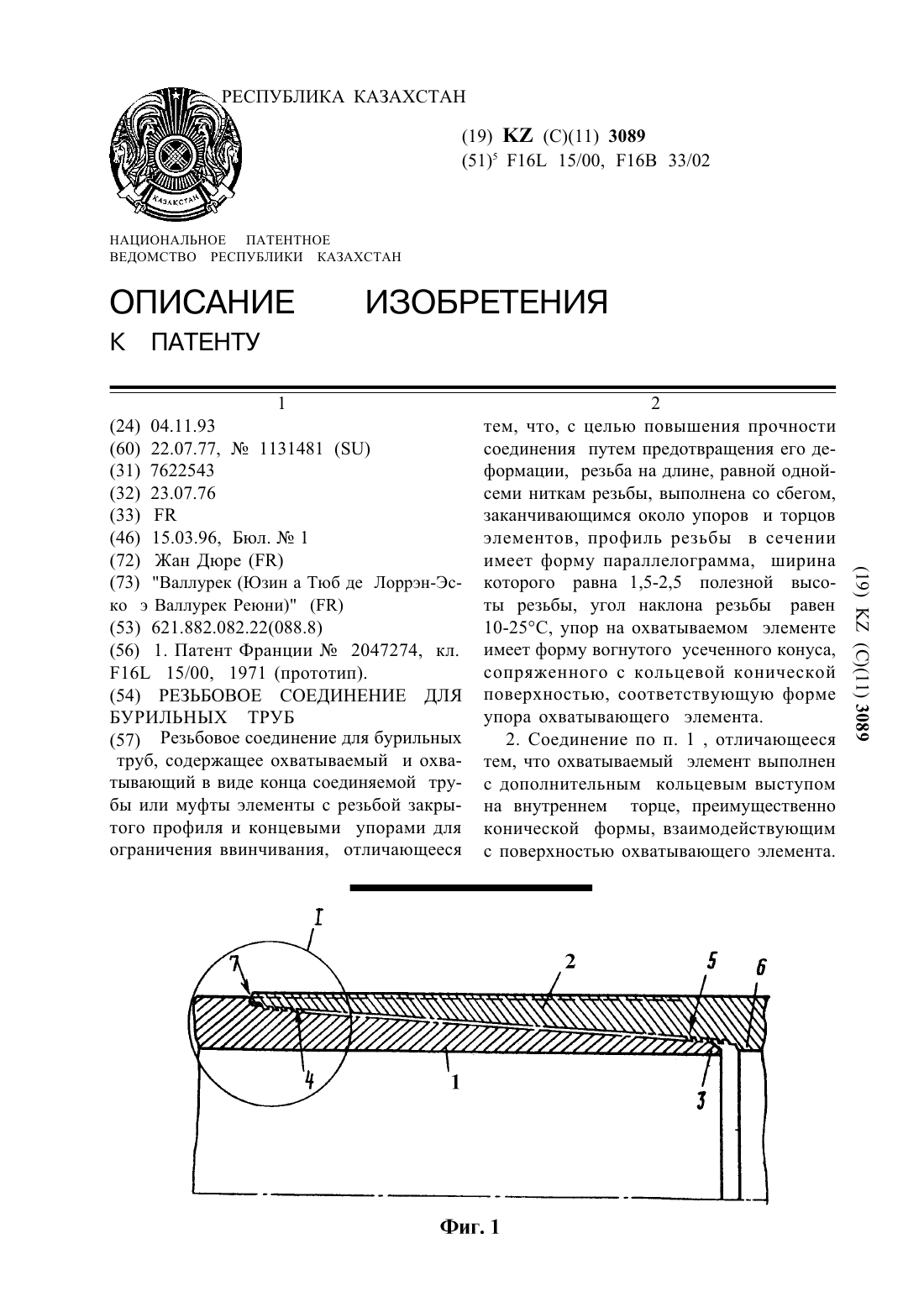
Резьбовое соединение для бурильных труб, содержащее охватываемый и охватывающий в виде конца соединяемой трубы или муфты элементы с резьбой закрытого профиля и концевыми упорами для ограничения ввинчивания, отличающееся тем, что, с целью повышения прочности соединения путем предотвращения его деформации, резьба на длине, равной одной-семи ниткам резьбы, выполнена со сбегом, заканчивающимся около упоров и торцов элементов, профиль резьбы в...
Соединение стальных труб
Номер патента: 3086
Опубликовано: 15.03.1996
Автор: Бернар Плакэн
МПК: F16L 15/00
Метки: труб, соединение, стальных
Формула / Реферат:
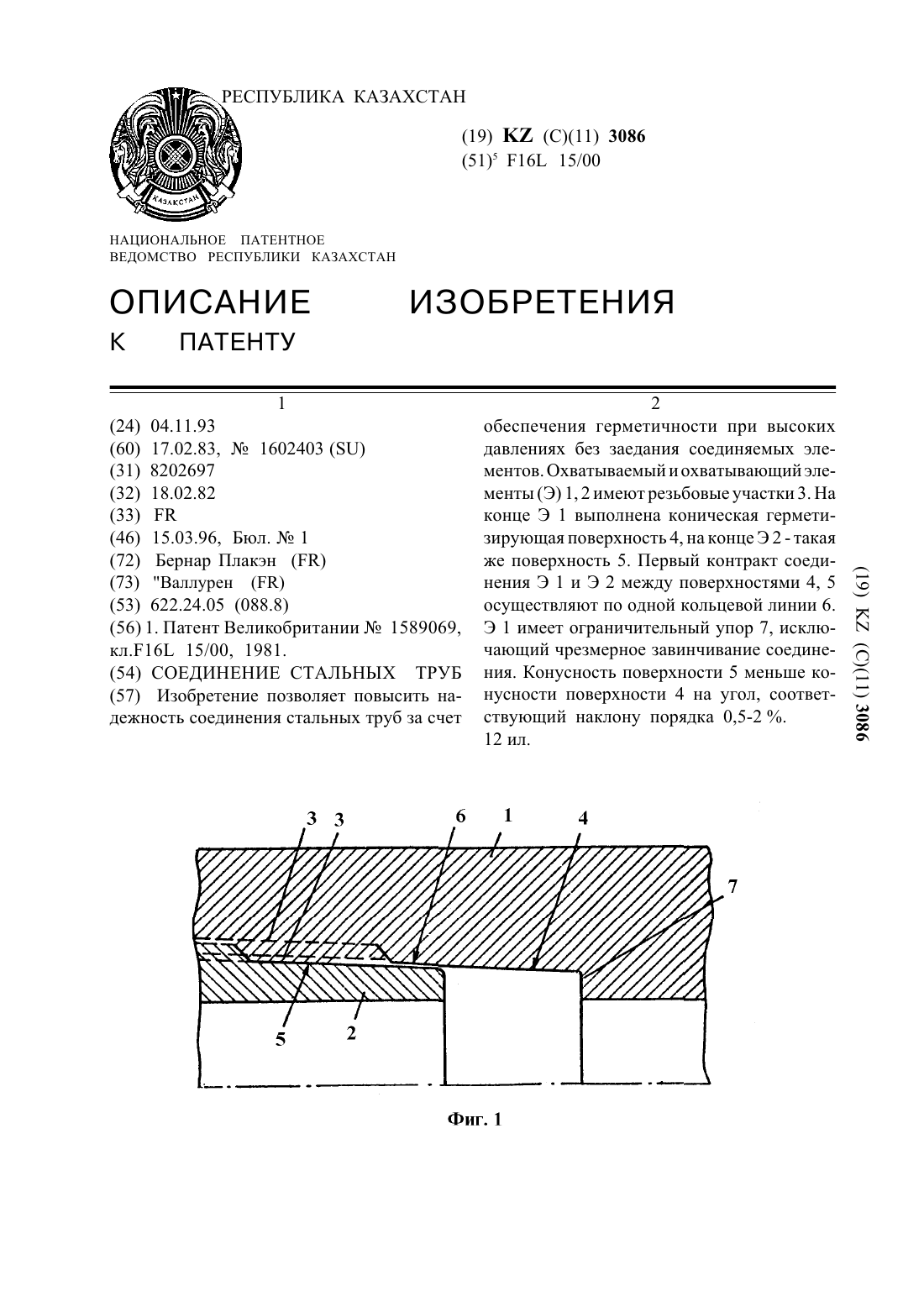
Изобретение позволяет повысить надежность соединения стальных труб за счет обеспечения герметичности при высоких давлениях без заедания соединяемых элементов. Охватываемый и охватывающий элементы (Э) 1, 2 имеют резьбовые участки 3. На конце Э 1 выполнена коническая герметизирующая поверхность 4, на конце Э 2 - такая же поверхность 5. Первый контракт соединения Э 1 и Э 2 между поверхностями 4, 5 осуществляют по одной кольцевой линии 6. Э 1 имеет...
Устройство для очистки труб

Номер патента: 251
Опубликовано: 30.12.1993
Авторы: Кусаиынов Каппас Кусаиынович, Бектурганов Жаналы Султанович
МПК: B08B 9/04
Метки: устройство, труб, очистки
Формула / Реферат:
УСТРОЙСТВО ДЛЯ ОЧИСТКИ ТРУБ, содержащее источник импульсного тока и электроды, соединенные кабелем с выходом источника импульсного тока, отличающееся тем, что, с целью упрощения конструкции и повышения удобства эксплуатации, один электрод выполнен в виде оголенной части жилы кабеля, соединенной с положительным выходом источника импульсного тока, а его отрицательный выход соединен с очищаемой от загрязнения трубой, которая выполняет роль второго...
Устройство для удержания труб
Номер патента: 3164
Опубликовано: 15.03.1996
Автор: Ефимкин Алексей Алексеевич
МПК: E21B 19/10
Метки: труб, устройство, удержания
Формула / Реферат:
Изобретение относится к нефтедобыче и может быть использовано для удержания труб при проведении спуско-подъемных операций в буровых скважинах под давлением, при проведении промывочных работ.Для упрощения конструкции и повышения надежности работы при проведении промывочных работ устройство для удержания труб снабжено упорной шайбой и герметизирующим узлом, корпус выполнен в виде основания, нажимной гайки и крышки последовательно расположенных и...
Трубопроводное соединение
Номер патента: 2940
Опубликовано: 15.12.1995
Автор: Сопов Юрий Васильевич
МПК: F16L 37/00
Метки: трубопроводное, соединение
Формула / Реферат:
Изобретение относится к машиностроению, в частности, к гидравлическим соединениям трубопровода, а также к водо-газоснабжению и т.п.Цель изобретения - повышение надежности и расширение его технологаческих возможностей.Трубопроводное соединение содержит резьбовую муфту и гайку, установленную на резьбовом конце труб и снабжено разрезным и уплотнительным кольцами, установленными между муфтой и гайкой, а в зоне стыка на резьбовом конце трубы...
Предыдущий патент: Коробка передач
Следующий патент: Способ сжигания топлива и устройство для сжигания топлива
Случайный патент: Способ выявления цитокинов